
Электроды типа Э50А: марки, маркировки, расшифровка, аналоги
Тип Э50А стандартизован ГОСТ 9467-75 для использования в ответственных изделиях из углеродистой и низколегированной стали, которым предстоит проходить эксплуатацию в условиях низких и высоких температур, таких как 10ХНДП, 15ХСНД и 10ХСНД.
Швы с таким материалом имеют большую пластичность и вязкость при действии ударов. Сертифицированными электродами такого типа работают в судостроении, энергетике и атомной промышленности.
К данному типу относятся марки: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М.Все указанные здесь марки электродов российского производства взаимозаменяемы. При их изготовлении применяется сварочная проволока Св-08 или Св-08А. Покрытие – в большинстве случаев, основное. Таким образом, химический состав при сварке образуется одинаковый.
Разница в названиях марок объясняется тем, что электроды выпускаются разными предприятиями и могут иметь некоторые отличия, связанные с областями применения (напр.
Они, конечно, имеют небольшие различия в своем составе и толщине покрытия, но, так как состав сварочной проволоки и обмазки регулируются стандартами (ГОСТ 2246-70 на проволоку), то результат сварки будет очень близким при прочих равных условиях. Состав обмазки больше влияет на технологию сварки, чем на химию шва.
Аналоги, чем заменить
SE-08-00 (ЭСАБ-Тюмень, Россия), ОК 48.04 (ESAB, Швеция), ОК 53.70 (ESAB), Fox EV 50 (Böhler, Германия), Phoenix К50 R (Thyssen, Германия), Garant (Kjellberg, Германия), LB-52U (Kobe Steel, Япония).
Все эти электроды имеют очень близкий состав к маркам типа Э50А. Покрытие у всех основное. Материал Fox EV 50 имеет специальные добавки к покрытию, которые препятствуют сильному поглощению влаги, что облегчает поддержание электродов в сухом виде.
Сертификация качества
Сертификаты на электроды требуются в случае ответственных работ. Если потребитель варит себе гараж, то крайне маловероятно, что с ним что-нибудь случится, слишком уж ничтожны нагрузки на швы. Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.
Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.
Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Другое дело, что зная об этом, Регистр Ллойда так просто не выдаст свой сертификат, а потребует подтверждения качества продукции от авторитетнейших экспертов. Сертификат может иметь ограниченный срок действия и требовать подтверждения.
Все предприятия, выпускающие электроды типа Э50А, выдают на них сертификаты, так как область применения материала захватывает ответственные металлоконструкции и, в основном, для этих целей данные электроды и используются.
Популярные производители
СпецЭлектрод (Москва), ЛЭЗ (Москва), ГрафитЭл (Москва), ММК-Метиз (Магнитогорск), Электрод Бор (Нижний Н.), СЗСМ (Судиславль Костром. обл.), ЗАО “КОМЗ-Экспорт” (Ростов).
[ads-pc-2][ads-mob-2]Расшифровка обозначения типа Э50А
- Буква Э в обозначении означает, что материал относится к ручным сварочным электродам.
- Число 50 означает предел прочности на разрыв для шва, округленно в килограммах, на квадратный миллиметр сечения наплавленного металла. Это позволяет рассчитывать нагрузку для швов, работающих на разрыв, что является очень важным при расчете ферм.

- Буква А означает, что пластичность шва и его вязкость имеет повышенные значения.

Для каких сталей
Электроды любой из марок, соответствующей типу Э50А варят углеродистые и низколегированные стали с содержанием углерода до 0.25%. Временное сопротивление разрыву ограничено величиной 490 МПа.
Можно сваривать сталь 10ХНДП и ей подобные коррозионно-стойкие, работающие при обычных и пониженных до -40°C температур. Некоторые марки, например, ТМУ-21У, предназначены для сварки трубопроводов.
Ограничения по применению
Нельзя варить легированные стали и нержавеющие.
Особенности
Некоторые особенности Э50А могут зависеть от марки. Например, ОЗС-28 допускает любое положение шва, а остальные исключают вертикальный в направлении сверху вниз. Часть марок может работать на переменном и постоянном токах: УОНИ-13/55Т, ОЗС-28, ОЗС-33; а другие только на постоянном, обратной полярности: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У.
Материал типа Э50А имеют в подавляющем большинстве основное покрытие. Оно состоит из карбонатов кальция и магния, с добавлением плавикового шпата. Карбонаты при разложении выделяют окислы углерода, которые отчасти являются восстановителем, за счет CO, а в остальном создают защитную среду из двуокиси углерода. Эти же процессы продолжаются до застывания шлака.
Электроды должны работать на короткой дуге – фтор очень трудно ионизируется. Полярность на электроде должна быть
ПРИМЕЧАНИЕ: Перед использованием обязательно следует просушить электроды в печи при температуре 350-400°C в течении часа. После такой прокалки электроды годны не более 3-5 дней. Всего допускается до 3 прокаливаний, после чего качество обмазки снижается и она может обваливаться.
Сварочные электроды типа Э42 диаметром 4,5,6 мм:характеристики,размеры
Создание металлоконструкций является одной из главных отраслей, в которых применяются электроды. Это основной расходный материал для соединения отдельных их частей. Электроды Э-42 применяются как раз преимущественно для таких целей. Они хорошо подходят для создания мелких конструкций, которым не требуется выдерживать большой вес. На рынке данная марка очень распространена, так как она рассчитана на сваривание изделий с низким содержанием углерода, которые преобладают в технической сфере. При использовании данной марки для сварки высокоуглеродистых сталей можно отметить заметную потерю качества, так как в результате начнут появляться трещины, раковины и прочие дефекты, которые могут сделать изделие непригодным для эксплуатации. Но если использовать все по назначению, то процент образования кристаллизационных трещин, а также пор, будет минимальным. Здесь используется обыкновенное покрытие, так что большого уровня защиты для дуги не стоит ждать.
Сварочные электроды марки Э-42
Электроды типа Э-42 рекомендуются для использования в монтажных условиях, так как у них нет большой чувствительности к чистоте поверхности, как это требуется при сварке алюминия и других сложно свариваемых металлов. При необходимости, с его помощью можно варить как толстые, так и тонкие листы металла. Данная марка хорошо справляется с высокой глубиной проварки и может обеспечить качественное соединение даже в корне шва. Естественно, что при работе с деталями толще 4 мм следует предварительно разделать кромки и провести другие подготовительные процедуры.
Электроды для сварки Э-42
Для работы подходит любая полярность сварочного трансформатора. Дуга одинаково хорошо зажигается, как в первый раз, так и в последующие, после перерыва ведения дуги. В особенности это касается подготовленных электродов, которые были просушены и прокалены. Во время сварки образуется плотный слой шва, состоящий из мелких и ровных чешуек. Металл электрода ведет себе достаточно вязко и не растекается, что способствует созданию надежных герметичных швов. При правильном выборе режима будет отсутствовать температурная деформация.
При правильном выборе режима будет отсутствовать температурная деформация.
Электроды для электродуговой сварки
Тем не мене, к преимуществам данных изделий можно отнести их распространенность и доступность на рынке, так как стоимость оказывается не столь высокой, как у других марок. Шлак образуется ровным слоем и нет проблем с его ликвидацией, даже при небольшой толщине металла, где обивка могла бы повредить сам шов. К недостаткам относится узкий диапазон применения, слабую ударную вязкость и отсутствие высокой пластичности, что весьма плохо для тонких металлов. Здесь необходимо использовать дополнительный флюс, чтобы компенсировать ненадежность защиты обмазки и увеличить параметры сваривания. Таким образом, при любых отклонениях от нормы можно получить очень некачественный шов.
Область применения
Электроды Э-42 очень часто можно встретить в частной сфере, а также в промышленности для работ небольшой ответственности. В основном, с их помощью создают стальные металлоконструкции.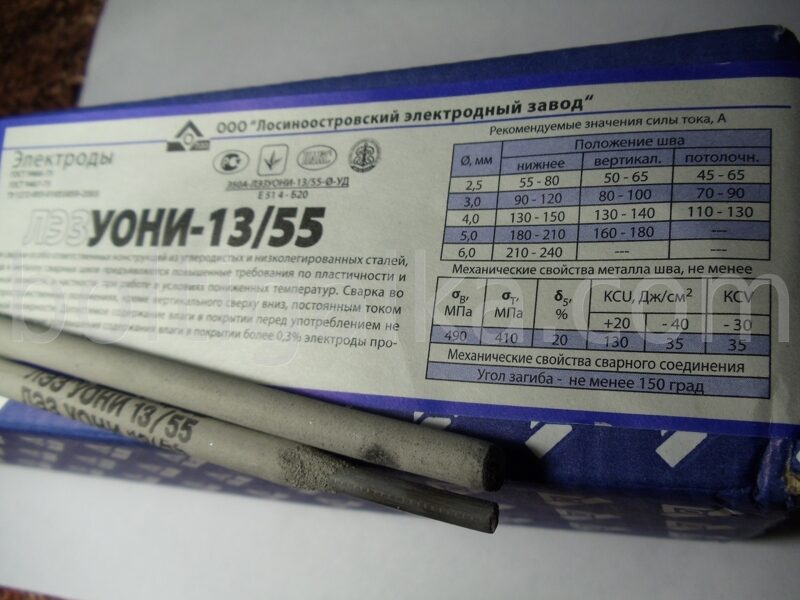 Также могут использоваться в ремонтных мастерских для восстановления деталей, так как многие вещи делаются из низкоуглеродистых металлов. Ими можно заваривать тонкие трубы газопровода и водопровода, ели те эксплуатируются под относительно низким давлением
Также могут использоваться в ремонтных мастерских для восстановления деталей, так как многие вещи делаются из низкоуглеродистых металлов. Ими можно заваривать тонкие трубы газопровода и водопровода, ели те эксплуатируются под относительно низким давлением
Технические характеристики
Технические характеристики электродов Э-42 зависят от состава материала. Химические элементы здесь указаны в процентном соотношении.
Химический состав | ||||
углерод | марганец | кремний | сера | фосфор |
0,08 | 0,7 | 0,1 | 0,035 | 0,035 |
В данной марке, электроды диаметром 4 мм Э-42 будут иметь с другими разновидностями не только идентичный химический состав, но и одинаковые механические свойства. Это помогает легко подобрать материал, в зависимости от того, с чем именно придется столкнуться готовому материалу шва
Сопротивление временное на разрыв, МПа | Предел | Удлинение относительное, % | Температура проведения испытаний, градусы Цельсия | Тип образца | Вязкость ударная, Дж/см в квадрате |
420 | 333 | 27 | 20 | KCU | 118 |
Размеры и ассортимент
Тонкие модели применяются для сваривания тонких листов из стали. Более толстые, такие как электроды диаметром 6 мм Э-42 используются для самых серьезных случаев, когда не обойтись без разделки кромок и нужно достичь максимальной глубины проварки.Размеры и ассортимент
Более толстые, такие как электроды диаметром 6 мм Э-42 используются для самых серьезных случаев, когда не обойтись без разделки кромок и нужно достичь максимальной глубины проварки.Размеры и ассортимент
Диаметр, мм | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 |
Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 | 0,4 |
Особенности наплавки
Наплавка каждого из диаметров электрода проводится в своем режиме, который оптимально подходит для такой толщины. Здесь учитывается не только время расправления, но и то, в каком положении проводится работа, так как в сложных ситуациях расплавленный металл будет просто стекать вниз, так и не задерживаясь. Чтобы этого не было, силу тока нужно сбавлять
Диаметр, мм | Шов | ||
В нижнем положении | В вертикальном положении | В потолочном положении | |
3 | 70-100 | 70-90 | 70-80 |
4 | 90-140 | 90-1200 | 90-100 |
5 | 170-210 | 150-170 | |
6 | 220-280 | ||
Обозначение и расшифровка
В маркировке данного типа показана характеристика прочности, что для основной сферы применения является одним из главных факторов. На данном примере видно, что:
На данном примере видно, что:
- Э – электрод для электродуговой сварки;
- 42 – 420 МПа прочностная характеристика.
Производители
- Вистек;
- Патон;
- Плазматек;
- MaxWeld;
- Френзе-Электрод;
- Гранит.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
|
Условное обозначение электродов — |
Э42А-УОНИ-13/45-Ø-УД Е412(4)-Р20 |
ГОСТ 9467-75 / Э42А
ASME /AWS A5.1 / E6015
EN ISO 2560-A/ E
Нормативно-техническая документация: ГОСТ 9467-75, ГОСТ 9466-75
ТУ 28.
 73-005-58965179
73-005-58965179 Электроды для сварки УОНИ 13/45 разработаны для выполнения ручной дуговой сварки рядовых и особо ответственных изделий из углеродистых сталей (содержание углерода до 0,55%) и низколегированных сталей (легирующих элементов до 4%). УОНИ 13/45 применяют в случаях, когда к сварным швам имеются особенные требования в показателях пластичности и ударной вязкости. Варить можно во всех пространственных положениях, исключая отвесно сверху вниз, ток постоянный обратной полярности (электрод «+» , изделие «-»).
Сварочные электроды УОНИ 13/45 имеют основное покрытие. Стержень изготавливается из низкоуглеродистой сварочной проволоки, согласно ГОСТ 2246-70, марка СВ08А и СВ08 диаметром от 2 до 6 мм. В основе покрытия электродов УОНИ 13/45 используются: ферромарганец, ферротитан, ферросилиций, плавиковый шпат, кварц, мрамор, жидкое стекло. Электроды также относятся к фтористо-кальциевому типу.
