

Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).
В России, по ряду источников, наиболее популярны и распространены марки:
- ER70S-6;
- E71T-1;
- E71T-GS;
- T-8;
- T-GS;
- BlueWeld 802208;
- Forte.
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.

По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.
 Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.

- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае
 Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
Сварочная флюсовая проволока для полуавтомата
Содержание
При выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.

Флюсовая проволока сварочная
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.

Сварка полуавтоматом
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2.
к меню ↑
Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
- Тип сердечника;
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» – работа может проводиться в любом положении;
- «Ву» – для создания вертикальных швов;
- «Вх» – для создания горизонтальных швов;
- «В» – при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.

Сварочный шов флюсовой проволокой
Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков – легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы.
к меню ↑
Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.

Флюсовая проволока в разрезе
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими – порошки и ферросплавы;
- стабилизирующими – обеспечивающими устойчивую электродугу;
- легирующими – для придания нужных соединительных характеристик;
- специальными – оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество – это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске.
к меню ↑
Сварка флюсовой проволокой без газа (видео)
к меню ↑
Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.

Процесс сварки
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной – до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
Статьи по теме:
Портал об арматуре » Преимущества флюсовой проволоки для сварки полуавтоматом
Сварка полуавтоматом – от А до Я | СОВЕТЫ
 В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.

С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.

3. Подключаем газовый шланг к полуавтомату.

4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.

2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.

4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.

6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.

Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.

5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.

Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:


Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Сварка полуавтоматом без газа обычной проволокой
Сварка полуавтоматом без газа обычной проволокой аппаратами типа MIG и MAG практически невозможна. Но и в этом случае технический прогресс нашел выход.
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа

Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:

- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:

Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.

Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего: 5 Средний: 3/5]Сварочная проволока с флюсом, по ГОСТу 8713 1979 года, предназначена для неразъемного соединения деталей из стали и сплавов с включением железоникелевой основы. При помощи этого вида сварочных работ можно выполнять любые по сложности стыки.
Подготовка специалиста для полуавтоматической сварки под флюсом не требует больших затрат времени и средств. Сам флюс – это порошок из гранул, который при горении создает защитный слой из газа и шлака.
Действие защитного покрытия
Электродуговая сварка под слоем защитного порошка – это несложное в исполнении, но качественное и надежное соединение различных металлоконструкций и деталей.

