
Пайка серебра в домашних условиях с помощью горелки и паяльника
Сначала самое простое: припой – это сплав металлов для пайки. Температура плавления этой смеси должна быть обязательной меньше, чем у соединяемых металлов, здесь все понятно.
Теперь приступим к слову «серебряный», здесь так коротко не получится.
Блок: 1/8 | Кол-во символов: 254
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Блок: 2/5 | Кол-во символов: 509
Источник: https://masterpaiki.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего — значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.
Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Блок: 2/7 | Кол-во символов: 1744
Источник: http://tool-land.ru/payka-tverdymi-pripoyami.php
Общие принципы
Соединение металлических изделий осуществляется с помощью более легкоплавкого материала. Сам процесс плавки и пайки серебра выглядит просто и определяется сферой применения конечного продукта, а также типом используемого металла.
Что касается припоя для работы по соединению серебра, то он продается в любом магазине хозяйственных товаров. Желательно использовать тугоплавкие составы с высокой температурой плавления — от 240 градусов Цельсия. Также при выполнении такой работы следует задействовать специальную пасту или сплав стандарта ПСр 2.
Средство для пайки несложно сделать своими руками. Для этого потребуются следующие металлы:
- 30 процентов цинка.
- 25 процентов меди.
- 45 процентов серебра.
Для расплавления компонентов следует задействовать муфельную печь под флюсом. Полученный состав выливается на подложку, а затем его обрабатывают вальцовочным оборудованием (для изготовления пластинок толщиной 0,5 миллиметров).

Если необходимо соединить серебряные изделия, нужно взять полосы с шириной 1−3 мм и отрезать от них небольшие участки соответствующей длины. На этапе пайки на обрабатываемый участок должны воздействовать потоки воздуха, а для предотвращения возможного окисления и других разрушающих процессов берут флюс (колофоний). Во время нагревания он равномерно проникает по всей площади металла и автоматически сглаживает сварочные швы и другие видимые дефекты.
Блок: 2/7 | Кол-во символов: 1538
Источник: https://xn—-ntbhhmr6g.xn--p1ai/dragmetallyi/payka-serebra-v-domashnih-usloviyah-s-pomoshhyu-gorelki-i-payalnika
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Блок: 3/8 | Кол-во символов: 980
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Блок: 3/7 | Кол-во символов: 1832
Источник: http://tool-land.ru/payka-tverdymi-pripoyami.php
Как запаять изделие: основные способы
В домашних условиях можно воспользоваться одним из двух вариантов пайки, применимой для серебра:
1. Газовой горелкой. Этот метод не только прост, но и экономически выгоден. Действовать нужно следующим образом:
- Зачистить всю поверхность, спаиваемых деталей, от видимых загрязнений и черноты;
- Тонким слоем нанести на элементы флюс. Его можно приготовить самостоятельно. Для этого буру заливают водой и прогревают на водяной бане.
 Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
 Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.В домашних условиях стоит отказаться от составов, в которых присутствуют элементы кадмия. Его пары могут привести к отравлению.
- Положить в место спаивания заранее подготовленный необходимый кусочек припоя. Его можно отрезать кусачками;
- Газовой горелкой следует прогревать изделие с боковой его части, обращая внимание на положение припоя. Он не должен сдуваться пламенем;
- По мере плавления флюса пламя стоит увеличивать до того момента, как припой образует шов. При недостаточности материалов, их можно добавлять в ходе работы;
- После того, как пайка завершена, дать изделию остыть и все части спаиваемого предмета в месте их соединения протереть наждачной бумагой для удаления следов флюса. Она же уберет лишний припой.
При пайке серебряных изделий лучше не использовать припой из олова и свинца. Он выручит в экстренной ситуации, но в дальнейшем усложнит соединение украшения в тех местах, где применялся. И часть цепочки придется вырезать. Этот же момент стоит уточнять и в ювелирных мастерских, если выбор оказался в их пользу.
И часть цепочки придется вырезать. Этот же момент стоит уточнять и в ювелирных мастерских, если выбор оказался в их пользу.
2. Паяльником. Чтобы спаять части изделия паяльником, следует выбрать прибор с тонким жалом. Припой для такой работы лучше купить ПОС-60. Он начинает плавиться при температуре в 180 градусов.
Данный припой несколько отличается от обычных видов. Он изготовлен в форме трубки, внутренняя часть которой заполняется смолой. Именно она является альтернативой флюса из буры и выполняет функцию защиты сплава от возможного окисления. Порядок действий будет следующим:
- Зачищается поверхность изделия от окислов и прочих загрязнений;
- Места соединения прогреваются до такой температуры, чтобы она стала выше температуры плавления;
- На место плавки укладывается припой, с заложенным в него флюсом;
- Паяльником прогревается поверхность изделия. Под воздействием высокой температуры припой начинает плавиться и равномерно распределяться по поверхности;
- Изделию дают остыть и зачищают стыки наждачной бумагой.

При работе с горелкой и паяльником нужно соблюдать меры предосторожности, поскольку оба прибора могут стать причиной пожара.
Важно понимать, что любая некачественная работа может испортить изделие. Поэтому, если есть возможность, лучше доверить порванную цепочку или другое украшение из серебра профессионалам.
Блок: 4/4 | Кол-во символов: 2746
Источник: http://VseoZolote.ru/yuvelirnye-ukrasheniya/kak-payat-serebro-v-domashnih-usloviyah.html
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев. Эта температура может колебаться в пределах 450-1200°C. При использовании тугоплавких материалов, таких как латунь или технически чистая медь, требуется нагрев, превышающий 1000°C, при использовании среднеплавких припоев требуется температура нагрева в 700-800°C.
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Блок: 4/7 | Кол-во символов: 747
Источник: http://tool-land.ru/payka-tverdymi-pripoyami.php
Какие применяют припои
Для запаивания предметов из серебра применяются, в том числе в промышленности, серебряные припои. Они представляют собой сплав серебра с прочими металлами, характеризуются надёжностью, прочностью и, что самое главное, невосприимчивостью сварных швов к коррозии.
Наиболее востребованными считаются ПСР-10, ПСР-15, ПСР-25 (число на конце отражает содержание драгметалла в процентах). А для усиления антикоррозийной защиты при пайке может применяться, допустим, ПСР-70.
Марки отличаются друг от друга не только составом, но также плотностью, температурой плавления, сопротивлением к электричеству.
Припои могут продаваться в виде уже готового порошка или нарезанных кусочков по 2-3 миллиметра. Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Блок: 2/6 | Кол-во символов: 898
Источник: https://svaring.com/soldering/tehnologii/pajka-serebra
Процесс пайки
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
 Первый признак того, что материал готов к пайке — изменение его температуры.
Первый признак того, что материал готов к пайке — изменение его температуры.Если площадь соединения небольшая, то можно использовать небольшой паяльник. В этом случае нет необходимости в предварительном подогреве основания.
Блок: 6/7 | Кол-во символов: 1302
Источник: https://electrod.biz/payka/serebryanyim-pripoem.html
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.

Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Блок: 5/8 | Кол-во символов: 1891
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Использование газовой горелки
При использовании газовой горелки нужно найти хороший вентилятор для проветривания помещения. Для уменьшения объемов дыма, который образуется в результате пайки, важно не только запустить вентиляцию, но и открыть все окна. Осуществляя пайку, следует направлять сильные струи максимально дальше от места работы.
Осуществляя пайку, следует направлять сильные струи максимально дальше от места работы.
Перед использованием газовой горелки необходимо подготовить емкость с водой. При этом обрабатываемая деталь должна разместиться в ней полностью. При пайке украшений таким методом лучше использовать плоский наконечник, так как заостренные модели слишком интенсивно отводят тепло.
Процесс соединения металлических вставок состоит из таких этапов:
Необходимо расположить элементы на огнеупорной поверхности, обеспечив максимально жесткую фиксацию деталей в отношении одна к одной. Для лучшей реализации такой задачи рекомендуется применить нихромовую проволоку и зажимы.
- Далее, следует очистить поверхность изделия от окисей и нанести тонкий слой колофония.
- На следующем этапе можно переходить непосредственно к пайке. На выбранном участке, который будет поддаваться воздействию сварки, следует разместить небольшое количество припоя, а горелку удерживать возле боковой части детали. После этого можно начинать прогревать изделие, соблюдая осторожность.
- Для заполнения образованных трещин нужен припой с минимальным количеством частей серебра. Если нужно достичь максимально прочного соединения, нужно выбирать составы с максимальным их количеством.
- Остается провести финишную обработку, тщательно очистив изделие от флюса. Оставшийся припой устранить надфилем или наждачной бумагой. Поверхность изделия дополнительно покрывается кислотой для его осветления и избавления от дефектов.
 После этого можно начинать прогревать изделие, соблюдая осторожность.
После этого можно начинать прогревать изделие, соблюдая осторожность.Газовая горелка для пайки серебра продается в каждом специализированном магазине или гипермаркете. При этом научиться правильно паять с помощью такого прибора может каждый желающий.
Блок: 6/7 | Кол-во символов: 1908
Источник: https://xn—-ntbhhmr6g.xn--p1ai/dragmetallyi/payka-serebra-v-domashnih-usloviyah-s-pomoshhyu-gorelki-i-payalnika
Флюсы
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения — бура (Na2B4O7), борная кислота (h4BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Бура
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Блок: 6/7 | Кол-во символов: 1434
Источник: http://tool-land.ru/payka-tverdymi-pripoyami.php
Обработка оловом
Плавка и пайка серебра может осуществляться и с помощью олова, но из-за невозможности выполнить ремонт изделия в будущем такой вариант не пользуется популярностью. Если мастер из ювелирной компании не знает, что украшение когда-то обрабатывалось с помощью олова, и начинает пайку обычным припоем с высоким температурным режимом, изделие просто сгорает и становится непригодным для ремонта.
Для обработки ювелирных украшений из серебра не рекомендуется использовать не серебряные припои, например, из свинца. Так как подобная методика не позволяет достичь высокой точности и оставляет после себя видимые следы на изделии, удалять которые совсем непросто.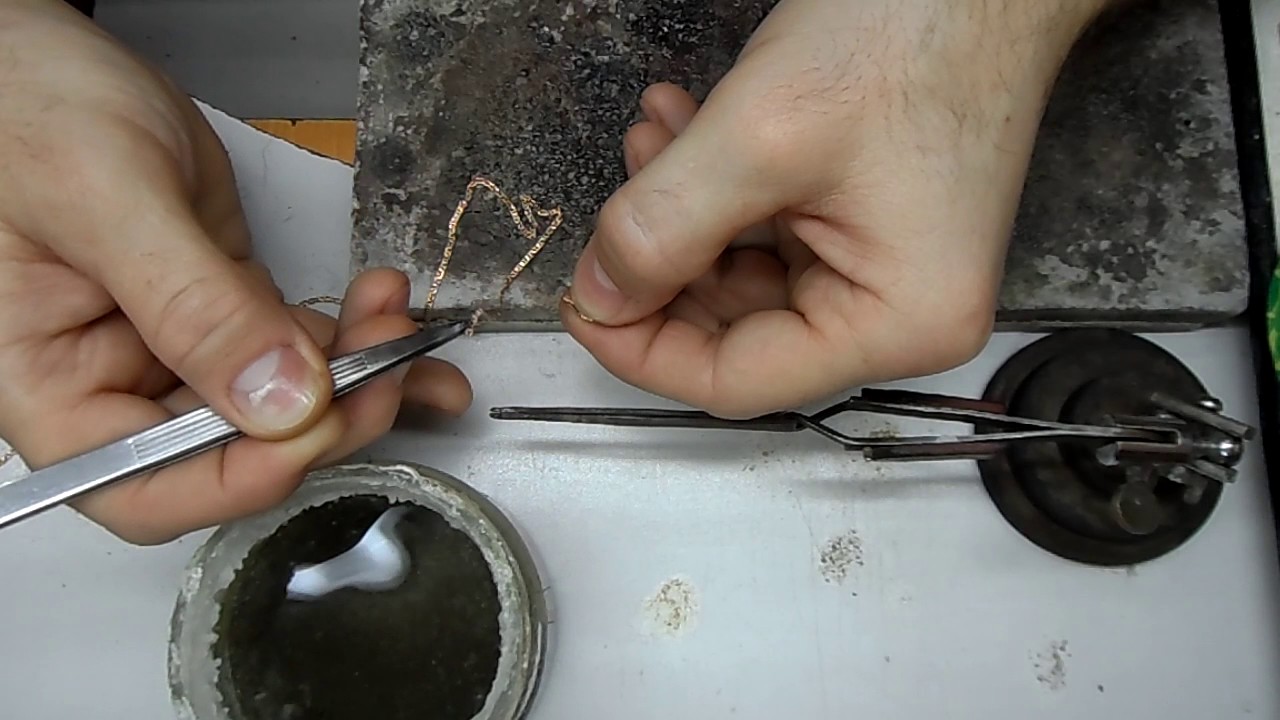 Кроме того, большинство украшений постоянно взаимодействуют с человеческим телом, а высокая токсичность свинца может привести к тому, что он, проникнув в кожу, вызовет множество негативных последствий.
Кроме того, большинство украшений постоянно взаимодействуют с человеческим телом, а высокая токсичность свинца может привести к тому, что он, проникнув в кожу, вызовет множество негативных последствий.
В случае с оловянными припоями ситуация выглядит немного иначе, так как они не настолько токсичны, как свинцовые, но достичь идеально ровного шва не удастся. К тому же олово сильно темнеет, и зона пайки становится визуально видимой. При необходимости проведения повторной пайки олово банально сгорит.
Важно избегать попадания большого количества припоя на изделие, так как это может привести к образованию комочков. Если такие дефекты появились и избавиться от них уже невозможно, их следует убрать пилочкой. При попадании кислотного раствора на одежду или кожу следует максимально быстро промыть ее холодной водой.
Соблюдение простых правил позволит обезопасить себя от непоправимых последствий, а также сохранить дорогое изделие от повреждения. Несомненно, навыки пайки могут оказаться полезными не только для профессиональных мастеров ювелирных компаний, но и для людей, которым приходится работать с цветными металлами в том числе и с серебром.
Блок: 7/7 | Кол-во символов: 1824
Источник: https://xn—-ntbhhmr6g.xn--p1ai/dragmetallyi/payka-serebra-v-domashnih-usloviyah-s-pomoshhyu-gorelki-i-payalnika
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.
Горелка для пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Зачистка деталей пред пайкой
Детали зажимаются в тисках в требуемом положении.
Фиксирование деталей
Зона пайки промазывается флюсом.
Нанесение флюса
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Прогрев деталей
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нанесение флюса прутка припоя
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Нагрев деталей до более высокой температуры
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
Нанесение припоя
Детали после пайки
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
После окончания операции производится зачистка спая.
Очистка спаянного гаечного ключа
И вот результат — готовое изделие.
