
Сварка латуни в гаражных условиях. Сведения о сварке латуни
Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность.
 Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики. - Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
 Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.Нужно еще отметить, что латунь варится большинством из известных способов сварки:
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше.

Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.
Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки.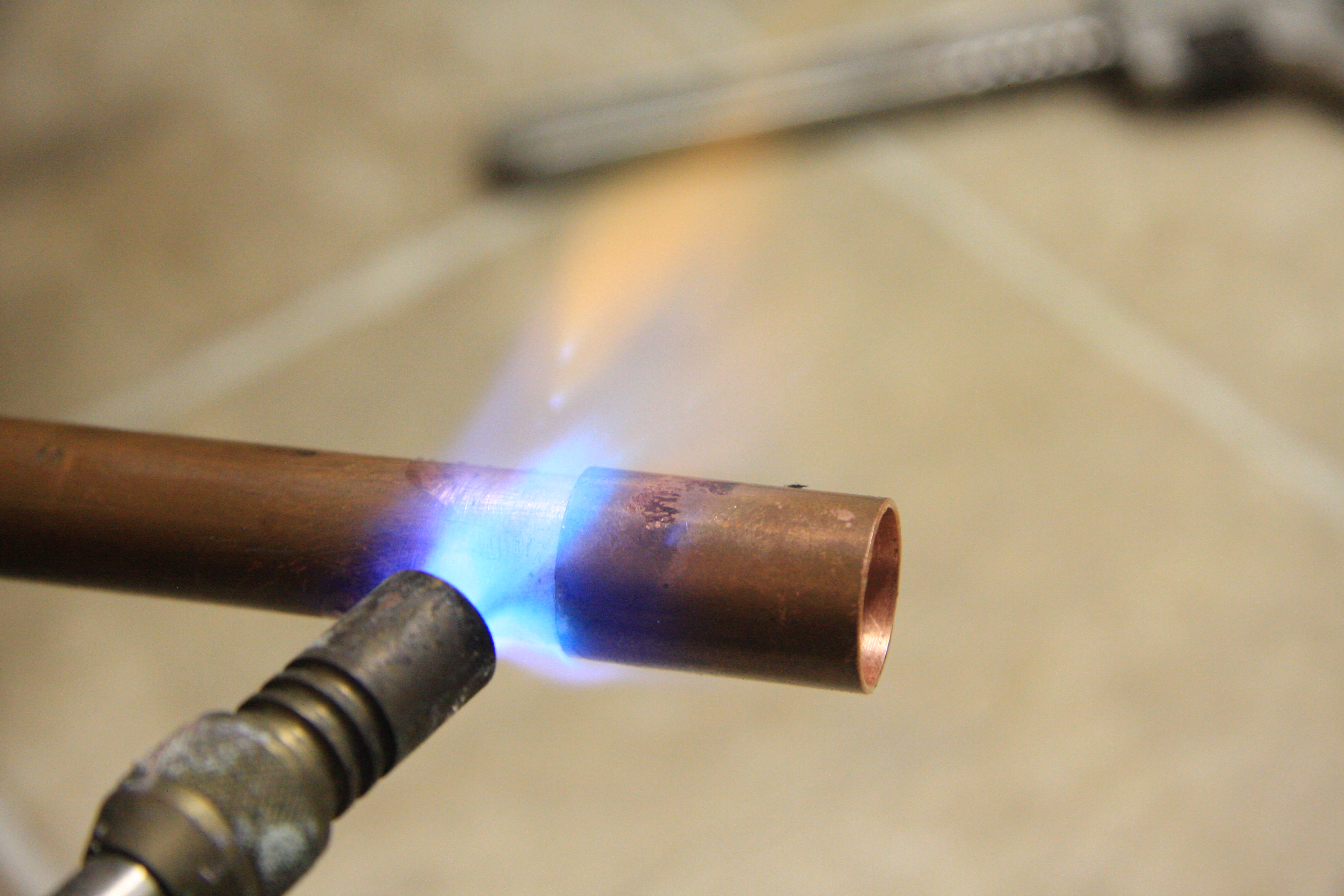 И так постепенно продвигаетесь вперед.
И так постепенно продвигаетесь вперед.