Особенность сварки под флюсом заключена в соединении расплавленного металла двух деталей под слоем специального гранулированного порошка. При большой температуре электрической дуги металл и флюс расплавляются.
Пленка, образовавшаяся при расплаве гранул, защищает сварочную ванночку от воздействия кислорода и окружающей среды, не дает разбрызгиваться металлу.
На шве появляется тонкий слой шлака, который позволяет равномерно остывать сварному соединению. Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.
Чтобы снять шлак, достаточно несильно ударить молотком по нему, и он осыплется. Перед этим необходимо убрать с деталей остатки флюса, его можно использовать на следующем стыке.
Способы работы
 Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Соединение с помощью сварки полуавтоматом. Чтобы обеспечить оптимальную скорость подачи проволоки с флюсом, сварщик подбирает соответствующий режим работы на аппарате, учитывая толщину металла и вид соединения.
Дуга направляется вручную. При этом скорость подачи проволоки, сила тока и угол наклона держателя – это основные факторы, влияющие на качество выполненной работы.
Схема автоматической (роботизированной) сварки предназначена для соединений стыковых и угловых деталей. В этом случае, автомат задает направление движения дуги, скорость подачи проволоки и хода каретки. Такой аппарат при высокой скорости сварки дает качественный шов.
Одна из разновидностей автоматического способа позволяет вести сварку сразу двумя электродами – это тандемный метод. При этом электроды идут параллельно друг другу и находятся в одной плоскости, что позволяет увеличить сварочную ванночку при мгновенном возбуждении электрической дуги. Флюс выполняет защиту шва от кислорода и обеспечивает равномерное остывание.
Виды флюсов
Каждое вещество, водящее в состав флюса, предназначено для сварки определенных металлов и сплавов. Выбирая марку флюса, учитывают, высоколегированная сталь будет свариваться или высокоуглеродистая, или же предстоит сварить цветные металлы, сплавы и так далее.
По методу производства флюсы разделяют на два вида:
- неплавленые (испеченные и керамические) – гранулы с легирующими добавками, обеспечивающими высокое качество сварного соединения;
- плавленые – с включениями стекла или пемзы.
 Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Флюсы для защиты шва выпускаются отдельно для электро и газосварки. Они отличаются по химическому составу. Гранулы, в которых содержится определенное количество фторидов, хлоридов, предназначены для электродуговой сварки с переплавом шлаков с активными металлами. Это солевые гранулы.
Комбинация солевого и оксидного растворов позволяют использовать смешанные флюсы для провара легированной стали. Оксидный флюс предназначен для соединения конструкционных сталей с большим содержанием фтора.
Классификация сварочной проволоки
Сварка полуавтоматом выполняется флюсовой проволокой без газа для повышения качества соединения деталей. От типа стержней и химического состава зависят механические показатели сварочного соединения.
Важно. Стальная проволока для сварки под флюсом должна соответствовать ГОСТу 2246 1970 года и применяться в зависимости от материала деталей.
Проволоку делают из трех видов сталей:
 легированных;
легированных;- высоколегированных;
- конструкционных, низкоуглеродистых.
 легированных;
легированных;Сечение сердечников, в зависимости от толщины металла, изготавливается диаметром не более 12 мм. Поставляется в бухтах не более 80-ти м длины. По желанию заказчиков возможна намотка на кассеты или катушки.
Хранить стальную проволоку нужно в сухих помещениях. При образовании ржавчины бухты обрабатывают с помощью бензина или керосина.
Для сварки алюминиевых деталей проволоку изготавливают по ГОСТам 7871 и 16130. Для этого производятся и наиболее часто применяются омедненные проволоки, не требующие обрабатывания при сварке.
Особенности и преимущества
Преимущества полуавтоматической и автоматической сварки под защитным слоем флюса позволяют занимать этому типу неразъемного соединения одно из лидирующих мест.
Высокий уровень производительности
По этой характеристике преимущество перед ручной сваркой минимум в 6 раз, некоторые специалисты считают, что намного больше. Но это не предел, повышая коэффициент работы сварочного автомата, увеличивается величина производительности труда. Еще одна причина, позволяющая достигнуть таких результатов – это применение высоких значений силы тока при сварке.
Плотный слой материала флюса не позволяет металлу растекаться, при этом происходит хорошее формирование шва. При повышенных значениях тока, этим оборудованием можно надежно обеспечить провар даже толстого металла без большой разделки кромок. Поэтому производительность еще больше вырастает. Снижается время на зачистку брызг и сильного растекания металла.
Повышается качество шва
 Качество соединения растет благодаря тому, что расплавленный металл не подвергается воздействию кислорода и других веществ атмосферы.
Качество соединения растет благодаря тому, что расплавленный металл не подвергается воздействию кислорода и других веществ атмосферы.
Существует возможность широкого выбора материала сварочной проволоки. Применяя ту марку, которая лучше всего подходит для сварки, можно получить однородный по составу шов.
Появляется возможность придания шву отличной формы, с требуемым катетом шва. Благодаря защитной пленке, которая образуется при сгорании флюса, в швах нет подрезов, непроваров, пор и трещин. Наконец, нет необходимости в замене электродов, поэтому шов получается ровным, без разрывов.
Экономный расход материалов и улучшения условий работы сварщика
При сварке под флюсом понижается расход проволоки до 35%, при сравнении со сваркой электродами. Не расходуется материал на отходы, в виде огарков и разбрызгивания металла.
При этом способе угарный газ выделяется в меньших количествах, глаза и лицо специалиста не подвергается сильному ультрафиолетовому излучению, как при электросварке.
Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
 Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Область применения
 Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Ранее способ использовали только при сварке металлоконструкций из конструкционных сталей. При разработке новых технологий появилась возможность проводить сварку всех видов стали и никелевых сплавов. Для этого используется проволока, подходящая по своему составу.
Титан и его сплавы, медь и сплавы на ее основе, алюминиевые сплавы и чистый металл – эти материалы успешно и надежно соединяют с помощью сварки под флюсом.
С применением метода под флюсом варят сложные строительные конструкции, мосты, трубы, резервуары, морские и речные суда. Экономически выгодно использовать данный метод для листов толщиной от 6 мм.
Важно правильно подобрать режим работы, материал проволоки и вид флюса. Шов сможет выдержать большие перепады температуры, воздействия агрессивных сред. Стык, выполненный профессионалом, выдержит очень высокое давление и будет надежен в условиях полного вакуума.
 Сварочные работы, в которых применяется полуавтомат, обладают рядом неоспоримых преимуществ — это и возможность длительной непрерывной работы и большие объемы металла, наносимого на обрабатываемые поверхности, и высокое качество шва.
Сварочные работы, в которых применяется полуавтомат, обладают рядом неоспоримых преимуществ — это и возможность длительной непрерывной работы и большие объемы металла, наносимого на обрабатываемые поверхности, и высокое качество шва.
Но у полуавтомата есть один очень весомый недостаток. В отличие от широко распространенных покрытых электродов — весьма удобных и простых в эксплуатации, он нуждается в большом баллоне с рабочим газом и многометровым газовым шлангом.
Это обстоятельство делает невозможной работу сварочным полуавтоматом в местах с затрудненным доступом — на большой высоте, под землей или под водой. Решает это затруднение использование порошковой проволоки для полуавтомата.
Особенности применения порошковой проволоки