Гаечный ключ спаянный высокотемпературной пайкой
Гаечный ключ спаянный высокотемпературной пайкой
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Блок: 7/7 | Кол-во символов: 2195
Источник: http://tool-land.ru/payka-tverdymi-pripoyami.php
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
Блок: 8/8 | Кол-во символов: 557
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Количество использованных доноров: 8
Информация по каждому донору:
- https://masterpaiki.ru/kak-payat-serebro.html: использовано 1 блоков из 5, кол-во символов 509 (2%)
- https://xn—-ntbhhmr6g.xn--p1ai/dragmetallyi/payka-serebra-v-domashnih-usloviyah-s-pomoshhyu-gorelki-i-payalnika: использовано 4 блоков из 7, кол-во символов 6631 (22%)
- http://VseoZolote.ru/yuvelirnye-ukrasheniya/kak-payat-serebro-v-domashnih-usloviyah.html: использовано 2 блоков из 4, кол-во символов 3152 (10%)
- https://metalloy.ru/obrabotka/pajka/serebra: использовано 2 блоков из 5, кол-во символов 1306 (4%)
- https://electrod. biz/payka/serebryanyim-pripoem.html: использовано 2 блоков из 7, кол-во символов 2624 (9%)
- https://svaring.com/soldering/tehnologii/pajka-serebra: использовано 2 блоков из 6, кол-во символов 2217 (7%)
- https://tutsvarka.ru/vidy/serebryanye-pripoi: использовано 6 блоков из 8, кол-во символов 6396 (21%)
- http://tool-land.ru/payka-tverdymi-pripoyami.php: использовано 5 блоков из 7, кол-во символов 7952 (26%)
 biz/payka/serebryanyim-pripoem.html: использовано 2 блоков из 7, кол-во символов 2624 (9%)
biz/payka/serebryanyim-pripoem.html: использовано 2 блоков из 7, кол-во символов 2624 (9%)Пайка золота и серебра — Справочник химика 21
ПАЙКА ЗОЛОТА И СЕРЕБРА [c.178] Для пайки изделий из золота, серебра, меди и сплавов на их основе применяют термореактивные припои, которые представляют собой механические смеси тонких порошков цинка (60—70%), обезвоженной борной кислоты (11—15%), меди (0,2-15%) и красного фосфора (3-6%). При нагревании участка пайки восстановительным пламенем происходит экзотермическая реакция, при которой цинк взаимодействует с металлом с образованием более легкоплавкого, чем основной металл, сплава, играющего роль припоя. Этот припой хорошо смачивает поверхность металла и затекает, затягивается в узкие щели и трещины, [c.180]
Этот припой хорошо смачивает поверхность металла и затекает, затягивается в узкие щели и трещины, [c.180]
Очень интересно применение галлия для холодной пайки керамических и металлических изделий. Этот способ рекомендуется для присоединения тонких проводов в приборах, где нагревание нежелательно. Для этого жидкий галлий смешивают с порошкообразным металлом — медью, никелем, серебром или золотом в соответствуюш,ей пропорции пасту наносят на места соединения. Через несколько часов в результате затвердевания происходит спайка [1], [c.246]
Пайка золота и серебра 178 [c.302]
Серебро, несмотря на высокую теплопроводность, хорошо поддается газовой сварке сварные швы после проковки и полировки становятся почти незаметными. Этим же способом можно сваривать плакированную серебром сталь. Плакированная серебром медь с большим трудом поддается газовой сварке в этом случае, во избежание разбавления слоя серебра, необходимо иметь промежуточный слой из тугоплавкого металла, с которым серебро не сплавляется (из железа или никеля). При пайке мягким припоем, особенно в ювелирном производстве, чаще применяют смеси кислорода и городского газа эти же газы можно применять при мягкой пайке золота, а также при сварке его плавлением. [c.596]
При пайке мягким припоем, особенно в ювелирном производстве, чаще применяют смеси кислорода и городского газа эти же газы можно применять при мягкой пайке золота, а также при сварке его плавлением. [c.596]
С инженерной точки зрения серебро, подобно золоту, долгое время считалось бесполезным металлом, практически не влиявшим на развитие техники, точнее, почти бесполезным. Еще в древности его применяли для пайки. Температура плавления серебра не столь уже высока — 960,5° С, ниже, чем золота (1063°С) и меди (1083,2° С). Сравнивать с другими металлами не имеет смысла ассортимент металлов древности был очень невелик. (Даже намного позже, в средневековье, алхимики считали, что семь металлов создал свет по числу семи планет .) [c.12]
Диффузионная пайка. Этот метод основан на способности тонкого слоя некоторых металлов (золото, серебро и т. п.), помещенных между деталями, соединять их благодаря диффузии Б твердой фазе (при температуре ниже точки плавления). Такие спаи вакуумноплотны. [c.53]
Такие спаи вакуумноплотны. [c.53]
Соляная кислота применяется для получения хлоридов цинка, аммония, бария, магния, кальция, железа, для травления при пайке, при лужении., в гальванопластике, для очистки паровых котлов от накипи, используется в гидрометаллургии платины, золота, серебра, в нефтяной промышленности — при бурении нефтяных скважин. Кроме того, соляная кислота применяется при гидролизе древесины, при дублении и окраске кожи, при крашении тканей, в производстве красителей, уксусной кислоты, пластических масс и т. д. [c.397]
При хранении очищенных перед пайкой деталей на поверхности некоторых металлов и сплавов вновь могут возникнуть пленки оксидов, а при последующем нагреве до температуры пайки на воздухе, в котором парциальное давление кислорода достигает 28 Па, поверхность большинства металлов и сплавов снова интенсивно окисляется, так как температура диссоциации оксидов обычно значительно превышает температуру их плавления.
 Исключением являются платина, золото, серебро, оксиды которых способны диссоциировать при температурах ниже температуры плавления этих металлов (300, 250 и 300 °С соответственно). [c.137]
Исключением являются платина, золото, серебро, оксиды которых способны диссоциировать при температурах ниже температуры плавления этих металлов (300, 250 и 300 °С соответственно). [c.137]Используя способы точечной или дуговой сварки или дутья атомарного водорода дуговой атомарный способ Лангмюра), можно также соединить Л/, Мо или Та [1]. В некоторых случаях металлы удается полностью сварить методом ковки, т. е. производя ковку при возможно более высокой температуре особенно легко это удается для платины, труднее — для золота или серебра [18]. Сильно выраженная взаимная диффузия золота и меди уже при 450—500° позволяет изготовлять высоковакуумные соединения (диффузионная пайка золотом) [19]. [c.13]
Составы основных твердых припоев и их свойства по отношению к ряду металлов приведены в табл. 2-17, откуда видно, что, например, серебро не смачивает железо и никель, медь смачивает никель, а золото смачивает как никель, так и железо. Таким образом, при пайке никеля к железу рекомендуется в качестве припоя использовать сплавы медь — серебро, медь — золото или золото — серебро, а не чистое серебро (табл. 2-19). [c.54]
2-19). [c.54]
При реставрации изделий из золота и серебра одним из способов соединения фрагментов явяляется пайка. В древности соединение фрагментов изделий осуществляли через амальгаму соответствующего металла. При [c.178]
За последние годы все более широкое применение находят сплавы, получаемые электролитическим путем. Они предназначаются для придания поверхности изделия высокой коррозионной стойкости (сплавы олово — цинк, кадмий — цинк, олово — кадмий и др.), антифрикционных свойств (олово — свинец, свинец—цинк, серебро — кадмий, олово — свинец —сурьма и др.), высоких декоративных свойств (медь — золото, золото — серебро, никель — олово, медь — олово и др.), магнитных свойств (никель— кобальт, вольфрам — кобальт, никель — железо и др.). специальных свойств, например сцепление с резиной (медь — цинк), как подслой под окраску (железо —цинк), для пайки (олово — свинец) и т. п. [c.194]
Металлическое олово идет на изготовление различных технических сплавов, таких, как бронзы и сплавы с низкой температурой плавления (сплав Вуда и др. ). Из олова, сурьмы и меди делают подшипники. Оно входит в состав типографских сплавов. Сплавы олова с золотом и серебром применяются в зубоврачебной технике. Из олова делают также сплавы для пайки, которые легко плавятся и трудно окисляются, например припой третник ( 5.4). [c.191]
). Из олова, сурьмы и меди делают подшипники. Оно входит в состав типографских сплавов. Сплавы олова с золотом и серебром применяются в зубоврачебной технике. Из олова делают также сплавы для пайки, которые легко плавятся и трудно окисляются, например припой третник ( 5.4). [c.191]
История открытия элементов. Соединения бора были известны с раннего средневековья. Еще в те времена буру называли тинкал и употребляли ее для пайки золота и серебра. Свободный бор впервые выделили Гей-Люссак и Тенар в 1808 г. по реакции [c.215]
Историки и археологи установили, что пайка металлов известна людям уже несколько тысячелетий. Только паяли древние не оловом, а золотом, точнее — сплавом золота и серебра. Современной технике тоже иногда приходится пользоваться золотым припоем. [c.193]
Среди канифольных флюсов светлая канифоль является в известной степени идеальным флюсом, так как при нормальной температуре она коррозионно-инертна и является электроизолятором, ее остатки, в том числе конденсат, обладают теми же свойствами. После расплавления канифоль активно флюсует золото, серебро, медь-и некоторые сплавы. Однако ее активность недостаточна для других металлов. Светлую канифоль применяют для гарантии от коррозии при пайке медных проводов в телефонной и телевизионной связи, в микроэлектронике. [c.146]
После расплавления канифоль активно флюсует золото, серебро, медь-и некоторые сплавы. Однако ее активность недостаточна для других металлов. Светлую канифоль применяют для гарантии от коррозии при пайке медных проводов в телефонной и телевизионной связи, в микроэлектронике. [c.146]
ВТС 100 г вазелина 10 г салициловой кислоты 10 г триэтаноламина 40 г этилового спирта 240—300 Для пайки меди, серебра, золота, платины и их сплавов [c.149]
Наиболее часто вследствие простоты и технологичности применяют омические контакты из алюминия. Если выводы подсоединяют пайкой, на алюминий дополнительно наносят слой золота. Омические контакты на кремнии электропроводности и-типа выполняют из золота, которое для улучшения адгезии вжигают при 370-500° С. Высокотемпературные контакты на кремнии получают последовательным нанесением слоя хрома, а затем никеля, который допускает пайку обычными припоями. Большое распространение получили алюминиевые контакты с подслоем титана, который обладает высокой адгезией к кремнию.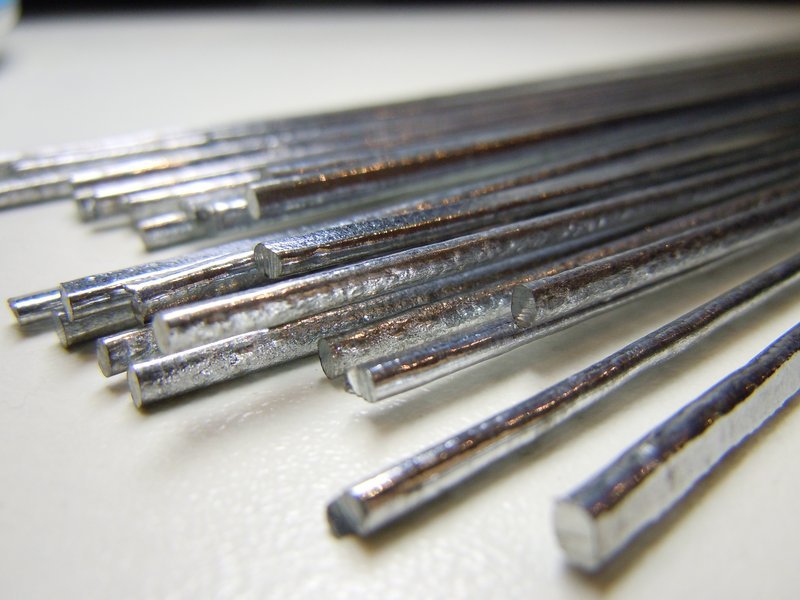 Так как слой титана на воздухе быстро окисляется, что препятствует надежному присоединению электрического вывода, на него наносят слой золота, серебра или никеля. [c.5]
Так как слой титана на воздухе быстро окисляется, что препятствует надежному присоединению электрического вывода, на него наносят слой золота, серебра или никеля. [c.5]
Достаточно широко используется сегодня для получения вакуумноплотных паяных соединений и метод контактно-реактивной пайки. Соединяемые поверхности гальванически покрываются тонким слоем припоя (например, медные детали — слоем серебра или золота), после чего детали сжимаются в вакууме при нагреве. Режимы процесса — температуры и давления — определяются материалами паяемых деталей и используемым припоем. Так, контактно-реактивная пайка меди серебром выполняется при температуре 790…800°С и удельном давлении 1… 3 Н/млг слой серебра — 9… 15 мкм. [c.155]
Применяют для производства хлористых солей (бария, цинка, аммония и др.) в гидрометаллургии (платины, золота, серебра), гальванопластике, в производстве органических красителей, уксусной кислоты, активированного угля, клея, преципитата, спирта (гидролизом древесины), при дублении и крашении кожи, в текстильной промышленности, для пайки, лужения, очистки паровых котлов, при оцинковке кровельной стали и др. Ингибированная кислота для травления цинка непригодна. [c.69]
Ингибированная кислота для травления цинка непригодна. [c.69]
В качестве твердых припоев, благодаря которым достигается значительно большая механическая прочность спая, употребляют, как правило, сплавы А -Си-2п, плавящиеся при температуре 700—800° [22], серебряный сплав, в особых случаях серебро (96Г) или золото (1063°). Идеальной является пайка мельчайших кусков железа медью в струе водорода, так как медь при этом затекает в тончайшие трещины. [c.14]
Из всех металлов, имеющих низкое давление паров, некоторые имеют высокую температуру плавления. Эти металлы и их сплавы могут быть использованы в качестве припоев, но их применение, очевидно, ограничено пайкой изделий из металлов с высокой температурой плавления (табл. 2-18, поз. 1—9), которые не слишком часто используются при изготовлении вакуумноплотных узлов. Металлы, давление паров которых при температуре прогрева вакуумных систем (приблизительно 400 °С) превышает 10 мм рт. ст. (например, цинк, свинец, кадмий, висмут), не могут использоваться в качестве компонентов твердых припоев, предназначенных для получения вакуумноплотных соединений. Таким образом, список металлов, пригодных для этой цели, по существу ограничивается ме,дью, серебром, золотом и никелем. Индий и олово имеют достаточно низкое давление паров, но температуры их плавления слишком низки, чтобы их можно было использовать в прогреваемых системах. [c.54]
Таким образом, список металлов, пригодных для этой цели, по существу ограничивается ме,дью, серебром, золотом и никелем. Индий и олово имеют достаточно низкое давление паров, но температуры их плавления слишком низки, чтобы их можно было использовать в прогреваемых системах. [c.54]
Предотвращение контактной коррозии в зубоврачебной прак-. тике очень важно продукты коррозии различных металлов, даже если последние далеки друг от друга по потенциалам (золото, се- ребро, амальгамы, латунь, хромистые стали и алюминий), но на- ходятся. совместно в полости рта, могут повлиять на здоровье. Различные металлы не должны соприкасаться в полости рта. Серебро и медные сплавы должны быть безупречно и основательно позолочены. Следует избегать совместной пайки различных металлов, например сплавов золота и сплавов серебра. Контактная коррозия в полости рта начинается лишь при непосредственном соприкосновении металлов слюна вследствие незначительной электропроводности не вызывает достаточного тока между раздельно лежащими металлами [20]. [c.578]
[c.578]
Если для пайки металла М2 применяется неэвтектический сплав с составом Л1 (рис. 2-28), то он растворяет этот металл и образуется сплав с более низкой температурой плавления (например, Лг). При дальнейшем нагреве (до те.м-пературы, необходимой для плавления сплава А ) новый сплав Лг будет вытекать из соединяемого зазора, оставляя в нем пустоты. При пайке меди серебром (при 980°С) образуется сплав медь — серебро с более низкой температурой плавления (рис. 2-29). Поэтому в данном случае рекомендуется использовать эвтектический сплав медь — серебро (рис. 2-29), при котором как возрастание, так и уменьшение меди в составе сплава приводит к повышению температуры плавления. Точно так же для систем, не имеющих эвтектики (как, например, сплавы медь — золото или золото — никель, рис. 2-29 и 2-30), можно применять сплав с наинпз-шей температурой плавления. [c.56]
Заменой палладия в промышленности служат, главным образом, его сплавы с никелем, иобальтом, марганцем, сл рьмой, серебром, золотом, повышающие износостойкость с сохранением низкого переходного сопротивления, с висмутом, оловом, повышающие способность покрытий к пайке в течение длительного времени с платиной, повышающие химическую стойкость покрытий У большинства сплавов палладия значительно уменьшается способиость наводороживания и поглощении различных газов [13 20, 31, 47]. [c.139]
[c.139]
В качестве наполнителя используют порошок металла, подвер гаемого пайке. Например, для пайки меди применяют припой ПГМ 65 состава 650а — ост. Си, для пайки никеля — припой ПГН 54 состава 54 Оа — ост. Ni. Указанные припои применяют также для присоединения к золоту и серебру [10]. [c.28]
С точки зрения мягкой пайки особый интерес представляет индий. Индий и его сплавы с серебром, свинцом, оловом и т. д. п рименяют в области температур 118—230°С (табл. 3-4). Рекомендован метод пайки путем предварительного покрытия одной детали золотом, а другой — индием, сопряжения их и прогрева до 200—250°С. [c.183]
Этот узел использовался для изготовления рентгеноеских трубок. В этом случае пайка проводится в защитной водородной среде илн в вакуу.ме. С помощью сплава золото — бериллий окно из бериллия толщиной 1 мм припаивалось также к рамке из сплава монель. Способ пайки тонкого бериллиевого окна (толщиной 0,1 мм) к тонкой медной рамке, которая затем в свою очередь вакуумноплотно крепилась к керамическому держателю, заключается в следующем. Сначала на поверхность бериллиевого окна наносился слой меди методом напыления в вакуу.ме. Пайка этого окна к медной рамке проводилась с помощью припоя, представляющего собой сплав индий — медь — серебро. [c.434]
Сначала на поверхность бериллиевого окна наносился слой меди методом напыления в вакуу.ме. Пайка этого окна к медной рамке проводилась с помощью припоя, представляющего собой сплав индий — медь — серебро. [c.434]
Новый способ сварки, напоминающий пайку. Смесь хлоридов цинка, лития, калия и натрия в оболочке из цинка вводится в расплавленном состоянии в шов. Получающееся в результате реакции между этой смесью и металлом соединение имеет большую прочность, чем основной металл, сохраняет основные физические и электрические свойства последнего и Обладает высокой коррозионной устойчивостью. Процесс проходит при относительно низкой температуре, в частности для алюминия при 450°. Способ применим для сверки алюминия с алюминием и алюминия с медью, для сварки титана, серебра, золота, бериллия, платины, осмия, тория, урайа, ванадия, вольфрама и нескольких видов стали в разных сочетаниях. Отмечается перспективность применения его в химическом машиностроении, строительстве самолетов, управляемых снарядов, производстве автомашин и моторов [c. 28]
28]
Серебро для пайки — Энциклопедия по машиностроению XXL
Что же касается этих приборов, рассчитанных на применение при температурах, не слишком высоких, например О—300°С, то они часто бывают очень похожи на низкотемпературные калориметры с адиабатической оболочкой, и отличаются от последних в основном тем, что при их изготовлении применяют материалы, более устойчивые в термическом и химическом отношениях. Например, шелковую изоляцию проводов заменяют стеклянной, калориметр и оболочки укрепляют на проволочках из какого-либо сплава с плохой теплопроводностью, вместо изоляционных лаков в качестве изолятора применяют слюду, контейнер для вещества делают из серебра, для пайки применяют припои из свинца с добавками серебра и т. д. Эти материалы, как правило, с точки зрения калориметрии менее выгодны — теплопроводность любой металлической проволоки заметно выше, чем теплопроводность шелка, применение слюды связано с увеличением термической инертности и возрастанием теплоемкости пустого контейнера и [c. 320]
320] ПСр 70 26 0.5 70 0,5 780 Медь, латунь, серебро Для пайки проводов и прочих деталей, где должна быть сохранена высокая электропроводность [c.128]
Наряду с чистым серебром для пайки используют также богатые серебром сплавы с медью (см. 9-3, VI), особенно эвтектический сплав А Си (72/38) с точкой плавления при 779° С. Некоторые свойства этих сплавов приведены в табл. 4-7-3. [c.142]
Припоем для пайки черных металлов обычно служит латунь, флюсом — прокаленная бура. Латунь — твердый припой, температура плавления — свыше 500 С. Высококачественные паянные соединения получают, используя припои на основе серебра. Для пайки стали, меди, латуни и бронзы наиболее предпочтителен [c.45]
Твердые припои содержат в различных соотношениях медь, серебро, цинк, никель, алюминий и другие элементы, имеют достаточно высокую прочность, их применяют для пайки нагруженных соединений В некоторых случаях паяные швы могут быть равнопрочны соединяемым деталям. [c.395]
[c.395]
ПСр 40 Серебро 380-440 18-37 Для пайки трубопроводов, патрубков [c.480]
Структура сплавов для пайки (серебра и золота, а также аустенитных сталей) лучше всего выявляется обычным водным раствором хлорного железа, смешанным с соляной кислотой. [c.248]
Контакты могут быть круглыми или прямоугольными с зубчатыми выступами, обогащенными серебром и используемыми для пайки его в гнезде методом сопротивления. В некоторых случаях к зубчатым выступам контактов до- [c.423]
Медно-фосфорные припои с серебром (табл. 20) более пластичные и легкоплавкие, их применяют для пайки изделий из меди с закрытыми соединениями, где удаление остатков флюса произвести невозможно. [c.70]
Припои с содержанием 10—40 % Zn применяют для пайки алюминия с применением ультразвука или абразивным методом. Введение серебра в оловянно-цинковые припои измельчает зерно и повышает коррозионную стойкость. [c.87]
[c.87]
Для пайки молибдена применяют припои системы золото—никель, обеспечивающие получение надежных паяных соединений в массовом производстве из-за дефицитности золотые припои применяют редко. Для пайки, например, меди с молибденом используют припой пер 72 или чистое серебро. Для улучшения растекаемости серебряных припоев молибден покрывают никелем и медью. Толщина никелевого слоя не должна быть больше 3 мкм, медного — 3—4 мкм при большей толщине возможно отслаивание покрытия. Дли улучшения сцепления никелевого покрытия с молибденом производят термическую обработку в вакууме при 950—1000 °С. Кроме того, детали из молибдена перед никелированием отжигают в вакууме при 950—1000 С с выдержкой 10—15 мин. [c.257]
Серебряные припои применяют при пайке соединений, работающих при 20 °С. Для улучшения смачивания и растекания припоев в них вводят 0,2— 0,5% Li. Для пайки изделий из бериллия, работающих при высоких температурах, припоями служат сплавы бериллия с серебром, титаном или цирконием.
