
Гибочный станок для профильной трубы своими руками
Материалом для каркаса большинства дачных построек служит металлическая труба – круглая или профильная. Для соединения их используется сварка, намного реже – крепление. При сборке системы отрезки круглого сечения стыкуются и через муфтовые соединения, а профильные – через хомуты.
Ручной станок для гибки труб
При этом известно, что стык, даже в случае самого качественно шва, является слабым звеном.
Разновидности гибочного станка
Изгибать профильные трубы своими руками, конечно, невозможно. Для этого используются специальное устройство – гибочный станок. В зависимости от технических характеристик он позволяет работать со стальными, алюминиевыми, медными изделиями разной толщины и диаметра.
Большинство моделей, используемых на дачных участках, разработаны домашними мастерами и изготавливаются собственноручно. Объем таких работ в личном хозяйстве невелик, и покупать дорогостоящее оборудование нерационально.
Гибочные станки разделяют по способу установки:
- стационарные – предполагающие неподвижную установку, размеры и варианты при этом могут быть самые разные: от бетонной плиты со штырями до станка с гидравлическим домкратом;
- переносимые – имеют компактные размеры и некое опорное устройство;
- носимые – небольшие модели, опоры у них отсутствуют, опорную поверхность нужно подбирать сообразно прилагаемым усилиям.
По типу привода конструкции разделяются на три вида:
- ручные – все варианты, где давление требует мускульных усилий: от изгиба по деревянному шаблону, до устройства с обычным домкратом;
- электрический – приводится в движение с помощью электроприводов;
- гидравлический – давление создается с помощью гидравлического домкрата. Из вариантов, изготавливаемых своими руками, это самый распространенный вариант. На фото – ручное устройство.
Способ изгиба
Определяет главную конструкционную особенность аппарата, его производительность и назначение.
- Изгиб выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на деревянном шаблоне труба фиксируется сверху и, по сути, обжимается по образцу, то здесь деформация создается уровнем прижимания ролика к изгибу. Этот вариант требует установки на прочную опору и предназначен для работ небольшого объема. Большим плюсом метода служит получение изогнутых профильных труб без складок.
- Изгиб прессованием – отрезки трубопровода зажимаются неподвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство изготавливает своими руками, то основой действительно берут слесарные тиски.
- Изгиб прокаткой – профильная труба протягивается между вращающимся деформирующим роликом и двум опорными. Этот метод наиболее универсален, так как позволяет гнуть как тонкие трубки – в этом случае используются капролактамовые ролики, так и толстостенные изделия. На фото приведен образец.
Конструкционные требования к гибочному станку
Рекомендуется изготовить чертеж изделия, с учетом обязательных требований.
- Толщина металла для станины вычисляется исходя из предполагаемого размера изгибаемого трубопровода – не менее 1/6 от диаметра или ширины.
Например, если предполагается работа с профильной трубой сечением 20*30 мм, то толщина уголков, из которых сооружается станина, должна быть не менее 5 мм. В противном случае гибочный станок будет гнуть себя, а не профильную трубу.
- Толщина опорного основания в два раза больше, чем величина уголков, так же как и толщина матрицы.
- Диаметр роликов равен не менее чем утроенным параметрам сечения.
Изготовление гибочного станка
В первую очередь сваривается основа. Для нее понадобится чертеж, чтобы не ошибиться в размерах.
- Болгаркой нарезаются элементы станины и свариваются.
- Валы и ролики для устройства, как правило, заказывают у токаря. Но если есть токарный станок и соответствующие навыки, то изготавливают самостоятельно.
- Собирается верх механизма: вырезается металлическая пластина по чертежу, высверливается отверстие для прижимного винта, приваривается гайка требуемого диаметра.

- Монтируется П-образная конструкция по чертежу, сваривается. Внутрь помещается вал на двух подшипниках и ролик – деформирующий. Затем вся конструкция приваривается к станине.
- На равном расстоянии от краев станины и так, чтобы деформирующий ролик был точно по центру, устанавливаются два других вала с роликами. На оси закрепляются звездочки передачи – можно использовать звездочки с автомобильного распредвала, на них надевается цепь.
- Если предполагается ручной привод, то к оси приваривается рукоятка. Гибочный станок можно оборудовать электроприводом: тогда к оси закрепляется шкив с ременным приводом.

На видео можно увидеть все подробности изготовления устройства.
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.

Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия
 Обычно устанавливается ролик соответствующего диаметра.
Обычно устанавливается ролик соответствующего диаметра.[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
 Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
 Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы.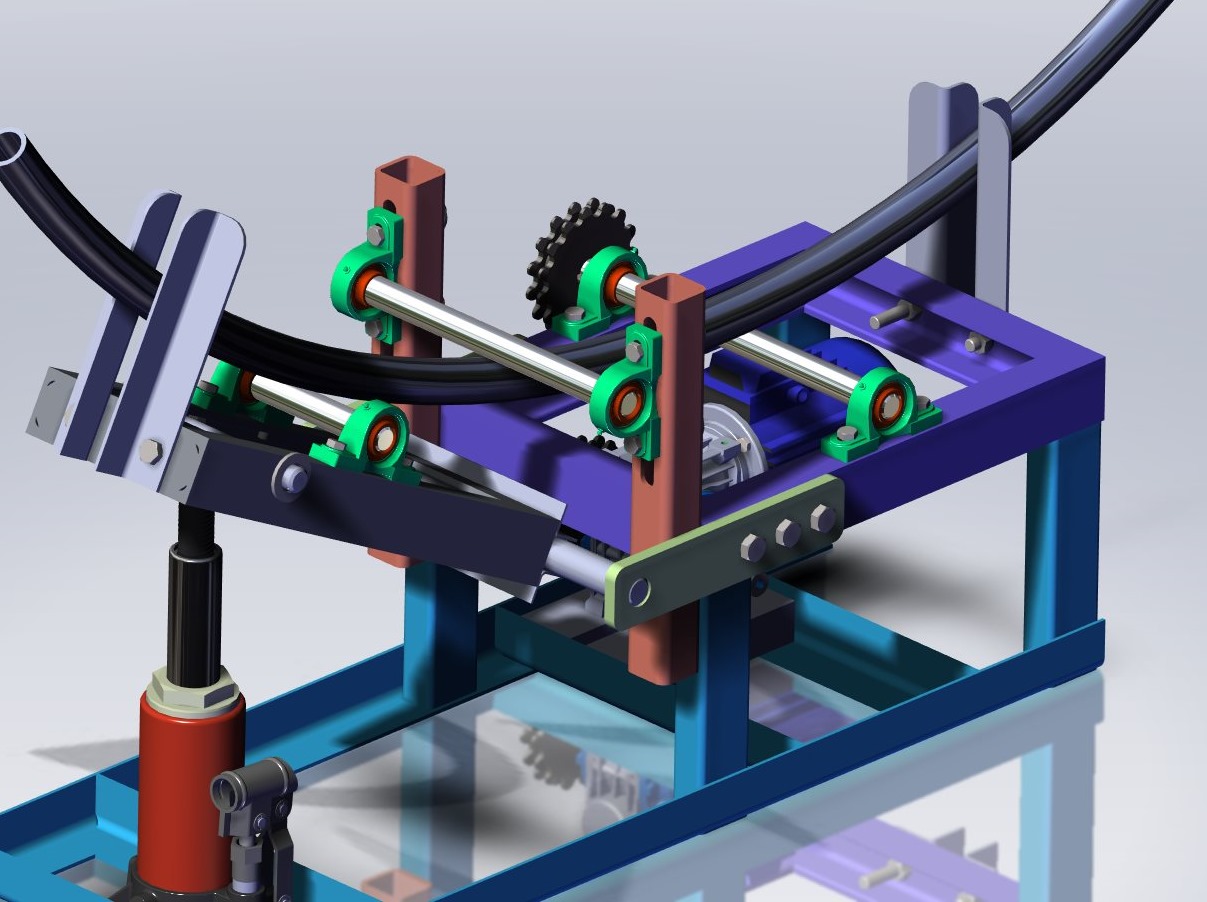 Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Самодельный станок для гибки профильной трубы своими руками
Главная » Разное » Самодельный станок для гибки профильной трубы своими рукамиСамодельный профилегиб без токарных работ.

У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.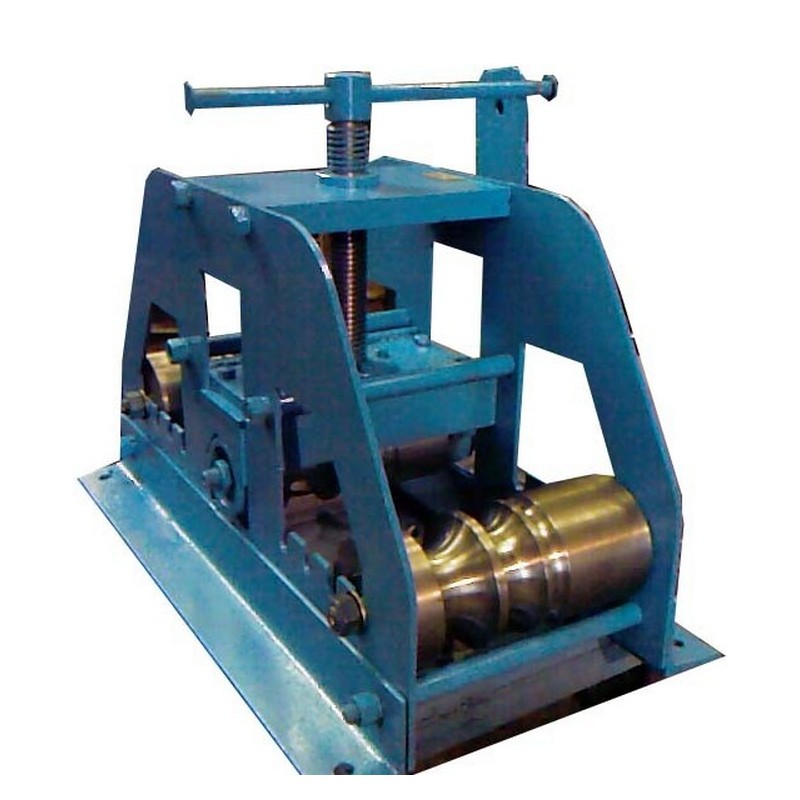
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.Гибочная труба без гибочного станка — самодельный стиль!
- Купить машины
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
Сельское хозяйство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
Металл
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
Горное дело
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
Дерево
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Access
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
- Популярное Популярное NowWeekMonth
- Вам необходимо установить плагин Jetpack и включить модуль «Статистика», чтобы использовать его.

Гибка труб своими руками из подручных средств (фото + чертеж) | Своими руками
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. М, за очень небольшие деньги, полностью сделана вручную. Дизайн вызвал интерес у многих. И больше всего вопросов касалось того, как я делал арки.
Этот же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Сразу отпал вариант с загибом кувалдой.