Сварка ею часто используется при монтаже крупных металлических конструкций в необычных условиях (например, на высоте или напротив — под землей). При всем, довольно высоком качестве шва, он не подходит для сварки высоко нагруженных соединений и труб, рассчитанных на значительное рабочее давление.
Порошковая проволока для полуавтомата имеет широкую номенклатуру сортов — они отличаются материалом оболочки и составом порошка. Это нужно учитывать при сварке разных металлов или их сплавов. Для каждого из них требуется свой сорт.
Еще одной особенностью работы с нею является выставление на сварочном полуавтомате прямой полярности до начала работы. Так как это обычно делается переключением клемм внутри корпуса аппарата, то заодно стоит и откалибровать прижимные ролики, обеспечивающие подачу расходника из бобины.
 Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
И, напоследок, следует заняться наконечником горелки. Прежде чем порошковая проволока для полуавтомата покажется при подаче из горелки, наконечник нужно открутить. И лишь после ее выхода накрутить обратно, но уже без сопла. Так как газ не подается то в сопле нет нужды.
Главное — подобрать оптимальное соотношение диаметра в наконечнике и толщины подаваемого электрода — они должны быть максимально близки, но не совпадать. Сам наконечник загодя рекомендуется покрыть специальным веществом, защищающим от налипания капель расплава и шлака.
Основные требования

Все ее сорта должны отвечать четырем группам требований:
- При плавлении не должно быть значительного разбрызгивания, а сам процесс плавления должен быть равномерен;
- Электрическая дуга между деталью и электродом (в его качестве выступает кончик проволоки, торчащий из горелки) должна возникать без затруднений и быть стабильной. Сквозняк и даже ветер не должны быть помехой для нее.
- Образующийся при работе шлак должен распределяться равномерно и не проникать вглубь шва. Он должен легко отделяться от металла.
- Сам шов при обычной квалификации сварщика должен быть ровным, без пор и трещин.
Эксплуатационные особенности
Ею, как уже говорилось, сваривают металлы при прямой полярности.
- Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля
В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
 Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Виды порошковой проволоки

Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
- Особенностью порошковой проволоки является интенсивное образование шлака, покрывающего шов. Рекомендуется незамедлительно его очищать после сформирования подходящим для этого инструментом (например металлической щеткой). Иначе есть риск попадания шлака в рабочую зону и, как следствие, появление дефектов, снижение механической прочности

Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Основы для мягкой стали
Изучите некоторые приемы при использовании процесса самоэкранирования с флюсовой сердцевиной для сварки низкоуглеродистой стали — идеального процесса для сварки на открытом воздухе.
Сварка на открытом воздухе с легкостью
Сварка с самообороной порошковым напылением может быть отличным процессом для сварщиков всех уровней квалификации, которым часто требуется сварка снаружи или на грязном материале.
Сварка порошковой проволокой с самоэкранированием — это процесс сварки проволокой, в котором непрерывный полый проволочный электрод подается через сварочный пистолет в сварное соединение.Сварка с самоэкранированием порошковой проволокой отличается от сварки МИГ тем, что для защиты сварочной ванны от загрязнения не требуется внешний защитный газ, такой как диоксид углерода или аргон. Вместо этого флюс, содержащийся в проволоке, реагирует со сварочной дугой, образуя газ, который защищает сварочную ванну. Другой процесс, сварка в среде защитного газа с флюсовой сердцевиной, требует защитного газа. Он часто используется в промышленном производстве и производстве в тяжелых условиях и обычно не рекомендуется для начинающих и любителей.
Поскольку флюс создает защитный газ при сварке с самоэкранированием порошковой проволокой, этот процесс не сталкивается с проблемами сварки, которые могут возникнуть, когда сильный ветер сдувает защитный газ при сварке МИГ снаружи. Флюс, содержащийся в электроде, также позволяет процессу быть более щадящим из основного металла, который является несколько ржавым, грязным или иным образом загрязненным.
Сварка с флюсовой сердцевиной приводит к образованию шлака, который находится сверху готового шва и должен быть отколот, как при сварке стержнем, а также имеет тенденцию к образованию сварных швов, которые не столь привлекательны визуально, как сварка MIG.По этим причинам, если у вас есть источник питания, способный выполнять сварку МИГ и порошковой сваркой, имеет смысл переключиться на процесс МИГ для сварных швов, которые будут производиться внутри помещения.
Перво-наперво
Прежде чем приступить к выполнению любого сварочного проекта, убедитесь, что у вас есть соответствующая защитная одежда и что все потенциальные опасности возгорания устранены
.Защитный агент между двумя материалами
Сварочный флюс — это сварочный агент, который предотвращает взаимодействие сварного шва с окружающей средой (например, воздухом). Причина, по которой это так важно, заключается в том, что материал основы и наполнителя может взаимодействовать с атмосферой и вызывать образование оксидов или других нежелательных соединений.
Почему флюс так важен при сварке?
Во время процесса сварки основной металл и наполнитель претерпевают значительные изменения температуры за очень короткое время.Нагретый металл может взаимодействовать с окружающим воздухом и вызывать окисление, что создает оксидный слой на сварном шве, снижая прочность сварного шва.
И это не только кислород, который может создать инфекционные сварные швы, образование сульфидов и нитридов может также повредить прочность сварного шва.
СВЯЗАННЫЕ: СВАРОЧНАЯ СВАРКА: ПРОЦЕСС, ВИДЫ И ПРЕИМУЩЕСТВА
Поскольку газы, подобные азоту, присутствуют в атмосфере в изобилии, металлы имеют очень высокую вероятность попадания включений.Оксидный слой снижает коррозионную стойкость металла.
Это также влияет на прочность сварного шва. Поэтому технические специалисты и инженеры ищут способы обеспечить, чтобы кислород никогда не достиг сварного шва во время процесса сварки.
Основным условием работы флюса является его инертность по отношению к соединяемым металлам. Другими словами, не должно быть никакой реакции между флюсом и металлами.
Следовательно, выбор флюса зависит от используемых металлов.В дополнение к предотвращению образования оксидов, сварочный флюс также:
- Создает защитный шлак над расплавленным металлом
- Удаляет примеси из металла мотеля
- Уменьшает брызги
- Предотвращает затвердевание, замедляя время охлаждения и т. Д.
Флюсы находят применение в дуговой сварке с защитным слоем металла (SMAW), дуговой сварке с флюсовой сердцевиной (FCAW) и дуговой сварке под флюсом (SAW).
Типы флюса электрода
Для сварки флюс не используется как отдельное применение.Они почти всегда присутствуют с электродом. Флюс нанесен на электрод толщиной от 1мм до 3мм .
Некоторые электроды используют флюс внутри них в полой полости. В этом случае электрод покрывает флюс.
В области дуговой сварки электроды с флюсовой сердцевиной широко классифицируются на четыре различных типа в зависимости от их свойств.