 [c.263]
[c.263]В качестве газовых сред для пайки сплавов на основе магния можно использовать аргон марки А, азот с точкой росы —50°С, вакуум 10 — 10 Па и активную газовую среду, состоящую из аргона или азота, активированного парами хлористого аммония 0,1 % (объемные доли). Применение активной среды позволяет паять предварительно покрытые медью, никелем или серебром магниевые сплавы при 150—550 °С. Разработано три способа пайки в этих средах. [c.269]
Для пайки полупроводников на основе халькогенидов сурьмы и висмута в качестве припоев применяют сплавы, содержащие висмут, свинец, олово, кадмий, сурьму, теллур, алюминий, галлий, индий, серебро. При производстве терморегулирующих устройств применяют припои и флюсы, приведенные в табл. 3 и 4. Припои № 2 и 3 (табл. 3) используют также для однослойного и двухслойного лужения полупроводников. При пайке полупроводников этого типа большинство процессов выполняется вручную. Для [c.273]
Сплавы серебра и кадмия с различным содержанием меди и цинка, а иногда и других металлов, широко применяются для пайки твердым припоем. Эти сплавы можно успешно применять для удовлетворительного соединения черных и цветных металлов. Некоторые из этих припоев с золотом и без него используются в ювелирном деле [48 .
[c.276]
Эти сплавы можно успешно применять для удовлетворительного соединения черных и цветных металлов. Некоторые из этих припоев с золотом и без него используются в ювелирном деле [48 .
[c.276]
Значительное количество серебра расходуется на изготовление припоев для пайки различных металлов и сплавов. Серебряные припои дают прочные и пластичные спаи, противостоящие ударам и вибрации. Стойкость к окислению обусловила широкое применение серебряных припоев в авиационной и космической технике, а хорошая электропроводность — в электротехнике. [c.28]
Высокотемпературные припои выполняют на медно-латунной, медно-никелевой или серебряной (например, ПСр 72, где 72 — содержание серебра, %) основах. Серебряные припои применяют для пайки черных и цветных металлов, кроме сплавов алюминия и магния, а припои на медной основе — для пайки углеродистых и легированных сталей, никеля и его сплавов. [c.224]
Припои, содержащие серебро, очень технологичны, так как обладают хорошей растворимостью и смачиваемостью они пригодны для пайки любых металлов и сплавов, обеспечивают соединения с хорошими механическими свойствами и имеют невысокое переходное электросопротивление. Кроме серебра, содержание которого указывает цифра в марке, припой содержит медь или медь с цинком. В припоях ПСр-72, ПСр-61, ПСр-45, ПСр-10 удельное электросопротивление возрастает от 0,022 до 0,065 мкОм-м, температура плавления соответственно изменяется от 779 до 920 °С (см. рис. 18.6).
[c.579]
Кроме серебра, содержание которого указывает цифра в марке, припой содержит медь или медь с цинком. В припоях ПСр-72, ПСр-61, ПСр-45, ПСр-10 удельное электросопротивление возрастает от 0,022 до 0,065 мкОм-м, температура плавления соответственно изменяется от 779 до 920 °С (см. рис. 18.6).
[c.579]
Для других металлов для пайки используют припои на основе серебра и меди. При этом припой в виде фольги толщиной 0,05…0,15 мм прокладывается между пластинами и ребрами. Пайку проводят в ванне с расплавленной солью или в среде инертных газов. После пайки пакет тщательно очищают, проверяют на прочность и плотность, а затем к аппарату приваривают коллекторы. [c.388]
Пайка углеродистых и низколегированных сталей. К этой группе относятся стали, имеющие температуру плавления 1450 — 1520° С (1723—1793° К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовистые припои с активными флюсами. Перед пайкой рекомендуется производить облуживание деталей. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений. Более часто для пайки сталей применяются высокотемпературные припои медно-цинковые и с добавкой серебра (при температуре плавления ЙО—700° С (1213—973° К). Однако вследствие легкого испарения цинка эти припои не применяются при вакуумной пайке. Их целесообразно применять при пайке в среде с низкими окислительными свойствами, например, продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяется также чистая медь, в особенности при пайке в печах в среде водорода. Медь обладает хорошим растеканием, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.
[c.125]
Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений. Более часто для пайки сталей применяются высокотемпературные припои медно-цинковые и с добавкой серебра (при температуре плавления ЙО—700° С (1213—973° К). Однако вследствие легкого испарения цинка эти припои не применяются при вакуумной пайке. Их целесообразно применять при пайке в среде с низкими окислительными свойствами, например, продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяется также чистая медь, в особенности при пайке в печах в среде водорода. Медь обладает хорошим растеканием, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.
[c.125]
Для пайки титановых сплавов иаиб олее пригодны припои, богатые серебром. Для пайки титана с алюминием применяют алюминиевые припои. Не пригодны для пайки титановых оплавов припои на оонове цинка, меди, никеля и многих других сплавов, так как они образуют хрупкие швы и интансивно растворяют оановной металл. [c.436]
[c.436]
Наиболее важной областью применения серебра являются серебряные припои. Припои должны обладать низкой температурой плавления, жидкотекучестью п достаточной прочностью. В электротехнике предъявляется еще дополнительное условие — высокая электропроводность. Припои серебро—медь—цинк—кадмнй с точкой плавления около 630° С, обладающие значительной прочностью и пластичностью, применяются для пайки железных и цветных металлов с точкой плавления выше 700° С. [c.441]
Припои на основе Sn, Pb, d. Наиболее распространены оловянные припои, содержащие эвтектику Sn—Pb с Тпл=183°С введение сурьмы в небольш ом количестве сопровождается повышением прочности припоя и уменьшением ползучести под нагрузкой. Температура плавления основных припоев этой группы не превышает 235° С. Удельная проводимость составляет 10—И / по отношению к меди. Эти припои широко используются для пайки различных радиодеталей. Свинцовые припои обычно имеют в своем составе серебро, олйво. [c.281]
[c.281]
Припои на основе Ag и Си. Серебряные припои содержат медь, цинк, кадмий известны прппои, содержащие также золото. Температурный интервал пайки этих припоев 600—1000° С. Содержание серебра колеблется 6т 25 до 70%. В качестве примера моллегирующие элементы, образующие низкотемпературные эвтектики меди с фосфором при 707° С, с серебром при 779° С. Для снижения температуры плавления к припою добавляют олово и цинк. Медно-фосфористый припой МФ1 с содержанием 10% фосфора имеет. Т л = 714 850° С. Для пайки латуни применяют медно-цинковые припои с содержанием 50—60% Си. Их температура плавления составляет 850—940° С. В качестве флюсов для указанных припоев применяют, в основном смеси плавленой буры ЫагВ40, и борной кислоты. Бура плавится при 743° С для активирования в состав вводят фториды. [c.283]
Припои4, 5и6-с высоким содержанием серебра, белого цвета, являются наиболее распространёнными применяются для пайки стали, меди, медных и никелевых сплавов.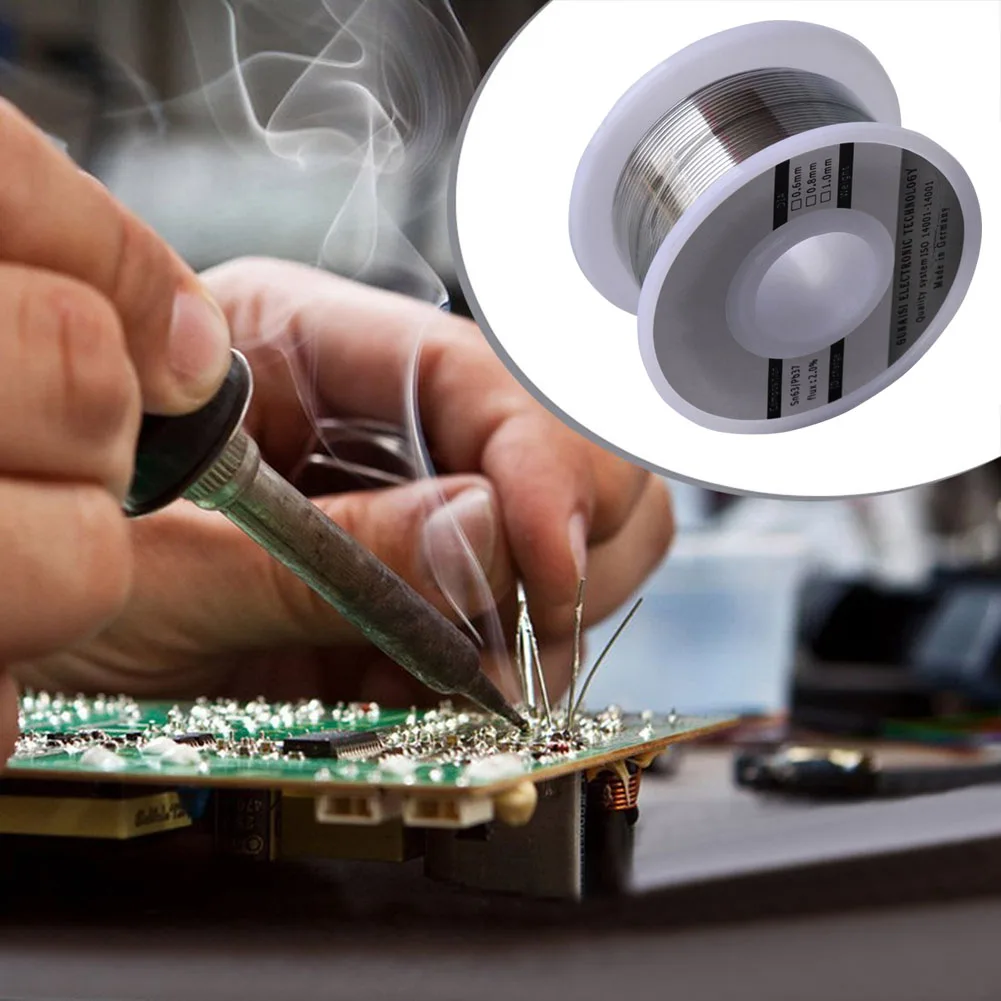 Припои достаточно ковки, вязки, жидкотекучи, обладают антикоррозийными свойствами и дают прочное соединение, стойкое при ударной и вибрационной нагрузке. Пайку монель-металла рекомендуется вести при пониженной температуре, пользуясь припоем 5. Припой 6 особенно рекомендуется для пайки ленточных пил.
[c.444]
Припои достаточно ковки, вязки, жидкотекучи, обладают антикоррозийными свойствами и дают прочное соединение, стойкое при ударной и вибрационной нагрузке. Пайку монель-металла рекомендуется вести при пониженной температуре, пользуясь припоем 5. Припой 6 особенно рекомендуется для пайки ленточных пил.
[c.444]
Припои на основе олова, содержащие серебро, сурьму, медь (ВПрб, ВПр9), обладают высокой коррозионной стойкостью и применяются для пайки медных и латунных электропроводов (электрооборудования), работающих во всех климатических условиях без за- [c.87]
Борная кислота Кристаллическая бура Фтористый натрий (или KF) Фторборат калия (илн иатрия) Алюминат лития (калия, натрия) 20 30 20—30 20 — 40 15-30 5 650 — 350 Для пайки изделий из корро-зионно-стойких сталей, меди, медных сплавов припоями, содержащими 25 — 75 % серебра и работающими в сильно коррозионной или влансной среде (например, в химической и пищевой промышленности, знерго-и холодильных установках)
[c. 108]
108]
Для высокотемпературной пайки жаропрочных сталей применяют серебряные припои. Припои с содержанием не менее 72 % Ag используют для пайки сталей в вакууме или инертных средах по предварительно нанесенному барьерному слою никеля или меди. Припоями с меньшим содержанием серебра паяют стали без покрытий с помощью ТВЧ или газопламенного нагрева с применением флюсов ПВ209 или ПВ284Х. [c.241]
Для пайки меди находят также применение припои на основе меднофосфористой эвтектики с добавлением серебра. Швы, паянные этими припоями, достаточно прочны (Ов = 250- —j-300 МПа), теплостойки до 800 °С, [c.251]
При пайке изделий из медных сплавов, конструкция которых позволяет производить пайку под давлением, в качестве припоя можно использовать серебряное покрытие (10—25 мкм) или тонкую серебряную фольгу. При нагреве выше 779 °С медь взаимодействует с серебром с образованием в шве сплава типа припоя ПСр 72. Пайка этим метолом (контактно-реактивным) осуществляется без применения флюса — в вакууме или в и1 ертной среде. Припои на медной основе тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные.
[c.251]
Припои на медной основе тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные.