Особенность покрытия позволила исключить выделение водорода при достижении высоких температур дуги, поэтому содержание водорода в металле шва незначительное. Это сохраняет шов и около шовную зону от кристаллизационных трещин.
Легирование металла шва через покрытие УОНИ 13/45 расширило диапазон применения и обеспечило высокие сварочно-технологические характеристики.
Характеристики электродов для сварки УОНИ 13/45
Уникальная рецептура, строгий контроль качества, высокотехнологичное производство, гарантируют лучшие сварочные характеристики электродов УОНИ 13/45:
- универсальность применения;
- металлургическая чистота и низкое содержание водорода в металлах шва;
- высокая глубина проплавления свариваемых металлов;
- повышенная пластичность и ударная вязкость шва;
- высокая стойкость к возникновению кристаллизационных трещин;
- возможность использования для изделий, которые используются в условиях знакопеременных нагрузок;
- стабильное горение дуги;
- спокойная ванна, с прозрачной пленкой шлака, что дает возможность наблюдать процесс сваривания;
- тугоплавкая обмазка, позволяющая производить сварку, опираясь на кромку покрытия;
- отсутствие подрезов, угара и разбрызгивания;
- легкая зачистка шва от шлака;
- отличный товарный вид шва;
- экономичность в работе.
Сварной шов, полученный в результате сварки электродами УОНИ 13/45 имеет низкое содержание водорода и высокую стойкость к образованию кристаллизационных трещин. УОНИ 13 обеспечивают высокую прочность обратной стороны шва. Незаменимы для труб малых диаметров когда сварку, возможно производить только с одной стороны. Выполненные электродами УОНИ 13/45 швы, менее склонны к старению, чем свариваемый металл.
Важно!!! Для обеспечений высоких сварочных свойств, работу необходимо производить сухими электродами по зачищенной, сухой поверхности на стабильной длине дуги.
Использование сварочных электродов УОНИ 13/45
Применяются электроды УОНИ 13/45 во многих отраслях, в том числе для особо ответственных агрегатов. Сварку УОНИ 13/45 производят для технических устройств опасных производственных объектов, в том числе:
· Оборудование металлургических комплексах;
· Оборудование горнодобывающей отрасли;
· Нефтегазодобывающее оборудование;
· Газовое оборудование;
· Оборудование котельных;
· Подъемно- транспортное оборудование;
· Строительные конструкции;
· Оборудование транспортировки опасных грузов;
· Конструкции химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных предприятий;
Электроды УОНИ 13/45 показывают хорошие результаты при работе, как на профессиональном, так и на полупрофессиональном оборудовании. В качестве источника питания применяются электрогенераторы, трансформаторы или инверторы.
Качество электродов УОНИ 13/45
Согласно ГОСТ 9467-75, электроды УОНИ 13/45, отвечают требованиям типу Э42А, где: 42 – временное сопротивление разрыву в кгс/мм2, А — повышенные требования по пластичности и ударной вязкости.
По международным стандартам сварки, а именно: американское общество по сварке (AWS) American Welding Society, есть соответствующие регламенты для электродов марки УОНИ 13-45, относятся типу E6015 и международная организация по стандартизации (ISO) International Organization for Standardization, относятся к типу: E 35 ZB 22.
Состав и свойства марки УОНИ 13-45 соответствует отечественным: ГОСТ 9467–75, ГОСТ 9466–75, ТУ 28.73-005-58965179 и подтверждается сертификатами:
1. Сертификат на УОНИ 13/45 Соответствие ГОСТ-Р;
2. Сертификат об одобрении УОНИ 13/45 Российский Речной Регистр.
3. Санитарно-эпидемиологическое заключение на электроды УОНИ 13/45;
4. Свидетельство Российского Морского Регистра Судоходства;
Зарубежными аналогами марки UONI 13/45 можно считать марку ESAB ОК 53.70 Швеция, KobeSteel KOBELKO LB-52U Япония, Askaynak AS B-268 Турция, BÖHLER FOX EV 50-A Австрия, Lincoln Electric Pipeliner 16P США и другие марки.
Производство электродов УОНИ 13/45
Отечественное производство электродов УОНИ-13/45 началось в 40-х годах, когда было внедрено изобретение выдающегося ученого Петраня Константина Вацлавовича. В авторском свидетельстве прописали марку УОНИ-13 (универсальная обмазка НИИ-13), поэтому сегодня можно встретить два варианта обозначения марки:УОНИ-13 и УОНИИ-13, что по сути является одним и тем же. Сейчас УОНИ продолжают занимать весомую долю производства электродов в России.
Обозначение марки УОНИ 13/45 говорит об истоках ее создания. Расшифровка УОНИ 13/45 раскрывает свойства электродов марки:
УО – Универсальная обмазка;
НИ 13 – научно-исследовательский институт 13;
45- временное сопротивление разрыву металла шва.
Электроды УОНИИ 13/45 изготавливаются компанией Промэлектрод в соответствии с ГОСТом, по разработанной технической документации, методом прессовки стержней обмазочной смесью с дальнейшей обработкой и упаковкой.
Технические характеристики электродов УОНИ 13/45
Химический состав наплавленного металла, %
|
Химический состав |
Углерод (C) |
Кремний (Si) |
Марганец (Mn) |
Сера (S) |
Фосфор (P) |
|
Нормы |
Не нормированно |
≤0,030 |
≤0,035 |
||
|
Типичный |
0,09 |
0,23 |
0,57 |
0,025 |
0,027 |
Механические свойства металла шва при нормальной температуре
|
Механические свойства |
Временное сопротивление |
Предел текучести |
Относительное удлинение, (%) |
Ударная вязкость, (Дж/см2) |
|
(МПа) |
||||
|
Нормы |
≥410 |
Не нормировано |
≥22 |
≥150 |
|
Типичные |
462 |
353 |
26,0 |
200 |
Рекомендуемая сила тока при сварки, А
|
Диаметр электрода, мм |
Положение шва |
||
|
Нижнее |
Вертикальное |
Потолочное |
|
|
2,0 2,5 3,0 4,0 5,0 6,0 |
40-60 50-75 80-100 130-150 170-200 210-240 |
35-55 40-65 70-90 130-140 160-180 — |
35-55 40-65 70-90 130-140 — — |
Положение электрода при сварке электродами марки УОНИИ 13/45:
Сварка допустима во всех положениях. Исключение: нельзя варить по схеме «вертикально сверху вниз».
Упаковка электродов УОНИИ 13/45
Электроды УОНИИ 13/45 на нашем заводе упаковывают в пачки из качественного картона по 1 кг или 5 кг, далее каждую пачку электродов Промэлектрод обтягиваем защитной пленкой. С производства готовые изделия отгружаются на поддонах по 1 тн. или по 200 пачек, стянутых стальной полосой и обернутых пленкой.
Электроды УОНИИ 13/45 компании Промэлектрод можно купить в пластиковом герметичной капсуле масой 1,5 кг. Эта упаковка выгодна покупателю и удобна для сварщика! Когда за смену израсходована часть электродов из упаковки, остальные электроды можно закупорить, и они остаются сухими и чистыми внутри герметичной капсулы любое время до следующего использования. Т.е. их можно хранить при любых условиях среды и применять без дополнительной прокалки.
Выпуская с производства электроды УОНИИ 13/45 компания Промэлектрод гарантирует, что наша продукция максимально защищена от повреждений и сырости при хранении и перевозке.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
При осуществлении сварочных работ одним из главных условий качественного результата является внимательный выбор соответствующей продукции, в частности – сварочных электродов. Они классифицируются по различным признакам.
Типы сварочных электродов
В зависимости от покрытия, электроды можно разделить на 4 основные группы – рутиловые, основные, кислые и целлюлозные (подробнее о каждой разновидности читайте в статье Покрытие электродов). Также электроды подразделяются в зависимости от длины и диаметра, материала изготовления, характеристикам шва и другим показателям. Как правило, на выбор той или иной разновидности во многом влияет классификация электродов согласно ГОСТ.
Типы электродов для сварки согласно ГОСТ
По ГОСТу разделение и типизация электродов осуществляется в зависимости от номинального напряжения, рода и полярности тока. К примеру, широко используемый в практике электрод э50а расшифровывается следующим образом: э – электрод; 50 — минимальное гарантируемое временное сопротивление разрыву, установленное ГОСТом; а – улучшенный тип электрода. Внутри каждого типа электродов возможны существенные технологические различия в зависимости от марки.
Электроды типа э42
Электроды э42 применяются для сварки углеродистых и низколегированных конструкционных сталей. При использовании этого типа, к примеру, самой распространенной маркой электродов по типу э42 является АНО-6 , формируется ровный и прочный шов с хорошо отделяемой шлаковой коркой.
Электроды типа э42а
Электроды 42а, как можно выяснить из названия, являются улучшенным вариантом типа э42, применяемым в тех рабочих ситуациях, когда предъявляются более высокие требования к условиям сварки, обусловленные структурой и составом металла. К электродам типа э42а относятся УОНИ 13/45 и другие марки электродов этого типа применяются для сварки конструкций, подвергающихся агрессивным внешним воздействиям – высокому давлению, отрицательным температурам и др.
Электроды типа э46
Электроды, относящиеся к типу э46, как правило, имеют рутиловое покрытие. Свойства этих марок электродов обеспечивают минимальное разбрызгивание во время сварки, благодаря чему в результате работы формируется ровное и аккуратное соединение. К электродам типа э46 относятся МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12, АНО-4, АНО-21 и многие другие.
Электроды типа э50а
Марки электродов типа э50а, например, УОНИ 13/55, или японские LB-52U характеризуются широким диапазоном применения. Они также могут использоваться для обеспечения соединения, стойкого к агрессивным средам, воздействию низких температур и давления.
Электроды других типов
Все типы электродов представлены в многочисленных марках, каждая из которых характеризуется своими особенностями и преимуществами. Чтобы подобрать оптимальную разновидность, необходимо внимательно ознакомиться с её характеристиками.
Электроды э42а технические характеристики
Электроды E42 предназначены для получения соединений с дуговой сваркой. Эта технология становится все более распространенной сегодня, особенно для домашнего использования.
Как известно, при сварке металла со специальным покрытием ручной сварки также используются электроды с DS. Характеристики и области применения таких продуктов зависят от содержания металла в ядре и типа покрытий.
Особенности
По своим характеристикам Е42 соответствуют требованиям двух государственных стандартов, утвержденных в 1975 году (9466 и 9467). Характеристики электродов E42 позволяют получать уплотнения из углеродистых и низколегированных сталей и являются источниками высокой прочности и эластичности.
Такие изделия обычно используются, когда швейный металл имеет индекс напряжения (температуры) не менее 50 кг/мм2. Если металл сварного шва имеет большое значение для этого параметра, выберите другой тип электрода, например, для домашней работы, часто используются продукты ANO 6 (от 3 до 6 мм в рабочем диаметре), они покрыты рутиловым покрытием.
E42 выделяются из следующих особенностей:
- Полученный из них сварной шов обладает достаточной прочностью и гибкостью, чтобы противостоять даже самым важным изломам.
- После укладки источника встроенный шлак легко удаляется.
- Сварка, как средство защиты, характеризуется однородностью, и при строгом соблюдении техники сварки нет никаких отверстий или зазоров.
- Даже те, у кого мало опыта, могут сделать E42 высокого качества.
- Дуга легко воспламеняется при использовании таких продуктов.
- Тип E42 характеризуется высокой стабильностью дуги зажигания электродами разных диаметров.
- Экономичный расход электродных материалов.
- Чехлы, используемые для этого типа продукта, очень разные.
- Хотя поверхность кусков покрыта влагой и ржавчиной, вы можете работать с аналогичными продуктами.
- Независимо от точного фирменного наименования используемых электродов, оно зависит от оптимального соотношения цены и качества.
- Скорость оседания при использовании этих продуктов составляет 10 г/Ач.
- E42 диаметром 4-6 миллиметров могут производить до 45 сантиметров.
- Для Е42 требуется 1,6 кг.
- Вы можете не беспокоиться о колебаниях длины дуги, используя различные фирменные продукты E42 (от 4 до 6 мм), что, вероятно, связано с более высоким напряжением.
Ограничения применения
Независимо от диаметра электродов этой марки, вертикальная сварка невозможна сверху вниз. Вы можете использовать методы постоянного, альтернативного тока для работы с этими продуктами, но вам нужно нести источник, а не обратную полярность. Он имеет встроенный E42 с буквой «А» в своем положении, 4-6 мм в диаметре. Такие продукты лучше всего подходят для удовлетворения особых требований к качеству сварки.
Электроды марки Э46: технические характеристики и особенности
Время чтения: 5 минут
Электроды э46 — это одни из самых распространенных и популярных стержней. К этому типу относится сразу несколько марок электродов, применяемых для сварки сталей. Технические характеристики электродов э46 — одно из их главных преимуществ. А большой выбор марок, предназначенных для выполнения различных работ, позволит приобрести именно те электроды, которые вам нужны.
В этой статье мы расскажем, какие марки относятся к типу э46, какие аналоги есть у зарубежных производителей и с какими особенностями вам придется столкнуться, если вы решите использовать данные электроды в своей работе. Вы также узнаете, какое покрытие используется для электродов э46 и как улучшить их характеристики. Эта статья — краткий экскурс для новичков, изучающих азы сварочного дела.