1. Рутиловый электрод
Рутиловый электрод выполнен из оксида титана. Они предлагают превосходное управление дугой и шлаком сварщику.Благодаря этим свойствам рутиловое электродное покрытие часто называют наиболее дружественным для сварщиков типом флюса.
Количество паров, образующихся на электроде, также обычно мало для рутилового электрода. Флюс рутилового электрода является предпочтительным выбором для сварки сварных швов в нерабочем положении.
2. Основной флюс
Основной флюс состоит из карбоната кальция, фторида кальция, карбоната магния и нескольких других защитных соединений. Преимущество использования основного флюса заключается в том, что он обеспечивает лучшие механические свойства и низкий уровень диффузии водорода.
Basic Flux наиболее предпочтителен для высокопрочных сталей. Тем не менее, базовый флюс гораздо менее щадящий, когда речь идет о стабильности работы и не на месте сварных швов.
Дуга также менее предсказуема при использовании основного потока.
3. Покрытие целлюлозным электродом
Покрытие целлюлозного электрода использует смесь целлюлозы и других органических соединений. Когда целлюлоза подвергается высоким температурам при сварке, она разлагается с образованием монооксида углерода и водорода.
Производство этих двух газов дает защиту сварного шва от атмосферы. Они также обеспечивают намного лучшее проникновение в сварные швы.
Однако высокая скорость производства водорода может не подходить для сварки металлов, которые проявляют свойства включения водорода.
4. Покрытие из оксида железа
Покрытие из оксида железа представляет собой смесь оксидов металлов, железа, марганца и диоксида кремния. Как только они нагреваются, они производят расплавленный кислотный шлак.
Из-за высокой генерации кислорода покрытие из оксида железа не подходит для сварки металлов, которые легко подвергаются воздействию кислорода.Одним из способов предотвращения окисления сварного шва является добавление раскислителей в сварочную сердцевину.
Разница между сваркой МИГ и флюсовой сваркой
СваркаМИГ или сварка инертным газом из металла представляет собой процесс сварки, при котором электрод подается в сварной шов с помощью электродной пушки. По сравнению с флюсовой сваркой для сварки МИГ не нужен электрод с флюсовым покрытием, поскольку для защиты сварочной ванны от внешних помех используется защитный газ.
Но на этом различия не заканчиваются.
Стоимость
Сварочное оборудование MIG, как правило, стоит дороже, чем установка для дуговой сварки. Следовательно, начальный капитал для сварки MIG больше, чем дуговая сварка.Портативность
По сравнению с MIG, оборудование для дуговой сварки порошковой проволокой легко транспортируется. Меньше компонентов перемещать, поскольку не требуется никакой системы для подачи струи воздуха к сварному шву.
Простота использования
СваркаМИГ намного проще для новичка по сравнению с флюсовой сваркой.Простота использования обусловлена тем фактом, что сварщик должен обрабатывать только один компонент за раз. Сварка флюсом часто требует более опытных сварщиков.
В помещении или на улице
СваркаМИГ на улице невозможна, так как внешние факторы, такие как ветер или дождь, могут значительно снизить прочность сварного шва. По этой причине они в основном предназначены для использования внутри помещений.
Сварка флюсом не имеет таких ограничений. Они остаются работоспособными даже в менее благоприятных условиях.
Толщина металла
СваркаМИГ полезна для сварки металлов тонкой и средней толщины.Флюсовая сварка эффективна для более толстых металлов благодаря своим глубоким проникающим качествам.
Аргон — один из самых популярных защитных газов MIG, используемых в промышленности, благодаря доступным ценам и инертным химическим характеристикам.
Заключение
Сварка — это не просто процесс соединения металлов. Идеальный сварной шов является результатом многих осознанных решений, принятых сварщиком после учета всех специфических особенностей.
СВЯЗАННЫЕ: ХОЛОДНАЯ СВАРКА: СОЕДИНЕНИЕ МЕТАЛЛОВ БЕЗ ТЕПЛА
Флюс является неизбежной частью дуговой сварки, и выбор одного из них оказывает большое влияние на конечное качество сварного шва.Сварщики проходят подробное обучение, чтобы ознакомиться с различными методами сварки и компонентами, используемыми для каждого метода сварки.
Сварка с флюсовым сердечником вполне может быть одним из самых старых методов дуговой сварки. Тем не менее, это один из наиболее эффективных и широко используемых методов соединения металлов.
У вас отличный сварщик с сердечником на 90 А или 130 А, в котором используется сварочная проволока с сердечником.