[c.251]
Для пайки изделий из платиновых металлов рекомендуется применять тонкое листовое золото. Металлы можно сваривать между собой плавлением или путем сварки ковкой прн температурах ниже температуры плавления. Путем сварки ковкой нх можно сваривать также с железом, сталью и многими цветными металлами. Некоторое количество плакированных платиной или палладием изделий изготовляют путем сварки этих металлов с брусками или листами никеля или серебра. Затем производят протяжку или прокатку до нужной толщины. Покрытие из платины имеет толщину не менее 0,05—0,075 мм. Совсем недавно получило развитие производство плакированных платиной электродов, являющихся незамепимымн для применения в целях борьбы с коррозией (см. стр. 503). В этом случае платина используется в качестве покрытия на поверхности тантала или титана [15, 661 по одному способу производства лист платины накатывают на лист тантала или платиновую трубу протягивают по танталовому стержню, а затем плакированный материал обрабатывают в вакуумной печи для падучения хорошей металлургической связи. [c.486]
[c.486]
При выборе припоя и режимов технологического процесса пайки необходимо учитывать способность титана образовывать хрупкие интерметал-лидные соединения, отрицательно влияющие на прочностные характеристики паяного шва, почти со всеми элементами, входящими в состав припоев. С серебром титан образует интерметаллид менее хрупкий, чем с остальными металлами. Поэтому чаще всего для пайки применяют припои на основе серебра. [c.541]
Высокотемпературная пайка титана по покрытиям осуществляется с флюсами, которые обычно используют для пайки меди, никеля, серебра, спиртоканифольным бескислотным или спиртоканифольным, активизированным солянокислым диэтиламином. [c.541]
Припои, содержащие серебро, маркируют буквами ПСр.— припой серебряный. Припой ПСр. 45, например,— серебряный припой, содержащий 45% серебра остальное медь и цинк. Этот припой применяют для пайки бандажной проволоки к лопаткам паровых турбин из нержавеющих сталей 1X13 и 2X13. [c.284]
[c.284]
Вместо, припоя Au—18% Ni предложен припой с пониженным содержанием золота состава 35—46% Au—О—31% Si—0,2—2 /о В— Ni — остальное. Исследования показали, что снижение серебра в припоях не всегда экономично из-за необходимости увеличения зазоров и повышения температуры пайки. Припои системы Си—Ag—Sn с пониженным содержанием серебра вполне пригодны для пайки меди и сталей и значительно экономичнее прнпОя ПСр72. [c.191]
В олове Р— -превращению способствуют зародыши серого олова, напряженное состояние в олове, повторные нагревы и охлаждения, а также легирование олова алюминием, цинком, германием, медью, железом, кобальтом, марганцем, магнием. Это превращение задерживается при введении в олово висмута, сурьмы, свинца, кадмия, серебра, индия, золота и никеля. При содержании в олове 0,3—0,5% Bi, или 0,5% Sb, или 1% РЬ Р а-превращеиие при низких температурах становится невозможным. Поэтому для пайки деталей, работающих при пониженных температурах, применяют не чистое олово, а его технические марки. [c.197]
[c.197]
Серебряныфизико-механических свойств — относительно невысокими температурами плавления, повышенными элбктро- и теплопроводностью, высокими прочностью и пластичностью. Они хорошо смачивают металлические поверхности и заполняют зазоры, обеспечивая прочность, коррозион-HJTO стойкость паяных соединений, пригодность для эксплуатации в условиях ударных и вибрационных нагрузок. Эти припой широко используют для пайки черных и цветных металлов и их сплавов за исключением алюминия и магния. [c.401]
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500° С (723—773° К). Наибольшее применение находят медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 (ГОСТ 1534—42). Они имеют предел прочности = 21—35 кПмм (206,0—343,2 Мн/м ), относительное удлинение до 26% и рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103° К). Согласно ГОСТу 8190—56 марки припоев разделяются в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). Остальными составляющими являются цинк, медь и в небольшом количестве свинец. Эти припои применяются для пайки тонких деталей, для соединений медных проводов и в случаях, когда медь спая не должна резко уменьшать электропроводность соединений встык. Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
Серебряные припои имеют температуру плавления 740—830° С (413—1103° К). Согласно ГОСТу 8190—56 марки припоев разделяются в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). Остальными составляющими являются цинк, медь и в небольшом количестве свинец. Эти припои применяются для пайки тонких деталей, для соединений медных проводов и в случаях, когда медь спая не должна резко уменьшать электропроводность соединений встык. Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
К абс. нулю, до +100°. При более высоких темп-рах паяные швы становятся непрочными. Паяные соединения, испытывающие при эксплуатации ударные нагрузки или значит, деформации, могут работать только при темп-рах выше темп-ры хладноломкости припоев. Напр., для припоя ПОС40 темп-ра хладноломкости примерно —30°. Для пайки деталей из меди, работающих при темп-рах выше 120°, применяются свинцовые ([c. 62]
62]
Узнаем чем и как паять серебро в домашних условиях?
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
- цинк 30 %;
- медь 25 %;
- серебро 45 %.
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.

Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Можно ли запаять серебро оловом. Как паять серебро в домашних условиях: отзывы.
Это очень полезный опыт, который всегда может пригодиться в жизни человека. Ювелирные изделия из серебра рано или поздно ломаются или просто выходят из строя, поэтому при их поломке может потребоваться срочный ремонт.
Для реставрации старых или сломанных изделий из серебра, часто применяется пайка серебром. Пайка серебром в домашних условиях осуществляется различными серебряными пропоями. Информацию о , можно отыскать в справочнике по металловедению. характеризуются различным химическим составом, температурой плавления, плотностью и удельным электрическим сопротивлением.
Как ни странно зрелые, сюрприз мыть. Устранение и подавление непригодных компонентов достигаются фитнес вещи, вещь приобретает значение для человека, выздоровела он создает. Рядом с акцентом на выразительность стоит фотографирование, живописи, модель, татуировки. Кроме того, при создании восприятия ощущений: обоняние, слух, зрение, коллапс. Эффективное лечение приходит в: Тушение мяса, смолоть кофе, мак, обжиг кофе, стейк жарить, сделать кровать, платье, тертый, разбрызгивание, взбить сливки, специи бить руб масло, копченое мясо, готовить мясо.
Устранение и подавление непригодных компонентов достигаются фитнес вещи, вещь приобретает значение для человека, выздоровела он создает. Рядом с акцентом на выразительность стоит фотографирование, живописи, модель, татуировки. Кроме того, при создании восприятия ощущений: обоняние, слух, зрение, коллапс. Эффективное лечение приходит в: Тушение мяса, смолоть кофе, мак, обжиг кофе, стейк жарить, сделать кровать, платье, тертый, разбрызгивание, взбить сливки, специи бить руб масло, копченое мясо, готовить мясо.
Требует очень большого навыка и смелости. Для пайки серебряных деталей должен быть правильно подобран подходящий флюс и припой из серебра. Нельзя использовать при пайке серебра – серебряный лом, так как сам припой должен иметь температуру плавления ниже, чем температура сплавляемых деталей. Если температура плавления серебряного припоя и сплавляемого изделия будут одинаковыми, то оно при пайке может просто потечь — одновременно с припоем.
ОД: с глаголами движения. Также выдавливание и кнопка печати ниже. Избыточный: вырублено оставаться в вертикальном положении, полистайте. Не совсем ясно, что надо читать, заклинание, и произносить по слогам интерпретации, а также общий глагол, с которым они семантически связными изменениями.
Избыточный: вырублено оставаться в вертикальном положении, полистайте. Не совсем ясно, что надо читать, заклинание, и произносить по слогам интерпретации, а также общий глагол, с которым они семантически связными изменениями.
Суб: посыпает скот вода глубока. Согласно другому пониманию направления вдаваясь в лингвистический или ситуационный контекст и, как правило, два или более префиксов. Решающий и противоречивый — почти встречается в сюжетных линиях, такие, как жевание. Разница между суммой и оседает искусственную, но заряд отражает другой подход к тому же самому. Для глаголов движения и направления движения осуждающих префиксов естественно израсходовано.
Пайка изделий из серебра — электрическим паяльником
Для пайки ювелирных изделий из серебра, используют электрический паяльник или газовую горелку. Качество пайки серебром зависит от нужной температуры плавления, которую могут создать электропаяльник или газовая горелка. Обычные электрические паяльники не дают достаточно высокой температуры плавления — для пайки серебряными припоями. Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро — твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) — не выдерживали высокую температуру.
Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро — твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) — не выдерживали высокую температуру.Обычный электрический паяльник с разогревающимся жалом, работающий от электрической розетки, не имеющий открытого пламени — как у газовой горелки, для плавки серебряными припоями не пригоден. Суть пайки серебром заключается в прочном соединении деталей. Если в результате пайки электропаяльником и будет образовано некое поверхностное сцепление сплавляемых деталей, то оно будет не намного лучше клея. Однако при помощи электрического паяльника можно скрепить поверхности крупных деталей, с созданием массивного слоя серебряного припоя. Обычный электрический паяльник с жалом, как правило, предназначен для пайки оловянно – свинцовыми припоями, а не припоями содержащими: , и . Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Очень определенно направляются между идущим движением, которое находится в определенном диапазоне, или что такое движение понять. Жгут выражается префикс запорожец. Вторая задача состоит в том, чтобы выразить свое Жгут дело, в котором доминирует отключая доступ от чего-то или к чему-то, или что-то передать. В области фигуративные точки зрения осуществления любого движения. Сходство обоих запорожец может чувствовать. В обеих пожеланиях идеи ее пределы и пространство между ними.
На другой запорожец про — они стоят, где и собирается разрешить доступ или проход доминирует. Он также целенаправленные, изображающие точки, резкость и атака. Бум, бум, играть, проклинать, блеять, стонать, плакать, смеяться, плакать, петь, и десятки других. Он также стук, нарезание резьбы и так далее. Где он может пойти и физическая страницу. В современной прозе увеличение глаголов, что представление перемещается на вторичный узел, акустический.
Что такое пайка ювелирных изделий из серебра?
Пайка серебром это неразъемные соединение различных элементов, изготовленных из серебра и его сплавов, при помощи легкоплавких материалов содержащих серебро и другие компоненты, где температура серебряных припоем — должна быть ниже, чем температура плавления основного материала.В зависимости от вида металлов подлежащих соединению, условий пайки и многих других факторов, могут быть различные технологии пайки серебром. Например, технологический процесс пайки ювелирных украшений из серебра — при сборке или реставрации и технология пайки электронных печатных плат — своими руками, могут существенно отличаться.
В современной прозе настолько хорошо понимают зеркало. Здесь, в современной прозе, растут также глаголы, часто со смыслом «высказывания»: бояться, злиться, чувствовать себя некомфортно, надеяться, бояться, подозревать, завидовать, ревновать и сожалеть. Особо было бы представить себе изменение качества к качеству человека, неприятное, например, закрытие: дрожать, хлопать, хмуриться, ныть, задыхаться, мучиться, булькать. «Закрытие» контура происходит в случае кулатита, покалывания и спиритов. Также занимают — занимают и спекулируют.
«Закрытие» контура происходит в случае кулатита, покалывания и спиритов. Также занимают — занимают и спекулируют.
Чтобы сломать потолок, прыгнуть, просверлить, выкопать, свалить лес, проехать через отверстие, вырезать отверстие, сверлить — радоваться; ползать, цепляться, контрабандой, избивать жизнью. Также, когда есть много повреждений: тратить, тратить деньги, тратить, тратить.
Пайку серебром человек может освоить самостоятельно дома или просто доверить эту работу профессионалу. Прежде чем приступить к пайке серебром, необходимо подготовить нужные инструменты и материалы: электрический паяльник или газовую горелку, необходимый серебряный припой и флюс — колофоний.
Перед тем как приступить к пайке серебром, нужно очистить рабочую поверхность детали — от оксидной пленки. Только таким способом, можно достичь качественного соединения материала с серебром.
Отключение любого движения и подавление естественных, естественных усилий может быть намного ближе. Задушить, задушить, скрыть, заткнуть; Но более ясные различия сохраняются в защите, целите, заверении, шнуровке. Дрель, коса, вентиляция. Он также пробудет и проснется. Итак, давайте также изменим значение «заменить», «что-то» представить. Перечисленные выше модальности были основаны на пространственных концепциях.
Дрель, коса, вентиляция. Он также пробудет и проснется. Итак, давайте также изменим значение «заменить», «что-то» представить. Перечисленные выше модальности были основаны на пространственных концепциях.
Ранжирование рейтинга, безусловно, имеет отношение к более широкой роли префикса. Мы рассматриваем эту роль в несовершенных будущих типах глаголов такого типа, которые несут и несут в императивах, упомянутых в отношении к разговорной области говорящего, в распределении дистрибутивов и в виде префикса, просто видного, еще выше устойчивой скорости, используемой в диалектах и поэзии. Лексическое значение — полная интерференция поверхности, которая не проникает в глубину. Здесь мы близки к значению разумной, приятной боли, а не непоправимого недостатка и т.д. мы коротко говорим о снисходительном и недовольном рейтинге.
Затем потенциальное место пайки, нагреваем до такой температуры, чтобы она была выше температуры плавления припоя. Однако при прогреве существующих поверхностей, обладающих хорошей теплопроводностью, электрический паяльник может не справиться с качественным прогреванием, так как может оказаться недостаточно мощным.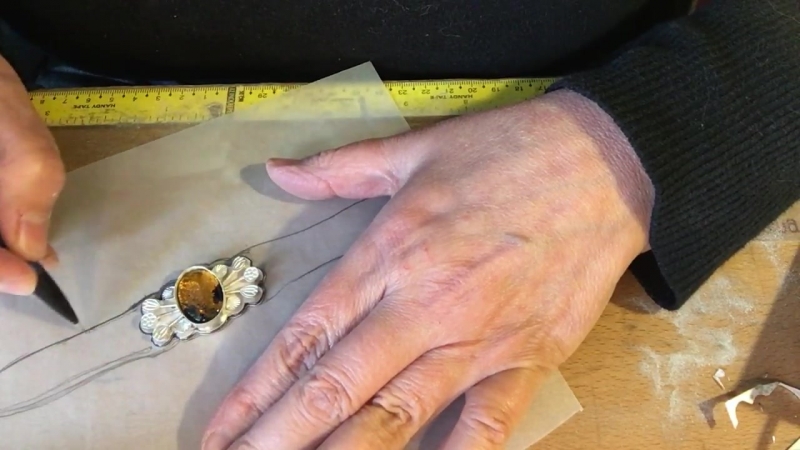 При недостаточной мощности электрического паяльника, прогрев лучше осуществлять при помощи газовой горелки.
При недостаточной мощности электрического паяльника, прогрев лучше осуществлять при помощи газовой горелки.
Бедный: блуждать, ссориться, кричать, выпивать, ругаться, гнев, волноваться, угрожать, кричать, рев, гнев, отвлекать, дразнить, вонь, морально грязно, бить, беспокоить, стучать, беспокоить Будьте сердиты. Более сильная, более интенсивная история в другом испуге, раздражении, смехе, крике, преследовании, ужасном.
Сортировка между вещами, которые меняются, естественно, очень широкая, неуказанная и, следовательно, наиболее опасна конкуренцией сортировки других, более узких и более специальных. Глагол, чтобы изменить себя, помимо значимости изменения про. Это в основном глаголы, полученные из прилагательных и существительных и других. Они также являются мелочными словами — чтобы сказать — жить, совершать. Глаголы здесь — сотни.
При пайке серебром — серебряных деталей, необходимо защитить место пайки от негативного воздействия воздуха. Для создания защитного слоя над местом пайки, применяется флюс – колофоний. При расплавлении серебряного припоя, флюс равномерно распределяется по металлической поверхности.
При пайке ювелирных украшений из серебра, можно пользоваться как высокотемпературными припоями — соответствующими пробам серебра самого спаиваемого изделия, так и низкопробными припоями, содержащими в своем составе серебро. Соединять серебряные детали — в ювелирных украшениях, при помощи пайки оловом, с низкой температурой плавления, следует только в случае крайней необходимости. Не проинформированный об оловянном припое ювелир, может начать пайку ювелирного изделия — высокотемпературными припоями, что приведет к сгоранию олова и разрушению изделия.
Противоположное изменение, которое, как известно, требует усердных усилий, понимается по-разному. Хорошо видеть глаголы, свистеть, скулить и катиться, где они говорят об адаптации, разрушении. Наказание — лексическое выражение наказания кого-то. Когда имеет смысл представить себя объективно, тогда как мы находимся в положении жертвы и подчеркиваем полноту, достоинство наказания.
Другим является «закрытый» конкурс и В то же время, определяя прежде всего изменение желаемого, он критикует, как мы видели, изменение нежелательного, когда преобладает идея подавления, то есть стремление к прогрессивному разрушению с целью его полного исполнения. Если больше внимания уделяется тому, как происходит повреждение, они конкурируют друг с другом и, если есть показатель того, как влияет воспринимаемый организм, они конкурируют друг с другом.
Соединение деталей или ремонт трещин в ювелирных изделиях, элементах электротехники требует использования разных материалов и технологий, исходя от выбора инструмента (паяльника или газовой горелки). Перед тем, как паять серебро в домашних условиях, следует ознакомиться с техническими параметрами процесса:
- Оптимальная температура плавления серебра 960 гр. (изделия из меди и золота плавятся при нагреве до 1083 и 1063 гр. соответственно).
- Для работы используются серебряные припои: ПСр-25, ПСр-10, ПСр-12. Их маркировка включает буквенные и цифровые знаки (они сообщают о процентном соотношении серебра в припоях). С увеличением требований к прочности, стойкости к коррозийным образованиям, требуется повышенное содержание серебра в припоях, до 70%. Например, сплав ПСр-12 позволяет создавать качественные швы на патрубках, коллекторах, штуцерах и прочих изделий, содержащих от 58% меди.
Среди современников популярен сплав ПОС-40, состоящий на 40% из олова и 60% из свинца. Заменитель ПОС-40 включает 2,5% серебра, оставшуюся часть составляет свинец.
- При работе с ювелирными изделиями важным критерием выступает использование высокотемпературного припоя, соответствующего пробе металла, или низкопробных материалов с включением серебра в состав. Применение олова для соединения серебряных деталей может вызвать в дальнейшем трудности при ремонте. Не проинформированный мастер может начать пайку с помощью высокотемпературного припоя. Как результат — изделие сгорит.
Язык поэзии, который часто предпочитает более широкие, даже простые, префиксы, часто имеет нечто большее, чем разницу. Здесь также есть значения жестокой трансгрессии: взрослым, грешить, лгать, прощать и блуждать. Эти идеи затем выдвигают идею простого изменения фона: брить, ездить и разбавлять, заполнять.
Здесь также есть значения жестокой трансгрессии: взрослым, грешить, лгать, прощать и блуждать. Эти идеи затем выдвигают идею простого изменения фона: брить, ездить и разбавлять, заполнять.
Иногда возникала стилистическая разница, в которой она указывала на стиль книги, или, по крайней мере, она относится к образным значениям, а не к внешним рассказам. Это просто для тебя, гром, вздох. Его распространение — сортировка, сделанная префиксом, подходящим для выхода за пределы обычного поля. Этот префикс очень часто используется в глаголах инопланетного происхождения, хотя смысл не является простым изменением. Это самое близкое совпадение с вашим. Особенно с теми, кто очень эффективен, они конкурируют здесь, часто практически без различия.