Содержание статьи
Общая информация
Э46 – это не марка, а тип электродов, к которому относится сразу несколько марок. Расшифровать такую маркировку просто: «Э» обозначает «для ручной сварки», а 46 — это усилие на 1 кв. мм сечения сварного шва, измеряется в килограммах. Благодаря этой маркировке можно заранее узнать, насколько прочным будет готовый шов, диаметром 4 мм, например.
Среди отечественных электродов к типу э46 принято относить марку АНО-4, АНО-6, АНО-21, АНО-29М, АНО-32, АНО-36, ОЗС-3, ОЗС-4, ОЗС-4И, ОЗС-6, ОЗС-12, ОЗС-21, МР-3, МР-3С и СЭОК-46. Эти марки выпускают многие заводы. На наш взгляд, хорошие отзывы заслужили электроды Арсенал, ЛЭЗ, СпецЭлектрод. Эти марки есть в ассортименте перечисленных производителей.
Сфера применения электродов типа э46 очень большая. Ими можно варить низколегированные и углеродистые стали. Они подходят для сварки металлических конструкций общего назначения. А под эти характеристики попадает большинство сварочных работ на производстве. Далее мы подробнее расскажем, как и где применяются эти электроды.
Возможно, вы слышали, что помимо э46 есть еще электроды типа э46а. Отличия у них несущественные, но все-таки есть. Электроды э46а предназначены для менее требовательных по качеству швов. Они необязательно должны быть очень пластичными и вязкими.
Применение
Как мы писали выше, электроды Э46 применяются преимущественно для сварки низколегированной и углеродистой стали. Если быть точнее, они подходят для работы со сталью с содержанием углерода не более 0.3% и для сталей с низким содержанием легирующих компонентов (это конструкционные стали, например).
К типу э46 относится десяток марок электродов. И среди них есть не просто марки, предназначенные для углеродистой или низколегированной стали. Среди них есть марки, предназначенные для определенного типа работ.
К примеру, марка ОЗС-17Н разработана специально для сварки в нижнем пространственном положении с применением переменного тока. А марка ОЗС-32 незаменима при работе с оцинкованной сталью. Если вы выполняете специфичные работы и под них уже разработана определенная марка электрода, то мы рекомендуем выбирать именно ее.
Аналоги
Говоря об аналогах, мы имеем в виду электроды, имеющие сходные технические характеристики и предназначенные для сварки низколегированной и углеродистой стали. Такие стержни можно найти у бренда «ESAB», представлено сразу несколько марок: ОК 46.00, OK 48.00, OK 48.04 и OK 43.02. Также обратите внимание на американские электроды марки Omnia 46 от бренда «Lincoln Electric». Похожие электроды есть у концерна «Hyundai», марка S-6013.LF и у итальянского бренда «Quattro Elementi», марка 770-421.
Словом, если вы не поклонник отечественной продукции, то вам есть из чего выбрать у зарубежных производителей.
Особенности
Марки, перечисленные в разделе «Общая информация», могут выпускаться с различным типом покрытия. Зачастую используется рутиловое и целлюлозное. Давайте подробнее остановимся на каждом из них.
Начнем с рутилового покрытия. Оно встречается чаще всего. В составе такого покрытия в большинстве своем содержится рутил, поэтому покрытие получило свое название. Электроды с рутиловым покрытием очень удобны и просты в эксплуатации. Дуга горит стабильно, легко поджигается, а швы получаются красивыми и ровными даже у новичков.
Но, не обошлось и без недостатков. Такие электроды склонны к образованию повышенного количества водорода. Водород в швах становится причиной образования пор и снижает прочностные характеристики. Рутиловое покрытием есть у марок ОЗС-4, АНО-4, МР-3 и ОЗС-6.
Чтобы избежать большого количества водорода в швах рекомендуется перед сваркой прокалить электроды в печи.
Читайте также: Как выбрать и использовать печь для прокалки электродов?
Теперь о целлюлозном покрытии. Оно используется в меньшей степени, но мы не можем не рассказать о нем. Зачастую такой тип покрытия присущ электродам, предназначенным для сварки тонких листов металла. Конечно, их можно использовать и в других работах, но предпочтительна именно сварка тонких, мелких деталей.
Отличительная особенность — повышенное количество водорода. Даже больше, чем у рутилового. И здесь не получится избавиться от проблемы путем прокалки.
Самый яркий представитель электродов с целлюлозным покрытием — ОЗС-12. Допустима сварка сверху-вниз.
Также некоторые производители выпускают электроды со смешанным покрытием. Встречаются они редко и предназначены для определенного типа работ. Например, рутилово-целлюлозные электроды зачастую используют для сварки арматур, труб или деталей сложных форм.
Вместо заключения
Электроды э46 — это хороший выбор как для новичка, так и для опытного сварщика. К данному типу относится сразу несколько марок электродов, которые можно легко найти в продаже. У них много достоинств и совсем мало недостатков.
Сфера применения электродов э46 огромна: от мелкого ремонта до полноценного многосерийного производства. При условии, что конечное качество швов не должно быть избыточно надежным и долговечным. А какие марки электродов, относящихся к типу э46, использовали вы в своей практике? Расскажите об этом подробнее в комментариях ниже. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]Frontiers | Электроды проводящие гидрогелевые для выдачи длительных высокочастотных импульсов
Введение
Недавние исследования показали, что электрическая терапия, в частности блокада нервов, может быть эффективным средством лечения хронических состояний, таких как воспалительные заболевания кишечника, артрит, астма и диабет (Famm et al., 2013; Birmingham et al., 2014; Langdale и др., 2017). Это болезненные состояния, при которых современные фармацевтические подходы оказались эффективными для большого числа пациентов, но у пациентов с устойчивыми, нечувствительными или резистентными случаями варианты лечения ограничены.Поэтому недавние усилия были сосредоточены на разработке устройства, способного обеспечить гибкий диапазон парадигм стимуляции, записи и нервной блокады для применения в периферической нервной системе (ПНС). Предполагается, что такое устройство необходимо для настройки системных требований к периферическим нервным волокнам внутри пучка и обеспечения здоровья нецелевых тканей, как прилегающих к устройству, так и внутри него, но дистальнее целевой нервной ветви (например, органов, которые иннервируются тем же нервом, но не терапевтической мишенью).В то время как спецификация аппаратного обеспечения, методы нейромодуляции и биологическое картирование висцеральных нервов являются ключевыми областями, которые необходимо разработать, необходимо также разработать устройство сопряжения, способное подогнать множество переменных и неоднородных волокон ПНС. Как указано Birmingham et al. (2014), требуются новые материалы и архитектура для устранения в значительной степени немиелинизированных нервных волокон, нерегулярной нейроанатомии и движения во внутренних органах.
Критически важным для нейромодуляторных устройств является электродная решетка, используемая для взаимодействия с пространственно-избирательной активностью внутри нерва и управления ею.Для достижения контроля над физиологическим процессом посредством нервной модуляции в ПНС, важно направлять электрический ток к правильному нервному волокну (ям) (Lovell et al., 2010). Нервы в ПНС состоят как из афферентных, так и из эфферентных волокон, которые простираются, чтобы иннервировать органы тела. Афферентные волокна передают сигналы к мозгу, а эфферентные волокна принимают сигналы от мозга к различным периферическим органам и мышцам. В приложениях, где требуется контроль органов, например, при астме или диабете, необходимо нацелить на эфферентные нейроны.Поскольку большинство нейроиммунных путей и систем органов являются замкнутыми, они зависят от баланса как афферентных входов, так и эфферентных выходов (Павлов и Трейси, 2017). Непреднамеренная блокада афферентных нервов может привести к нежелательной / несоответствующей реакции со стороны мозга, что в конечном итоге усугубит лечат состояние. Таким образом, очень важно, чтобы электродная матрица, используемая для нервной блокады, могла доставлять модулирующие сигналы в определенные области нерва в хронических временных рамках. Одной из наиболее серьезных проблем при разработке такого массива является необходимость создания стабильного электродно-нейронного интерфейса, в котором способность доставлять соответствующие и целевые сигналы не меняется со временем (Guo, 2016).
Ряд форматов электродных матриц был исследован для применения в PNS, и они в широком смысле классифицируются как проникающие и непроникающие матрицы. Было показано, что проникающие массивы полезны для пространственно-избирательной активации нервных волокон, будучи размещенными внутри нервного пучка, под периневрием и, следовательно, ближе к тканям-мишеням (Lago et al., 2007; Boretius et al., 2010; Wark и др., 2013). Интрафазикулярные решетки специально разработаны для размещения внутри нервного пучка.Однако повреждение периневрия во время имплантации было связано с рядом негативных последствий, включая повышение эндоневрального давления, компрессию нервных волокон и потерю нервных волокон (Grill et al., 2009). По мере того, как нервная рана пытается зажить, хроническое присутствие жесткого устройства, состоящего из инородного материала внутри нерва, приводит к росту фиброзной рубцовой ткани, которая может изолировать электродные матрицы и сводить на нет преимущество близости (Bowman and Erickson, 1985; Zheng и другие., 2008). И наоборот, непроникающие или манжеты предназначены для обертывания нерва, сводя к минимуму повреждение нативной ткани, но по своей сути имеют меньшую пространственную избирательность для нацеливания на определенные нервные волокна (Tyler and Durand, 2002; Grill et al., 2009). Независимо от формата, эти устройства обычно изготавливаются из обычных материалов электродной матрицы с металлическими контактами, заделанными в полимерные изоляторы. Некоторые новые подходы, основанные на углеродных волокнах, были разработаны, чтобы быть более гибкими, более низкопрофильными и биосовместимыми (Gillis et al., 2017), но долговременная эффективность in vivo этих волокон остается неизвестной.
Есть две существенные проблемы, связанные с взаимодействием электродной решетки с висцеральными нервами PNS: одна механическая, а другая электрическая. Независимо от формата и размещения, существует внутреннее механическое несоответствие во взаимодействии относительно жесткой электродной решетки с мягкими нервными тканями (Green et al., 2008; Grill et al., 2009; Guo, 2016). Это несоответствие усугубляется значительными смещениями нервных волокон ПНС, связанными с движением человека, и может привести не только к смещению устройства, но и к соответствующему повреждению окружающей нервной ткани (Grill et al., 2009; Бирмингем и др., 2014). Повреждение и присутствие инородных материалов вызывают воспалительные реакции, которые приводят к фиброзной инкапсуляции устройства. Как движение массива, так и инкапсуляция рубцовой ткани оказывают влияние на электрические свойства нейронного интерфейса, делая пространственно избирательную нейромодуляцию трудной и нестабильной с течением времени. Увеличение расстояния между устройством и целевыми нервами в конечном итоге приводит к необходимости применения более высоких токов для достижения терапевтического эффекта, и в этот момент обычные металлические электроды могут пострадать от электроопосредованной коррозии.Это происходит из-за высокого напряжения, генерируемого на границе раздела электрод-нейрон, которое вызывает неблагоприятные химические реакции (включая образование газов, ионов H + и окислительно-восстановительные реакции металлов, приводящие к растворению). Хотя ожидается, что формы волны нервной блокады будут находиться в высокочастотном диапазоне нейромодуляции, а короткие импульсы минимизируют время, в течение которого применяется данный ток, и, таким образом, может распространяться химическая реакция, обычные методы предотвращения электрического дисбаланса в системе не подходят. эффективный.Например, в сенсорных нейропротезах часто используются конденсаторы в линии, чтобы блокировать передачу постоянного тока от устройства к ткани (Cogan et al., 2016b). Альтернативный подход — закоротить электроды в массиве между стимулами (Wong et al., 2009; Cogan et al., 2016b). Оба эти метода позволяют устройству и ткани поддерживать нулевой общий заряд и останавливать любые химические реакции, которые могут иметь место. Однако на высокой частоте блокирующие конденсаторы неэффективны (поскольку они ведут себя как короткое замыкание, а не как разомкнутая цепь), и нет межстимульной задержки, которая могла бы уравновесить систему.Таким образом, постоянное применение высокочастотных сигналов, включающих токи нервной блокады, может привести к повреждению и отказу электрода, при котором баланс заряда не сохраняется идеально. Это представляет особый риск для металлических электродов, у которых напряжение, возникающее на границе раздела, велико, а локализованные дефекты на поверхности металла могут вызвать дисбаланс заряда и коррозию.
Было показано, что проводящие гидрогели (ГГ) являются эффективным материалом для улучшения механических свойств электрода и одновременного улучшения электрических свойств.CH представляют собой гибридный материал, полученный из проводящего полимера (CP) и гидрогеля, с механическим модулем более чем на три порядка ниже, чем у платины (Pt), обычного биоэлектродного материала (Green et al., 2012b; Goding et al. ., 2017). Из-за присутствия гидрогелевого компонента CH набухают в водной среде, обеспечивая проникновение ионов и формируя трехмерную поверхность, через которую передается заряд. Существенно более высокая площадь переноса заряда, обеспечиваемая CH, позволяет покрытым электродам вводить большее количество заряда при более низком напряжении, чем их металлические аналоги без покрытия, и, следовательно, позволяет устройствам с низким энергопотреблением (Kim et al., 2004; Sekine et al., 2010; Пан и др., 2012; Hassarati et al., 2014, 2016). В предыдущих исследованиях Hassarati et al. (2014) было показано, что покрытия из СН на кохлеарных имплантатах способствовали снижению переходного потенциала более чем на 50% и сохраняли более стабильные электрические свойства в течение смоделированных 2 лет активности (два миллиарда стимулов доставлялись непрерывно в течение 3 месяцев в искусственной перилимфе). Однако способность этих материалов передавать непрерывные высокочастотные импульсы с относительно большими амплитудами (мА по сравнению с предыдущими исследованиями с мкА) неизвестна.Из-за эффективности переноса заряда этих материалов и их полимерной природы, которая придает высокую электрохимическую стабильность, было предложено, что покрытия CH могут обеспечить низковольтный интерфейс для доставки нервного блока. Было высказано предположение, что покрытия CH могут быть использованы для обеспечения стабильной и долговременной работы нервных манжет PNS при высокочастотной стимуляции.