Это можно сделать, но в результате получится «криволинейная гнутая коронка».
Заказать гнутый профиль в организациях, занимающихся аналогичными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус составляет 3 м, а длина готового отрезка — 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно.Поразмыслив, пришел к выводу, что необходимо сделать бендер своими руками .
Поскольку я не планировал использовать его в профессиональных масштабах, он сделал его максимально упрощенным. Главное — уметь контролировать радиус изгиба, а сам гибочный станок имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы он взял профильную трубу и куски уголка, которые он нашел в металлоломе, а также старый, но рабочий гидравлический домкрат.Домкрат подходит любой, вплоть до того, что есть в комплекте автомобиля. Как оказалось, усилие, необходимое для гибки профильной трубы 25 × 50 мм, невелико.
Смотрите также: Теплица своими руками из профильной трубы — фото и чертежи
На рынке куплено 6 подшипников 180307. Самая дорогая деталь — 3 вала. Их надо было заказывать у токаря, он вырезал их и через пару дней доставил.
Конечно, хорошо, если сделать корпуса подшипников.Я просто приваривал их к каркасу в процессе строительства. Подшипники старались варить быстро, особо не перегревались, и сразу охлаждали, чтобы пластиковые заглушки, закрывающие шары, не плавились. Вариант не очень удачный, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», которое можно было бы получить с помощью простой нарезки кувалдой.
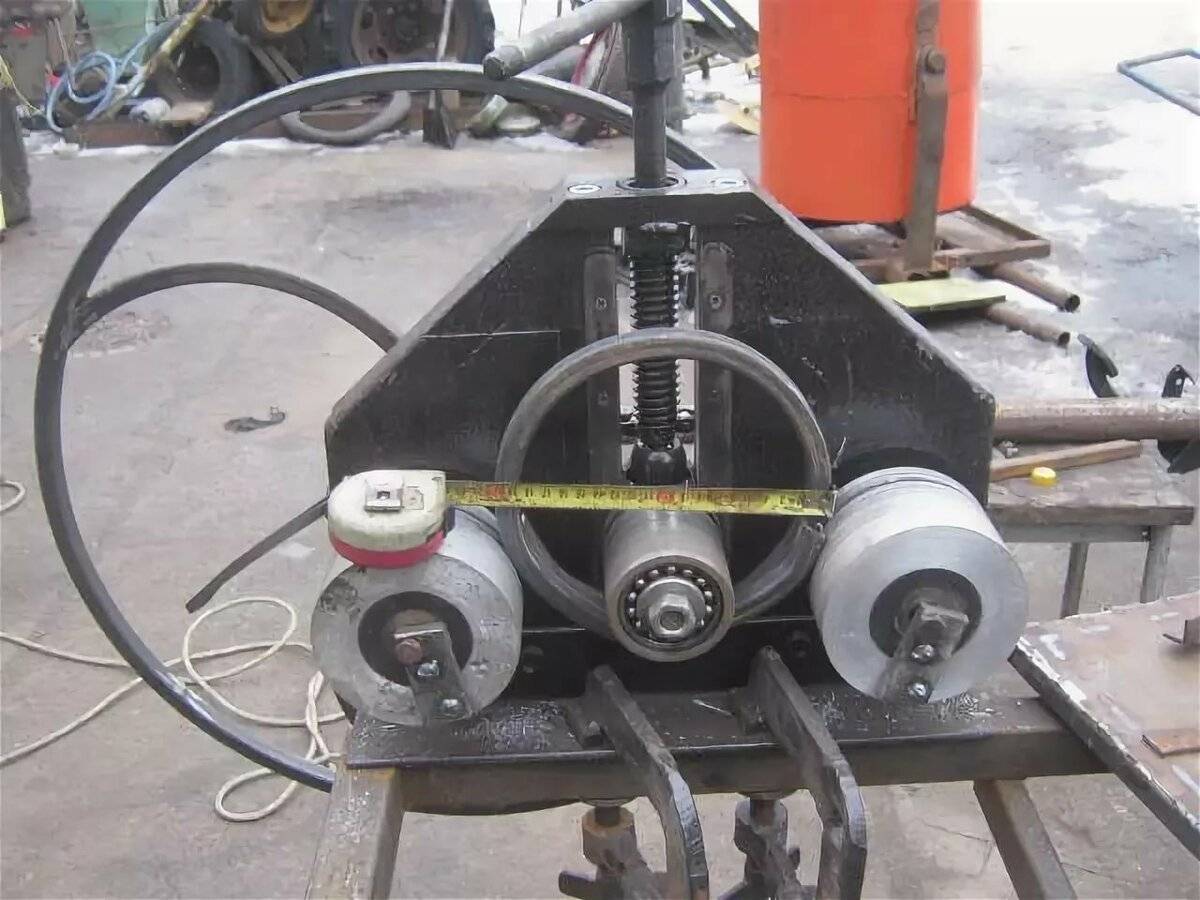
На один из валов приварил ручку, прокручивая ее, выдвигал будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На нем и отмечена стрелка-указатель из металлической полосы приварена к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае — 9 м) и уложил в трубогиб, прижав домкратом.Нужно увидеть, как труба начинает немного гнуться. Сразу же поставьте отметку напротив стрелки на пластине управления, чтобы для следующей трубы использовалась такая же метка.
Поворачивая ручку, протягивая трубу по всей длине, доходя до конца, труба все равно зажималась, делала вторую отметку и вытягивала ту же трубу уже в противоположном направлении — и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.
Особенно важно при последнем проходе следить за тем, чтобы стрелка, указывающая на поворот, всегда находилась в одном и том же положении.В этом случае все арки будут иметь одинаковую закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работа велась вдвоем, но удобнее, когда есть два помощника. Самая большая сложность — удержаться за почти законченную арку последние два прохода, потому что она поднимается вверх на 6 м.
Для этого использовали крышу здания: один человек встал на нее и закрепил трубу, а второй протягивал.Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал набор из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и в качестве бонуса остался с исправным трубогибом.
ТРУБОГИБ СВОИМИ РУКАМИ — ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
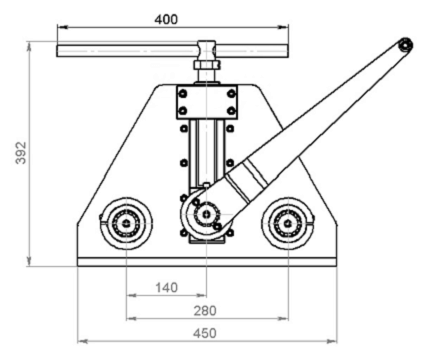
РУЧНАЯ ТРУБОГИЯ СВОИМИ РУКАМИ — ЧЕРТЕЖ
© Автор: А. Горобей
Горобей
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Гидравлический трубогибочный станок с ЧПУ для металлических листов Самодельный автоматический станок для гибки квадратных труб
Технические характеристики:
1. Стандартное оборудование:
Стандартное оборудование:
- Система управления Estun E21NC
- Приводная ось Y и задний упор X-ось
- DELTA Винты заднего упора с инверторным управлением IW
- & Полированный стержень с точностью 0,05 мм.
- Опорные рычаги для пластин
- Германия Bosch-Rexroth Hydraulic
- Германия EMB Соединитель для трубок
- Германия Главный двигатель Siemens
- Tele mecanique / Schneider Electrics
- Гидравлическая и электрическая защита от перегрузки
- Верхняя и нижняя оснастка (86 °, R0,6 мм )
- Стандарты безопасности (2006/42 / EC):
2. Защитное оборудование:
1.EN 12622: 2009 + A1: 2013 2.EN ISO 12100: 2010 3.EN 60204-1: 2006 + A1: 2009
- Защита пальцев спереди (световая завеса безопасности)
- Педальный переключатель Kacon для Южной Кореи (уровень 4 безопасности)
- Задний металлический безопасный забор в соответствии со стандартами CE
- Защитное реле с монитором педального переключателя и защитной защитой
3. Estun E21 NC Система управления:
Estun E21 NC Система управления:
- Задний упор и управление блоком
- Управление для обычных двигателей переменного тока, преобразователь частоты
- Интеллектуальное позиционирование
- Счетчик запасов
- Установка времени выдержки / декомпрессии
- Программная память до 40 программ До 25 шагов на программу
- Позиционирование с одной стороны
- Функция отвода
- Одна клавиша резервное копирование / восстановление параметров
- мм / дюйм
- китайский / английский
пуансон и матрица для изгиба на 90 градусов:
Моторизованный задний упор с шарико-винтовой передачей и зубчатым ремнем:
Наши услуги
1.Специальная система числового управления оснащена основной рамой гибочного станка.
2. Функция многоступенчатого программирования позволяет достичь автоматической работы и непрерывного позиционирования многоступенчатых заготовок, а также автоматической точной регулировки положения заднего стопора и блока скольжения.
3. Станок снабжен функцией подсчета изгибов для отображения в реальном времени объема обработки и памяти сбоев питания положений стопора и скользящего блока, а также процедур и параметров.
4. Импортный ходовой винт с шарикоподшипником и линейная направляющая используются для заднего стопора, чтобы обеспечить точность позиционирования заднего стопора и повысить точность обработки станка.
Упаковка и доставка
| Сведения об упаковке: | Стандартная экспортная упаковка |
| Сведения о доставке: | Отправлено через 30 дней после оплаты |
FAQ
1.около 10 лет профессионального опыта в производстве;
2. Высокотехнологичное обрабатывающее оборудование, как на изображениях выше;
3. Конкурентоспособная цена, надежное обслуживание и мгновенное обслуживание.
4, обладатель сертификатов ISO и CE.
Итак, почему вы сомневаетесь, свяжитесь со мной для вашего наилучшего выбора.
Станок для гибки профильной трубы своими руками – как изготовить?
С помощью станка для гибки профильной трубы намного проще решить задачи, возникающие в ходе строительства.
Применение профильных труб актуально при возведении каркасных сооружений и конструкций в виде арки — теплиц, навесов, козырьков.
В промышленности для сгиба профиля используют специальное автоматическое оборудование.
В частном порядке можно изготовить станок для гибки профильной трубы своими руками. Понадобятся чертеж и инструменты.
Разновидности трубогибов
Опытные мастера знают, что работы с профильными трубами отличаются спецификой. Если нарезка профиля вручную не представляет труда, то его гибка без специального оборудования не только сложна, но и чревата деформацией материала.
Чтобы облегчить и сделать безопасным процесс обработки профильных труб, применяют трубогибы.
Эти приспособления удобны, так как позволяют согнуть профиль под необходимым углом без применения дополнительных деталей. Прочность и другие технические характеристики материала при этом остаются неизменными.
Прочность и другие технические характеристики материала при этом остаются неизменными.