Но вы выполняете эту небольшую работу, а основным металлом является алюминий.
Вы спрашиваете: «Можете ли вы сварить алюминий с помощью сварщика с сердечником из флюса?»
На самом деле ваш вопрос: «Можете ли вы сварить алюминиевую проволоку с флюсом?» И «Можете ли вы сварить, используя сварочную проволоку из флюса с алюминием?»
То, что вы действительно, действительно хотите, это катушка с алюминиевым сердечником из флюса.
И ты хочешь это сейчас.
 Ваш поиск в Google
Ваш поиск в GoogleВы искали в Интернете, и это привело вас сюда.
Ваш поиск сварочной проволоки из алюминиевой проволоки в Google покажет вам кучу рекламы.
Со сварочными проволоками, которые утверждают, что это сварочные проволоки с сердечником из алюминиевого флюса. Или, скажем, алюминиевые провода MIG.
Другие — катушки из твердого алюминиевого провода МИГ, когда вы смотрите близко. И вы знаете, что ваш безгазовый сварщик с сердечником из флюса не может это использовать.
Потому что этот материал нуждается в газе аргон.
Вы ищете и ищите. Вы начинаете сомневаться, существует ли такая вещь, как сердечник флюса для алюминиевой сварочной проволоки?
В вашем квесте некоторые из проводов выглядят ужасно, как вы хотите.
Но абсолютная правда в том, что ни один из них не подходит для сварки алюминия с помощью сварщика с сердечником из флюса.
И если вы используете этот материал, вам скоро понадобится новый сварщик.
В лучшем случае провода вообще не сварятся.И в худшем случае они наполняют вашего сварщика сердечника флюса.
Единорог… Священный Грааль MIG Welding
Является ли сварочная проволока для алюминиевого флюса единорогом? Это мифическое существо искал и искал.
Ответ — да.
Алюминиевая проволока для газовой сварки для вашего сварщика с сердечником из флюса существует только в воображении.
Так почему слух о его существовании поднимает голову каждые несколько лет?
Хотите узнать, как работает сварщик с сердечником из флюса? Взгляните на документ, который у меня есть здесь об этом.Правда об алюминиевом флюсе сердечника провода
Вы обнаружите, что даже когда сварочная проволока говорит «сердечник флюса» в «названии», более тщательная проверка показывает:
1. Это сплошная алюминиевая проволока, мелким шрифтом написано, что рекомендуется аргон. На самом деле это более чем рекомендуется, это важно.
И более того, вам понадобится сварочный аппарат MIG, работающий на газе. т. е. проволока предназначена для сварки МИГ, а не для безгазовой сварки с флюсовой сердцевиной. Или
2. Это паяльная проволока.Снова процесс, который не имеет ничего общего со сваркой MIG или сваркой с флюсовой сердцевиной. Или
3. Алюминиевый провод, сердечник из флюса да;
- но провод для паяльных машин. Машины для пайки имеют автоматическую подачу проволоки.
- Или провод для использования в печи, где подача воздуха жестко контролируется.
- Или для использования в процессе индукционной пайки.
- Или это проволока для использования с пропановой газовой горелкой или горелкой, которая производит пламя. Все это означает, что это не провод МИГ, а провод для пайки.Ну и что? Вы найдете объяснение ниже.
Где я могу найти алюминиевый сварочный провод MIG с сердечником из флюса для продажи?
И я понимаю, почему вы ищете этого единорога.
У вас есть сварщик с флюсовым сердечником стоимостью от 100 до 300 долларов, потому что вы хотели заняться сваркой. Или у вас было только несколько небольших сварочных работ из мягкой стали.
Ваш бюджет не растянулся на более дорогой МИГ с газом.
И теперь у вас есть только этот кусочек алюминиевой сварки, и вы не хотите платить кому-то другому, чтобы он сварил его для вас.
Но есть веские причины, по которым все еще нет признаков этого единорога.
Нет сварочной проволоки с сердечником из флюса для продажи
На эту тему есть отличная статья от Фабрикатора Фрэнка Армао из Lincoln Electric. Фрэнк Армао упоминался в статье как член нескольких соответствующих комитетов Американского сварочного общества.
Статья датирована 2013 годом и действует до сих пор.
Вопросы, которые он освещает в этой статье:
1.Американское общество сварки (AWS) не имеет стандартов для алюминиевой проволоки с флюсовой сердцевиной. Вот ссылка на страницу стандартов для вас, чтобы дважды проверить, если что-то меняется. Маловероятно.
2. Дело в том, что флюсовые химикаты, обычно используемые для сварки MIG стали, не работают для алюминия. Алюминий слишком активно реагирует с воздухом.
3. Были некоторые лабораторные испытания флюсов, которые сработали для алюминия. Но лабораторные испытания и переход на коммерческие продукты — это две разные вещи.Зачем?