В то время как покрытия CH обычно наносились на Pt или платино-иридиевые (PtIr) электроды, используемые в сенсорно-стимулирующих нейропротезах, было признано, что при изменении материала, который взаимодействует с нервной тканью, может не потребоваться использование обычного электродного материала. как подложка.Нержавеющая сталь (SS) известна как имплантируемые электроды для записи, а также макроэлектроды для кардиостимуляции (Bowman and Erickson, 1985; Peixoto et al., 2009; Cogan et al., 2016a), однако она обычно не используется в имплантируемых нейропротезах. . Недавние исследования Aristovich et al. (2016) продемонстрировали, что эти матрицы способны передавать высокочастотные сигналы (> 1,7 кГц), необходимые для визуализации нейронной активности с помощью электроимпедансной томографии (EIT). В качестве альтернативной и недорогой платформы решетки электродов из нержавеющей стали сравнивались в этом исследовании с коммерчески доступными матрицами из PtIr для доставки высокочастотных нейронных блокирующих сигналов, как с покрытием из СН, так и без него.Оба типа массивов представляли собой непроникающие манжеты, предназначенные для обертывания нервного пучка без проникновения в пучок. Коммерческая матрица представляла собой предварительно скрученную конструкцию с двумя электродами, предназначенную для облегчения размещения вокруг нерва. Массив SS был изготовлен в планарном формате с повышенной плотностью электродов и разрешением (30 электродных позиций), предназначенным для контролируемого управления током. Эти массивы были охарактеризованы до и после нанесения покрытия на свойства переноса заряда, включая максимальный предел инжекции катодного заряда.Было проведено высокочастотное исследование in vitro , чтобы установить долговременную работу и надежность каждого из типов электродов.
Методы
Производство проводящего гидрогеля
Все проводящие гидрогелевые покрытия были изготовлены из одних и тех же компонентов материала, однако потребовалась модификация протокола для адаптации нанесения к различным форматам матриц. Все материалы и реагенты были получены от SigmaAldrich, если не указано иное.
Процедура нанесения покрытия соответствовала предшествующей литературе по макроэлектродам и форматам зондов (Green et al., 2012b; Hassarati et al., 2014; Goding et al., 2017). Для этого требуется трехэтапный протокол, состоящий из предварительного слоя для улучшения адгезии покрытия к нижележащим электродам, формирования непроводящего слоя гидрогеля и полимеризации компонента CP внутри гидрогеля для придания проводимости в местах расположения электродов.
Предварительный слой PEDOT / pTS электроосажден из раствора 100 мМ 3,4-этилендиокситиофена (EDOT) и 50 мМ п-толуолсульфоната натрия, растворенных в деионизированной (DI) воде 1: 1 (Baxter Healthcare Pty Ltd.) -ацетонитрильный раствор. Раствор макромера гидрогеля состоял из 20 мас.% Поливинилового спирта-метакрилат-таурина (ПВС-таурин) и 0,1 мас.% Irgacure ® 2959, растворенных в деионизированной (ДИ) воде. PVA-таурин был синтезирован на собственном предприятии, как описано ранее (Goding et al., 2017). Последней стадией для получения CH было электроосаждение из раствора CP, содержащего 30 мМ EDOT и 0,3 мМ NaCl, растворенного в деионизированной воде.
Покрытие предварительно скрученных промышленных массивов
Коммерческие манжеты были приобретены у Cortec Gmbh.Каждая манжета состояла из двух электродных площадок, каждый из которых был образован двумя соединенными площадками размером 0,7 × 1,15 мм каждая. Внутренний диаметр предварительно скрученной манжеты составлял 1 мм. Электроды манжеты погружали в раствор предварительного слоя PEDOT / pTS в 2-электродной ячейке. Тонкий слой PEDOT / pTS был гальваностатически нанесен на электроды из PtIr с использованием 1 мА / см 2 в течение 30 с, а затем промыт деионизированной (DI) водой.
Гидрогелевое покрытие наносили путем инъекции 30 мкл предшественника гидрогеля в открытую манжету перед закрытием манжеты вокруг стеклянного капилляра с 0.Внешний диаметр 7 мм. Гидрогель был образован путем фотополимеризации с использованием УФ-света 30 мВт / см 2 в течение 180 с. Покрытые манжеты замачивали в деионизированной воде в течение 2 мин перед удалением стеклянного капилляра.
Наконец, PEDOT был электрохимически осажден через покрытие PVA-таурин сразу после фотополимеризации. Покрытые манжетные электроды погружали в раствор для осаждения CH в двухэлектродной ячейке. PEDOT наносили гальваностатическим способом с использованием 1 мА / см 2 в течение 10 мин, а затем промывали деионизированной водой.
Покрытие плоских массивов из нержавеющей стали
Планарные электродыбыли изготовлены из нержавеющей стали 313 л с полидиметилсилоксановой изоляцией. Площадки электродов составляли 0,35 × 3 мм. Эти массивы были очищены перед нанесением покрытия, чтобы удалить оксиды и остаточный мусор от производства. Массивы погружали в 1 М HCl на 2 мин, а затем обрабатывали ультразвуком в деионизированной воде в течение 5 мин. Этот процесс повторяли перед электроосаждением предварительного слоя. Тонкий слой PEDOT / pTS был гальваностатически нанесен на электроды из нержавеющей стали (SS) с использованием 1.5 мА / см 2 в течение 30 с, а затем промыть деионизированной водой.
Гидрогелевое покрытие наносили пипеткой 30 мкл предшественника гидрогеля на плоскую манжету. Затем использовали покровное стекло, чтобы протолкнуть раствор в углубления, образованные силиконовой изоляцией, граничащей с участками электродов. Избыток раствора макромера был удален с поверхности массива. Гидрогель был сшит посредством фотополимеризации с использованием УФ-света 30 мВт / см 2 в течение 180 с.
Наконец, PEDOT был электрохимически осажден через PVA-таурин сразу после фотополимеризации.Покрытые манжетные электроды погружали в водный 0,1 М раствор EDOT в двухэлектродной ячейке. Десять электродных площадок были замкнуты вместе, чтобы обеспечить электроосаждение нескольких площадок параллельно. PEDOT наносили гальваностатическим способом с использованием 1 мА / см 2 в течение 10 мин, а затем промывали деионизированной водой.
Электрохимическая характеристика
EIS проводился с использованием анализатора электрохимического импеданса eDAQ (Z100) в сочетании с потенциостатом eDAQ (EA163), управляемым с помощью программного обеспечения Z100 Navigator (WonATech Co.Ltd.). Записи производились с использованием изолированного электрода сравнения Ag / AgCl без утечек и противоэлектрода из платиновой проволоки. Измерения проводили в 0,9% физиологическом растворе (Baxter Healthcare Pty Ltd.). Покрытия CH подвергались воздействию синусоидального напряжения 70 мВ в диапазоне частот от 10 000 до 1 Гц с напряжением смещения 0 В постоянного тока.
CV было проведено с использованием электронного кордера eDAQ (ED410) в сочетании с потенциостатом eDAQ (EA163), управляемым с помощью программного пакета EChem. Записи производились в трехэлектродной ячейке с использованием изолированного электрода сравнения Ag / AgCl и противоэлектрода из платиновой проволоки.Образцы подвергали воздействию циклического стимулирующего напряжения от -800 до 600 мВ при скорости сканирования 150 мВ / с в 0,9% -ном солевом растворе, принимая интеграл 10-го цикла для расчета емкости накопления заряда (CSC).
Предел впрыска заряда
Сравнение инжекции заряда было выполнено в трехэлектродной ячейке, идентичной CV и EIS. Предел нагнетания заряда был определен с использованием протоколов, ранее установленных Cogan et al. (2005). Предел был определен как напряжение, необходимое для достижения восстановительного потенциала для воды.Собственный двухфазный стимулятор использовался для подачи импульсов постоянного тока со сбалансированным зарядом. Длина фазы варьировалась от 0,01 до 0,8 мс на основе стандартов из предшествующей литературы (Cogan et al., 2005; Green et al., 2014), а также необходимости характеризовать поведение высокочастотной стимуляции, которое лучше всего моделируется с помощью короткого формы волны длины фазы. Ток увеличивали до тех пор, пока остаточное межфазное напряжение (E mc ) не достигло -600 мВ относительно Ag / AgCl (см. Определение и схему E mc относительно применяемой двухфазной формы волны в Green et al., 2014).Заряд, доставленный через одну фазу в этот момент, рассматривался как предел инжекции заряда.
Долгосрочная доставка высокочастотных импульсов
Высокочастотная стимуляция выполнялась путем подачи непрерывных прямоугольных импульсов (сбалансированный заряд и нулевое смещение постоянного тока) на пары электродов в физиологическом растворе. Система, используемая для высокочастотной стимуляции, представляла собой изготовленный на заказ блок, включающий источник тока баланса заряда произвольной формы (Howland CCS), способный подавать синусоидальные или прямоугольные волны через четыре изолированных стимулятора.Частота импульсов была установлена на 40 кГц с размахом 2 мА (1 мА в положительной фазе и 1 мА в отрицательной фазе). Общее напряжение на парах электродов контролировалось ежедневно в течение первых 2 недель, а затем, по крайней мере, два раза в неделю, чтобы гарантировать отсутствие дрейфа или утечки постоянного тока. Общее напряжение определяли как сложение максимального положительного и отрицательного напряжения (от пика до пика). Сетевое напряжение (разница между абсолютным отрицательным и положительным напряжением) использовалось в качестве индикатора дисбаланса или дрейфа формы волны.Еженедельно электроды снимали с высокочастотной стимуляции и характеризовали с использованием показателей CV и EIS (как подробно описано в приведенных выше протоколах). Любые изменения в характеристиках или внешнем виде электродов регистрировались и при необходимости исследовались.
Результаты
ПокрытияCH были нанесены как на предварительно скрученные, так и на плоские электродные матрицы, как показано на рисунке 1. Из-за различных форматов предварительно скрученный массив PtIr был покрыт таким образом, что вся внутренняя (контактирующая с тканью) поверхность была покрыта тонкой слой гидрогеля ПВС (~ 100 мкм).Последующее электроосаждение PEDOT привело к росту проводящего полимера в отдельных областях непосредственно над участками электродов. Параметры контролировались таким образом, чтобы PEDOT не выходил за границы площадки электродов, что предотвращало образование мостиков между электродами. Это контрастировало с планарной решеткой, где углубленные участки электродов были заполнены гидрогелем ПВС, а затем рост PEDOT по всему слою гидрогеля (~ 50 мкм). В этом применении предотвращается рост PEDOT между электродами, поскольку границы гидрогеля сдерживают рост проводящего полимера.
Рисунок 1 . Стереоскопические изображения электродных решеток в полученном виде и с покрытиями CH. (A) Предварительно скрученные коммерческие манжеты; (B) Открытая манжета показывает участки электродов из PtIr без покрытия; (C) Открытая манжета с покрытием CH на участках PtIr-электродов; (D) Плоский массив SS без покрытия; (E) Планарный массив из нержавеющей стали с покрытием CH.
Электрохимическая характеристика
Электрохимический анализ каждого из этих массивов проводился до и после нанесения покрытия.Кривые CV были интегрированы для получения CSC, как показано на рисунке 2. Было обнаружено, что SS имеет CSC более чем на один порядок ниже, чем PtIr (0,48 мКл / см 2 по сравнению с 5,70 мКл / см 2 ). . Покрытие CH на PtIr аналогично имело значительно более высокий CSC (тест Стьюдента t , p <0,05), чем покрытие на SS, хотя разница была значительно ниже (не на порядок). SS, покрытый CH, имел средний CSC, равный 85 мС / см 2 , а PtIr, покрытый CH, был зарегистрирован как имеющий средний CSC, равный 212 мС / см 2 .Оба покрытия CH улучшили перенос заряда по крайней мере на два порядка на соответствующих подложках.
Рисунок 2 . CSC массивов электродов из нержавеющей стали и PtIr до и после покрытия CH. Планки погрешностей: 1 SD , * p <0,05, ( n = 8). Обратите внимание на масштаб журнала по оси Y, необходимый для визуализации данных SS.
EIS подтвердил, что аналогичные электрохимические характеристики наблюдались при использовании частотно-зависимого анализа.Как показано на рисунке 3, SS имел значительно более высокий импеданс на низкой частоте (около 2 МОм при 1 Гц) по сравнению с PtIr (в среднем 89 кОм при 1 Гц). Однако эти электроды действительно различаются по размеру, и при нормировании на геометрическую площадь переноса заряда средний импеданс составляет 24,9 и 1,5 кОм · см 2 при 1 Гц для SS и PtIr соответственно. С увеличением частоты полное сопротивление электродов SS уменьшилось до 85,6 Ом · см 2 при 1 кГц и 14,1 Ом · см 2 при 10 кГц. Для сравнения, импеданс PtIr снижается до 11.8 Ом · см 2 при 1 кГц и дополнительно уменьшено до 9,8 Ом · см 2 при 10 кГц. Четко видно, что SS имеет электрохимическое поведение, отличное от PtIr, с емкостным поведением, доминирующим во всем частотном спектре. В предыдущих исследованиях сообщалось, что SS имеет переменный отклик EIS, который зависит как от степени пассивации, так и от содержания сплава (Wallinder et al., 1998).