Эксплуатация трубогибов выгодна не только тем, что упрощает процесс обработки профиля, налицо и другие преимущества использования устройства:
- отпадает необходимость в сварке;
- различные конструкционные формы, сделанные из цельного металла, смотрятся более эстетично и могут применяться в качестве декоративных элементов;
- возможность получить максимальное соответствие заданных размеров;
- сохраняются технические свойства материала;
- отсутствие осложнений в виде заломов и сплющивания;
- минимум физических усилий.
Каждый уважающий себя мастер владеет собственным арсеналом необходимого оборудования — станки для гибки профиля в их числе.
Так как заводское оборудование стоит недешево, чаще всего трубогибы изготавливают своими руками.
Самодельные трубогибы обеспечивают все необходимые функции — быстрый результат при минимуме усилий.
Фото:
Но чтобы справиться с их изготовлением самостоятельно, нужно изучить чертеж и особенности конструкции, чтобы понять, каким образом осуществляется работа станка.
Известны такие виды профилегибов:
- ручной. Устройство, простое в эксплуатации, но требующее физических усилий. Чертеж приспособления не отличается сложностью и доступен для изготовления своими руками;
- гидравлический. Этот вид оборудования оснащен вальцами, с помощью которых можно сгибать трубы в любом направлении;
- электромеханический. Высокоточное оборудование для профессионального применения. Чертеж устройства достаточно сложный в изготовлении и требует от мастера специальных навыков и знаний.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.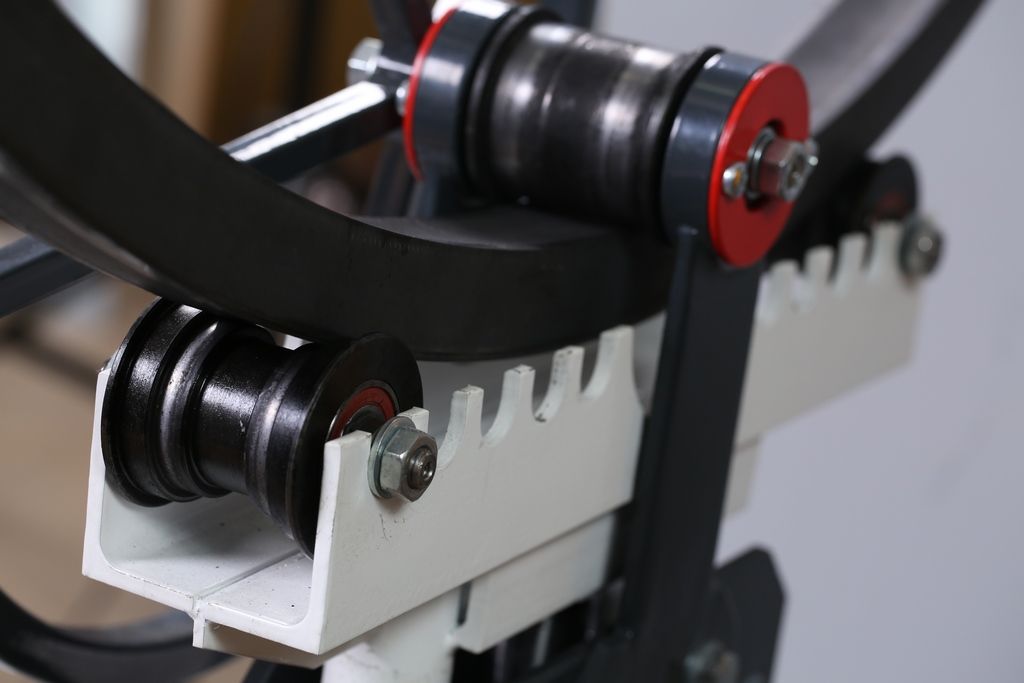
Между крайними штырями зажимают конец профильной трубы. Второй конец профиля изгибают, вытягивая трубу вокруг закрепленных штырей.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
Особенности изготовления прокатного трубогиба
Чтобы самостоятельно изготовить станок для гибки профиля, понадобятся: металлические прутья и полка — для основы, несколько прочных пружин, три вальца, цепь и домкрат.
Принцип работы такого станка схож с обычным ручным. Гибка представляет собой деформацию профильной трубы в каком-либо конкретном месте.
Для этого трубу укладывают на нижние вальцы, а сверху опускают еще один, обеспечивая надежную фиксацию профиля.
Затем производят вращение ручки. Крутящее усилие приводит в действие вальцы, которые сгибают трубу.
При использовании домкрата необходимый уровень давления на трубу обеспечивается без применения третьего вальца.
Применение домкрата позволяет в несколько раз увеличить габаритный предел обрабатываемого материала.
Эффект работы прокатного станка заключается в постепенно усиливающемся давлении на профиль, в результате которого достигается необходимая деформация трубы.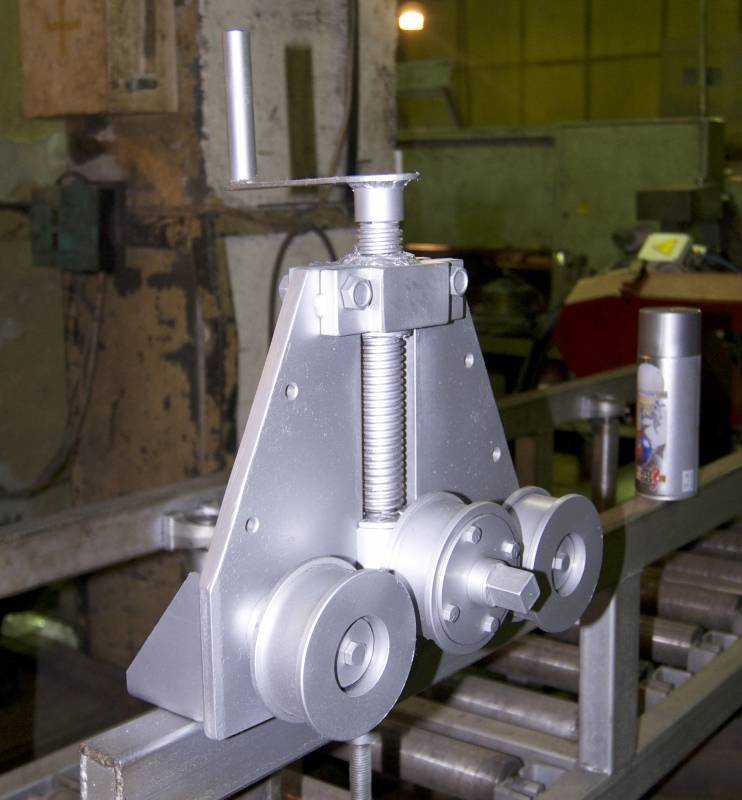
Движущимися элементами конструкции являются центральные горизонтальные вальцы, а функцию деформатора выполняет третий вал, закрепленный отдельно.
Прежде чем приступить к процессу изготовления прокатного трубогиба, необходимо позаботиться о выточке роликов — эту задачу поручают токарю.
Видео:
Крайне важно, чтобы размеры всех деталей — шестерней, подшипников и колец – соответствовали параметрам роликов и цепной обоймы.
Затем наступает этап подготовительных работ: нужно просверлить отверстия и нарезать резьбу в металлической основе станка — для монтажа прижимного вала.
Сборка конструкции предусматривает установку ножек каркаса, полки с прижимным валом, который размещают на пружинах, монтаж боковых валиков и соединение их посредством цепи. В последнюю очередь устанавливают и фиксируют ручку вращения, а также домкрат.
Как сделать гидравлический трубогиб?
Трубогибные станки гидравлического типа отличаются высокими показателями производительности, но довольно сложны в изготовлении своими руками.
В оснащение гидравлического станка для гибки профиля входят гидроцилиндр, планки, нагнетательное оборудование и трубные упоры.
Важной составляющей устройства является гидравлический домкрат, посредством которого производится гибка профильной трубы.
Функциональность станка с гидравлическим приводом обеспечивается следующим образом:
- профиль устанавливают в башмак и закрепляют;
- медленно вращая ручкой, подключают домкрат;
- под воздействием усилия, вырабатываемого домкратом, профиль деформируется, образуя полукруг с необходимым радиусом.
Характерно, что используя воздействие домкрата, контролировать процесс не представляет труда. Главное, заранее подготовить все элементы конструкции в соответствии с требованиями чертежа.
Видео:
Специализированное оборудование — это удобная возможность облегчить строительно-ремонтный процесс и снизить физические затраты.
Для мастеров, которые не боятся сделать оборудование самостоятельно, — это оптимальный способ смоделировать устройство, функции которого отвечают необходимым требованиям, при минимальном уровне материальных затрат.
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
Профилегиб ПГ-1 и ПГ-2
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.
Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.

Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
видео-инструкция по монтажу своими руками, особенности приспособлений, станков, оборудования, цена, фото
При сборке различных металлоконструкций из профильных труб может потребоваться криволинейная деталь. Ввиду высокой прочности профильных труб на изгиб, загнуть их очень сложно, поэтому для выполнения этой операции используют специальное приспособление. В данной статье мы рассмотрим, как самостоятельно собрать ручной станок для гибки профильной трубы, которого будет вполне достаточно для домашних целей.
Загиб профильной трубы на станке
Конструкция устройства
Принцип работы
Любое оборудование для гибки профильной трубы обеспечивает щадящую деформацию, благодаря чему деталь после гибки сохраняет свои прочностные характеристики. Кроме того, устройство позволяет получить определенный радиус изгиба.
Кроме того, устройство позволяет получить определенный радиус изгиба.
Рассматриваемый тип станка работает по принципу ротационного пресса. Нижнюю его плиту образуют два ролика. Верхней плитой служит третий ролик, расположенный посередине между двумя нижними. Поэтому, подобные приспособления для гибки профильной трубы называют еще трехвальцовыми трубогибами для сгибания труб.
Расстояние между двумя нижними вальцами определяет радиус изгиба. Причем, работают они как транспортер, перемещая деталь через зону деформации. Верхний же валец прижимает деталь, обеспечивая ее изгиб.
Конструкция с верхней подачей вала
Особенности компоновки
Самодельные станки для гибки профильной трубы бывают двух типов:
- С нижней подачей прижимного ролика;
- С верхней подачей.
Верхняя подача применяется в ручных трубогибах, так как реализуется при помощи струбцины, т.е. резьбовым методом. Нижняя подача осуществляется в станках, где прижимное усилие генерируется гидравлическим приводом либо домкратом.
Таким образом, станок с нижней подачей получается более мощным и производительным. Однако, он гораздо более сложный в исполнении, поэтому, если приспособление будет использоваться для домашних нужд, то целесообразней выполнить станок для гибки профильных труб своими руками с верхней подачей вала.
Вариант трубогиба с регулируемым расположением нижних валов
Также следует отметить, что на производительность устройства влияет форма транспортных роликов.
Она может быть:
- Гладкой – в форме цилиндра;
- Профильной – в форме цилиндра с канавками для трубы.