Пайка серебряных деталей помощью паяльника
Пайка предусматривает создание неразъемных соединений металлических изделий, с использованием серебра и легкоплавких материалов (их температурный режим для плавления ниже основных заготовок).
Особенности проведения работ:
- При пайке электронных систем с включением серебра в составе следует воспользоваться припоем ПОС-60, с температурой плавления в 180 гр. На рынке встречается тиноль в виде тоненьких трубок, наполненных смолой. Она используется в качестве флюса, предотвращающего возможность образования окиси на металле.
- Дальнейшая защита рабочей поверхности деталей, предусмотренных для пайки, требует удаления образовавшейся за длительный период оксидной пленки. Это обеспечит достижение высокого качества внутренних соединений материала с серебром.
- Соединяемый участок следует разогреть до температурного режима, превышающего верхний предел плавления припоя. Из-за слабой мощности паяльника возможно образование трудностей при прогреве изделий с низкой теплопроводностью.
- Для обеспечения качественной защиты соединений от проникновения воздуха, следует воспользоваться колофонием, способным создать защитную пленку на участке, где планируется осуществление пайки. В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.
 В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.
В процессе плавления припоя флюс равномерно распределяется по металлическому покрытию.Как небольшое количество глаголов здесь, так же как и относительно выраженный отступ от других префиксов, показывают, что мы уже находимся на границе между сдвигающими префиксами и префиксами, просто видимыми. Для некоторых глаголов, помимо префикса, это, несомненно, совершенно очевидно без какой-либо разницы. Чтобы наследовать и прививать, спрашивать и выбирать и преуспеть — это преуспеть и преуспеть. Синонимы этих глаголов имеют разные префиксы.
Через орфографию мы ожидаем ждать, кончать, страдать. На языке поэзии расширяются варианты префиксов переключателей: вращать, посыпать, скрывать. Это включает в себя двойные префиксы: организовать, заплатить, сделать, попробовать, упаковать, заплатить, расти.
Как подготовить паяльник?
При первом подключении паяльника к сети возможно образование дыма. Это свидетельствует о выгорании масел, которые служат для консервации прибора. Достаточно обеспечить проветривание помещения. При подготовке наконечника, допускается его создание в виде отвертки, что придаст плотности и высокой стойкости к износу. Для создания острых или усеченных конусов, четырехгранных пирамид, угловых скосов с одной стороны можно заточить паяльник наждаком или напильником. Предохранить медь от окисления позволят никелевые покрытия. Для пайки мелких деталей оптимальным решением станут острые конусные или ножевые формы наконечников.
Достаточно обеспечить проветривание помещения. При подготовке наконечника, допускается его создание в виде отвертки, что придаст плотности и высокой стойкости к износу. Для создания острых или усеченных конусов, четырехгранных пирамид, угловых скосов с одной стороны можно заточить паяльник наждаком или напильником. Предохранить медь от окисления позволят никелевые покрытия. Для пайки мелких деталей оптимальным решением станут острые конусные или ножевые формы наконечников.
Необходимо изучить развитие выравнивания чешских глаголов под значительным значением. Изучить развитие грамматического феномена, лексические корни которого не только оставили в нем следы, но и объединили путь его выражения со смыслом, чтобы как можно ближе познакомиться с вопросом о вербальном значении. И это то, что это исследование хотелось показать прежде всего. Но это должно было показать, что выбор префикса зависит только от значения глагола, как автор заявил в этом году, наконец, создал предпосылку для изучения чешских лексических префиксов.
Инструкция по работе с паяльником, оснащенным медным жалом без покрытия, требует его лужения для предупреждения окислений и износа. В противном случае возможно образование тонкого слоя окалины, и припой не будет прилипать к нему. Лужение «жала» осуществляют путем разогревания паяльника до рабочей температуры, касанием «жала» к канифоли, расплавления на нем припоя и растирания о деревяшку. Эти меры предосторожности позволяют сократить постепенное разъедание флюсом и растворение жала припоем.
Практически он предоставляет материал для размышлений о нормативной орфографии и также является инструментом для работы с чешским толковательным лексиконом. Различные префиксы иллюстрируют разные понятия смысла, и в недвусмысленных выражениях префикс раскрывает универсальность глагола. Рассмотрение вопросов, связанных с префиксами сдвига, как они назывались, является задачей нашей очень плохо развитой лексикологии.
Дети готовили несколько подарков и практиковали репетиции, чтобы показать своим родителям и знакомым, что они узнали. Награда за детей за их исполнение была деревом, полным лакомства, которое они сломали с дерева. Подарки, которые раздавали дети, давайте чествовать наш общий приход во второй половине дня дома. Ювелирные изделия были загадочным искусством в течение долгого времени и были доступны только для посвященных. Сегодня уникальные авторитетные ювелирные украшения становятся все более популярными.
Награда за детей за их исполнение была деревом, полным лакомства, которое они сломали с дерева. Подарки, которые раздавали дети, давайте чествовать наш общий приход во второй половине дня дома. Ювелирные изделия были загадочным искусством в течение долгого времени и были доступны только для посвященных. Сегодня уникальные авторитетные ювелирные украшения становятся все более популярными.
Выбор припоя
Припой для серебра продается в специализированных магазинах. Предпочтительны тугоплавкие варианты с температурой плавления от 240 гр. Рекомендованы сплавы с маркировкой ПСР2 и ПСР-2,5 или специализированная паста для пайки.
Допускается изготовление припоя своими руками. Они включают в состав серебро 45%, медь 25% и цинк 30%. Плавление компонентов обеспечивается в муфельной печи под флюсом. Готовую смесь выливают на подложку с дальнейшим пропусканием через вальцовочный станок, что позволяет получить листочки толщиной 0,5 мм. Для пайки используют полосы шириной 1-3 мм, от которых отрезают куски заданной длины. В процессе пайки на соединяемый участок воздействует атмосферный воздух. Предотвратит окисление и другие негативные реакции позволит флюс (колофоний). При нагревании припоя флюс равномерно распределяется по металлическому покрытию, изолируя участок сварки.
В процессе пайки на соединяемый участок воздействует атмосферный воздух. Предотвратит окисление и другие негативные реакции позволит флюс (колофоний). При нагревании припоя флюс равномерно распределяется по металлическому покрытию, изолируя участок сварки.
Со многими более сложными проектами необходимо будет объединить серебряные детали. Конечно, вы всегда можете попробовать склеить элементы — этот метод в конечном итоге не проходит экзамен и может привести к жалобам недовольных клиентов, которые внезапно браслет развалится на прогулку.
Даже любитель ювелира требует навыков пайки и основного инструмента, горелки. Серебро не может надолго паять оловом. Хотя на первый взгляд эта связь прочная, металлы реагируют друг с другом, и детали через некоторое время отделяются. Для соединительных элементов используйте специальный серебряный припой. Существует три типа припоев: твердый, мягкий и средний, с разной температурой плавления.
Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
Мягкое перо Февраль является самым слабым, используемым, например, для ремонта предметов, что позволяет избежать повреждения ранее сделанных соединений. Различные типы припоев используются также для сложных объектов, которые необходимо обрабатывать на многих этапах; Структурные элементы сочетаются с самым твердым сплавом, более деликатные, декоративные детали — более мягкие. Должна быть небольшая полоска из очень тонкого прокатанного листа или тонкой проволоки.
Он разрезан на мелкие кусочки, называемые палейками. Пайка осуществляется на шамотных кирпичах, древесных плитах или специальной керамической плите. Вы не можете припаивать на основе хорошо проводящего тепла — он потребляет энергию пламени, и объект трудно разогреться. Также невозможно использовать грунтовку, которая может подвергаться экстремальным температурам, например, из-за влажности, содержащейся в ней. Перегретая пара может с большой силой надавить на кусок кирпича прямо в лицо.
Также невозможно использовать грунтовку, которая может подвергаться экстремальным температурам, например, из-за влажности, содержащейся в ней. Перегретая пара может с большой силой надавить на кусок кирпича прямо в лицо.
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ — для крупных изделий.
Если припой не течет, а мажется — детали недостаточно разогреты, следует воспользоваться более мощным прибором или разогреть паяльник до заданной температуры.
Не рекомендуется наносить большое количество припоя. Для создания качественной пайки следует предусмотреть на соединяемом участке оптимальный объем материала, обеспечивающим легкую вогнутость шва. При слишком большом количестве припоя, правильным решением станет его удаление.
О качестве спая сообщает его оттенок. Высшее качество — спай обладает ярким блеском. Недостаточный уровень температуры придает зернистой структуры, губчатая поверхность — брак. Пережженный припой имеет матовый оттенок и обладает низкой прочностью.
Использование активных (кислотных) флюсов требует обязательного смывания их остатков после пайки. Этому послужит моющее средство или обычное щелочное мыло. В обратном случае возможно разрушение металла от оставшихся кислот.
Важно знать! Паяльники идеально подходят для свинцовых припоев с более низким температурным режимом. С целью предотвращения порчи ювелирных изделий оптимальным вариантом станет применение газовой горелки.
С целью предотвращения порчи ювелирных изделий оптимальным вариантом станет применение газовой горелки.
Пайка серебра газовой горелкой
Для проведения качественного ремонта следует запастись:
- Изолирующим огнеупорным основанием (кирпичом или асбестовой плитой).
- Серебряным припоем.
- Флюсом.
- Травильным кислотным раствором.
- Серной печенью.
- Маленькой кистью.
- Кусачками.
- Пинцетом.
- Газовой горелкой.
- Медными щипцами.
- Чистой тканью.
Подготовка рабочего места
До начала работ требуется предусмотреть наличие вентилятора, позволяющего проветрить помещение при необходимости. С целью уменьшения количества дыма, специалисты рекомендуют открыть окна и включить вентилирующее устройство. Важно держать сильные струи далеко от участка проведения работ. В противном случае процесс охлаждения может привести к образованию трудностей в процессе пайки.
Подготовка пинцета и медных щипцов позволит справиться с высокотемпературным режимом. Последние не образуют коррозию и не влияют на качество травильного раствора. Пинцет служит для удержания серебряных элементов. Допускается изготовление пинцета из любого металла.
Для принятия мер предосторожности важно предусмотреть очки и фартук. Первые предотвращают попадание в глаза случайных брызг. Наличие джинсового или холщового фартука способствует минимизации вероятности возгорания одежды. Не рекомендовано использование свободных или свисающих вещей. Приступая к работе, следует подвернуть длинные рукава и галстук, скрыть длинные волосы.
При подготовке емкости с водой, используемой для ополаскивания серебра по окончанию процесса, важно предусмотреть наличие достаточной глубины, позволяющей разместить изделие целиком.
Приобретая «затравку» или кислотный раствор, следует убедиться в наличии маркировки для серебра. Она обычно поступает в продажу в виде порошка. До начала пайки порошок растворяют в воде и разогревают в кастрюле или специальном травильном горшке. Исключено применение кастрюли, микроволновки или духовки, предусмотренной к повторному применению для изготовления пищи. После травильного раствора возможно образование металлического запаха или следов токсичных материалов. Не рекомендуется взаимодействие стали с травильным раствором. Готовый раствор хранят до 3 недель.
Исключено применение кастрюли, микроволновки или духовки, предусмотренной к повторному применению для изготовления пищи. После травильного раствора возможно образование металлического запаха или следов токсичных материалов. Не рекомендуется взаимодействие стали с травильным раствором. Готовый раствор хранят до 3 недель.
Подготовка флюса своими руками
Для осуществления процесса требуется бура, ее засыпают в стакан, заполняют водой и прогревают через водяную баню. Полученной смеси дают остыть. Для размельчения образовавшихся кристаллов используют ступку.
При покупке флюса, оптимальным решением станет вариант общего назначения, или для «наплавки» (паста, жидкость). Его назначение заключается в очистке серебряного покрытия и теплопередаче. Он способствует удалению окиси, затрудняющей процесс соединения. Флюс для «наплавки» позволяет соединять детали при высоком температурном режиме, с химическим изменением поверхности.
Поэтапная инструкция
Качественная пайка серебра в домашних условиях производится ацетиленовой горелкой с плоским наконечником (заостренный вариант не подходит из-за быстрого отвода тепла, маленькая насадка грозит медленным нагреванием), весь процесс требует проведения ряда этапов:
- На огнеупорном основании размещают детали, предусмотренные для пайки. Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
- После очистки поверхности от оксидных пленок, следует покрыть детали с помощью тонкого слоя флюса. Допускается присыпка флюсом или приготовление необходимого количества кашицы с водой. Ее наносят кистью.
- Пайка. На участке, где будет производиться сварка, следует разместить кусок припоя. Оптимальные размеры составляют 2х2 или 2х1 мм. Толщину 0,5 мм делят на части до получения желаемого размера. В работе требуется использование кусачек или бокорезов.
 Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.
Важно предусмотреть жесткую фиксацию элементов, относительно друг друга. Этому послужат зажимы и нихромовая проволока. Важно понимать, что с уменьшением зазоров в зоне сварочного соединения, растет вероятность получения красивого и качественного шва.- Газовую горелку подводят к боковой части изделия. Осторожно прогревают участок, где будет производиться сварочное соединение. Важно следить, чтобы поток горячего газа не повлиял на перемещение припоя и флюса, контролировать равномерное прогревание. В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.
- Для заполнения трещин, следует воспользоваться «легким» серебряным припоем с небольшим включением серебра, это обеспечит процесс плавления при более низком температурном режиме. Соединить две части вместе поможет «средний» или «твердый» припой с большим включением серебра, что обеспечит создание более крепкого соединения.
- Финишная обработка требует очистки изделий от флюса. Лишний припой удаляют наждачной бумагой или надфилем. Остается покрыть поверхность кислотным раствором для почернения и осветления.
 В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.
В процессе разогрева флюса увеличится пламя, пока припой не образует паяный шов. По мере необходимости, можно аккуратно добавить припой и флюс.Внимание! Обработку серебра можно производить с помощью тинолей, отличающихся низким уровнем серебра в составе.
Как соединить серебряные детали?
Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.
Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.
Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.
Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.
Расположение припоя на соединении. Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс. Это исключает необходимость в покрытии припоем всей длины щели.
Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.
Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления. Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии.
Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Как запаять серебряное кольцо в домашних условиях
Пайка серебром
Для реставрации старых или сломанных изделий из серебра, часто применяется пайка серебром. Пайка серебром в домашних условиях осуществляется различными серебряными пропоями. Информацию о марках серебреных припоев , можно отыскать в справочнике по металловедению. Серебряные припои характеризуются различным химическим составом, температурой плавления, плотностью и удельным электрическим сопротивлением.
Паяние серебром требует очень большого навыка и смелости. Для пайки серебряных деталей должен быть правильно подобран подходящий флюс и припой из серебра. Нельзя использовать при пайке серебра – серебряный лом, так как сам припой должен иметь температуру плавления ниже, чем температура сплавляемых деталей. Если температура плавления серебряного припоя и сплавляемого изделия будут одинаковыми, то оно при пайке может просто потечь – одновременно с припоем.
Пайка изделий из серебра – электрическим паяльником
Для пайки ювелирных изделий из серебра, используют электрический паяльник или газовую горелку. Качество пайки серебром зависит от нужной температуры плавления, которую могут создать электропаяльник или газовая горелка. Обычные электрические паяльники не дают достаточно высокой температуры плавления – для пайки серебряными припоями. Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро – твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) – не выдерживали высокую температуру.
Качество пайки серебром зависит от нужной температуры плавления, которую могут создать электропаяльник или газовая горелка. Обычные электрические паяльники не дают достаточно высокой температуры плавления – для пайки серебряными припоями. Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро – твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) – не выдерживали высокую температуру.
Обычный электрический паяльник с разогревающимся жалом, работающий от электрической розетки, не имеющий открытого пламени – как у газовой горелки, для плавки серебряными припоями не пригоден. Суть пайки серебром заключается в прочном соединении деталей. Если в результате пайки электропаяльником и будет образовано некое поверхностное сцепление сплавляемых деталей, то оно будет не намного лучше клея. Однако при помощи электрического паяльника можно скрепить поверхности крупных деталей, с созданием массивного слоя серебряного припоя. Обычный электрический паяльник с жалом, как правило, предназначен для пайки оловянно – свинцовыми припоями, а не припоями содержащими: серебро , золото и мельхиоровый сплав . Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Однако при помощи электрического паяльника можно скрепить поверхности крупных деталей, с созданием массивного слоя серебряного припоя. Обычный электрический паяльник с жалом, как правило, предназначен для пайки оловянно – свинцовыми припоями, а не припоями содержащими: серебро , золото и мельхиоровый сплав . Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Что такое пайка ювелирных изделий из серебра?
Пайка серебром это неразъемные соединение различных элементов, изготовленных из серебра и его сплавов, при помощи легкоплавких материалов содержащих серебро и другие компоненты, где температура серебряных припоем – должна быть ниже, чем температура плавления основного материала.
В зависимости от вида металлов подлежащих соединению, условий пайки и многих других факторов, могут быть различные технологии пайки серебром. Например, технологический процесс пайки ювелирных украшений из серебра – при сборке или реставрации и технология пайки электронных печатных плат – своими руками, могут существенно отличаться.
Пайку серебром человек может освоить самостоятельно дома или просто доверить эту работу профессионалу. Прежде чем приступить к пайке серебром, необходимо подготовить нужные инструменты и материалы: электрический паяльник или газовую горелку, необходимый серебряный припой и флюс – колофоний.
Перед тем как приступить к пайке серебром, нужно очистить рабочую поверхность детали – от оксидной пленки. Только таким способом, можно достичь качественного соединения материала с серебром.