Рисунок 3 . Частотно-зависимый отклик матриц нервных манжет SS (вверху), и PtIr (внизу) .Охарактеризованы массивы как без покрытия, так и с покрытием CH. Планки погрешностей равны 1 SD ( n = 8).
Когда эти массивы были покрыты CH, массивы с покрытием SS испытывали среднее значение импеданса 865 Ом (9,1 Ом · см 2 ) при 1 Гц, снижаясь до 312 Ом (3,3 Ом · см 2 ) при 10 кГц. . PtIr с покрытием CH зарегистрировал среднее значение импеданса 497 Ом (8,0 Ом · см 2 ) при 1 Гц, снижающееся до 346 Ом (5,7 Ом · см 2 ) при 10 кГц. Таким образом, не было значительной разницы в частотно-зависимых характеристиках импеданса CH на PtIr по сравнению с CH на SS.Обе группы испытали значительное снижение импеданса по сравнению с их контрольными массивами без покрытия на всех частотах, включая высокочастотный диапазон, в котором, как ожидается, будет выполняться нейромодуляция путем блокирования (Famm et al., 2013).
Предел впрыска заряда
Исследования пределов нагнетания заряда были выполнены в физиологическом растворе, чтобы установить максимальный ток, который может пройти через каждый электродный материал, прежде чем будут активированы электрохимические реакции, связанные с необратимыми реакциями Фарадея.Следует отметить, что этот метод определения характеристик основан на двухфазной стимуляции и включает измерение остаточного напряжения на границе раздела электродов между катодным и анодным импульсами. Как таковой, он не применим напрямую к парадигмам высокочастотной блокады нервов, однако он предоставляет метрику для сравнения, связанную с применением устройств нейромодуляции, а также дает рекомендации по относительному влиянию тока утечки постоянного тока или дрейфа в применяемой форме волны блокировки нервов. .Предыдущие электрохимические анализы не так хорошо согласуются с характеристиками используемых электродов, поскольку связаны с применением линейно нарастающего напряжения в течение длительного времени (для CV) и применением широкого диапазона частот стимуляции (для EIS). Как показано на рисунке 4, покрытия CH смогли существенно улучшить предел инжекции электрохимического заряда для обоих типов электродов. Как и в случае с другими показателями, можно видеть, что массивы SS не могут вводить уровни заряда, соизмеримые с PtIr, при большей длине фазы, пока они не будут покрыты CH.Хотя ясно, что SS с покрытием CH имеет самый высокий предел инжекции заряда при большей длине фазы, короткая длина фазы наиболее применима для высокочастотной стимуляции. Меандр 40 кГц имеет эффективную фазу 0,025 мс. При такой короткой фазе PtIr, покрытый CH, имеет предел впрыска 15,8 ± 1,8 мкКл / см 2 , а SS, покрытый CH, имеет предел впрыска 13,5 ± 5,1 мкКл / см 2 . Контроли без покрытия имеют пределы впрыска 4,1 ± 0,1 мкКл / см 2 для PtIr и 2.4 ± 0,3 мкКл / см 2 для SS без покрытия.
Рисунок 4 . Предел инжекции заряда для нервных манжет как из PtIr, так и для SS, без покрытия и с покрытием CH. На вставке показано поведение инжекции заряда в PtIr и SS без покрытия при малых длинах фаз. Выполняется в физиологическом растворе. Планки погрешностей — 1SD ( n = 8).
Долгосрочная доставка высокочастотных импульсов
ПокрытиеCH на электроды оказалось успешным и способно улучшить характеристики переноса заряда массивов независимо от типа материала, лежащего в основе, однако стабильность и надежность системы имеют решающее значение для применения в имплантируемой биоэлектронике.Чтобы понять срок службы и ограничения покрытых электродов, был разработан тест in vitro . Этот анализ был основан на предыдущих исследованиях, в которых использовалась непрерывная высокочастотная стимуляция в качестве ускоренного электрического теста для покрытий на кохлеарных имплантатах и решеток планарных бионических глазных электродов (Green et al., 2012a; Hassarati et al., 2014). Из-за ограниченного количества каналов на стимуляторе коммерческие и плоские решетки тестировались в отдельных исследованиях. Было обнаружено, что коммерческие манжеты из PtIr имеют ограничения при воздействии непрерывных высокочастотных электрических импульсов.Первоначально неизолированные PtIr-электроды давали среднее размах напряжения 980 мВ, а PtIr, покрытый CH, производил в среднем 720 мВ. Однако при непрерывной стимуляции было обнаружено, что как неизолированный PtIr, так и PtIr, покрытый CH, испытывают значительное увеличение размаха напряжения, как показано на Рисунке 5. Осмотр этих электродов показал, что произошел отказ в соединении, где провод был прикреплен к электродную площадку (см. рисунок 6). Следует отметить, что эти коммерческие манжеты предназначены для регистрации активности периферических нервов, и поэтому данное применение выходит за рамки их типичных спецификаций для использования.Дальнейшее исследование показало, что ограниченная когезия между местами электродов из PtIr и ламинированной силиконовой изоляцией привела к проникновению жидкости вокруг мест соединения, как показано на Рисунке 7. Из-за присутствия разнородных металлов и среды ионной жидкости неудивительно, что некоторые химическая коррозия могла распространяться. Когда коррозия проволоки приводила к возникновению высокого напряжения в точке соединения, было обнаружено, что образование газа под покрытием CH приводит к расслоению этого материала.Как для массивов с покрытием, так и для массивов без покрытия 2 из 3 образцов не выдержали до 14 дней, и поэтому данное исследование не было продолжено в этом формате массива.
Рисунок 5 . Общее падение напряжения на коммерческих парах PtIr-электродов при непрерывной высокочастотной стимуляции, сравнивая характеристики для неизолированных электродов и электродов с покрытием CH. Красная стрелка указывает на пару электродов, которая считается неисправной из-за внезапного увеличения переходного потенциала.
Рисунок 6 .Коррозия соединений проводов и прокладок на предварительно скрученных PtIr наборах манжет, показывающая отслоение покрытия (A), , CH и (B) , наличие обесцвеченного осадка в точке соединения на обратной стороне электродов.
Рисунок 7 . Попадание жидкости в точки соединения промышленных манжет, что делает возможной коррозию при непрерывном электрическом воздействии.
Для сравнения было обнаружено, что манжеты из нержавеющей стали обладают большей стабильностью, хотя соединения для этой группы были значительно дальше от мест электродов и не были погружены в солевой электролит.Общий переходный потенциал на массивах, покрытых СН, стабильно поддерживался в течение 42-дневного периода исследования на уровне, который был на 33% ниже, чем у контрольных образцов без покрытия (Фиг.8).
Рисунок 8 . Общее падение напряжения на парах электродов из нержавеющей стали при непрерывной высокочастотной стимуляции, сравнение характеристик как для неизолированных электродов, так и для электродов с покрытием CH. Планки погрешностей — 1 SD ( n = 4).
Электрохимические характеристики этих электродов контролировались еженедельно.Как показано на рисунке 9, не было значительных изменений CSC в течение 42-дневного периода тестирования для любого типа электродов после первоначального кондиционирования. В массивах SS наблюдалось значительное увеличение CSC за первые 7 дней на ~ 50%. После этого первоначального изменения текущая электроактивность была стабильной. Было обнаружено, что у электродов из нержавеющей стали с покрытием из CH наблюдается медленное снижение CSC в течение всего периода исследования, о поведении, о котором ранее сообщалось для материалов покрытия на основе CP (Green et al., 2013; Hassarati et al., 2014). Потеря электроактивности к концу исследования составила в среднем 30% от начального CSC. Это уменьшение, как известно, выходит на плато, когда подвижные ионы, основная цепь CP и цепи гидрогеля в системе достигают состояния равновесия (Yamato et al., 1995; Green et al., 2009, 2010). Не ожидалось, что изменение CSC будет результатом высокочастотной стимуляции, и это отразилось на электроактивности пассивных контролей. По завершении исследования было обнаружено, что у пассивных контролей, покрытых CH, средний CSC составлял 63.23 ± 8,17 мКл / см 2 , по сравнению со стимулированными массивами с конечным CSC 60,04 ± 10,32 мКл / см 2 . Аналогичным образом было обнаружено, что пассивные SS-электроды имеют CSC 0,23 ± 0,02 мКл / см 2 через 42 дня по сравнению со стимулированными электродами с конечным CSC 0,29 ± 0,09 мКл / см 2 .
Рисунок 9 . CSC электродов SS при высокочастотной стимуляции (40 кГц, 2 мА от пика до пика). Сравнение электродов из нержавеющей стали с покрытием CH и неизолированных электродов из нержавеющей стали за 42 дня или 150 миллиардов импульсов ( n = 8).
РезультатыEIS, изображенные на Рисунке 10, отражают ту же тенденцию, что и для CV: SS показывает существенное падение импеданса в течение первых 7 дней, за которым следует постоянная стабильная работа на протяжении оставшейся части исследования. CH сохраняет стабильный отклик EIS с изображением величины импеданса с более высоким разрешением, показанной на Рисунке 11. Нет существенной разницы в импедансе за период исследования, и планки ошибок не показаны на Рисунке 10, поскольку они затрудняют визуализацию данных. .Одно стандартное отклонение составляло в среднем ± 100 Ом по всем частотам для SS с покрытием CH. Пассивные контроли как для SS, так и для SS, покрытого SS, демонстрируют, что нестимулированные контроли в течение этого периода работали аналогично стимулированным электродам. Таким образом, маловероятно, что высокочастотная стимуляция привела к каким-либо значительным изменениям в любом из материалов. Наконец, по завершении исследования было выполнено изображение массивов электродов, чтобы установить когезию покрытия и любые видимые изменения внешнего вида электродов.Ни один из типов электродов не претерпел заметных изменений (изображения не показаны, нет заметных отличий от рисунка 1).
Рисунок 10 . EIS за 42-дневный период высокочастотной стимуляции, демонстрирующий эффективность SS с покрытием CH по сравнению с SS без покрытия. Пассивный контроль показан при завершении исследования ( n = 8).
Рисунок 11 . Величина импеданса изменяется в покрытии CH по сравнению с днем 0 и днем 42, без стимуляции и стимуляции с высокой частотой 40 кГц и 2 мА.Планки погрешностей равны 1 SD ( n = 8).
Обсуждение
Было показано, что покрытияCH улучшают характеристики электродов независимо от металлической подложки. Электроды из PtIr и SS были покрыты CH, содержащим CP PEDOT и гидрогель PVA-таурин. Несмотря на то, что эти электродные матрицы имеют существенно разные исходные свойства, было показано, что покрытие CH дает сопоставимые электрохимические свойства для обоих типов массивов для ряда свойств, включая CSC, импеданс и предел инжекции заряда.Было показано, что формат массива электродов влияет как на электрохимические свойства, так и на стабильность устройства. Было обнаружено, что массивы SS стабильны при длительной высокочастотной стимуляции и, в частности, сохраняют низкий импеданс и высокую емкость накопления заряда при покрытии CH.
Большинство прошлых исследований электродов, покрытых CH, проводилось с использованием Pt электродов в качестве основы. Возможно, что взаимодействие между покрытием CH и лежащей под ним подложкой может повлиять на электрохимические свойства получаемого электрода.Покрытия CP и гидрогелевые покрытия наносились на SS через ряд имплантатов (Meng et al., 2009; Peixoto et al., 2009; Joung et al., 2012), однако они обычно не используются для стимуляции нейропротезирования, когда покрытия CH были сосредоточены. Фактически, большая часть предшествующей литературы, которая охватывает нанесение гидрогеля на SS, была сосредоточена на придании биологической активности ортопедическим имплантатам и сердечно-сосудистым стентам (Meng et al., 2009; Joung et al., 2012). В этих применениях использовались химические подходы для ковалентного связывания покрытий с SS или, альтернативно, используемый гидрогель представлял собой разлагаемый компонент, используемый для контролируемого элюирования лекарственного средства.В этом исследовании электрохимически выращенный CP используется для прикрепления покрытия к электродам имплантата. Это формирует ионную ассоциацию и механическое взаимодействие между электродом и покрытием, но ковалентной химической связи нет. Зарождение CP на поверхности электрода во время полимеризации будет иметь решающее значение как для электрохимических свойств, так и для долговременной стабильности материала CH (Arteaga et al., 2013; Patton et al., 2015, 2016). Для массива электродов из нержавеющей стали протокол очистки повторных погружений в кислоту и обработки ультразвуком был критически важен для снижения пассивации и обеспечения возможности нанесения ХП на эти электроды.Хранение массивов в среде, доступной для кислорода, после очистки, но перед покрытием предварительным слоем CP снизило качество предварительного слоя и, следовательно, всего покрытия CH. В качестве альтернативы, на массивы PtIr можно было нанести покрытие по тем же протоколам, которые использовались в предшествующей литературе для Pt-электродов. На стабильность этих массивов в большей степени повлияли соединения, где открытое соединение проводов с электродными площадками приводило к выходу устройства из строя независимо от покрытия электрода.