Профилированные вальцы для труб способны за один проход загнуть сразу несколько деталей, что важно при массовом производстве металлоконструкций. Так как для «домашних» станков скорость обработки не так важна, они, как правило, оборудуются гладкими вальцами, цена на которые более низкая.
Пример станины
Изготовление станка
Основные узлы
Прежде чем сделать приспособление для гибки профильной трубы своими руками, следует рассмотреть основные его элементы, из которых оно состоит. Итак, станок включает в себя:
Итак, станок включает в себя:
| Станину | Является основой всего устройства, к которой крепятся остальные детали. Как правило, представляет собой прямоугольную металлоконструкцию. |
| Транспортер | Состоит из пары роликов, которые закреплены на станине. |
| Кронштейн | Содержит направляющие для верхнего вальца. |
| Верхний вал | Закрепляется в металлическом П-образном кожухе. |
| Струбцина | Ввинчивается в кронштейн и фиксирует положение кожуха с верхним вальцом. |
Сборка станины
Начинать изготовление станка своими руками следует со сборки станины. Как правило, для этих целей используют четыре швеллера, из которых собирается параллелепипед. Монтаж всех деталей металлоконструкции выполняется при помощи электросварки.
Транспортер
Сборка транспортера
После того, как станина будет готова, можно приступать к сборке транспортера.
Работа выполняется в таком порядке:
- В первую очередь надо подготовить два одинаковых ролика. Можно найти готовые детали, либо заказать их в токарной мастерской.
- Затем к станине нужно приварить кронштейны, в которые будут вставляться вальцы.
- Далее в отверстие каждой пары кронштейнов вставляется болт, который служит осью для ролика. На болт надевается вал, после чего ось фиксируется гайкой.
- С одной стороны вальцов навариваются шестерни цепной передачи.
- Между роликами необходимо установить систему натяжения цепи, которая представляет собой плоский кронштейн с небольшим вальцом и шестерней. Перемещая шестерню вверх или вниз, можно регулировать натяжение цепи.
- В завершение работы над транспортером, следует приварить к одному из вальцов ручку с рычагом.
Совет!
Приобретать шестерни желательно сразу цепью, чтобы не возникло проблем с несовместимостью деталей.
На фото – пример струбцины (вид сверху)
Сборка струбцины
Последним этапом работы является сборка струбцины, которая выполняется в следующем порядке:
- В первую очередь к станине привариваются ножки П-образного кронштейна, которые состоят из четырех профилей. Зазор между ними должен составлять 42-43 миллиметра.
- Затем выполняется малый П-образный кронштейн, который сваривается из 40-мм профиля. В ножках конструкции просверливается отверстия для оси вала. Высота ножек должна быть на несколько сантиметров больше диаметра вала.
- Далее собранный кронштейн с валиком надо вставить в зазор между ножками большого кронштейна. Малый кронштейн должен свободно двигаться в большом по направлению вверх/вниз.
- К ножкам большого кронштейна приваривается верхняя планка, в центре которой высверливается отверстие под гайку.
- Далее в это отверстие вваривается гайка, в которую впоследствии вкручивается шпилька. Желательно шпильку закрепить в нижнем кронштейне, обеспечив при этом свободное вращение. Это позволит фиксировать верхний валец в разных положениях.
 Зазор между ними должен составлять 42-43 миллиметра.
Зазор между ними должен составлять 42-43 миллиметра.Совет!
Прежде чем приступить к изготовлению станка, желательно выполнить чертеж, это позволит избежать ошибок в процессе монтажа.
 youtube.com/embed/uLPqia3Asv0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/uLPqia3Asv0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
На этом работа над конструкцией завершена. Следует отметить, что выполненные подобным образом станки для гибки профильной трубы своими руками не уступают аналогичным фирменным устройствам, стоимость которых очень высокая.
Вывод
Имея хотя бы небольшой опыт работы с металлом и сварочным аппаратом, можно самостоятельно выполнить рассмотренное выше приспособление. В итоге, такой самодельный станок для гибки профильной трубы позволит получать криволинейные детали, которые могут понадобиться для самых разных хозяйственных нужд. Из видео в этой статье можно получить дополнительную информацию по данной теме.
Выбор трубогиба 101
Вы захотите взять несколько вещей во внимание при выборе трубогиб для ваше приложение. Один из первых шагов это определить ваш текущий изгиб потребности и прогнозировать будущий рост в этот аспект вашего бизнеса. Ты производите разовые проекты, вы ожидайте изгиба от низкого до среднего уровня количества, или у вас есть, или вы хотите иметь, массовое производство в больших количествах что гарантирует полную автоматизацию?
Вы хотите, чтобы ваш бизнес
не перерастает машину
выбираете ли вы ручной, гидравлический,
или с электронным управлением
вариант.
ИССЛЕДОВАНИЕ БАЗОВЫХ ТИПОВ ГИБКИ
Гибка трубы и трубы возможна используя несколько методов.
Открытая поворотная гибка с вытяжкой — A штамповочный набор с фиксированным радиусом, который образует пустую трубу или трубу. самый распространенный вид изгиба. Составные части гнутый с открытой поворотной тягой гибки часто используются в автоспорте, структурные и промышленные применения.
Изгиб на оправке — Оправка, а прочная стальная пробка или серия стальных шариков, вставляется в трубку для обеспечения внутренняя трубчатая опора для тонкостенных, приложения с малым радиусом действия.Оправка гибка часто производит компоненты для коллекторов, турбин, воздухозаборников, и серийная мебель.
Валковая гибка — Пирамидальная конструкция, на трехвалковых станках используются матрицы для гибки труб большого радиуса и навивки.
Гибка с гидроцилиндром — Одинарная гидравлическая
плунжер толкает формовочную матрицу или
башмак в трубу, заставляя ее изгибаться
между двумя противостоящими матрицами. Баран
изгиб часто формирует компоненты
используется в выхлопных системах, навесах для автомобилей,
и ворота.
Баран
изгиб часто формирует компоненты
используется в выхлопных системах, навесах для автомобилей,
и ворота.
ОЦЕНИТЬ СКОРОСТЬ, ТОЧНОСТЬ И ПОВТОРЯЕМЫЕ ПОТРЕБНОСТИ
Скорость, точность и повторяемость ты хочешь поможет тебе выбрать среди четырех различных машин уровни и режимы мощности.
• Ручные гибочные станки экономичны. единицы, которые идеально подходят для самостоятельной приложения, небольшие тиражи, и проекты начального уровня. Повторяемость изгиба и точность угла изгиба может варьироваться в зависимости от оператора внимание к деталям.
• Пневматические / гидравлические гибочные станки с приводом
комбинацией гидравлики
и воздух в магазине (от 90 до 120 фунтов на квадратный дюйм). Несмотря на то что
эти устройства предлагают серьезные изгибы
сгибание без помощи рук, они
может быть мучительно медленным для производства
Приложения. Они могут быть оснащены
автоматические остановки, которые обычно точны
около 0,5 градуса.
• Электрогидравлические гибочные станки ар. приводятся в действие электрическими / гидравлическими насосами и намного быстрее, чем пневматический / гидравлический системы.Их тоже можно подогнать с автоматическими остановками.
• Электромеханические устройства с ЧПУ и ЧПУ гибочные станки полностью программируемые и оснащены кодировщиками, сенсорными экранами, и авто останавливается. Эти машины предлагают высокоточные изгибы до 0,1 градуса на производственном уровне.
ОБЪЕМ МАШИНЫ СООТВЕТСТВИЯ ПРОЧНОСТЬ МАТЕРИАЛА
Многие промышленные, производственные
станки для гибки стиля на рынке сегодня
может работать на полную мощность на
ежедневно.Легкие или начального уровня
машины могут столкнуться с проблемами при использовании в
максимальная вместимость в течение длительного периода
времени. Залог эффективности, качества
изгибы, чтобы убедиться, что ваш изгиб
может выдержать предел прочности на разрыв
материалы, проходящие через ваш магазин
в ожидаемых производственных количествах.
Ознакомьтесь с материалами для каждой работы и убедитесь, что они в пределах возможностей вашей машины уменьшить дорогостоящие проблемы с обслуживанием. Материал Таблицы сравнения прочности на растяжение чрезвычайно полезны и доступны онлайн.
УЗНАТЬ МАТЕРИАЛЫ
Детали вашего заявления будут определить, какой стиль бендера и инструмент подходит именно вам.
Когда вы готовитесь к работе по гибке, следующая информация важна сделать лучшее оборудование и инструменты варианты, чтобы избежать отказов изгиба, таких как морщины, перегибы и раздавливание:
- Тип материала
- Размер, наружный диаметр
- Толщина стенки
- Радиус осевой линии (CLR) желаемого изгиб — половина диаметра изгиб на 180 градусов
ИЗУЧИТЕ ОПЦИИ ИНСТРУМЕНТА
Из гладких, плавных изгибов на нержавеющей стали
и алюминий для изгибов квадратного сечения
трубы, когда дело доходит до качества гибки, это все
об инструментах.
Изучите рынок; буквально тысячи доступны варианты инструментов и аксессуары. Узнайте, какие инструменты подходят для вашего станка для обеспечения наилучшего качества гибов с максимальная эффективность.
СПРОСИТЕ СПЕЦИАЛИСТОВ
Добавляете ли вы гибку к своим возможностям или расширение или обновление процессов Вы уже предоставляете, консультируясь с тюбиком специалист по гибке может сэкономить ваше время и деньги гарантируя, что у вас лучшая машина для ваших нужд.
Закупка у надежного оборудования производитель с живым телефоном и онлайн-поддержкой всегда хорошая идея. Вы сможете добавить их опыт гибки в свою команду, когда у вас тяжелая работа, и вы пользуетесь их услугами, убедитесь, что ваше оборудование продолжает работать на пиковые уровни.
www.baileigh.com
Robitec | Трубогибочные машины
Мы производим вашу трубогибочную машину
Являясь одной из ведущих мировых компаний в производстве и разработке гибочных машин, мы предлагаем вам индивидуальные решения для вашей индивидуальной трубогибочной машины.
Наш ассортимент продукции для гибки труб включает машины и системы для различных областей применения. Наши машины могут быть применены практически в каждой отрасли промышленности, в которой используется трубогибочный станок.
Наш ассортимент включает, среди прочего:
- Трубогибочные машины для труб диаметром от 4 до 420 мм. (От 1/8 «до 16»)
- Трубогибочные станки с программным управлением и с ЧПУ
- Трубогибочные станки с двумя гибочными головками для сложных трубных систем
- Трубогибочные станки для производства на заказ и небольших партий
- Трубогибочные машины для крупносерийного производства
Само собой разумеется, что каждая машина для обработки труб, произведенная на нашем предприятии, отвечает самым высоким требованиям качества в отношении дизайна и качества изготовления.Наш менеджмент качества подтвержден TÜV Rheinland (глобальный поставщик технических услуг, услуг по безопасности и сертификации в Германии) и регулярно сертифицирован по ISO. В 2003 году мы взяли на себя инициативу привести себя в соответствие со стандартом ISO 9001.