4. Причина, по которой процесс сложен в реальном мире. Это в реальном мире, за пределами лаборатории, есть много вещей, которые нужно контролировать. Алюминий реагирует. Таким образом, найти химический щит, который эффективен в качестве флюса для сварки в флюсе, является огромной проблемой.
Посетите мой документ здесь, чтобы узнать, как работает сварка сердечника флюса.5. Используемые в лаборатории защитные химикаты едкие — не совсем то, что вы хотите для сварного шва. Они высасывают воду из воздуха.Это означает, что хранение сварочной проволоки с алюминиевым сердечником может стать проблемой.
Представьте, что вы открыли свою проволоку для сварки сердечника из алюминиевого флюса. Через несколько минут вы обнаружите, что ваша сварочная проволока загрязнена и бесполезна. Это было бы огорчительно.
И вам понадобятся строгие условия хранения алюминиевого провода с сердечником из флюса. В противном случае ваше сварное соединение будет плохим, пористым и разрушится.
6. Вдобавок ко всему, химические реакторы, работающие в лабораторных условиях, являются бедствием для окружающей среды.И кто этого хочет.
Вот ссылка на статью:
Нет такой вещи, как алюминиевая сварочная проволока с сердечником из флюса для продажи и по уважительной причине. Этого не существует
Итак, какие у вас есть варианты для сварки алюминия?
Можете ли вы использовать «нормальную» сварочную проволоку с сердечником из флюса для сварки алюминия?
Короткий ответ — нет. Вы не можете использовать стальную проволоку с флюсовым сердечником в сварочном аппарате FCAW для сварки алюминия.
Это просто не сработает. И вы не получите соединение, которое ожидаете.
Вы можете сжечь своего сварщика. Ампер, необходимый для сварки Алюминия, может генерировать более, чем базовый сварщик мощностью 90 А или 130 А.
Полученные брызги были бы сногсшибательными Это может засорить ваш контактный наконечник и даже закоротить сварщика.
И после этого у вас не будет ни одного сварного шва или того, который вышел из строя.
Нет смысла пробовать это.
Сварка алюминия без газа? Какие у вас варианты?
Алюминиевая пайка
Единственный метод, который вообще не использует газ — это пайка.
Но даже в различных методах пайки вы найдете газовую горелку с пропаном. Он используется для расплавления материала припоя на соединение.
Существуют ограничения на использование паяльника для сварки алюминия. Потому что паяльник не может генерировать достаточно тепла. Ну, не достаточно, чтобы создать прочный сустав любого значительного размера.
Алюминиевый шов должен быть очень чистым. Поскольку любые примеси могут привести к тому, что ваш припой не прилипнет. Особенно потому, что алюминий так реагирует с воздухом.
Но, по крайней мере, в этом процессе нет газа, если вы решите паять с помощью паяльника.
Алюминиевая пайка с факелом
Существует разница между пайкой соединения с помощью факела и пайкой.
При пайке припой — материал наполнителя — плавится при более низкой температуре по сравнению с паяльной проволокой.
Основной алюминиевый металл нагревается, но не плавится. Алюминиевый припой стекает в небольшой зазор между алюминиевыми соединениями.
Алюминиевый провод с сердечником для пайки
При пайке алюминиевый наполнитель плавится при более высокой температуре. Но важно понимать, что соединения все еще нагреты, но не расплавлены, как при дуговой сварке.
Сердечник из флюса Алюминиевая сварочная проволока для пайки не предназначена для использования в электрической дуге. Для сварки сердечника флюса используется электрическая дуга
 Факел для пайки пламенем. Кредит фотографии: Лукас-Мильхаупт
Факел для пайки пламенем. Кредит фотографии: Лукас-МильхауптПри пайке используется газовая сварочная горелка.Не МИГ факел.
Шарнир сварочной горелки находится рядом. Цель состоит в том, чтобы нагреть алюминий достаточно, чтобы плавить алюминиевую проволоку для флюса. Но не так сильно, что алюминиевый основной металл плавится.
 Наполнитель для пайки. Кредит фотографии: Лукас-Мильхаупт
Наполнитель для пайки. Кредит фотографии: Лукас-МильхауптПаяное соединение должно быть тщательно очищено. Особенно, когда вы присоединяетесь к алюминию. Если сустав грязный, вы можете подать. Альтернативой является очистка с помощью химикатов.
Собираешь алюминиевые швы вместе.
И под близким я имею в виду разрыв от 0,0012 до 0,024 дюйма. Это сделано для того, чтобы вы могли получить достаточный поток материала наполнителя в зазор, чтобы выполнить соединение. А также для совместной силы.
 Готовое паяное соединение. Кредит фотографии: Лукас-Мильхаупт
Готовое паяное соединение. Кредит фотографии: Лукас-МильхауптАлюминиевая сварочная проволока без газа, есть ли такая вещь?