Электрохимические свойства покрытий CH сопоставимы с предшествующими литературными данными. Увеличение CSC, достигнутое при нанесении покрытия на массивы SS, составило 3 порядка, а для массивов PtIr — на 2 порядка. Предыдущие исследования по покрытию кохлеарных имплантатов CH-покрытием показали, что для получения электродов с CSC 124 мКл / см 2 (Hassarati et al., 2014) было обнаружено, что покрытие CH макроэлектродов (диски диаметром 1 см) имеет CSC 68,4 мКл / см 2 (Green et al., 2012b) и 114 мКл / см 2 (Goding et al., 2017). В этих исследованиях CSC для покрытых CH PtIr электродов (212 мКл / см 2 ) был почти вдвое выше, чем в предыдущих исследованиях электродов устройств. Электроды из нержавеющей стали, покрытые СН, имели средний КПК, близкий к таковому у макроэлектродов (85 мКл / см 2 ). Как подробно описано в Методиках, оба этих типа электродов являются относительно большими, имеют размеры в миллиметровом масштабе, и, как таковые, можно ожидать, что они будут иметь свойства, близкие к свойствам макроэлектродов.В частности, электроды из PtIr имеют площадь 1,6 мм 2 , а электроды из нержавеющей стали имеют площадь 0,11 мм 2 . Известно, что перенос заряда на микроэлектродах обычно выше, чем на макроэлектродах из-за краевых эффектов, которые обеспечивают накопление более высокой плотности заряда в пограничных областях (Cogan et al., 2016a). Однако электроды из PtIr имеют значительно более высокий CSC, чем как электроды из нержавеющей стали меньшего размера, так и макроэлектроды. Возможно, что формат предварительно скрученной манжеты влияет на поведение электрода при испытании методом CV.По сути, скрученная манжета будет образовывать замкнутую среду, которая ограничивает диффузию ионов в гораздо больший объем электролита, в котором тестируется массив. В результате ионы, вероятно, будут изолированы в этом объеме и легко доступны для переноса заряда во время циклического изменения напряжения и связанных с ним окислительно-восстановительных реакций. Это подтверждается данными EIS, которые показывают очень низкий импеданс для PtIr с покрытием из CH, а также пониженный импеданс (на площадь) для непокрытых электродов на низкой частоте, где емкостное поведение за счет образования двойного ионного слоя доминирует над электрическими характеристиками.Важно знать, что это особенность тестовой системы, и она не применима к используемой манжете, которая наматывается на периферический нерв.
Пределы инжекции заряда, зарегистрированные в этом исследовании, кажутся низкими по сравнению с предыдущими литературными сообщениями для покрытых Pt и CP электродов. Вероятно, это связано с большим размером этих электродов и ориентацией на более короткие фазы (Rose and Robblee, 1990; Cogan et al., 2005). Как в этом исследовании, так и в предшествующей литературе ясно видно, что существует существенная фазовая зависимость, связанная с пределом инжекции электрохимического заряда (Green et al., 2012c, 2013, 2014). Большинство исследований в литературе сосредоточено только на одной фазе длительностью 0,2 мс, что эквивалентно импульсу 5 Гц. Для сравнения с литературными данными, при длине фазы 0,2 мс средний предел впрыска SS с покрытием CH составлял 223,3 мкКл / см 2 , PtIr с покрытием CH составлял 122,8 мкКл / см 2 , SS без покрытия составлял 6,2 мкКл / см. см 2 , а чистый PtIr составлял 20,1 мкКл / см 2 . При такой же длине фазы в литературе сообщается, что Pt-микроэлектроды без модификации поверхности имеют предел инжекции заряда в диапазоне 20–150 мкКл / см 2 .Известно, что микроэлектроды имеют повышенный предел инжекции заряда, поскольку краевые эффекты способствуют высокой плотности заряда на поверхности электрода. В исследовании Green et al. (2012c) было показано, что Pt электроды диаметром 1 мм давали предел инжекции заряда, который постоянно был ниже 30 мкКл / см 2 (длина фазы варьировалась от 0,1 до 0,8 мс) при испытании в физиологическом растворе в идентичных условиях. настоящее исследование. Однако, поскольку в центре внимания этого исследования была высокочастотная нейромодуляция, предел инъекции при длине фазы менее 100 мкс является критическим.При 40 кГц предел инжекции был увеличен в 5,5 раз, когда электроды SS были покрыты CH, и в четыре раза, когда электроды PtIr были покрыты CH.
Долговременную стимуляцию при 40 кГц и токе от пика до пика 2 мА проводили с использованием электродов из нержавеющей стали с покрытием SS и CH. Матрицы PtIr-электродов не смогли обеспечить эту стимуляцию из-за коррозионного разрушения соединений массива. В конечном итоге это было фактором, влияющим на конструкцию электродов, и в будущих исследованиях в первую очередь будут предприняты попытки решить проблемы утечки электролита в соединения.На высоких частотах все материалы действуют как резисторы, и считается, что геометрическая площадь поверхности электрода определяет процесс переноса заряда. Конструкции SS-электродов использовались в импедансной томографии для картирования нервной активности (Aristovich et al., 2016), что поддерживает их использование с высокочастотными импульсами, однако их стабильность при постоянном использовании для блокады нервов не была известна. Эти исследования показывают, что как SS, так и SS с покрытием из СН поддерживают стабильную доставку импульсов без значительного изменения падения напряжения в течение 42-дневного периода, в течение которого было доставлено более 150 миллиардов импульсов.Было обнаружено, что CSC SS увеличивался в течение начального периода стимуляции, и это сопровождалось уменьшением величины импеданса и сдвигом фазовой задержки. Такое поведение не является необычным для металлов, которые пассивируются, и начальный период стимуляции, вероятно, привел к кондиционированию поверхности, так что перенос заряда стал более эффективным (Williams and Williams, 1974; Miyazaki et al., 2005). Напротив, было обнаружено, что материал CH имеет небольшое увеличение импеданса и уменьшение CSC. Это также не редкость для материалов на основе проводящих полимеров и известно, что плато дает стабильные электрохимические характеристики в долгосрочной перспективе (Yamato et al., 1995; Цуй и Мартин, 2003; Green et al., 2012a, 2013; Goding et al., 2017). Показатели пассивного (нестимулированного) контроля, которые существенно не отличаются от показателей стимулированных электродов через 42 дня, подтверждают, что эти изменения в электрохимических характеристиках не произошли в результате стимуляции. Фактически, наиболее вероятно, что перестройка полимерных цепей и потеря подвижных непрореагировавших компонентов в значительной степени ответственны за такое поведение. Об этой степени электрохимической стабильности сообщалось ранее для обычных покрытий PEDOT; Wilks et al.(2009) сообщили о высокой степени электрохимической стабильности покрытий PEDOT на иридий-кремниевых микроэлектродах при непрерывном двухфазном импульсе. После 720 000 циклов стимуляции не было значительного изменения CSC или импеданса, а только незначительные изменения в пределе инжекции заряда покрытия PEDOT. Результаты, представленные в этой статье, демонстрируют, что электрохимическая стабильность PEDOT сохраняется в этих покрытиях CH.
В конечном итоге, покрытие CH уменьшило переходной потенциал, необходимый для возбуждения электродов SS, на 33% и поддерживал значительно более низкий импеданс и более высокий CSC в течение всего периода исследования.Поскольку эти исследования проводились в физиологическом растворе без контакта с тканями, все преимущества покрытия CH не были полностью реализованы. Ожидается, что снижение жесткости, придаваемое гидрогелем, приведет к меньшему развитию рубцовой ткани в течение длительных периодов имплантации, а естественные противообрастающие свойства гидрогеля (Cheong et al., 2014; Hassarati et al., 2014) будут мин.
электрод | ALS, электрохимическая компания
В отличие от водного раствора электролита, в непротонном органическом растворителе платиновый электрод может использоваться в широком диапазоне потенциалов без какой-либо реакции адсорбции протонов и выделения водорода.Это необходимо учитывать заранее, когда высокая концентрация хлорид-ионов содержится в водном растворе, происходит растворение металлической платины из-за образования иона платинохлористоводородной кислоты при высоком окислительном потенциале.Как и платина, золото является обычно используемым электродным материалом. Разница в том, что золото не имеет волн адсорбции-десорбции протонов, а избыточный потенциал для восстановления протонов до образования водорода намного выше, чем у платины, поэтому потенциальное окно золота в водном растворе шире, чем у платины в восстановительном направлении.Как и в случае с платиной, в водном растворе электролита, содержащем высокую концентрацию хлорид-ионов, может происходить растворение металлического золота из-за образования иона кислоты хлорида золота при высоком окислительном потенциале. Поскольку поверхность золота может быть легко химически модифицирована тиоловыми соединениями, она использовалась во многих областях исследований.
Углерод, который обычно используется как электродный материал, такой же, как золото и платина, имеет много типов. Такие как графит, пиролитический графит, высокоориентированный пиролитический графит (ВОПГ), стеклоуглеродные и легированные бором алмазные электроды и т. Д.Среди них наиболее часто используемым электродным материалом является стеклоуглерод. Ожидается, что значительный прогресс в области анализа поверхности углеродных электродов и химической модификации будет подробно описан в следующей статье.
Металлическая ртуть находится в жидком состоянии при комнатной температуре, скопившаяся ртуть может опускаться через капилляр под действием силы тяжести, и в большинстве случаев она используется в качестве многократно падающего микроэлектрода (падающего ртутного электрода). Он также часто используется в качестве стационарного подвесного электрода (подвесной ртутный электрод).Это классическая полярография.
Ртуть — электрод-пионер, с помощью которого до сих пор разрабатываются методы анализа электрохимического восстановления. Поверхность ртутного электрода гладкая до атомного уровня, и можно изготовить электрод с высокой воспроизводимостью поверхности. Поскольку избыточный потенциал для восстановления ионов водорода велик, он используется для многих тяжелых металлов (Pb, Tl, In, Cd, Sn, Zn, Ni, Cu, Mn, Fe, Co, Sb, Mg, Ca, Обнаружение восстановительных ионов Sr, W и т. Д. Ртуть нельзя использовать в области окисления из-за окислительного растворения самой ртути.Поверхность золотого электрода, покрытая ртутью, представляет собой амальгамный электрод, на котором ионы тяжелых металлов могут быть обнаружены с высокой чувствительностью с помощью анодной вольтамперометрии. Однако с точки зрения загрязнения окружающей среды экологические стандарты по ртути чрезвычайно строги и затрудняют использование ртути в Японии.
Типичные рабочие электроды, обычно используемые в электрохимических измерениях, описаны выше, и, конечно, можно использовать другие типы электродов для специального назначения.В области исследований коррозии железный электрод используется для измерения поляризации на графике Тафеля, никелевый электрод и электрод из никелево-титанового сплава используются для селективного обнаружения углеводов в щелочном растворе и т. Д. Примеры не являются недостатком в перечислении. Дело в том, что любые материалы могут быть использованы в качестве рабочего электрода в соответствующих приложениях в соответствии с целью исследования.
| Электрод дисковый / кольцевой | |||||
| 012613 | RRDE Pt Ring / GC Дисковый электрод | 25 | 12 | 5.0 / 7,0 | 4,0 |
| 012614 | RRDE Pt Ring / Pt Дисковый электрод | 25 | 12 | 5,0 / 7,0 | 4,0 |
| 012615 | Электрод RRDE Pt Ring / Au Disk | 25 | 12 | 5,0 / 7,0 | 4,0 |
| 012616 | RRDE Au Ring / GC Дисковый электрод | 25 | 12 | 5.0 / 7,0 | 4,0 |
| 012617 | Электрод RRDE Au Ring / Pt Disk | 25 | 12 | 5,0 / 7,0 | 4,0 |
| 012653 | RRDE Au Ring / Au Disk Electrode | 25 | 12 | 5,0 / 7,0 | 4,0 |
| 012618 | RRDE Кольцо ГХ / Дисковый электрод ГХ | 25 | 12 | 5.0 / 7,0 | 4,0 |
| Дисковый электрод | |||||
| 011169 | RDE GCE Дисковый электрод из стекловолокна | 25 | 12 | – | 3,0 |
| 013490 | RDE GCEt Дисковый электрод из стекловолокна * 1 | 25 | 12 | – | 3,0 |
| 013482 | RDE GCE Дисковый электрод из стекловолокна | 25 | 12 | – | 5.0 |
| 013491 | RDE GCEt Дисковый электрод из стекловолокна * 1 | 25 | 12 | – | 5,0 |
| 011170 | Платиновый дисковый электрод RDE PTE | 25 | 12 | – | 3,0 |
| 011171 | RDE AUE Золотой дисковый электрод | 25 | 12 | – | 3,0 |
| 011966 | RDE ALE Алюминиевый дисковый электрод | 25 | 12 | – | 3.0 |
| 011967 | Серебряный электрод Eisk RDE AGE | 25 | 12 | – | 3,0 |
| 011968 | RDE CUE Медный дисковый электрод | 25 | 12 | – | 3,0 |
| 011969 | Никелевый дисковый электрод NIE NIE | 25 | 12 | – | 3,0 |
| 011970 | RDE TAE Танталовый дисковый электрод | 25 | 12 | – | 3.0 |
| 011971 | RDE TIE Титановый дисковый электрод | 25 | 12 | – | 3,0 |
| 011972 | RDE WE Электрод вольфрамовый дисковый | 25 | 12 | – | 3,0 |
| 011973 | RDE CPE Дисковый электрод с угольной пастой * 2 | 25 | 12 | – | 3,0 |
Микроволны101 | Измерение характеристического импеданса
Щелкните здесь, чтобы перейти на нашу главную страницу измерений
Щелкните здесь, чтобы перейти на нашу страницу характеристического импеданса
Щелкните здесь, чтобы перейти на страницу с диаграммой Смита
Щелкните здесь, чтобы перейти на страницу рефлектометрии во временной области
Щелкните здесь, чтобы перейти на нашу страницу четвертьволновых трансформаторов
Эта страница объединяет несколько различных попыток измерения характеристического импеданса (Z0).Единственное, что у них общего, это то, что все они используют электрические измерения линий передачи, а не электромагнитное моделирование или моделирование в закрытой форме. Только одно решение (пока) способно измерять Z0 по частоте, так что можно наблюдать дисперсию.