В 2003 году мы взяли на себя инициативу привести себя в соответствие со стандартом ISO 9001.
Наши трубогибочные машины доступны в различных исполнениях:
- гидравлические гибочные машины
- электрические гибочные машины
- полуэлектрические гибочные машины
- гибридные гибочные машины
Кроме того, также доступен большой выбор дополнительных принадлежностей. — оптимизированы в соответствии с вашими требованиями.
Принцип работы трубогибочного станка
При использовании метода холодной гибки возникает множество факторов, таких как растяжение, удлинение, пределы текучести, силы растяжения и усилия сдвига. Эти факторы, помимо материала и его свойств, требуют особого внимания. Например, сдвиговые усилия, возникающие в процессе гибки, могут быть поглощены пресс-формами. Одновременно этот пресс-штамп стабилизирует прямой конец трубы в процессе гибки.
Тонкостенные трубы обычно изготавливаются из очень чувствительных материалов, таких как алюминий и титан, и в процессе формования они очень требовательны и склонны к растрескиванию. В то время как обычные трубы могут иметь толщину стенки, например. g., 60 x 1 мм, эти специальные трубки могут иметь размер только 60 x 0,6 мм. Для этого конкретного процесса гибки труб мы увеличили транспортную мощность нашего трубогибочного станка и соответствующим образом отрегулировали гибочные инструменты. Это гарантирует, что наши машины оптимизируют ваши требования к гибке труб.
В то время как обычные трубы могут иметь толщину стенки, например. g., 60 x 1 мм, эти специальные трубки могут иметь размер только 60 x 0,6 мм. Для этого конкретного процесса гибки труб мы увеличили транспортную мощность нашего трубогибочного станка и соответствующим образом отрегулировали гибочные инструменты. Это гарантирует, что наши машины оптимизируют ваши требования к гибке труб.
Например, при оснащении прессовым штампом с вертикальной регулировкой по высоте изгибающие силы прилагаются точно к тонкостенным трубкам. Благодаря улучшенной регулировке усилий трубогибочный станок обеспечивает наиболее точные результаты гибки, даже если используются тонкостенные трубы из титана, алюминия, меди или нержавеющей стали, такой как № 1.4509 или 1.4512.
Более того, так называемая «упругая отдача», возникающая после завершения процесса гибки, является еще одним фактором, который можно компенсировать только путем чрезмерного изгиба заготовки.Это необходимо учитывать при изготовлении гибочного инструмента для трубогибочного станка. Само собой разумеется, что эта характеристика заложена при разработке вашего трубогибочного станка по индивидуальному заказу.
Само собой разумеется, что эта характеристика заложена при разработке вашего трубогибочного станка по индивидуальному заказу.
Современные трубогибочные машины способны сгибать практически любую трубу с радиусом изгиба от прибл. От 1 x D до 5 x D во время процесса холодной штамповки.
Выберите трубогибочный станок Категория:
РУКОВОДСТВО ПО ИЗГОТОВЛЕНИЮ СЕКЦИОННО-ГИБОЧНОЙ МАШИНЫ MC150B NARGESA на Vimeo
В этом обучающем ролике мы покажем вам, как нужно выполнять гибку различных профилей, труб и труб, чтобы получить хороший изгиб или форму.
Размещение роликов очень важно.
Вы можете увидеть, как согнуть плоский стержень по его плоской стороне и по краю. Гибка квадратных или прямоугольных труб, как гнуть Т- и П-образные профили.
Примеры гибки под углом. Знакомство с роликами, используемыми для труб из нержавеющей стали, как гнуть специальные алюминиевые профили …
Станок для гибки профилей и труб MC150B NARGESA. Наш трубогиб MC150B разработан с целью минимизировать производственные затраты и обеспечить максимальную производительность при гибке труб и профилей.Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, изгиб сплошного стержня, квадратного и круглого типов, спиральная труба или даже для изготовления квадратных, прямоугольных или круглых труб разные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Наш трубогиб MC150B разработан с целью минимизировать производственные затраты и обеспечить максимальную производительность при гибке труб и профилей.Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, изгиб сплошного стержня, квадратного и круглого типов, спиральная труба или даже для изготовления квадратных, прямоугольных или круглых труб разные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий. Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Гибочный станок с пирамидальным профилем MC150B был разработан нашей командой инженеров в Наргезе для выполнения работ по гибке различных форм и материалов по очень низкой цене для клиента.Секрет в его массовом производстве. Многие из наших клиентов просили нас сделать гибочный станок по доступной цене, простой в использовании и прочный, как и вся продукция Nargesa. Одна из основных причин покупки этого — не полагаться на третьих лиц при выполнении работ по гибке. Неоднократные задержки, вызванные тем, что мы не зависим от нас, всегда дороже, чем вложения в наш гибочный станок MC150B.
— Два приводных ролика. Два нижних ролика моторизованы и имеют накатку для лучшего захвата.
— Безопасная трансмиссия с помощью плоских закаленных шестерен.
— Диаметр осей: 40 мм.
— Полезная длина осей: 74 мм.
— Максимальный диаметр гибки круглой трубы: 2 дюйма или 50 мм.
+ ИНФОРМАЦИЯ
nargesa.com/en/industrial-machinery/section-bending-machine-mc150b
Prada Nargesa S.L.
Производство и продажа промышленного оборудования
[email protected]
Тел. (+34) 972568085
nargesa.com
Новые и бывшие в употреблении специалисты по трубогибочным станкам с ЧПУ
Люди, которые решают проблемы,Разрабатывайте решения и формируйте успех!
Как тратить меньше, но зарабатывать больше Хватит тратить деньги — инвестируйте в качественные трубогибочные станки с ЧПУ. Высокая производительность — прибыльные решения. Наше обязательство перед нашими клиентами заключается в объединении самого большого в мире недорогого ассортимента качественных высокопроизводительных трубогибочных и торцевых станков , С минимальными инвестициями поможет вам быстро воплотить ваши проекты в реальность с помощью станков с ЧПУ со склада. у вас несправедливое преимущество перед конкурентами, чтобы выиграть новый бизнес. Все в отличном состоянии — В наличии сразу БУДУЩЕЕ PROOFING — Используя эти качественные бывшие в употреблении машины, вы выведите свое производство на новый высокий уровень. Дистанционная демонстрация может быть организована и рекомендуется. Сделайте 2021 год своим Если вы не видите то, что ищете |
 Наша цель — дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций.
Наша цель — дать возможность коллегам-профессионалам, руководителям / директорам производства и владельцам бизнеса, обеспечивая добавленную стоимость. Это означает, что для наших клиентов вы можете конкурировать, чтобы привлечь новых клиентов с минимальными вложениями и максимизировать отдачу от инвестиций. Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. А из-за низкой окупаемости инвестиций вы быстрее окупаетесь, что делает вас более прибыльным.
Повышение вашей способности производить качественные, точные воспроизводимые детали за счет более интенсивной, быстрой и продолжительной работы на трубогибочном станке. А из-за низкой окупаемости инвестиций вы быстрее окупаетесь, что делает вас более прибыльным.Future Proof — Обновите и упростите ваши существующие вне гарантии трубогибочные станки с ЧПУ. Установите контроллеры и программное обеспечение Phenix MORE , увеличивая ценность, возвращая их к полной производственной мощности «Как новый» , обеспечивая дополнительные 10+ лет нового срока службы, экономя ваше время и массу денег, увеличивая рентабельность инвестиций — По машинам / инвестициям, которые вы уже купили и за которые заплатили!
Сделайте 2021 год своим
Блог о трубопроводах и трубогибочных машинах — это средство общения, которое позволяет нам поддерживать связь с нашими клиентами и обеспечивать их ценность.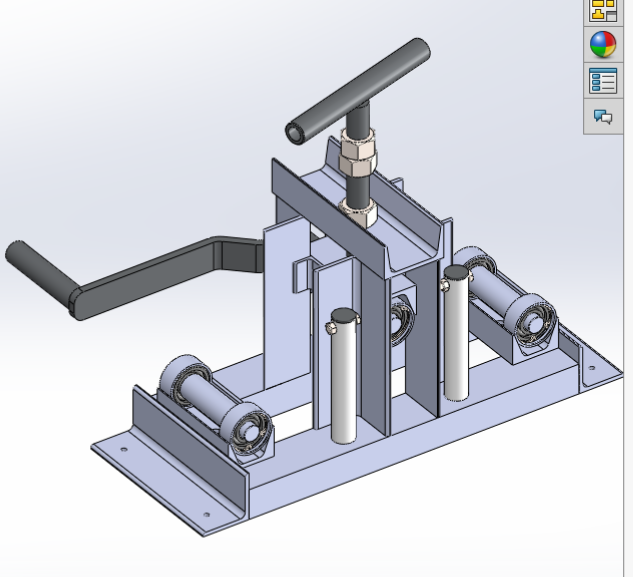 В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице свяжитесь с нами .
В нашем блоге вы найдете советы экспертов, идеи и новости отрасли. Мы приветствуем любые комментарии или вопросы, которые могут у вас возникнуть, и приглашаем вас поделиться ими с нами либо в разделе комментариев, либо обратившись к нам напрямую на нашей странице свяжитесь с нами .
Пожалуйста, посетите наш блог здесь. Мы приглашаем вас подписаться на блог «Трубогибочные машины», чтобы получать наши последние статьи, новости и обновления.
<> <> <> <> <>
Повышение качества и упрощение — Мы упрощаем вам автоматизацию отдела гибки труб с помощью новейших технологий ЧПУ Phenix.
Почему мы разные… Инновационные индивидуальные решения — лучше выдерживают нагрузку
Покупайте с уверенностью.
Выберите автономную машину или полностью автоматизированную производственную ячейку.
Они могут работать усерднее, быстрее и дольше, чтобы увеличить ваше производство и прибыль!