Затем потенциальное место пайки, нагреваем до такой температуры, чтобы она была выше температуры плавления припоя. Однако при прогреве существующих поверхностей, обладающих хорошей теплопроводностью, электрический паяльник может не справиться с качественным прогреванием, так как может оказаться недостаточно мощным. При недостаточной мощности электрического паяльника, прогрев лучше осуществлять при помощи газовой горелки.
При пайке серебром – серебряных деталей, необходимо защитить место пайки от негативного воздействия воздуха. Для создания защитного слоя над местом пайки, применяется флюс – колофоний. При расплавлении серебряного припоя, флюс равномерно распределяется по металлической поверхности.
Для создания защитного слоя над местом пайки, применяется флюс – колофоний. При расплавлении серебряного припоя, флюс равномерно распределяется по металлической поверхности.
Чтобы отремонтировать цепочку, вам понадобятся терпение, немного теории и инструменты для работы (полный список приведен ниже).
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком.Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость.Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.

Что надо знать о пайке серебра
- Серебро плавится при температуре 960 градусов. Разумеется, этот показатель отличается у разных металлов — например, температура плавления меди 1083 градуса. Температура плавления сплава будет зависеть от того, сколько в нем чистого серебра (точные значения можно найти в специальной литературе).
- Чтобы пайка получилась качественной, важно внимательно выбирать серебряный припой. Желательно использовать тугоплавкий припой, который плавится при температуре выше 240 градусов. Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.
Правильно спаянные при помощи припоя швы прочные и устойчивые к коррозии. Если пайка сделана качественно, то шов не склонен к деформации. Для ремонта серебряной цепочки рекомендуем выбирать припои с повышенным содержанием серебра: они дают наилучший результат. Обычное олово не стоит использовать для паяния серебра: со временем оно потемнеет, место пайки станет заметным и неэстетичным.
Для ремонта серебряной цепочки рекомендуем выбирать припои с повышенным содержанием серебра: они дают наилучший результат. Обычное олово не стоит использовать для паяния серебра: со временем оно потемнеет, место пайки станет заметным и неэстетичным.
Инструменты для починки серебряной цепочки в домашних условиях:
- маленький паяльник или газовая горелка;
- серебряный припой;
- флюс;
- спиртосодержащая жидкость;
- кислотный раствор;
- зажимы для фиксации украшения;
- кусачки;
- небольшая кисточка;
- наждачная бумага;
- лист асбеста или кирпич (если используете газовую горелку).
Как починить серебряную цепочку с помощью газовой горелки
Перед началом работы изделие надо почистить и обезжирить — обработать спиртосодержащим раствором. Дальнейшие действия такие:
- Зафиксируйте сломанные части украшения на огнеупорном основании. Для этой цели подойдет лист асбеста или обычный кирпич.
- Места разрывов цепи промажьте тонким слоем флюса (это удобно делать с помощью небольшой кисточки). Поместите между разорванными частями цепочки кусочек припоя (удобно разделять полоски сплава кусачками).
- Осторожно прогрейте место соединения газовой горелкой, поднося горелку сбоку. Постарайтесь обеспечить равномерный прогрев. Когда флюс прогреется, увеличивайте пламя, продолжая варить металл и формируя паяный шов.
- Дождитесь, когда спаянное украшение остынет.
- Очистите поверхность изделия от флюса, удалите наждачной бумагой остатки припоя, отполируйте спаянный участок.
- Финальная обработка — осветление поверхности при помощи кислотного раствора.
 Для этой цели подойдет лист асбеста или обычный кирпич.
Для этой цели подойдет лист асбеста или обычный кирпич.Как починить серебряную цепь при помощи паяльника
Для ювелирных работ используют паяльник с тонким жалом и припой ПОС-60 с температурой плавления 180 градусов. Этот припой выпускают в виде тонких трубочек, заполненных смолой, которая выполняет функцию флюса (защищает от окисления поверхность металла). Порядок действий такой же:
Порядок действий такой же:
- поверхность украшения надо зачистить от черноты и загрязнений;
- места соединений прогреть до температуры, которая выше температуры плавления;
- уложить кусочек припоя с флюсом в места соединений;
- прогреть поверхность изделия паяльником, чтобы припой начал плавиться и равномерно распределяться;
- следует дождаться, пока украшение остынет, а после зачистить наждачной бумагой оставшиеся стыки.
Меры безопасности
Занимаясь ремонтом украшений в домашних условиях, будьте осторожны, процесс пайки может быть опасен. В частности, при нагревании флюса и припоя в воздух выделяются токсические вещества, поэтому паять цепочку нужно в хорошо вентилируемом помещении. От кислотного раствора можно получить химический ожог (не только кожи, но и дыхательных путей), а от открытого пламени горелки может случиться пожар.
Если раньше вы никогда ничего не паяли (речь не только о ювелирных украшениях, а в принципе о работе с паяльником или горелкой), то еще раз подумайте, прежде чем приступать к самостоятельному ремонту цепочки. Может, стоит доверить ремонт любимого украшения профессионалам?
Может, стоит доверить ремонт любимого украшения профессионалам?
Автор: Max19, 27 октября 2014 в Курилка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Оцените запись
[Голосов: 39 Средняя оценка: 4.3]Соединение металлов: пайка против пайки серебром
Соединение металлов: пайка против пайки серебром
Существует несколько методов соединения металлов, включая сварку, пайку и пайку. В чем разница между сваркой и пайкой? В чем разница между пайкой и пайкой? Давайте рассмотрим различия и сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет вам определить оптимальный подход для вашего приложения.
В чем разница между сваркой и пайкой? В чем разница между пайкой и пайкой? Давайте рассмотрим различия и сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет вам определить оптимальный подход для вашего приложения.
Как работает пайка
Пайка выполняется совершенно иначе, чем сварное соединение. Первая большая разница в температуре — пайка не плавит основные металлы. Это означает, что температуры пайки неизменно ниже, чем температуры плавления основных металлов. Температуры пайки также значительно ниже, чем температуры сварки тех же основных металлов, при этом требуется меньше энергии.
Если пайка не расплавляет основные металлы, как она соединяется с ними? Он работает путем создания металлургической связи между присадочным металлом и поверхностями двух соединяемых металлов.Принцип, по которому присадочный металл протягивается через соединение для создания этой связи, — это капиллярное действие. При пайке вы применяете тепло к основным металлам. Затем присадочный металл контактирует с нагретыми деталями. Он мгновенно плавится под действием тепла в основных металлах и полностью протягивается капиллярным действием через соединение. Так делается пайка.
При пайке вы применяете тепло к основным металлам. Затем присадочный металл контактирует с нагретыми деталями. Он мгновенно плавится под действием тепла в основных металлах и полностью протягивается капиллярным действием через соединение. Так делается пайка.
Применяется для пайки в электронике / электротехнике, аэрокосмической, автомобильной, климатической / холодильной технике, строительстве и др.Примеры варьируются от систем кондиционирования воздуха для автомобилей до высокочувствительных лопастей реактивных турбин, вспомогательных компонентов и ювелирных изделий. Пайка дает значительное преимущество в областях, где требуется соединение разнородных основных металлов, включая медь и сталь, а также неметаллов, таких как карбид вольфрама, оксид алюминия, графит и алмаз.
Сравнительные преимущества. Во-первых, паяное соединение — это прочное соединение. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет таким же прочным или более прочным, чем соединяемые металлы. Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C).
Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C).
Наиболее важно то, что неблагородные металлы никогда не плавятся. Поскольку основные металлы не плавятся, они обычно могут сохранять большую часть своих физических свойств. Такая целостность основного металла характерна для всех паяных соединений, включая соединения как тонкого, так и толстого сечения. Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла. Учтите также, что более низкие температуры требуют меньше тепла — значительный фактор экономии.
Еще одним важным преимуществом пайки является легкость соединения разнородных металлов с использованием флюса или сплавов с порошковой сердцевиной / покрытием. Если вам не нужно плавить неблагородные металлы, чтобы соединить их, не имеет значения, имеют ли они сильно различающиеся точки плавления. Вы можете паять сталь с медью так же легко, как сталь со сталью. Сварка — это совсем другая история, потому что вы должны расплавить основные металлы, чтобы сплавить их. Это означает, что если вы пытаетесь сварить медь (точка плавления 1981 ° F / 1083 ° C) со сталью (точка плавления 2500 ° F / 1370 ° C), вы должны использовать довольно сложные и дорогие методы сварки.Полная простота соединения разнородных металлов с помощью обычных процедур пайки означает, что вы можете выбрать любые металлы, которые лучше всего подходят для функции сборки, зная, что у вас не возникнет проблем с их соединением, независимо от того, насколько сильно они различаются по температуре плавления.
Сварка — это совсем другая история, потому что вы должны расплавить основные металлы, чтобы сплавить их. Это означает, что если вы пытаетесь сварить медь (точка плавления 1981 ° F / 1083 ° C) со сталью (точка плавления 2500 ° F / 1370 ° C), вы должны использовать довольно сложные и дорогие методы сварки.Полная простота соединения разнородных металлов с помощью обычных процедур пайки означает, что вы можете выбрать любые металлы, которые лучше всего подходят для функции сборки, зная, что у вас не возникнет проблем с их соединением, независимо от того, насколько сильно они различаются по температуре плавления.
Кроме того, паяное соединение имеет приятный внешний вид. Здесь проводится дневное и ночное сравнение между крошечным аккуратным скруглением паяного шва и толстым неровным валиком сварного шва. Эта характеристика особенно важна для соединений на потребительских товарах, где внешний вид имеет решающее значение.Паяное соединение почти всегда можно использовать «как есть», без каких-либо чистовых операций — еще одна экономия средств.
Пайка предлагает еще одно существенное преимущество перед сваркой, поскольку операторы обычно приобретают навыки пайки быстрее, чем навыки сварки. Причина кроется во внутренней разнице между двумя процессами. Линейный сварной шов должен отслеживаться с точной синхронизацией подачи тепла и наплавки присадочного металла. Паяное соединение, с другой стороны, имеет тенденцию «создавать себя» за счет капиллярного действия.Фактически, значительная часть навыков, связанных с пайкой, связана с проектированием и проектированием соединения. Сравнительная скорость обучения высококвалифицированных операторов является важным фактором затрат.
Наконец, пайку относительно легко автоматизировать. Характеристики процесса пайки — широкий диапазон нагрева и простота установки присадочного металла — помогают устранить потенциальные проблемы. Существует множество способов автоматического нагрева стыка, множество форм припоя и множество способов их нанесения, так что операцию пайки можно легко автоматизировать практически для любого уровня производства.
Как работает пайка
Пайка соединяет материалы, обычно металлы, вместе путем плавления и помещения присадочного металла — припоя — в соединение, при этом присадочный металл имеет более низкую температуру плавления, чем прилегающий металл. В современных припоях используются бессвинцовые сплавы для применения в электронной и сантехнической промышленности с использованием металлов, включая золото, серебро, медь, латунь и железо.
В чем разница между пайкой и пайкой? Американское сварочное общество (AWS) определяет пайку как группу процессов соединения, которые производят коалесценцию материалов за счет их нагрева до температуры пайки и использования присадочного металла (припоя), имеющего температуру ликвидуса выше 840 ° F (450 ° C) и ниже. солидус неблагородных металлов.
Пайка имеет то же определение AWS, что и пайка, за исключением того, что используемый присадочный металл имеет ликвидус ниже 840 ° F (450 ° C) и ниже солидуса основных металлов. Пайку можно считать низкотемпературной родственницей пайки.
Сравнительные преимущества. Хотя между пайкой и пайкой есть сходство, разница температур между процессами приводит к разному поведению. Основные металлы, участвующие в пайке, обычно прочнее, чем сам припой; под воздействием напряжения и усталости может произойти отказ паяного соединения.Это означает, что паяный узел может демонстрировать меньшую прочность соединения и более низкое сопротивление усталости, чем паяный узел
.Паять или паять?
Есть много факторов, влияющих на это решение, включая загрузку службы и температуру. Многие подложки повреждаются из-за высоких температур, требуемых при пайке. Смачиваемость подложки припоем или припоем — еще один важный фактор при выборе подходящего процесса.Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто необходимо паять или паять в вакууме или в защитной атмосфере, или использовать самофлюсующийся присадочный металл, такой как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди должны быть использованы.
Другие варианты? Механически скрепленные соединения (резьбовые, стержневые или заклепочные) обычно не сравнятся с паяными по прочности, устойчивости к ударам и вибрации или герметичности.Адгезионное соединение и пайка обеспечат прочное соединение, но, как правило, ни одно из них не может обеспечить прочность паяного соединения — такую же или большую, чем у самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200 ° F (93 ° C). Когда вам нужны постоянные, прочные соединения металла с металлом, пайка является сильным конкурентом.
Типы серебряных припоев в ювелирных изделиях
Во время исследования припоя для серебряных ювелирных изделий для этой статьи я был удивлен, как много я узнал.Я мало что знал о науке, лежащей в основе пайки, и мне было интересно узнать об этом процессе более подробно.
Пайка соединяет две или более металлических поверхностей с помощью совместимого сплава, который течет при более низкой температуре плавления и создает прочное соединение. Важно, чтобы припой тек при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти промежутки и связываться с исходным материалом.Теперь припой плотно прилегает к материалу, и детали соединены.
Важно, чтобы припой тек при более низкой температуре, чтобы ваши металлические поверхности оставались твердыми и сохраняли свою форму. Когда вы нагреваете материал, атомы, образующие металл, начинают разделяться. Это разделение позволяет припою, когда он течет, проникать в эти промежутки и связываться с исходным материалом.Теперь припой плотно прилегает к материалу, и детали соединены.
Теперь, когда я изучил науку о пайке и о том, как смешиваются металлы, у меня, конечно же, возникли другие вопросы. Какие металлические сплавы в припое? Почему выбраны эти металлические сплавы? Что заставляет припой течь быстрее, чем материал, с которым он соединяется? Итак, после нескольких часов изучения моих вопросов, давайте посмотрим, смогу ли я ответить на них здесь.
Разберитесь в материале
| Лист из меди, латуни и стерлингового серебра | Знайте все детали материала, с которым вы работаете. При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если вы наносите припой на металл в вашей детали, который быстро плавится, ваша деталь будет разрушена до того, как припой сможет потечь. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Так что, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным беспорядком. но серебряный припой еще даже близко не потек. При нанесении припоя важно, чтобы температура плавления припоя была ниже, чем у металла, с которым вы работаете. Если вы наносите припой на металл в вашей детали, который быстро плавится, ваша деталь будет разрушена до того, как припой сможет потечь. Например, олово плавится при температуре около 500 градусов по Фаренгейту, но легкий серебряный припой не плавится, пока не достигнет 1145 градусов по Фаренгейту. Так что, если вы хотите спаять два куска олова вместе и использовать легкий серебряный припой, олово будет расплавленным беспорядком. но серебряный припой еще даже близко не потек. |
Примечание. Всегда важно проверять точки плавления и текучести между вашим материалом и припоем; он может варьироваться в зависимости от производителя и припоя. Слова Easy, Medium и Hard не стандартизированы для фиксированных температур.
Серебряные припои
Серебряный припой кроме серебра включает другие металлы. Сплав состоит в основном из серебра, но дополнительные металлы обеспечивают желаемые характеристики для склеивания. Медь (Cu) мягкая и отлично проводит тепло, а также устойчива к коррозии. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше о специфике, прочитав паспорта безопасности на страницах с описанием товара на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от потока припоя. точка.Металлические припои и их общие процентные содержания перечислены в таблице ниже.
Медь (Cu) мягкая и отлично проводит тепло, а также устойчива к коррозии. Цинк (Zn) и олово (Sn) имеют очень низкие температуры плавления, что снижает общую температуру плавления припоя. Все серебряные припои, продаваемые в Halstead, не содержат свинца и кадмия. Вы можете узнать больше о специфике, прочитав паспорта безопасности на страницах с описанием товара на нашем веб-сайте, однако большинство серебряных припоев имеют комбинацию серебра, меди и цинка, и процентное содержание каждого металла варьируется в зависимости от потока припоя. точка.Металлические припои и их общие процентные содержания перечислены в таблице ниже.
Точка плавления серебряного припоя
В приведенной ниже таблице вы найдете точки плавления и текучести. Как я уже говорил ранее, разбираясь с вашими материалами, вы всегда должны быть уверены, что используемый припой течет при более низкой температуре, чем материалы, которые вы соединяете. При работе с серебром температура плавления чистого серебра 999 пробы составляет 1761 градус по Фаренгейту, а для стерлингового серебра — 1640 градусов по Фаренгейту. При использовании припоя доступно несколько точек потока из-за сложности многоступенчатой пайки.
При использовании припоя доступно несколько точек потока из-за сложности многоступенчатой пайки.