Можно ли измерить Z0 омметром?
Измерение Z0 с использованием коэффициента отражения
Измерение Z0 на диаграмме Смита
Микроволны 101 способ измерения Z0
Измерение Z0 с помощью рефлектометрии во временной области (отдельная страница)
Можно ли измерить Z0 омметром?
Ниже приводится текст, который мы нашли на веб-сайте «E-how» в 2012 году, в котором показано, как тестировать кабель 50 или 75 Ом, с тех пор содержимое было удалено.Во всемирной паутине много дезинформации, будьте осторожны. Хотя у них наверняка много рекламных ссылок!
1. Установите мультиметр на шкалу Ом около 100 Ом. Подходит более высокая шкала, но не переходите к шкале, близкой к 1 кОм или выше. Коаксиальный кабель обычно рассчитан на работу при 50 или 75 Ом, поэтому шкала должна быть на этих значениях или больше.
2. Отсоедините оба конца кабеля от их разъемов.
3. Проверьте длину кабеля, поместив щуп мультиметра на каждый конец кабеля, касаясь центрального провода, выходящего из коаксиального разъема.
4. Считайте показания мультиметра. Значение около 50 или 75 Ом кабеля указывает на то, что кабель работает правильно по всей своей длине. Показание бесконечного сопротивления указывает на разрыв где-то внутри кабеля. Нулевое значение указывает на возможное короткое замыкание между внутренним кабелем и его экраном.
Нет лучшего способа сказать это, чем «какой идиот!» Плохие советы продолжаются, мы не будем их больше давать.
Что такое характеристический импеданс, также известный как «Z-ноль»? Начнем с распространенного заблуждения. Если у вас есть коаксиальный кабель с сопротивлением 50 Ом (или микрополосковая линия, или любая другая линия передачи с сопротивлением 50 Ом), который не подключен ни к чему на обоих концах, и подключите к нему омметр, вы можете рассчитывать на 50 Ом, если вы новичок. к микроволновой технике.Но вы измеряете разомкнутую цепь (если что-то не нагружает противоположный конец, что означает, что вы не следовали нашим простым инструкциям …) и не близко к 50 Ом. В чем дело?
Но подождите, Йенс из Дании хочет, чтобы вы знали, что приведенное выше утверждение не на 100% технически верно:
На новой странице характеристического импеданса вы начинаете с утверждения, что вы ничего не можете измерить, если подсоедините обычный омметр к 50-омному кабелю или микрополоску.Это просто потому, что линия слишком коротка, чтобы счетчик мог получить показания. Для получения стабильных показаний глюкометру может потребоваться около 1 секунды. Если вы возьмете передачу без потерь, скажем, c x 1,5 (около 4,5 x exp (8) метров!), Вы получите показание, которое длится около 3 секунд. Однако у вас могут возникнуть некоторые практические проблемы с этим экспериментом. Линия обмотает экватор примерно 11,25 раза. И получить его без потерь тоже будет сложно.
Спасибо, дайте нам знать, когда у вас будет кабель, чтобы мы могли провести измерения!
А теперь противоположная точка зрения Рафаэля…
Я считаю, что Йенс почему-то ошибочно делает вывод из феномена распространения волн. Насколько я понимаю, если вы можете провести эксперимент, вы никогда не увидите (скажем,) 50 Ом на вашем измерителе, потому что традиционные мультиметры получают сопротивление из измеренного напряжения и тока, чтобы отображать результат V / I, и у вас никогда не будет никакого тока. течет между двумя проводниками.
Определение сопротивления — это «противодействие потоку электрического тока», тогда как определение импеданса — «противодействие переменному току».Это означает, что «сопротивление» 50 Ом ведет себя одинаково (обеспечивает одинаковое сопротивление току) как на постоянном, так и на переменном токе. С другой стороны, «импеданс» 50 Ом не обязательно будет одинаковым для постоянного или переменного тока.
Дело не в том, что у импеданса есть только реальная часть, это обязательно «сопротивление» … это может быть просто «импеданс».
Z = R + jX
Z = R
Мы склонны согласиться с Рафаэлем в этом, но надеемся на дальнейшее обсуждение! А вот еще одно обсуждение Марка, который соглашается с Йенсом…
Хотя измерение постоянного тока действительно покажет отсутствие тока, проходящего через коаксиальный кабель без оконечной нагрузки, в краткосрочной перспективе (считая наносекундами) это неверно. Когда вы касаетесь проводов измерителя к кабелю, эти выводы имеют другой электрический потенциал по сравнению с электрическим потенциалом между центральным проводником и экраном. Чтобы выровнять потенциал между измерительными выводами и кабелем, ДОЛЖЕН течь ток. В конце концов, вам нужен заряд, чтобы иметь электрический потенциал, и вам нужен ток, чтобы создать этот заряд.В то время как начальная энергия, приложенная к кабелю, все еще распространяется от измерителя, измеритель действительно будет показывать 50 Ом. Проблема в том, что, как указал Йенс, вам понадобится либо очень быстрый мультиметр, либо очень длинный кабель, чтобы действительно увидеть на дисплее сопротивление 50 Ом.
Если взглянуть на это с другой стороны, кабель без потерь можно представить себе как бесконечную серию L-образных индукторов и пар шунтирующих конденсаторов. Когда вы думаете в терминах последовательных катушек индуктивности и шунтирующих конденсаторов, вы можете легко представить себе получение другого значения, пока все L и C не стабилизируются на своих значениях устойчивого состояния.
Чтобы заявить, что счетчик всегда будет читать обрыв, требуется, чтобы информация перемещалась быстрее скорости света. В конце концов, как измеритель может определить, закончен ли кабель, пока он не «запросит» электроны? В течение первых 100 мкс кабель длиной 100 мкс будет выглядеть одинаково с точностью до метра независимо от каких-либо обрывов, коротких замыканий или нагрузок на другом конце. В противном случае информация должна распространяться быстрее, чем волна, распространяющаяся по кабелю.
У меня проблема с сообщением о том, что измеритель «взглянет» на импеданс в первую наносекунду и даст значимый результат.Оператор ждал несколько секунд для измерения, и он видел открытое, а затем съедал еще кусок своего пончика. Но вы все дали нам пищу для размышлений! — Неизвестный редактор
Измерение Z0 по коэффициенту отражения
Это пришло от Дуга. Благодарность! Мы также видели, как это было написано в руководстве по микроволновой печи. Между прочим, существует большая путаница с обозначением Z0, которое представляет собой характеристическое сопротивление линии передачи, и ZT, которое представляет собой полное сопротивление оконечной нагрузки.Поскольку Z0 часто соответствует ZT, люди склонны использовать эти термины взаимозаменяемо. Благодаря Parit мы попытались очистить следующий текст, чтобы он соответствовал условию.
Если вы измеряете неизвестный кабель с неизвестным Z0, просто возьмите измеренные S-параметры и перенормируйте их на любое значение, дающее вам наибольшие возвратные потери (т. Е. S11 <-20 дБ или около того). Это не будет зависеть от длины (однако она должна иметь измеримую длину, скажем, больше, чем лямбда / 8).Нормированный импеданс, который дает наименьшее значение, - это Z0 неизвестной линии передачи. Например, в идеале линия передачи 75 Ом, нормированная на 75 Ом, даст бесконечные возвратные потери.
Если вы отобразите это на диаграмме Смита, правильный Z0 — это тот мяч, который дает вам самый плотный мяч в центре. На днях добавим картинку. Но имейте в виду, что с помощью этого метода невозможно увидеть небольшие эффекты дисперсии (которые могут немного изменить импеданс линии передачи по частоте).
Измерение Z0 на диаграмме Смита
Если вы нанесете S11 на диаграмму Смита для длины линии с неизвестным импедансом, она начертит круг с одной точкой на окружности круга в центре диаграммы. Диаметр круга математически связан с импедансом линии. Если линия была четвертьволновой, если вы построили ее по частоте до точки четвертьволны, она расшифровывает полукруг. В этом случае легко вычислить соотношение импеданса линии.
Ниже приведена линия Z0 с сопротивлением 25 Ом, «измеренная» между двумя выводами ZT на 50 Ом:
Когда мы наносим коэффициент отражения на диаграмму Смита, вы можете увидеть кружок, который развивается слева от точки ZT = 50 Ом. Когда линия достигает половины длины волны, круг замыкается, а затем он просто пересекает себя по мере того, как вы продвигаетесь дальше по частоте. Маркер показывает сопротивление 0,25, нормированное на ZT, или 12,5 Ом (0,25 x 50 Ом).
На отметке m1 линия образует классический четвертьволновый трансформатор, на этой частоте сеть выглядит как реальный 12.2/50 = 12,5
, где Z0 — это полное сопротивление линии (действующей как четвертьволновый трансформатор), Zin — это полное сопротивление, смотрящее на нее, а Z0 — полное сопротивление системы, которое ограничивает оба конца линии.
Решение для Z0, когда оно неизвестно, просто:
Z0 = SWRT (Zin * ZT)
Импеданс линии, таким образом, связан с диаметром круга, по которому ее коэффициент отражения отслеживает по частоте. Только не ошибитесь, что центр круга представляет сопротивление трансформатора, это НЕ.Вы должны использовать показанное выше уравнение, чтобы найти ZT.
Между прочим, величина коэффициента отражения, когда вы находитесь на действительной оси слева от Z0, составляет:
ро = (Z0-Zin) / (Z0 + Zin)
Что в данном случае составляет 0,6 (или -4,43 дБ, если вы предпочитаете децибелы.
Если бы ваш коэффициент отражения был справа от Z0 (и на действительной оси), коэффициент отражения был бы:
rho = (Zin-Z0) / (Zin + Z0).
Если вы перепутаете их, единственная ошибка будет заключаться в том, что количество будет отрицательным числом.
Микроволны 101 Способ измерения Z0
Ниже мы обсудим нашу идею по измерению характеристического импеданса линии передачи, основанную на вопросе, который возник в нашем случае. Вероятно, это не более чем математическое упражнение, но никогда не знаешь, когда оно может быть полезно. Если кто-то дал вам коаксиальный кабель и не знает, 75 или 50 Ом, этот трюк может сработать. Это действительно расчет Z0 на основе прямого измерения коэффициента отражения .И он полностью способен измерять дисперсию или то свойство микрополосковых и других линий передачи, не являющихся полностью ТЕМ, где Z0 изменяется с частотой (по крайней мере, теоретически!). Вот предпосылка:
Вам не нужна полная полуволновая линия, чтобы обвести круг, чтобы найти его диаметр … чтобы определить диаметр круга, вам нужно всего три точки. Описанный круг треугольника, который они образуют, легко вычислить, вы можете найти формулу в Википедии. Теперь вы можете измерить характеристический импеданс линии по трем частотным точкам величины и угла S11!
Мы составили таблицу Excel, в которой производится вычисление «диаметра» для каждого набора из трех последовательных частотных точек.Затем он преобразуется в зависимость импеданса от частоты. Файл Excel называется «Калькулятор импеданса 101.xls», его можно найти здесь.
Существуют возможные ошибки, которые необходимо минимизировать, чтобы этот метод позволил получить точную оценку Z0. Если при измерении присутствуют паразиты (например, разъемы на концах кабеля с неизвестным импедансом), расчет может быть отключен. Для получения наилучших результатов необходимо полностью учитывать S-параметры. На графике вы увидите, что рассчитанный импеданс зависит от частоты.Возможно, самая низкая ошибка возникает на самой низкой частоте, если кто-то еще хочет порассуждать об этом, мы хотели бы услышать от вас!
Есть два решения математики. Мы не придумали, как сделать электронную таблицу достаточно умной, чтобы выбрать правильный, но выбрать правильный легко. Если круг находится слева от центра, Z0
Пример 1
Мы получили коэффициент отражения из электромагнитного моделирования линии передачи.Ниже он нанесен (таблицей) от нуля до 10 ГГц. Круг находится справа от начала координат, поэтому сопротивление линии передачи должно быть больше 50 Ом. К сожалению, нам было лень нанести данные на настоящую диаграмму Смита!
Вот что показывает таблица для Z0: характеристическое сопротивление линии находится где-то между 69 и 75 Ом. Трансформатор на 69 Ом сделает нагрузку похожей на нагрузку 95,2 Ом или с коэффициентом отражения 0,311, который находится примерно в том месте, где этот круг пересекает ось X.
Почему импеданс зависит от частоты? Вероятно, нет … это «ошибка измерения» из-за паразитов в электромагнитном моделировании.
Есть информация об измерении волнового сопротивления? Отправьте его нам. пожалуйста!