Контролируйте визуально отсутствие пор. Если появились – значит мало флюса. Добавили флюс – и пора заплавляется. Процесс сварки латуни ацетиленом сильно не отличается от сварки углеродистых сталей.
Читайте статью «Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния»
Газовая сварка латуни | Сварка и сварщик
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные Si и В. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется оксидная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600°С.
Подготовка свариваемых кромок под газовую сварку зависит от толщины металла: металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от 6 до 15 мм — с V-образной разделкой кромок на угол 70-90°, при толщине от 15 до 25 мм — с Х-образной разделкой на угол 70-90° с притуплением 2-4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени, несмотря на то что теплопроводность латуни на 7% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100-120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Газовую сварку латуни выполняют с максимальной скоростью окислительным пламенем. Конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс газовой сварки латуни. Согласно ГОСТ 16130-90, в качестве присадки при газовой сварке латуни применяют следующие марки присадочной проволоки: Л63, ЛО60-1, ЛК62-0.5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,2-0,04-0,5, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в средней 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла: d=S+1, где S-толщина свариваемого металла, мм, но не более 8 мм.
Для газовой сварки латуни в основном применяют флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы № 1, 2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% Zn, проковывают при температуре выше 650°С, а латуни, содержащие менее 40% Zn,- в холодном состоянии. После проковки применяют отжиг при температуре 600-650°С с последующим медленным охлаждением для получения мелкозернистой структуры.
Технология сварки латуни | Сварка и сварщик
Латуни — сплавы меди с цинком. Для улучшения свойств в них добавляют Al, Mn, Ni, Fe, Sn, Si и др. Такие латуни называют «специальными». Обозначают буквой «Л», справа от которой ставят буквенное обозначение специально вводимых элементов (кроме цинка), затем процент меди и процент специально вводимых элементов в той же последовательности, в какой указаны сами элементы. В маркировке их обозначают русскими буквами:
В маркировке их обозначают русскими буквами:
- А — алюминий
- Ж — железо
- Mг-магний
- Б — бериллий
- Н — никель
- X — хром
- О — олово
- Мц — марганец
- Ц — цинк
- С — свинец
- К — кремний
Примеры
ЛТ96 (томпак) — медно-цинковая латунь (96% меди и 4% цинка)
Л68 — медно-цинковая латунь (68% цинка и 32% цинка)
ЛАЖМц70-6-3-1 — специальная латунь (70% меди, 6% алюминия, 3% железа, 1% марганца, 20% цинка)
Трудности при сварке. В процессе сварки сильно испаряется цинк — при температуре 907°С, которая близка к температуре плавления латуни 910°С. При этом ухудшаются механические свойства сварного соединения. Чтобы снизить выгорание цинка, используют сварку на пониженной мощности дуги и присадочную проволоку с кремнием, который создает на поверхности сварочной ванны защитную окисную пленку SiO , препятствующую испарению цинка.
Режимы аргонодуговой сварки латуни
Толщина металла, мм | Диаметр, мм | Сварочный ток, А | Расход аргона, л/мин | |
электрода | присадка | |||
1,5 | 2,5-3 | 1,6 | 120-140 | 8-9 |
2,5 | 2,5-3 | 2 | 190-210 | 9-10 |
3 | 3,5-4 | 3 | 210-220 | 11-12 |
Сварка латуни аргоном, изготовление изделий и конструкций из латуни, ремонт деталей
Латунь – сплав меди и цинка. Для получения металла со специальными характеристиками, в него также могут добавляться различные примеси в виде свинца, никеля или олова
Для получения металла со специальными характеристиками, в него также могут добавляться различные примеси в виде свинца, никеля или олова
Поскольку латунь является одним из медных сплавов, она очень сложно поддается сварке. Поэтому при формировании неразъемных соединений, выполненных именно из этого материала, применяются особые технологии сварки, а наиболее часто выбирается сварка латуни аргоном.
Сварка латуни аргоном
Почему возникают проблемы со сваркой латуни?
Основной недостаток, свойственный всем медным сплавам, — резкое изменение физических свойств после процессов термической обработки (нагревания и охлаждения). Цинк, входящий в состав материла, в буквальном смысле испаряется, чем негативно влияет на пластичность латуни.