Посмотрите, что возможно…
Мы знаем, что заниматься манипуляциями с трубками — значит иметь дело с неожиданностями.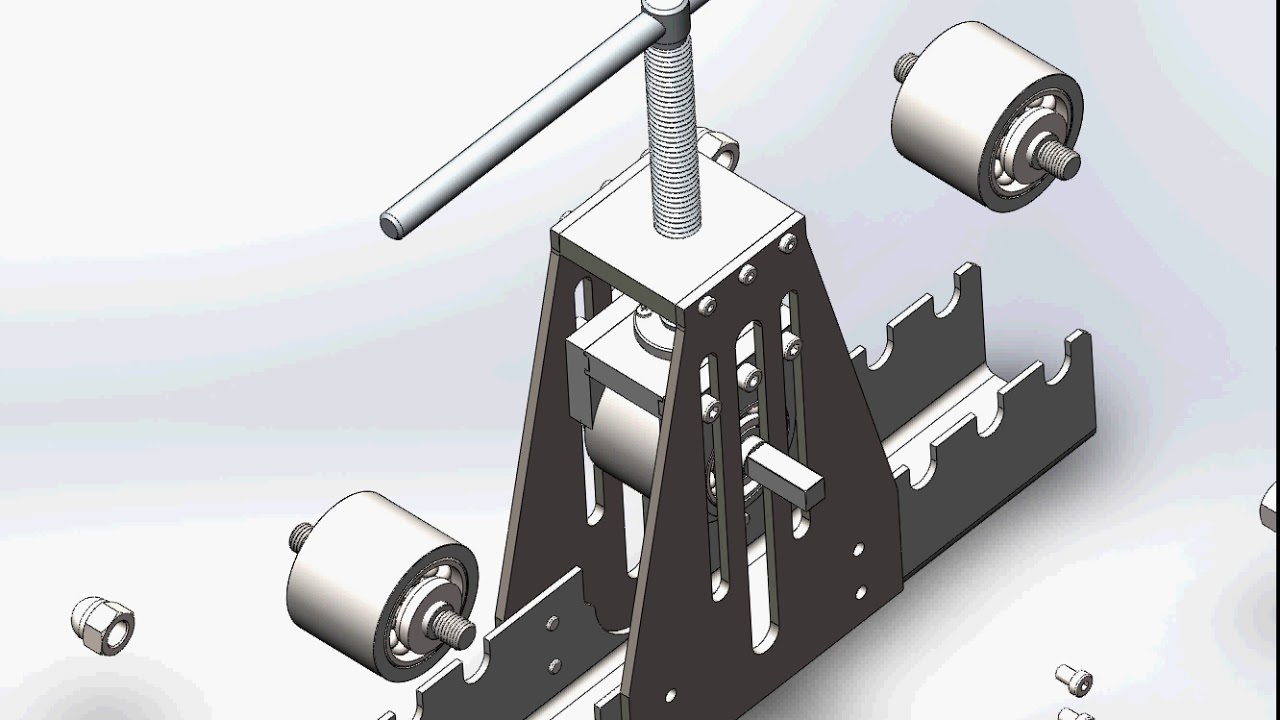
Вам нужна надежная поддержка и поддержка, которая поможет вам в это важное время.
Слишком часто от трубогибочных станков с ЧПУ отказываются по той простой причине, что они не поддерживают старые, зачастую проприетарные системы управления, аппаратное и программное обеспечение.
Чаще всего легко ремонтируются или заменяются механические детали: подшипники, втулки, рычаги, шестерни, шариковые винты, гидравлика.
«Но электроника — нет»
Зная слабые места и недостатки большинства контроллеров ЧПУ, наши системы управления 21st Century Phenix MORE на много миль превосходят старые устаревшие и медленные системы и могут обеспечить резервное копирование ваших текущих станков для полной, высокоскоростной и надежной экономии производственных мощностей. ваши деньги и высвободите дополнительные 10+ лет производственной жизни!
Узнать больше
Станок для гибки корпусов кораблей Stierli Bieger
Информация о товаре Гибочные станки серии SE разработаны специально для гибки судовых профилей на каркасах судов.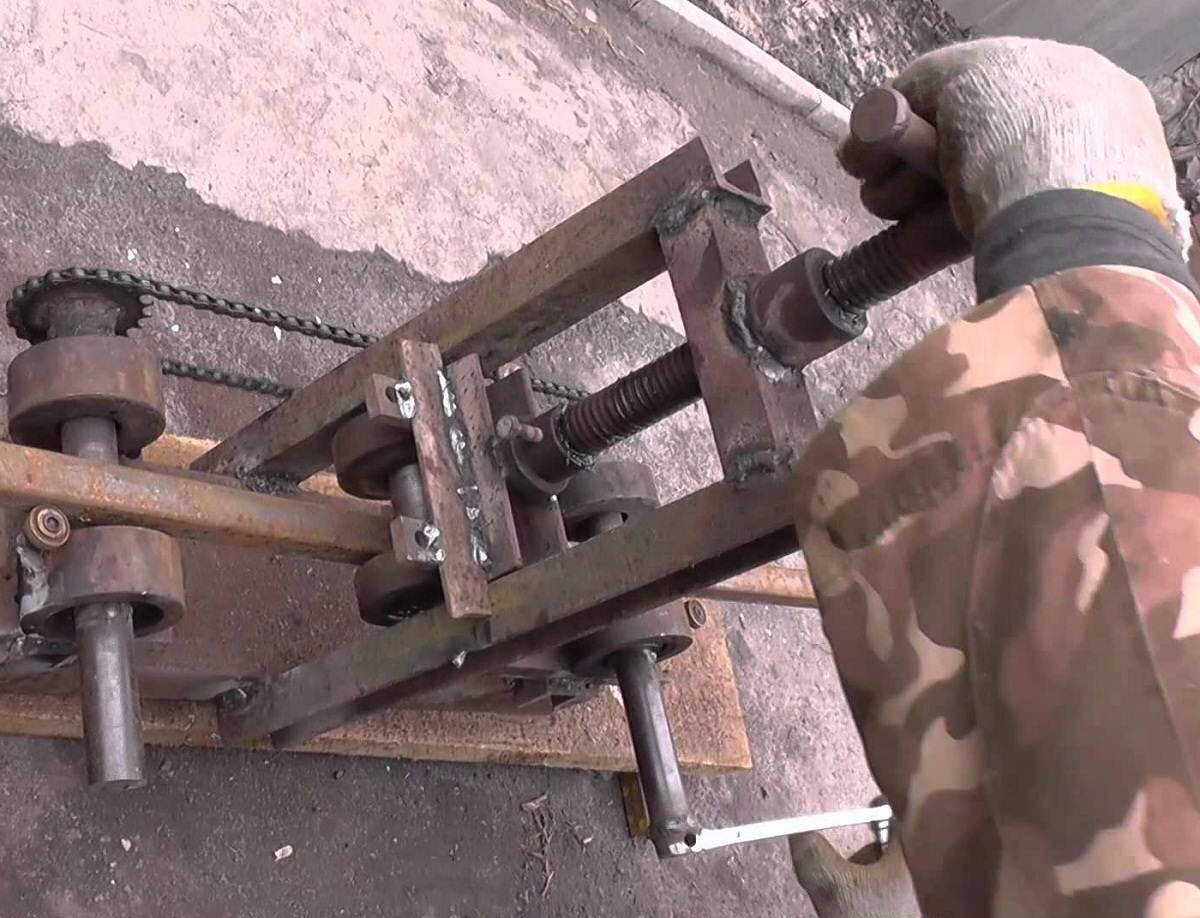 Наряду с типичной судовой рамой HP (также известной как профиль Holland, рамка HP или плоский баллон) возможны также гибочные профили, такие как L-образные и T-образные профили. Профили гнутся индивидуально или попарно. Станок также можно использовать для гибки труб и правочных работ. Доступны как ручные, так и современные системы управления с ЧПУ. Станки используются на верфях в качестве гибочных станков для производства или для ремонта судов.
Наряду с типичной судовой рамой HP (также известной как профиль Holland, рамка HP или плоский баллон) возможны также гибочные профили, такие как L-образные и T-образные профили. Профили гнутся индивидуально или попарно. Станок также можно использовать для гибки труб и правочных работ. Доступны как ручные, так и современные системы управления с ЧПУ. Станки используются на верфях в качестве гибочных станков для производства или для ремонта судов.
Убедитесь сами в преимуществах нашей машины для гибки судовых профилей:
- Различные универсальные применения для обработки судовых профилей:
- Гибка судовых рам (профилей HP)
- Гибка L-профилей
- Гибка Т-образных профилей
- Гибка кромок плоской стали
Другие области применения:
- Гибка труб
- Проведение правочных работ
- Гибка плоской стали
- Гибка круглой стали
- Формовочные инструменты и т. Д…
 Д…
Д…- Простые в освоении системы управления
Наши органы управления спроектированы таким образом, что оператор может очень быстро научиться ими пользоваться.Современная система управления ЧПУ имеет четко разработанный пользовательский интерфейс. Графические символы поддерживают и облегчают рабочий процесс.
Система ручного управления очень популярна и проверена на практике на протяжении десятилетий. Систему управления можно подобрать буквально за несколько минут.
- Очень прочный, надежный Конструкция станка
Жесткая и прочная конструкция станка гарантирует точную работу с превосходной долговременной точностью. - Прочные опорные балки для точных результатов изгиба
Наши опорные балки чрезвычайно прочные, что важно для точных результатов изгиба.
- Очень прочная направляющая система цилиндра
Очень прочная конструкция цилиндра означает, что открытые направляющие не требуются. Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность:
— Направляющая система защищена от износа
(в отличие от открытых направляющих)
— Не требуется дополнительная смазка, не требуется обслуживание .
— Наша концепция направляющих позволяет полностью закрыть рабочий стол.
Весы не могут попасть в систему направляющих. - Высокая точность повторения
Сочетание очень жесткой конструкции станка, точной гидравлики и использования высококачественных компонентов управления обеспечивает высокую точность повторения.
 Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность:
Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность: - Остановка под нагрузкой
Правильный пресс может останавливаться под нагрузкой для выполнения наладочных работ или ручной правки.
- Плавная регулировка рабочей скорости от 0 до 10 мм / с
Плавная регулировка рабочей скорости является большим преимуществом для точных регулировочных работ. Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба. - Мобильный или кран
При необходимости гибочный или правильной станок Stierli можно переместить в другое место установки. - Простая загрузка судовых профилей
Открытая конструкция с большой шириной вставки позволяет легко загружать и перемещать детали с помощью крана или моторизованного роликового конвейера.
 Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба.
Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба.▷ Трубогибочный станок бывшего в употреблении | Трубогибы на продажу
Трубогибочные станки бывшие в употреблении в Surplex
Индекс
- Значение трубогибочных машин
- Как работает трубогибочный станок
- Типы трубогибочных машин
- Покупка подходящего подержанного трубогибочного станка
- Обзор производителей трубогибочных машин
Трубы представляют собой прямые заготовки, если они не производятся фрезерованием или литьем под давлением. Различные особенности предполагаемых мест установки могут означать, что стандартные компоненты, такие как ответвления, изгибы и углы, не могут быть использованы; они должны быть созданы индивидуально, исходя из требований производства на месте установки. В то время как трубогибочная машина часто требуется в ремесленном производстве для изготовления труб определенной формы, трубогибочные инструменты, используемые в промышленности, должны быть способны производить большое количество труб с одинаковым углом изгиба или радиусом.
Различные особенности предполагаемых мест установки могут означать, что стандартные компоненты, такие как ответвления, изгибы и углы, не могут быть использованы; они должны быть созданы индивидуально, исходя из требований производства на месте установки. В то время как трубогибочная машина часто требуется в ремесленном производстве для изготовления труб определенной формы, трубогибочные инструменты, используемые в промышленности, должны быть способны производить большое количество труб с одинаковым углом изгиба или радиусом.