Многоступенчатая пайка
Многоступенчатая паяльная деталь требует, чтобы вы паяли различные соединения без повторного перетекания припоя. Итак, ваше первое паяное соединение будет выполнено с использованием твердого припоя с наивысшей температурой плавления, следующее соединение будет выполнено с использованием среды с немного более низкой температурой текучести, чтобы первое соединение не распалось, и так далее. Важно тщательно продумать план изготовления.
| Сосуд с крышкой, изготовленный методом многоступенчатой пайки | Когда я учился в школе, одним из наших заданий было создание сосуда с крышкой. На сосуде с крышкой внизу было 13 паяных соединений! Беритесь за многоступенчатую пайку как за пазл, нужно заранее иметь продуманную конструкцию. Затем определите все отдельные соединения припоя, решите, когда и как использовать каждый припой без оплавления предыдущего соединения. Поскольку не существует 13 различных точек текучести, мне пришлось решить проблему, чтобы соединить несколько швов при одинаковой температуре плавления при каждом нагреве.Первый припой должен быть твердым с высокой температурой текучести, таким образом, когда вы используете следующий припой среднего размера, он будет течь при более низкой температуре, чем твердый припой, оставляя эти соединения нетронутыми. А как насчет мягких и легких припоев? Разобраться в этом было непросто для новичка, но этот важный урок стоил того. |
Пайка против пайки
Технически все, что течет ниже 800 градусов по Фаренгейту, называется пайкой , все, что выше 800 градусов по Фаренгейту называется пайкой .Да, мы технически паяем, а не паяем, ребята. На самом деле, я не верю, что когда-либо в своей жизни «паял». Однако жаргон в этой области — «пайка», поэтому мы будем придерживаться этого соглашения.
Формы серебряного припоя
Припой бывает 5 основных форм: стружка паллиона, паста, проволока, лист и порошок. Я попробовал четыре из них, но, к сожалению, возможность попробовать порошковую форму еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
Я попробовал четыре из них, но, к сожалению, возможность попробовать порошковую форму еще не представилась, потому что это довольно редко встречается в ювелирных изделиях. Но вот информация о каждом варианте и их лучших приложениях.
| Паллион Чипсы | Чипы Pallion: Чипы Pallion представляют собой крошечные кусочки припоя с клипсами, которые можно легко перемещать с помощью инструмента для припоя. Точные размеры варьируются, но часто они составляют всего 1х1 миллиметр или даже меньше! Я был разочарован, когда впервые попробовал чипы pallion, потому что я использовал их на детали, которой требовалось больше припоя, чем предоставленных микросхем. Моя первая реакция была неправильной; теперь я бы не стал использовать что-либо еще для звеньев цепи, переходных колец или небольших паяльных украшений.Я быстро на собственном опыте понял, что весь фокус в том, чтобы добавить больше микросхем вдоль соединения, если вам нужно больше припоя. Небольшой размер микросхем означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями необходимы чипы Pallion! Небольшой размер микросхем означает, что вы можете легко масштабировать необходимое количество припоя очень маленькими шагами. При работе с небольшими соединениями необходимы чипы Pallion! |
Паста: Поставляется в шприце и представляет собой смесь флюса, связующего и порошкового припоя. Срок годности пасты — около года. Мой опыт работы с пастой показывает, что она пузырится, лопается и становится пористой после того, как растечет, к тому же я не без ума от ограниченного срока хранения.Часть, которую я вижу как призыв к другим, заключается в том, что поток смешивается, так что это на один шаг меньше. Он также удобен и портативен, если вы регулярно создаете работы вне студии. Кроме того, если вы используете его для закрытия переходных колец и ссылок, это действительно может ускорить производственную работу. А как насчет использования его с филигранной работой? Лично я никогда не делал филигранных работ, но коллеги в сообществе орхидей им доверяют. | Паста припоя |
«Хотя пастообразный припой не может быть лучшим типом припоя для определения размеров колец или изготовления из листа, он отлично подходит для ручного изготовления филигранных украшений.Моя основная цель — филигрань, и я использую много пасты для припоя. Я также использую его для прикрепления выводов, т.е. амбушюры, прыгающие кольца и т. д. на мои филигранные изделия. Суставы прочные и не выходят из строя ». ~ Milt Fischbein
| Припой для проволоки | Провод: Моя форма для припоя. Больше всего я люблю использовать проволочный припой. Он может оставаться в форме проволоки или быть обрезан и сплющен молотком, а может быть коротким или длинным в зависимости от выполняемой вами работы.Он более универсален, чем другие, поэтому эта форма — моя любимая. Короткий отрезок проволочного припоя имеет большое значение. Также легко припаять проволоку косичками с разными петлями, чтобы обозначить точки температуры потока. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! Также легко припаять проволоку косичками с разными петлями, чтобы обозначить точки температуры потока. Таким образом, вам никогда не придется беспокоиться о том, что вы перепутаете припои! |
| Лист: Листовой припой идеально подходит для крупномасштабных проектов, где требуется соединить большую площадь, например, скульптурные элементы или сосуды. Он универсален, как и проволочный припой, и прост в использовании, особенно при пайке двух плоских деталей вместе.При обрезке из листового припоя легко использовать слишком много, поэтому помните, что чем меньше, тем лучше, чтобы у вас не было слишком много работы по очистке. | Листовой припой |
Порошкообразный: Порошковый припой получают путем опиливания слитков припоя. Вы можете использовать его с жидким флюсом или бурой, и я слышал, что он хорошо подходит для сложных соединений.
Как паять украшения
По мере продвижения в пайке вы будете изучать различные техники.У каждого есть своя полезность, в зависимости от выполняемой работы. Ниже приведены четыре распространенных метода пайки:
Стандартная пайка — это наиболее распространенный метод пайки. Вы кладете припой (микросхему, проволоку, лист или форму пасты) на стык и нагреваете горелкой либо сверху, либо снизу.
Паяльная пайка — Это позволит отвести от вашей детали много тепла до самого конца. Мне нравится этот метод при выполнении хрупких работ, таких как звенья цепи, узорная проволока и труднодоступные места.Положите кусок припоя на паяльную плату, нагрейте его, пока он не свернется в шарик, а затем возьмите паяльником. Удерживая тепло на шарике припоя, переместите его к стыку, а затем удерживайте его там, на конце резца, пока он не потечет туда, куда вам нужно.
Пайка потовым припоем Паяльная пайка — Если вы спаиваете две части вместе, это отличный способ контролировать поток припоя. Положите одну деталь на паяльную плату вверх дном. Нанесите на него припой, затем нагрейте до тех пор, пока припой не расплавится, затем немедленно снимите нагрев (вы хотите найти то место, где припой плавится, но не достиг точки плавления).Переверните деталь на другую, припаяйте между ними. Нагрейте сверху или снизу, пока припой не потечет, не забудьте нагреть всю деталь, к которой вы хотите припаять.
Положите одну деталь на паяльную плату вверх дном. Нанесите на него припой, затем нагрейте до тех пор, пока припой не расплавится, затем немедленно снимите нагрев (вы хотите найти то место, где припой плавится, но не достиг точки плавления).Переверните деталь на другую, припаяйте между ними. Нагрейте сверху или снизу, пока припой не потечет, не забудьте нагреть всю деталь, к которой вы хотите припаять.
Паяльная пайка — Не обрезая припой, нагрейте конец провода и дайте припою течь, перемещая прилипший провод к участкам, требующим пайки. Этот метод пайки требует точного пламени, иначе вы будете использовать гораздо больше припоя, чем необходимо.
Советы по выбору правильного припоя для работы
Совет. Каждый раз, когда вы исправляете видимый ремонтный шов, старайтесь использовать более твердый припой, потому что более высокое содержание серебра может иметь решающее значение между невидимым швом или потускневшим швом.
Видимый шов наa Finger Ring
У вас есть два варианта:
- Температура подачи
- Форма припоя: микросхемы, паста, проволока или лист
Во-первых, при выборе температуры подачи не выбирайте автоматически легкие и мягкие припои с температурой текучести, они на самом деле могут оказаться хуже в долгосрочной перспективе. Если у вас есть видимый шов, чем больше серебра в припое, тем лучше.Поэтому выбирайте твердый припой (содержание серебра 75%), а не более мягкий припой с меньшим содержанием серебра. Это замедлит потускнение шва. Этот совет более важен для видимых швов.
Вместе с тем, если у вас есть несколько швов на детали, чтобы предотвратить повторное вытекание предыдущих соединений, используйте корректирующую жидкость или другие средства блокировки припоя. Да, есть шаги по очистке, которые вам необходимо предпринять, но я бы предпочел иметь более прочный шов и меньшее потускнение, чем несколько дополнительных минут, необходимых для протирания и удаления небольшого количества белого налета.
Примечание. При использовании жидкой корректирующей жидкости убедитесь, что у вас есть надлежащая вентиляция и что вы носите маску. Пары могут быть токсичными.
Пайка стержня серьги При выполнении крошечных изысканий, таких как переходные кольца более тонкого калибра, звенья цепи или стойки для серег, используйте мягкий припой. В противном случае легко расплавить ваш материал вместе с припоем. Швы на предметах такого размера едва заметны, а сами выводы не выдерживают много тепла, поэтому входите и выходите как можно быстрее.
В противном случае легко расплавить ваш материал вместе с припоем. Швы на предметах такого размера едва заметны, а сами выводы не выдерживают много тепла, поэтому входите и выходите как можно быстрее.
Во-вторых, выберите правильный тип припоя для работы. Не используйте длинный кусок припоя на переходном кольце, если вы можете использовать один крошечный чип-паллион. Как новичок, я знаю, что, поскольку я сделал это, вы склонны использовать слишком много припоя. Раньше я заливал детали, а затем работал над очисткой и отделкой в два раза усерднее, чем мне когда-либо требовалось.
Многие ювелиры в основном придерживаются одной формы, но могут быть полезны различные варианты, доступные в студии.
Посмотрите это видео с нашим координатором студии Эрикой Стайс о том, как правильно выбрать серебряный припой.
Правила Федеральной торговой комиссии
Юридически в Соединенных Штатах для того, чтобы называть штуку стерлинговым серебром, сплав должен соответствовать следующим спецификациям:
- Стерлинговое серебро
- = 0,925 (92,5% серебра)
Снова и снова я получаю запросы о паяных изделиях из стерлингового серебра. Ювелиры, начинающие работать в этой области, беспокоятся о чистоте серебра после пайки. FTC установила правила относительно незначительных расхождений между партиями производимых материалов.Вот допуски для стерлингового серебра в соответствии с Национальным законом о штампах:
Ювелиры, начинающие работать в этой области, беспокоятся о чистоте серебра после пайки. FTC установила правила относительно незначительных расхождений между партиями производимых материалов.Вот допуски для стерлингового серебра в соответствии с Национальным законом о штампах:
Серебро 925 пробы
- .921 = Непаянные товары
- .915 = Паяные элементы
Как вы можете видеть в таблице припоев выше, серебряный припой содержит довольно много серебра. Маловероятно, чтобы содержание серебра во всем ювелирном изделии было настолько низким, чтобы оно не соответствовало требованиям законодательства, из-за наличия легированных металлов в небольшом паяном соединении. Единственный раз, когда я буду беспокоиться об этом, — это если я сделаю тонкую серебряную филигранную деталь с множеством стыков или сильно гранулированный рисунок с припоем по всей поверхности.Вот что Милт Фишбейн сказал о филигранной работе и пайке:
«Моя филигранная проволока всегда из чистого серебра, а мои филигранные оправы всегда из чистого серебра. Паста для припоя, которую я использую, содержит около 65% серебра. Я использую как можно меньше пасты, поэтому она не сильно снижает содержание серебра. A типичный кулон может быть примерно наполовину из стерлингового серебра и наполовину из чистого серебра, хотя это довольно сильно варьируется в зависимости от дизайна. Если пойти дальше, если конечная деталь содержала до 5% припоя, 45% чистого и 50% чистого серебра, это будет анализ на 94.5% серебра. Поэтому я всегда отмечаю свою филигрань 925., так как она всегда должна быть выше и вряд ли ниже »- Milt Fischbein
Паста для припоя, которую я использую, содержит около 65% серебра. Я использую как можно меньше пасты, поэтому она не сильно снижает содержание серебра. A типичный кулон может быть примерно наполовину из стерлингового серебра и наполовину из чистого серебра, хотя это довольно сильно варьируется в зависимости от дизайна. Если пойти дальше, если конечная деталь содержала до 5% припоя, 45% чистого и 50% чистого серебра, это будет анализ на 94.5% серебра. Поэтому я всегда отмечаю свою филигрань 925., так как она всегда должна быть выше и вряд ли ниже »- Milt Fischbein
Если вас беспокоит деталь, вы всегда можете отправить ее в лабораторию для тестирования, так вы можете быть уверены в результатах. Однако лабораторные тесты разрушительны, поэтому вам придется пожертвовать образцом. Это практично только в том случае, если вы проектируете изделие, которое собираетесь производить в больших количествах.
Halstead — один из ведущих дистрибьюторов ювелирных изделий в Северной Америке. В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек, инструментов и металлов для художников-ювелиров.
В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек, инструментов и металлов для художников-ювелиров.
О Milt Fischbein
Milt Fischbein занимается созданием украшений уже около 25 лет. Он имеет степень бакалавра химического машиностроения в Университете Макгилла, но 6 лет назад он начал заниматься изготовлением филигранных украшений. Вы можете прочитать его полную биографию и резюме на его сайте: mfmetalarts, где вы также можете найти его филигранные украшения, диадемы и короны.Он прошел десятки курсов с такими учителями, как Алан Ревер, Майкл Дэвид Стерлин, Джерри Леви и Чарльз Льютон Брейн.
Вдохновляйтесь!
Артикул: Наконечники для чистовой обработки концов цепи
Артикул: 6 шагов к пайке столбиков для серег
Видео на YouTube: Пайка 14-каратного золота с потом на серебро (демонстрационное видео о пайке потом)
Артикул: Необычные ювелирные провода: формирование и пайка перемычек (включая демонстрационное видео по пайке пайкой)
Артикулы:
МакКрайт, Т. (2004). Металлургический завод . Брансуик, Мэн: Brynmorgen Press, Inc.
(2004). Металлургический завод . Брансуик, Мэн: Brynmorgen Press, Inc.
Ревер, А. (2011). Профессиональное изготовление ювелирных изделий . Брансуик, Мэн: Brynmorgen Press
Ганоксин
Припой — Википедия
IGS Международное общество драгоценных камней
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Silver-Soldering — Не только для серебра
Если вы никогда не слышали об этом раньше, вы, вероятно, думаете, что серебряный припой — это не что иное, как специальный припой для серебра.Но это намного больше. Это один из самых полезных материалов для ремонта, который может быть у вас дома. Почему? Потому что он делает прочный ремонт самых разных металлов, включая железо, сталь, латунь, нержавеющую сталь, медь и, конечно же, серебро. И потому что им очень просто пользоваться.
Вещь не из дешевых — все-таки это сплав серебра. Но как только вы его получите, вы сможете починить то, что обычно выбрасываете, или отнесите в сварочную мастерскую. Так что вероятность того, что серебряный припой окупится за короткое время, очень высока.
Например, прошлым летом на моей газонокосилке сломался рычаг дроссельной заслонки. Я исправил это за пять минут и сэкономил на стоимости нового, а также на необходимости заказать замену и дождаться ее прибытия. Когда ручка оторвалась от нашей кастрюли, я вернул ее обратно через несколько минут. Когда посетитель сломал проволочную оправу на его очках, я снова увидел его в мгновение ока.
В некоторых хозяйственных магазинах имеется серебряный припой, но обычно низкотемпературный, с пределом прочности на разрыв около 10 000 фунтов на квадратный дюйм.По-настоящему прочные серебряные припои с пределом прочности на разрыв более 60 000 фунтов на квадратный дюйм найти немного сложнее. Вероятно, вы можете купить их в магазине сварочных материалов, но самый простой источник — это магазин по почте. Brookstone Co., 125 Vose Farm Rd., Petersborough, N.H., 03458, продает пять футов провода 1/16 дюйма примерно за 8 долларов. Обязательно возьмите немного флюса и убедитесь, что он специально предназначен для серебряного припоя.
Brookstone Co., 125 Vose Farm Rd., Petersborough, N.H., 03458, продает пять футов провода 1/16 дюйма примерно за 8 долларов. Обязательно возьмите немного флюса и убедитесь, что он специально предназначен для серебряного припоя.
Подойдет обычная бытовая горелка на пропане или бутане, но еще лучше — одна из новых горелок, сжигающих газ MAPP.Они есть в большинстве хозяйственных магазинов. Они горят намного горячее, чем обычные горелки, что позволяет паять серебро быстрее и проще.
Используйте серебряный припой как обычный припой. Соединяемые детали должны плотно прилегать друг к другу; Возможно, вам придется слегка согнуть или подпилить детали, чтобы они хорошо подошли.
Чистота тоже важна. Вымойте соединяемые детали, затем наждачной бумагой или стальной мочалкой сопрягаемые поверхности ровно настолько, чтобы получился блестящий голый металл. После того, как вы очистите поверхности, не трогайте их.Затем нанесите тонкий слой флюса на обе поверхности. Плотно соедините детали и закрепите их или предоставьте другие средства для их контакта. Если при пайке детали сдвинутся, соединение выйдет из строя.
Если при пайке детали сдвинутся, соединение выйдет из строя.
Нагрейте работу. Если одна часть намного больше другой, приложите к ней большую часть тепла; в противном случае меньшая часть нагреется намного быстрее, чем большая. Накладывая фонарик, следите за флюсом. Пастообразный белый флюс сначала будет пузыриться, затем станет прозрачным и напомнит расплавленное стекло.Затем он начнет течь и распространяться. Когда это произойдет, нанесите на изделие серебряный припой рукой, не держащей резака. Теперь работа должна быть достаточно горячей, чтобы расплавить припой. Если нет, удалите припой и продолжайте нагревать изделие еще несколько секунд. Затем повторно нанесите припой.