AWG в мм / мм2 | Преобразование размера в мм
Американский калибр проволоки (AWG) в мм и мм 2 Калькулятор преобразования, таблица и способ преобразования.
Калькулятор преобразованияAWG в мм
* Значения диаметра и площади округлены до ближайшего значения AWG.
Калькулятор калибра провода ►
AWG к калькулятору общей площади
Как преобразовать AWG в мм
При вычислении AWG по диаметру или площади поперечного сечения диаметр и площадь поперечного сечения округляются до ближайших значений эквивалента AWG.
Расчет диаметра проволоки
Проволока калибра n, диаметр d n в миллиметрах (мм) равно 0.127 мм умножить на 92 в степени 36 минус число n, разделенное на 39:
d n (мм) = 0,127 мм × 92 (36- n ) / 39
0,127 мм — диаметр калибра № 36.
Расчет площади поперечного сечения провода
Площадь поперечного сечения провода калибра n А n в квадратных миллиметрах (мм 2 ) равно пи, деленному на 4 диаметра квадратной проволоки d в миллиметрах (мм):
A n (мм 2 ) = (π / 4) × d n 2 = 0.012668 мм 2 × 92 (36- n ) /19,5
Таблица преобразованияAWG в mm
| AWG # | Диаметр (мм) | Диаметр (дюйм) | Площадь (мм 2 ) |
|---|---|---|---|
| 0000 (4/0) | 11,6840 | 0,4600 | 107.2193 |
| 000 (3/0) | 10,4049 | 0.4096 | 85.0288 |
| 00 (2/0) | 9,2658 | 0,3648 | 67.4309 |
| 0 (1/0) | 8,2515 | 0,3249 | 53,4751 |
| 1 | 7,3481 | 0,2893 | 42,4077 |
| 2 | 6.5437 | 0.2576 | 33,6308 |
| 3 | 5,8273 | 0,2294 | 26,6705 |
| 4 | 5,1894 | 0,2043 | 21.1506 |
| 5 | 4,6213 | 0,1819 | 16,7732 |
| 6 | 4,1154 | 0,1620 | 13.3018 |
| 7 | 3,6649 | 0,1443 | 10,5488 |
| 8 | 3,2636 | 0,1285 | 8,3656 |
| 9 | 2,9064 | 0,1144 | 6,6342 |
| 10 | 2,5882 | 0,1019 | 5,2612 |
| 11 | 2.3048 | 0,0907 | 4,1723 |
| 12 | 2,0525 | 0,0808 | 3,3088 |
| 13 | 1,8278 | 0,0720 | 2,6240 |
| 14 | 1,6277 | 0,0641 | 2,0809 |
| 15 | 1.4495 | 0.0571 | 1,6502 |
| 16 | 1,2908 | 0,0508 | 1,3087 |
| 17 | 1,1495 | 0,0453 | 1,0378 |
| 18 | 1.0237 | 0,0403 | 0,8230 |
| 19 | 0,9116 | 0,0359 | 0.6527 |
| 20 | 0,8118 | 0,0320 | 0,5176 |
| 21 | 0,7229 | 0,0285 | 0,4105 |
| 22 | 0,6438 | 0,0253 | 0,3255 |
| 23 | 0,5733 | 0,0226 | 0,2582 |
| 24 | 0.5106 | 0,0201 | 0,2047 |
| 25 | 0,4547 | 0,0179 | 0,1624 |
| 26 | 0,4049 | 0,0159 | 0,128 |
| 27 | 0,3606 | 0,0142 | 0,1021 |
| 28 | 0,3211 | 0.0126 | 0,0810 |
| 29 | 0,2859 | 0,0113 | 0,0642 |
| 30 | 0,2546 | 0,0100 | 0,0509 |
| 31 | 0,2268 | 0,0089 | 0,0404 |
| 32 | 0,2019 | 0,0080 | 0.0320 |
| 33 | 0,1798 | 0,0071 | 0,0254 |
| 34 | 0,1601 | 0,0063 | 0,0201 |
| 35 | 0,1426 | 0,0056 | 0,0160 |
| 36 | 0,1270 | 0,0050 | 0,0127 |
| 37 | 0.1131 | 0,0045 | 0,0100 |
| 38 | 0,1007 | 0,0040 | 0,0080 |
| 39 | 0,0897 | 0,0035 | 0,0063 |
| 40 | 0,0799 | 0,0031 | 0,0050 |
См. Также
Сборник военных руководств США: Бесплатные тексты: бесплатно, заимствовать и потоковое: Интернет-архив
favouritefavorite (Отзывов: 8)
Темы: предохранитель, граната, труба, самодельная, капсюль, взрывчатка, металл, дыра, проволока, диаметр, самодельные боеприпасы ,…
Темы: стрельба, мишень, солдат, винтовка, оружие, меткая стрельба, прицел, тренировка, огонь, мишени, группы выстрелов, …
Темы: снайпер, цель, снайперы, команда, враг, дальность, винтовка, стрельба, оружие, метры, снайперская винтовка, стрельба …
Темы: стрельба, подрыв, капсюль, взрывчатка, проволока, прикрепление, устройство, мины-ловушки, неэлектрические, сборка ,…
Темы: карта, сетка, рельеф, контур, метры, навигация, расстояние, азимут, карты, рисунок, особенности местности, …
Темы: стрельба, противник, огонь, метры, взрыватель, удаление, позиция, проволока, мина, камуфляж, нажимная пластина, …
Темы: снайпер, цель, противник, патруль, местность, снайперы, цели, дальность, ученик, наблюдение, дальность…
Темы: снайпер, команда, цель, враг, винтовка, антенна, стрельба, оружие, метры, дальность, огневая позиция, …
Темы: толпа, пистолет, газ, оружие, полиция, тип, рука, бой, стрельба, нож, члены мафии, газовые гранаты, слеза …
Темы: пациент, острый, тяжелый, боль, респираторный, симптомы, инфекция, дифференциал, лихорадка, кожа, нервная…
Темы: снайпер, мишень, снайперы, команда, стрельба, пуля, противник, винтовка, оружие, прицел, мушка, разрешено …
Темы: физический, фитнес, мышцы, тюлень, сила, флот, упражнения, тренировка, таблица, растяжка, ведущий партнер, …
Темы: сборка, ствольная коробка, затвор, шпилька, винтовка, ствол, силовая, армейская, пружина, пневматическая, мушка, ствол…
Темы: устройство, взрывчатое вещество, смазка, оценка, смесь, органическое, двигатель, испытание, предмет, материал, полный …
Темы: патрон, снаряд, взрыватель, ограничитель, вес, метательный, капсюль, заряд, сборка, доставка, …
Темы: противник, команда, тыл, штык, слева, атака, контратака, фаза, рука, цель, левая нога, левая…
Темы: боевые действия, спецназ, силы, враг, боевые действия, особые, театр, операции, оперативный, район, отряд, партизанский …
Темы: руководители, армия, лидер, организационные, стратегические, консультации, подчиненные, руководство, солдаты, …
Темы: обучение, задачи, bct, metl, батальон, поведение, командиры, взвод, командир, лидер, metl…
Темы: взвод, противник, командир, патруль, команда, рейнджер, огонь, отряд, действия, охрана, сержант взвода, …
favouritefavoritefavorite (Отзывов: 1)
Темы: снег, лыжи, лыжи, холод, одежда, местность, тело, палки, холодная погода, лыжные палки, вес тела, глубина …
Темы: охрана, персонал, установка, преступление, обнаружение, периметр, меры, датчики, террорист…
Темы: труба, взрыватель, взрывчатое вещество, капсюль, граната, диаметр, взрыв, служебный, материал, контейнер, бумага …
Темы: sfod, миссия, операции, батальон, разведка, разведка, цель, sfods, оперативный, …
Темы: огонь, обучение, взвод, маневр, отряд, отряд, противник, боеприпасы, оружие, цель, огневая группа ,…
FM 22-5 Учения и церемонии 1968-08-02 «Это руководство разработано в качестве основы для обучения единообразным методам учений и церемониальных инструкций во всей армии. Оно включает методы обучения, руководства по оружию для пехотного оружия, единичные учения, церемониальные учения. , процедуры инспекции и различные другие аспекты базовых инструкций по тренировкам », оцифровано цифровой библиотекой Объединенной исследовательской библиотеки США, Центр по объединенным вооружениям армии США.http://cgsc.cdmhost.com/cdm/
Темы: Холодная война, США. — Армия — Справочники, руководства и т. Д., Вьетнамская война, 1961-1975, США ….
Темы: солдаты, фитнес, упражнения, физический, солдат, мускулистые, мышцы, тренировка, тело, повторы, …
Темы: снайпер, fmfm, противник, винтовка, стрельба, фигура, цель, снайперы, цели, местность, оценка дальности ,…
FM 55-506-1 Электроэнергетика. 1977-04-22 СОДЕРЖАНИЕ 1. Безопасность 1 2. Основные концепции электричества 11 3. Батареи 34 4. Последовательные цепи постоянного тока 57 5. Параллельные цепи постоянного тока 85 6. Сетевой анализ цепей постоянного тока 106 7. Электрические проводники и методы подключения 123 8 Электромагнетизм и магнитные цепи 149 9. Введение в электричество переменного тока …. 159 10. Индуктивность 171 11. Емкость 188 12.Индуктивное и емкостное сопротивление. . 206 13. Основной переменный ток …
Темы: Корабли — Электрооборудование, Электричество, Полевое руководство, Армия США, Соединенные Штаты. Армия, Морская пехота …
Сборник военных инструкций США
11,18611K
23 декабря 2002 г. 12/02
от Соединенные Штаты.Департамент армии и Департамент ВВС и Департамент ВМФ
тексты
глаз 11,186
избранное 10
комментарий 0
FM 4-25.11 Первая помощь 2002-12-23 «Это руководство отвечает потребностям обучения по оказанию первой помощи отдельным военнослужащим. Поскольку медицинский персонал не всегда доступен, немедицинские военнослужащие должны в значительной степени полагаться на свои собственные навыки и знания методов жизнеобеспечения. чтобы выжить на интегрированном поле боя. В этой публикации описывается как самопомощь, так и помощь другим военнослужащим (помощь напарникам). Что еще более важно, в ней подчеркиваются быстрые и эффективные действия по поддержанию жизни …
Темы: Первая помощь, США.- Военно-морской флот — Справочники, руководства и т.д., Армия США, США. — ВВС …
Полевое руководство армии США № FM 5-426 Carpentry 1995-10-03. СОДЕРЖАНИЕ Глава 1. Строительные чертежи 1-1 Архитектурные символы, условные обозначения линий и условные обозначения материалов 1-1 Рабочие чертежи 1-2 Планы участка 1-3 Уровни 1-4 Планы этажей 1-4 Детальные чертежи 1-7 Разделы 1- 7 Детали 1-10 Чертежи деревянного каркаса 1-10 Легкий деревянный каркас 1-12 Тяжелый деревянный каркас 1-17 Глава 2.Планирование строительства и материалы 2-1 Планирование 2-1 Метод строительства на месте 2-1 Метод панелей 2-2 Материалы 2-3 Пиломатериалы 2-3 …
Темы: Армия США, Полевое руководство, Плотницкие работы, США. Армия, США. — Армия — Справочники, …
Темы: пулемет, рисунок, автомат, цель, болт, боеприпасы, огонь, стрельба, ствол, ствол, квадрант возвышения, …
MCRP 3-01A Rifle Marksmanship 2001-03-29 «1.НАЗНАЧЕНИЕ Справочная публикация корпуса морской пехоты (MCRP) 3-01 A «Стрельба из стрелкового оружия» описывает методы и процедуры стрельбы из винтовки корпуса морской пехоты. 2. ОБЛАСТЬ ПРИМЕНЕНИЯ Каждый морской пехотинец — в первую очередь стрелок. MCRP 3-01 A отражает этот дух и философию ведения войны морской пехоты. В этой публикации обсуждаются индивидуальные навыки, необходимые для эффективной стрельбы из винтовки, и стандартизируются методы и процедуры, используемые в морской пехоте …
Темы: Полевое руководство, Винтовки — Справочники, руководства и т. Д., Огнестрельное оружие, США.Корпус морской пехоты, USMC, США …
Темы: граната, безопасность, упаковка, корпус, замедление, пиротехника, штифт, взрыватель, гиря, капсюль, отрывное кольцо, точка …
Полевое руководство армии США № FM 3-55.93 Операции по наблюдению за подразделениями на больших расстояниях 2009-06-23. Предисловие xiii Краткое описание изменений xv Глава 1 ОПЕРАЦИИ С ПОЛНЫМ СПЕКТРОМ 1-1 Раздел I.ВИДЫ И Сочетания армейских операций 1-1 Четыре типа армейских операций 1-1 Разведка 1-2 Раздел II. ОТДЕЛЕНИЯ РАЗВЕДКИ И НАБЛЮДЕНИЯ ЗА ПЕХОЙ 1-2 Характеристики 1-2 Миссии и организации 1-3 Раздел III. КОМПАНИЯ ПО ДАЛЬНЕМУ НАБЛЮДЕНИЮ 1-3 Основные миссии 1-4 Вторичные миссии 1-4 Сравнение со специальными …
Темы: Армия США, Полевое руководство, Военное наблюдение — США, Оперативное искусство (Военная наука) …
Темы: выживание, съедобный, вода, растения, виды, фигура, среда обитания, сантиметры, ядовитые, листья ,…