Вне пайки с паяльником и по вышеуказанным причинам нет.
Алюминий нуждается в газе для сварки. Будь то в процессе пайки, когда вы используете горелку и воспламеняющийся газ для нагрева соединения.Затем пропустите паяльный алюминиевый металлический наполнитель в соединение.
Или в MIG или для сварки TIG, где газ аргон защищает горячий металл от воздуха.
Из-за реактивного характера горячего алюминия очень легко испортить ваше соединение с загрязнителями в воздухе.
MIG или TIG Сварочный алюминий
СваркаMIG и TIG использует электричество и аргонную защиту, чтобы защитить соединение от воздуха. MIG и TIG используют электрическую дугу для плавления основных металлов и присадочного материала.Так что все они сливаются и текут вместе, и это образует ваш сварной шов.
Сварка алюминия, Ваши варианты:
1. Лучший и самый простой вариант — приобрести сварщик MIG. Тот, который способен подавать газ аргон и сварка алюминия. И я имею в виду, что вам нужен MIG, способный генерировать достаточную силу тока для сварки алюминия.
Плюс MIG сварщик нуждается в золотниковом пистолете. Золотниковый пистолет подает алюминиевую сварочную проволоку MIG.
Хотите посмотреть на сварщиков, способных на сварку MIG Алюминий? Почему бы не проверить сварщика Lincoln 140 MIG или статьи Everlast 140 iMIG, которые я имею на сайте.2. Самым привлекательным вариантом для сварки алюминия является использование сварщика TIG. Специалисты в области сварки TIG изготавливают лучшие алюминиевые сварные швы.
Сварка TIG выполняется, когда соединение видно, и важно, чтобы оно хорошо выглядело. Сварка ВИГ является более медленным процессом, чем сварка МИГ, и требует навыков и практики. Но я подозреваю, что если вы делаете этот поиск, вы не сварщик TIG.
Потому что вы бы уже сварили TIG на ремонт.
3. Следующим возможным вариантом является сварщик MIG, способный генерировать достаточно энергии.Нет золотникового пистолета, только обычный пистолет MIG и тефлоновый вкладыш.
Газ аргон по-прежнему необходим для защиты сварного шва от воздуха. Тефлоновая подкладка помогает проводу проскальзывать через шланг и подниматься к пистолету MIG. Потому что он очень гладкий и обеспечивает меньшее трение к мягкой алюминиевой проволоке MIG.
Для подачи алюминиевого провода МИГ ;
- Проложите как можно ровнее и ровнее кабель или шланг к пистолету MIG. Таким образом вы получите лучшую подачу алюминиевой проволоки МИГ, какую только сможете.
- Отрегулируйте натяжные ролики устройства подачи проволоки MIG. Вы хотите, чтобы провод был зажат, но не раздавлен.
- Изменилась полярность сварщика MIG для сварки аргоном и сплошной алюминиевой проволокой. И это возможно.
YouTube Video MIG Сварка без золотника
Это 15-минутное видео рассказывает о проблемах и некоторых решениях. К сожалению, он не показывает успешную сварку, но показывает, что может случиться, и часто это происходит.
Наконечники для сварки МИГ Алюминий без золотника
Видео Кредит: Weld.ком
Алюминий — это мягкий металл. Вы можете согнуть алюминий внутри шланга. Поскольку вы подаете из устройства подачи проволоки в сварочный аппарат MIG, через 10 футов кабеля к головке горелки. В результате отсутствует или плохая подача проволоки.
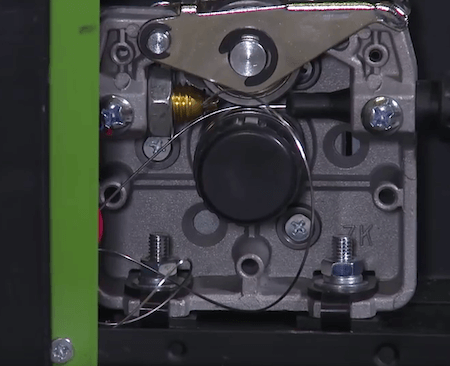 Птичье гнездо из проволоки
Птичье гнездо из проволокиВторое видео YouTube MIG Сварка алюминия без золотника
Это следующее видео 7-минутное видео не только освещает проблемы, но и показывает некоторые сварные швы. Это немного грубо и готово, но показывает, как это можно сделать.
Как MIG Сварка Алюминия без Золотника
Видео Кредит: A21bravo
 Нет результатов сварного шва
Нет результатов сварного шваСварные швы не красивые и их нужно будет отшлифовать, но он получил шов.
4. Если вы в отчаянии и у вас под рукой есть сварщик.
Я нашел это видео от WeldingTipsandTricks. Он сравнивает использование сварщика палкой или TIG с алюминиевыми стержнями.Если вы оказались в затруднительном положении, и это все оборудование, которое у вас есть…
Опять же, работает, но это не красиво, и есть проблемы с соединением с некоторой пористостью при использовании палочек.
 Алюминиевая ручка
Алюминиевая ручкаПодогрев помог.
 Алюминиевая ручка с подогревом
Алюминиевая ручка с подогревом, но если вы застряли в варенье, это путь.
YouTube Video Stick Сварка алюминия
Вот полное чуть менее 4-х минутное видео, чтобы взглянуть на
Ручка сварочная алюминиевая
Видео кредит: сварочные наконечники и трюки
Закрыть
Единорог из флюсового сердечника Алюминиевая сварочная проволока, к сожалению, не существует.Даже если ты хочешь это сейчас.
Я надеюсь, что моя статья показала вам некоторые варианты сварки алюминия.
,