- Трубы представляют собой прямые заготовки
- Эти трубы производятся непрерывно, а затем их необходимо индивидуально сгибать в форму
- Для этого процесса доступен большой ассортимент промышленных трубогибочных машин
трубогибы широко в массовом производстве выхлопных труб для автомобилей.Эти трубы производятся непрерывно, и поэтому после изготовления их необходимо согнуть. Для этой цели в промышленном секторе доступен широкий спектр моделей автоматических трубогибов. Трубогибочные станки с ручным приводом широко используются в ремесленном производстве благодаря своей портативности и возможности использования на любом рабочем месте. Однако для промышленного применения трубы, изготовленные с использованием непрерывной технологии, сгибаются в форму с помощью гидравлических трубогибов и пневматических трубогибов, которые в основном являются стационарными.
Трубы нельзя просто согнуть с помощью грубой силы — они будут изгибаться, и это приведет к неправильной форме. Вот почему гибка труб и трубопроводов — это задача, которую необходимо выполнять механическими средствами. Трубогибочные станки оснащены зажимным устройством, в которое можно вставить набор сменных гибочных инструментов. В случае ручных устройств труба зажимается над гибочным инструментом с помощью рычажного механизма и толкается вниз до тех пор, пока она не примет правильную форму. Благодаря сменным гибочным инструментам трубам можно придать любую форму. Конструкция машины делает ее особенно подходящей для толстостенных труб, поскольку сила, прикладываемая к трубе во время процесса гибки, полностью распределяется по длине гибочного инструмента. Это предотвращает коробление. Трубогибочный станок с гибочным инструментом особенно подходит для серийного производства, так как он дает быстрые, точные и надежные результаты. При использовании трубогибочного станка с гибочным инструментом могут возникнуть проблемы из-за сложной задачи переключения инструментов и их ограниченной способности выдерживать нагрузки.Другой недостаток состоит в том, что индивидуальное изготовление изгибов труб этим методом неэкономично.
Для производства отдельных версий труб доступны три трубогибочные машины вальцового типа. Они имеют три ролика, V-образно расположенные в одной плоскости. Они взаимозаменяемы и, таким образом, позволяют изготавливать трубы разных форматов с разными радиусами изгиба. Трехвалковые гибочные машины в основном используются производителями, стремящимися сгибать трубы в больших масштабах. После программирования трубогибочного станка и фиксации заготовки на месте средний ролик перемещается между двумя другими роликами и сгибает трубу в желаемую форму.
После программирования трубогибочного станка и фиксации заготовки на месте средний ролик перемещается между двумя другими роликами и сгибает трубу в желаемую форму.
Существуют трубогибочные станки для труб любого вообразимого формата. Ассортимент включает в себя гибочные машины для труб диаметром менее двух миллиметров (например, стержни для шариковых ручек) до трубогибов для крупных трубопроводов. Программируемые трубогибочные станки с ЧПУ чаще всего используются для обработки труб этого типа.Машины, способные изгибать такие сверхпрочные трубы, обычно имеют пневматическое или гидравлическое приложение силы. Недавно построенные пневматические или гидравлические трубогибочные машины также обычно подходят для гибки труб с ЧПУ. Кроме того, эти машины часто позволяют выполнять обрезку кромок и кромку за одну операцию. Трубогибочный станок с ЧПУ может быть запрограммирован на производство гнутых кромок под разными углами и радиусами в соответствии с поставленной задачей. Работа на станке с ЧПУ обеспечивает получение точно определенных и воспроизводимых результатов работы.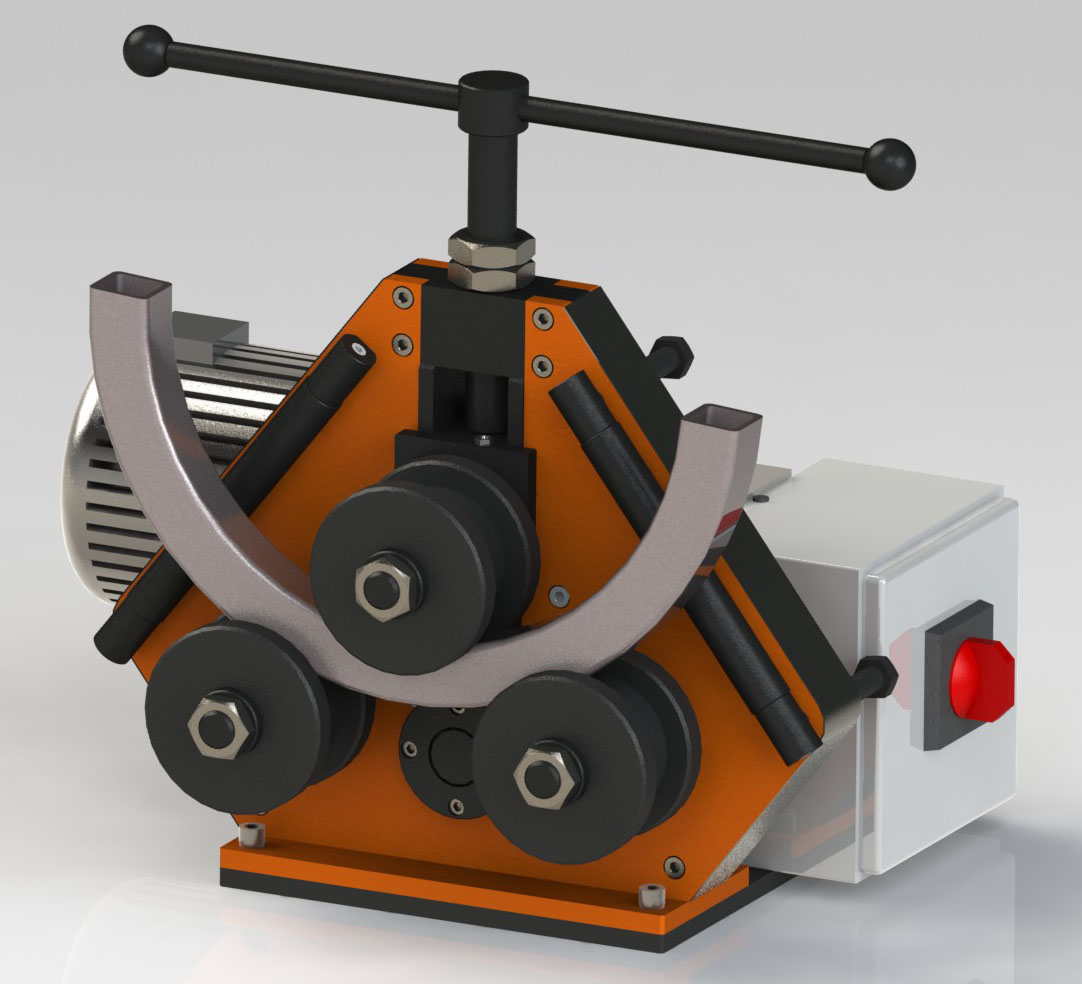
Для сгибания выбранных труб в повторяющиеся четко определенные формы можно использовать различные методы. Трубогиб с ЧПУ можно использовать для поворотной, вальцовой или нижней гибки. Поворотно-гибочные станки идеально подходят для гибки труб в рамах для серийно выпускаемых гнутых деталей — даже в сложных схемах гибки. Эти машины доступны в портативной форме для работы на стройплощадках, в качестве стационарного автономного инструмента или интегрированы в гибочный центр. Гибка труб с ЧПУ методом вальцевания идеально подходит, если вам нужно обрабатывать трубы из листового металла из нержавеющей стали или трубы с предварительно лакированными или покрытыми поверхностями.Это связано с тем, что этот производственный процесс предотвращает появление царапин или следов на заготовке.
Те, кто хочет гнуть трубы вручную, обычно покупают новый станок из-за относительно низкой цены, по которой их можно приобрести. В отличие от этого, пневматические и гидравлические трубогибы часто покупаются из вторых рук. Однако тем, кто хочет купить подержанный трубогиб, стоит обратить внимание не только на состояние устройства — для чего именно оно будет использоваться? Подходит ли оно? Покупатели, которые хотят изгибать трубы в массовом масштабе, например, в автомобильной, строительной, химической или пищевой промышленности, должны обратить внимание на мощность привода, чтобы гарантировать, что бывшая в употреблении трубогибочная машина способна генерировать достаточное приложенное усилие для правильного выполнения работ. процесс гибки.Для многих материалов требуется гидравлический или пневматический трубогиб. Это касается металлических труб холодной штамповки из стали, меди, алюминия, латуни или бронзы, а также пластиковых труб из термопластов, армированных волокном.
Однако тем, кто хочет купить подержанный трубогиб, стоит обратить внимание не только на состояние устройства — для чего именно оно будет использоваться? Подходит ли оно? Покупатели, которые хотят изгибать трубы в массовом масштабе, например, в автомобильной, строительной, химической или пищевой промышленности, должны обратить внимание на мощность привода, чтобы гарантировать, что бывшая в употреблении трубогибочная машина способна генерировать достаточное приложенное усилие для правильного выполнения работ. процесс гибки.Для многих материалов требуется гидравлический или пневматический трубогиб. Это касается металлических труб холодной штамповки из стали, меди, алюминия, латуни или бронзы, а также пластиковых труб из термопластов, армированных волокном.
Некоторые компании специализируются на производстве трубогибочных машин. К ним относятся TRANSFLUID, ERCOLINA, LANG, WAX, MINGORI и DORN, чьи машины настоятельно рекомендуются. Вы можете найти трубогибочные станки этих и других престижных производителей на наших промышленных аукционах. Ассортимент предлагаемого оборудования постоянно расширяется после бесчисленных распродаж, закрытия компаний и банкротств. Всегда полезно регулярно заглядывать на наш рынок подержанной техники.
Ассортимент предлагаемого оборудования постоянно расширяется после бесчисленных распродаж, закрытия компаний и банкротств. Всегда полезно регулярно заглядывать на наш рынок подержанной техники.