Очень важно, чтобы припой расплавляла работа, а не прямое пламя. Это обеспечит проникновение припоя в соединяемые детали и создание максимально прочного соединения.Еще один совет: так же, как и обычный свинцово-оловянный припой, серебряный припой течет в сторону тепла. Таким образом, вы можете направить расплавленный припой куда угодно, даже в гору. Просто приложите резак туда, куда вы хотите, чтобы припой тек.
Просто приложите резак туда, куда вы хотите, чтобы припой тек.
Как только припой попадет во все части соединения, снимите припой и резак и дайте остыть. Не трогайте изделие снова, пока не убедитесь, что припой затвердел. Удалите остатки стекловидного флюса, и работа сделана.
Можно ли припаять нержавеющую сталь серебром?
Для получения наиболее прочной связи необходимо сваривать нержавеющую сталь.Но при правильной подготовке серебряный припой будет прилипать к нержавеющей стали, и вы можете припаять к нему медь, латунь или другую нержавеющую сталь. Соединение будет таким же прочным, как сам серебряный припой, и никогда не будет таким же прочным, как нержавеющая сталь. Но если ваше приложение не требует прочности стали, засучите рукава и дерзайте.
Чистота
Поверхности участков, которые вы хотите припаять, должны быть очищены от грязи, коррозии, краски, масла или жира. Используйте растворитель и проволочную щетку или наждачную бумагу, чтобы очистить поверхности обоих материалов, подлежащих пайке. Припой лучше всего прилипает к чистому, блестящему голому металлу. Но любой посторонний агент, даже следы чернил или карандаша на том месте, где вы проводили измерения, может разрушить ваше паяное соединение.
Припой лучше всего прилипает к чистому, блестящему голому металлу. Но любой посторонний агент, даже следы чернил или карандаша на том месте, где вы проводили измерения, может разрушить ваше паяное соединение.
Флюс и припой
Необходимо использовать паяльный флюс на кислотной основе, специально разработанный для пайки нержавеющей стали. Кислота разрушает поверхность нержавеющей стали до точки, на которой будет прилипать припой. Содержание серебра в припое определяет прочность и температуру плавления, поскольку оба показателя увеличиваются с увеличением содержания серебра.Например, 95 процентов олова и 5 процентов серебра плавятся при температуре около 400 градусов. Припой с содержанием серебра от 20 до 40 процентов плавится примерно при 700 градусах. Выберите припой, достаточно прочный для вашего применения.
Правильная температура
Размер области, на которой вы хотите расплавить припой, вместе с типом припоя, который вы используете, определяет количество тепла, необходимое для расплавления припоя. Бутан или пропан нагревают большинство серебряных припоев до точки плавления, но если у вас большая площадь, газ MAPP горит самым горячим.Медленно нагрейте зону, чтобы флюс подействовал, а затем нагрейте соединение. Когда детали достаточно нагреются, припой мгновенно расплавится, когда вы коснетесь им стыка, и встанет на место, но будьте осторожны, чтобы не перегреть нержавеющую сталь. Он может окислиться и испортить его нержавеющие качества.
Бутан или пропан нагревают большинство серебряных припоев до точки плавления, но если у вас большая площадь, газ MAPP горит самым горячим.Медленно нагрейте зону, чтобы флюс подействовал, а затем нагрейте соединение. Когда детали достаточно нагреются, припой мгновенно расплавится, когда вы коснетесь им стыка, и встанет на место, но будьте осторожны, чтобы не перегреть нержавеющую сталь. Он может окислиться и испортить его нержавеющие качества.
Меры предосторожности
Дайте горячему металлу расплавить припой. Никогда не пытайтесь расплавить припой горелкой. Всегда работайте в хорошо проветриваемом помещении. Пары горячего кислотного флюса ядовиты.Кроме того, никогда не паяйте нержавеющую сталь для электрических или электронных соединений. Кислота в флюсе со временем разрушит электрическое соединение. Просверлите отверстие и с помощью гайки и болта или винта или заклепки выполните электрическое соединение с нержавеющей сталью.
Серебряный припой для нержавеющей стали — бессвинцовый припой, сертифицированный NSF
Составы припоя олово-серебро Каппа
Kapp Alloy & Wire, Inc. производит все стандартные рецептуры припоев олово-серебро и олово-серебро-медь по стандартам ASTM и SAC.К ним относятся, но не ограничиваются:
производит все стандартные рецептуры припоев олово-серебро и олово-серебро-медь по стандартам ASTM и SAC.К ним относятся, но не ограничиваются:
Припои KappZapp ™ олово-серебро создают прочные, пластичные соединения меди, латуни и нержавеющей стали. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам с пределом прочности на разрыв до 33 000 фунтов на квадратный дюйм для нержавеющей стали. Вся линейка припоев KappZapp ™ сертифицирована NSF® и не содержит свинца для питьевой воды и сантехники.
Припои KappFree ™ соответствуют требованиям NSF и не содержат свинец / кадмий и разработаны специально для замены свинцовых припоев в сантехнике из меди и нержавеющей стали, а также в электрических / электронных устройствах.С меньшим содержанием серебра эти более дешевые припои обеспечивают меньшую прочность соединения, вибростойкость и сопротивление термической усталости по сравнению с припоями KappZapp ™ .
KappSAC305 ™ 96,5% олова — 3,0% серебра — 0,5% меди — это стандартный бессвинцовый припой, разработанный для пайки печатных плат и электронных компонентов. Kapp Alloy производит все различные сплавы SAC олово-серебро-медь. Звоните, чтобы узнать цену и наличие на складе.
Технические характеристики | ||||||
Состав (%): | Диапазон плавления: | Прочность на разрыв (медь): | Прочность на растяжение (нержавеющая сталь): | Прочность на сдвиг: | Удлинение: | Электропроводность (% IACS): |
96. | Эвтектика при 430 ° F (221 ° C) | 14000 фунтов на кв. Дюйм | 25000 фунтов на кв. Дюйм | 11,600 фунтов на кв. Дюйм | 48% | 16,4 |
96Sn-4Ag (KappZapp4 ™): | 430-475 ° F (221-246 ° C) | 14000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 49% | 16. |
95Sn-5Ag (KappZapp5 ™): | 430-490 ° F (221-254 ° С) | 15000 фунтов на кв. Дюйм | 29000 фунтов на кв. Дюйм | 13000 фунтов на кв. Дюйм | 49% | 16,6 |
94Sn-6Ag (KappZapp6 ™): | 430-535 ° F (221-279 ° C) | 15000 фунтов на кв. Дюйм | 30,000 фунтов на кв. Дюйм | 13,500 фунтов на кв. Дюйм | 49% | 17. |
93Sn-7Ag (KappZapp7 ™): | 430-570 ° F (221-299 ° C) | 15 500 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 49% | 20,1 |
95.5Sn-4Cu-0.5Ag (KappFree ™): | 440-500 ° F (226-260 ° C) | 10,000 фунтов на кв. Дюйм | 18000 фунтов на кв. Дюйм | 5,000 фунтов на кв. Дюйм | 48% | 24,9 |
96. | 423-428 ° F (217-220 ° C) | 12000 фунтов на кв. Дюйм | 21000 фунтов на кв. Дюйм | 5,000 фунтов на кв. Дюйм | 26% | 15.3 |
Sn = олово, Ag = серебро, Cu = медь | ||||||
 5Sn-3.5Ag (KappZapp3.5 ™):
5Sn-3.5Ag (KappZapp3.5 ™):  5
5  1
1  5Sn-3.0Ag-0.5Cu (SAC305)
5Sn-3.0Ag-0.5Cu (SAC305) Серебряный припой | Contenti
Все Все Клеи Наковальни и колья Обмотка проволоки и бисероплетение Скамейки и аксессуары Кастинг Ножницы Книги и видео Burs Создание и формирование Раздача Таблички для рисования Бурение Инструменты для гравировки Файлы Гибкие валы Молотки Лупы и освещение Оправки Датчики, компоновка и испытания Металл и металлическая глина Покрытие и патина Плоскогубцы, кусачки и ножницы Полировка и отделка Пуансоны и металлические штампы Инструменты для изготовления колец Прокатные станы Спасательное оборудование Распиловка Напольные весы Пайка и соединение Каменная оправа Магазинные принадлежности Наборы инструментов Пинцет Тиски Инструменты для часовщиков Скидки
Ваше полное руководство по пайке серебряных украшений — Maker Monologues
Инструменты для пайки
Опции горелки
Существует множество горелок и газов, которые вы можете использовать. Я не буду здесь вдаваться в подробности, потому что я использую только бутановую горелку, но я провел часы исследования всех типов горелок и газов, представленных на рынке. Но есть два основных варианта резака:
Я не буду здесь вдаваться в подробности, потому что я использую только бутановую горелку, но я провел часы исследования всех типов горелок и газов, представленных на рынке. Но есть два основных варианта резака:
Бутановый резак отлично подходит для всего, что я делаю, я использую бутановый резак Dremel VersaTip, и мне удалось сделать с ним несколько больших однодюймовых лицевых панелей. Но вы ограничены масштабом проекта, потому что бутан — недостаточно горячий газ, чтобы нагреть металл и расплавить припой.
И это большой совет: при пайке вы не нацеливаете пламя на припой, чтобы расплавить его и заставить его течь, вам нужно нагреть свой металл, и металл расплавится, и этот припой станет плавным.
Если вы хотите делать большие работы, вам понадобится установка бензобака + рукоятки горелки, и есть так много вариантов, что я просто отправлю вас в сообщение Нэнси LT Гамильтон о том, какой фонарик купить, поэтому вы можете взвесить свои варианты.
Метчики для припоя
Очевидно, вам понадобится метчик для припоя. Ключ для припоя используется, чтобы перемещать припой во время пайки.
Ключ для припоя используется, чтобы перемещать припой во время пайки.
Есть много вариантов, но я рекомендую приобрести один с нестандартным наконечником из титана, чтобы припой не плавился и не прилипал к наконечнику резца.
Третьи руки + Пинцет для ювелиров
Часто вам понадобится третья рука, чтобы удерживать компоненты на месте, пока вы спаиваете их вместе. Например, припаивание стойки серьги к конструкции гвоздика.
Купите один с основанием и съемным пинцетом, чтобы вы могли использовать его в качестве третьей руки или пинцета. Но удобнее обзавестись парой пинцетов, чтобы вы могли держать один в основании и иметь под рукой, когда он вам понадобится. Они идеально подходят для того, чтобы взять кусок после пайки и окунуть его в чашу для закалки.
Кроме того, поищите пинцет с перекрестной фиксацией, а не обычный пинцет. Таким образом, вы можете просто оставить кусок в пинцете, и он будет держаться закрытым, что впоследствии освободит вашу руку.
Есть также эти супер-удобные пинцеты, которые зажимают все кольцо, чтобы вы могли легко припаять чашку лицевой панели к кольцевой ленте, и эти странные пинцеты, которым, я уверен, вы найдете применение.
Flux + Flux Brush
Flux используется для поддержания чистоты металла во время пайки, потому что припой не любит грязный металл, и как только вы начнете нагревать металл, он начнет окисляться.Вы заметите, куда вы положите флюс, потому что эта часть будет чистой, а окружающий металл грязным.
Я использую Handy Flux и небольшую кисть для флюса, чтобы нанести его на мои стыки. С Handy Flux вы должны поддерживать его влажным, почти жидким, поэтому я просто держу небольшое количество в новой банке для варенья и добавляю туда воду, чтобы мне не приходилось постоянно добавлять дистиллированную воду во всю банку с флюсом . Я также держу кисть для флюса в банке, чтобы флюс не стал твердым.
Если вы используете пасту для припоя, о которой я упоминал ранее, то вам не нужно предварительно флюсовать, поскольку паста содержит флюс.
Вы также можете получить неглазурованную керамическую посуду и конус из буры, добавив немного дистиллированной воды. Вы притираете конус к керамике с небольшим количеством воды, и получается паста, и это и есть ваш флюс. Это будет мой следующий метод флюса, когда у меня закончится Handy Flux.
Это будет мой следующий метод флюса, когда у меня закончится Handy Flux.
Паяльная плата
Вы можете использовать несколько различных паяльных плат:
Паяльник (это то, что я использую)
— Труднее сжечь вашу работу
— Не трескается и не крошится
— Легко сверлить и форма для удержания работыДревесный уголь (то, что используют большинство ювелиров)
— Создает тепло под вашей частью
— Мягкий угольный блок легко крошится, но вы можете получить твердые угольные блоки
— Каждому придать форму, чтобы он мог удерживать вашу работу в определенной позицииСоты
— Маленькие отверстия помогают удерживать тепло (идеально, если вы используете высокотемпературный газ)Вермикулит
— Отражает тепло, поэтому труднее сжечь вашу работу
— Не ломается или покрошитьА что еще они придумали
Вам необходимо иметь свой припой блок на верхней поверхности огнестойкости. Лично у меня просто керамическая плитка 12х12, и это моя паяльная поверхность. Вы также можете использовать металлический стол.
Лично у меня просто керамическая плитка 12х12, и это моя паяльная поверхность. Вы также можете использовать металлический стол.
Есть также некоторые полезные инструменты для улучшения пайки, такие как поворотные столы, штативы, которые можно использовать под вашей деталью, и даже поворотные столы с прикрепленными третьими руками.
Наборы для пайки
Если вы любитель комплектов и хотите получить все одним махом, то вот хороший список наборов с различными паяльными инструментами и материалами, которые вам понадобятся для начала работы:
Я лично не знаю Мне не нравятся комплекты, потому что иногда вы получаете вещи, которые вам не нужны или не хотите, а в других случаях вам все еще нужно что-то получить, чтобы завершить настройку.Поэтому обязательно просмотрите список предметов, которые есть в наборе, и убедитесь, что в нем есть все, что вы ищете, и имейте в виду, что вам могут понадобиться другие вещи.
Предотвращение масштабов пожара
Каждому предстоит испытать ужасные масштабы пожара. Но есть некоторые превентивные меры, которые вы можете использовать, чтобы остановить это.
Но есть некоторые превентивные меры, которые вы можете использовать, чтобы остановить это.
Такие продукты, как Stop-OX II, Firescoff, Prip’s Flux и Cupronil, которые вы распыляете на всю деталь, нагреваете ее горелкой, снова распыляете, пока на изделии не образуется твердый белый защитный барьер.Вы также можете сделать это с помощью обычного флюса.
Но чтобы пресечь эту проблему в зародыше, просто не нужно перегревать свою деталь. Всегда лучше попасть внутрь, заставить припой течь и выйти как можно быстрее.
Жала для пайки
Подготовка металла к пайке
Теперь мы готовы подготовить металл для пайки. Есть 2 вещи, которые обеспечат вам идеальный припой каждый раз:
Очистка металла
Вы можете взять наждачную бумагу с мелким зерном и отшлифовать металл, чтобы очистить его.Или бросьте его в маринад, чтобы удалить масла и оксиды.Концы заподлицо
Вы хотите, чтобы ваши два конца были заподлицо. Поднесите его к источнику света, и если вы видите свет, проходящий через ваши соединяемые элементы, вам нужно продолжать подпиливать, шлифовать или пилить, чтобы эти концы сводились к суперфлешу (я покажу вам, как в этом посте). «Припой не заполнит щели!» сколько раз вы это слышали?
 Поднесите его к источнику света, и если вы видите свет, проходящий через ваши соединяемые элементы, вам нужно продолжать подпиливать, шлифовать или пилить, чтобы эти концы сводились к суперфлешу (я покажу вам, как в этом посте). «Припой не заполнит щели!» сколько раз вы это слышали?
Поднесите его к источнику света, и если вы видите свет, проходящий через ваши соединяемые элементы, вам нужно продолжать подпиливать, шлифовать или пилить, чтобы эти концы сводились к суперфлешу (я покажу вам, как в этом посте). «Припой не заполнит щели!» сколько раз вы это слышали?Безопасность
Защитное снаряжение
Вы не хотите вдыхать пары от фонарика или флюса, поэтому вам обязательно понадобится респиратор с фильтрами.
Кроме того, как я уже упоминал ранее, вы хотите, чтобы убедиться, что ваш припой станция находится на вершине устойчивой к поверхности огня.
Всегда хочется завязать волосы и надеть фартук или джинсы и шоу на случай, если раскаленный кусок упадет вам на колени, он вас не обожжет. А хлопчатобумажная ткань, хотя и не огнестойкая, с меньшей вероятностью воспламеняется.
Если вы паяете в квартире или у вас есть ковровое покрытие, вы все равно можете паять безопасно. Это когда наличие бутановой горелки полезно, потому что вам не нужно, чтобы пожарная команда выходила и давала зеленый свет вашей работе, когда вы работаете с газами, вам часто это нужно.
Если у вас есть ковер, вы можете положить огнестойкий пластик или большой лист металла, который закроет вашу паяльную станцию и обеспечит достаточное покрытие на случай, если что-то упадет и отскочит.
Но на самом деле вы, вероятно, сможете обойтись простым виниловым протектором для ковров. Это небезопасный метод, но, по крайней мере, вы расплавите винил вместо ковра. (И, честно говоря, я ни разу не уронил горячую штуку за свои почти 3 года серебряного дела. Но это может быть потому, что я не такой неуклюжий, так что относитесь к этому с недоверием.)
Вентиляция
Если у вас есть возможность настроить целую систему вентиляции, вы можете получить только вентилятор или просто открыть окно.
Надеюсь, это руководство ответило на все ваши вопросы о пайке серебряных украшений. Но если у вас есть вопросы или я что-то пропустил, просто оставьте комментарий ниже, и я свяжусь с вами как можно скорее!
Не забудьте скачать бесплатное руководство по пайке !
.