Как согнуть профильную трубу с помощью угловой шлифовальной машины • CIMFLOK.COM
Использование фасонных труб (квадратного или прямоугольного сечения) становится все более популярным, так как они обладают высокой прочностью и хорошими показателями надежности. При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто.Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной — это ее поперечное сечение. Именно разница в поперечном сечении не всегда позволяет использовать обычные стандартные методы изгиба и достижения необходимого радиуса кривизны .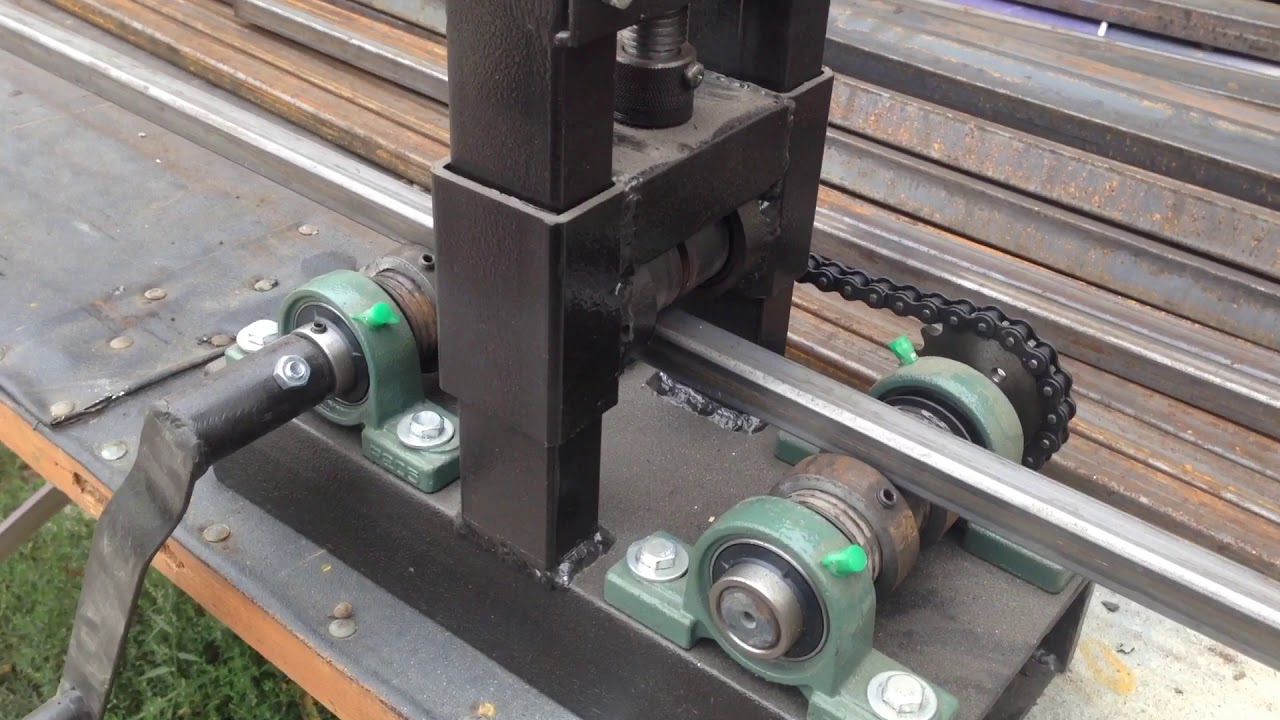 Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., Что предполагает использование различных техник гибки.
Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., Что предполагает использование различных техник гибки.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому будет полезно позаботиться о возможности растяжения профиля. труба, когда она изогнута.
Разнообразие применения гнутых труб в эстетических целях
Для достижения необходимого радиуса изгиба при самостоятельном выполнении работы нужно обращать внимание на плавность, неторопливость движений, а также усилия, которые значительно снизят вероятность повредить и помочь получить желаемую изогнутую форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и вдумчиво подойти к выбору способа гибки профильной трубы, то получившаяся конструкция будет отличаться прочностью, эстетичностью и надежностью.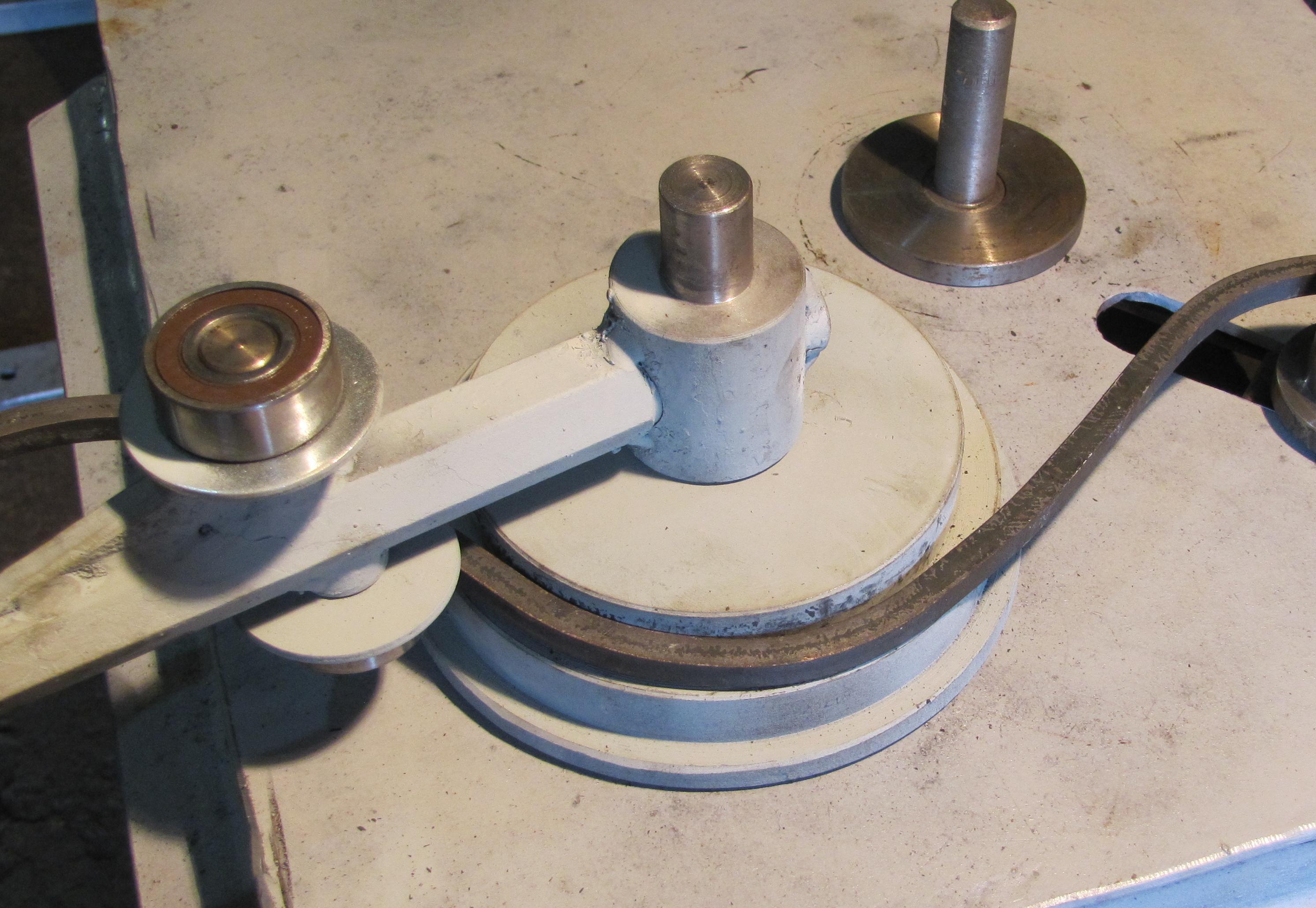
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что тепловое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности.св., повторное воздействие на изменение формы трубы (изгиб, изгиб), приводит к ее разрушению.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях. Отметим сразу, что согнуть профильную трубу своими руками без применения специальных инструментов довольно сложно, особенно если толщина стенки трубы большая. Самым приемлемым и уместным в домашних условиях будет использование трубогиба.Трубогиб отличается наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу по мере необходимости для пользователя.
Трубогиб ручной механический трехвалковый для профильной трубы
Трубогибы бывают ручные и электрические. В первом случае гибка профильной трубы осуществляется вручную путем перемещения колес трубогиба специальной ручкой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая и вы можете изменить ее форму своими руками.
Видео: Как согнуть профильную трубу с помощью угловой шлифовальной машины
В противном случае, когда объем работ и размеры трубы достаточно большие, потребуется трубогиб с электроприводом, приводимый в движение простым нажатие кнопки. Принцип работы аналогичный: движение колеса по краю. Но результат более эстетичный и менее трудоемкий.
Гидравлический трубогиб для круглой и профильной трубы
Если работа одноразовая, то покупать спецтехнику и проводить работы в домашних условиях нет смысла, лучше обращаться в специализированные компании, можно арендовать станок. Как гнуть профильные трубы без трубогибов, будет рассказано позже.
Как гнуть профильные трубы без трубогибов, будет рассказано позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных станков. Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват нарушением целостности конструкции трубы;
- поставить трубу на высоту профиля Z> 2 см, затем профильную трубу, гнутую на 3 длины.5 x Z, не разрушится и не потеряет надежности.
Важна температура продукта при гибке. Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа ведется в домашних условиях, обязательно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в обогреве для придания им криволинейной формы, тогда как трубы с профилем с высотой профиля более 4 см не гнуть собственными руками и без подогрева.
Гибка профильных труб на угловой шлифовальной машине
Еще один способ добиться нужного радиуса изгиба своими руками — это использовать угловую шлифовальную машину. В месте предполагаемого изгиба необходимо сделать несколько поперечных надрезов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и приварить место надрезов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, конечный продукт будет иметь полностью эстетичный вид (если тщательно отшлифовать сварные участки) с ненарушенными показателями прочности.
Пружинный метод
Гибка трубы малого сечения с помощью пружины
Метод довольно простой и реализуется следующим образом: нужно взять проволоку (желательно стальную) толщиной около 2 мм, сделать квадрат пружина, которую вставляешь в трубу, то стоит прогреть место, где она будет гнуться, и загнуть трубу на нужный радиус. Стоит сразу следить, как правильно согнуть профильную трубу, так как нагретая труба долго не сохранит свою пластичность.
Полезный совет! При изготовлении пружины следите за тем, чтобы ее отрезки были на полтора-два миллиметра меньше соответствующей стороны отрезка профильной трубы. В таких условиях поместить пружину внутрь профильной трубы несложно.
Трубогиб для профильных труб любого сечения с электродвигателем
Трубогиб песочный
Когда нет возможности проводить работы в специализированных мастерских и бизнес ограничивается домашними условиями и своими руками, широкий На помощь приходят самые разные идеи, как согнуть профильную трубу, не затрачивая больших финансовых и физических усилий.Рассмотрим подробнее, как согнуть профильную трубу: в домашних условиях можно использовать песок, обязательно просеянный и просушенный. А также деревянные клинья, которые соразмерны сечению трубы и могут быть забиты в нее.
Порядок действий следующий:
- забейте клин с одной стороны трубы;
- насыпать песок внутрь;
- забивают клин с другой стороны, получая тем самым своего рода заглушку.

Далее, закрепив один конец, можно гнуть до нужного радиуса.сверху изгиб также можно нагреть для облегчения работы. Целостность и долговечность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, предварительно выломав деревянные клинья.
Самодельное приспособление для гибки профильных труб
Как согнуть профильную трубу водой
Гнуть профильные трубы можно в домашних условиях по мере необходимости согласно проекту, используя воду. В этом случае труба должна быть из меди или любого другого цветного металла.Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии гнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба квадратного сечения будет легче гнуться ближе к концам, а не к середине.