Возникает две проблемы:
- Вопрос прочности свариваемого шва, поскольку материал теряет пластичность, а водород, который имеется в оксидной пленке и шлаках, восстанавливается во время нагрева и тем самым вспенивает структуру шва.
- Возможность надышаться вредными парами цинка и прочих присадок.

Особенности технологии, используемой при сварке латуни
Чтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:
- обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;
- после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;
- перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;
- отдавать предпочтение сварке в инертной среде, а также газовой технологии;
- в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;
- оптимальным шлаком для работы считается смесь метилового спирта и метилбората. Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;
- следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.
 Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;
Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;Технология сварки латуни вольфрамовыми электродами в аргонной среде
Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.
Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров.
Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка.
Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Сварка труб аргоном предполагает однослойное заполнение сварочного шва, поскольку любые наплавления недопустимы при работе с латунью. Используется технология перехлёстного заполнения, то есть укладки отдельными валиками.
Когда выполняется завершающая заварка кратера, следует уменьшить силу сварочного тока на поверхности стыка и отвести неплавкий электрод, чтобы способствовать разрыву дуги.
При сварке латуни параметры сварочного аппарата должны быть идентичными работе со стальными заготовками.
Сварка латунных труб
Преимущества аргонной сварки латуни
- отсутствие необходимости использования флюсов и электродов со специальным покрытием;
- экологическая чистота и максимальный уровень безопасности для сварщика;
- высокая скорость заполнения;
- эстетические сварные швы;
- отсутствие шлаковой корки на сварных швах;
- благодаря использованию инертного газа в процессе работы исключается образование на деталях оксидных и нитратных корок;
- удаление всех отходов технологического процессе осуществляется активной струей аргона;
- возможность применения технологии для любых изделий из латуни вне зависимости от габаритов.
Обратившись к нам в мастерскую, к вашим услугам мастера с опытом и знаниями, которые выполнят любые варианты сварочных работ, в том числе и сварку латуни аргоном. Многолетняя практика мастеров, знание тонкостей аргоновой сварки и обработки швов – это гарантия оперативного и качественного выполнения Вашего заказа.
Сварка цветных металлов осуществляется методом аргонно-дуговой сваркой. Важно учитывать, что каждому варианту свойственны свои особенности в технологии, а каждому металлу своя температура плавления. При сварке разных материалов с латунью используется осциллятор, за счет чего весь метал не перегревается, а только поверхность листа, что позволяет чисто и ровно воедино сплавить разнородные части.
По сути, сварка цветных металлов — это ювелирное дело, учитывая, что мастер в ручную обрабатывает каждый миллиметр шва при сварке.
Выгодные преимущества аргона
Сварка с использованием инертного аргона позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Однако, в процессе сварки латуни аргоном существуют и сложности. Как правило сложности в данном процессе возникают по причине испаряемости цинка. Известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни. Важно, что при этом образовывается достаточно ядовитая окись цинка. Следовательно, сварка латуни кроме профессионального подхода требует и использования специальных средств защиты (респиратора) либо, как минимум, сильной воздушной вытяжки.
Немаловажной остается и финансовая часть вопроса. Аргон считается доступным вариантом относительно цены. Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Сварка латуни, бронзы полуавтоматом в домашних условиях
Сваривание латуни обычно применяется для производства различного оборудования, применяемого нефтехимической отраслью. В домашних условиях этот металл довольно редкий, так как относительной дорогой и необходимости острой в деталях из него не бывает. Но если что-то все же потребуется сварить, полуавтоматом это вполне реально в газовой среде с аргоном.
В домашних условиях этот металл довольно редкий, так как относительной дорогой и необходимости острой в деталях из него не бывает. Но если что-то все же потребуется сварить, полуавтоматом это вполне реально в газовой среде с аргоном.
Свариваемость этого металла в большей степени зависит от количественного содержания цинка, как самого непригодного компонента для подобных работ, но все же при соблюдении технологии и сплавы с его относительно высоким содержанием могут быть надежно соединены.
Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94.25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
|---|---|---|---|---|
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355.9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423. 6 6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота h4BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313.8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.

В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно.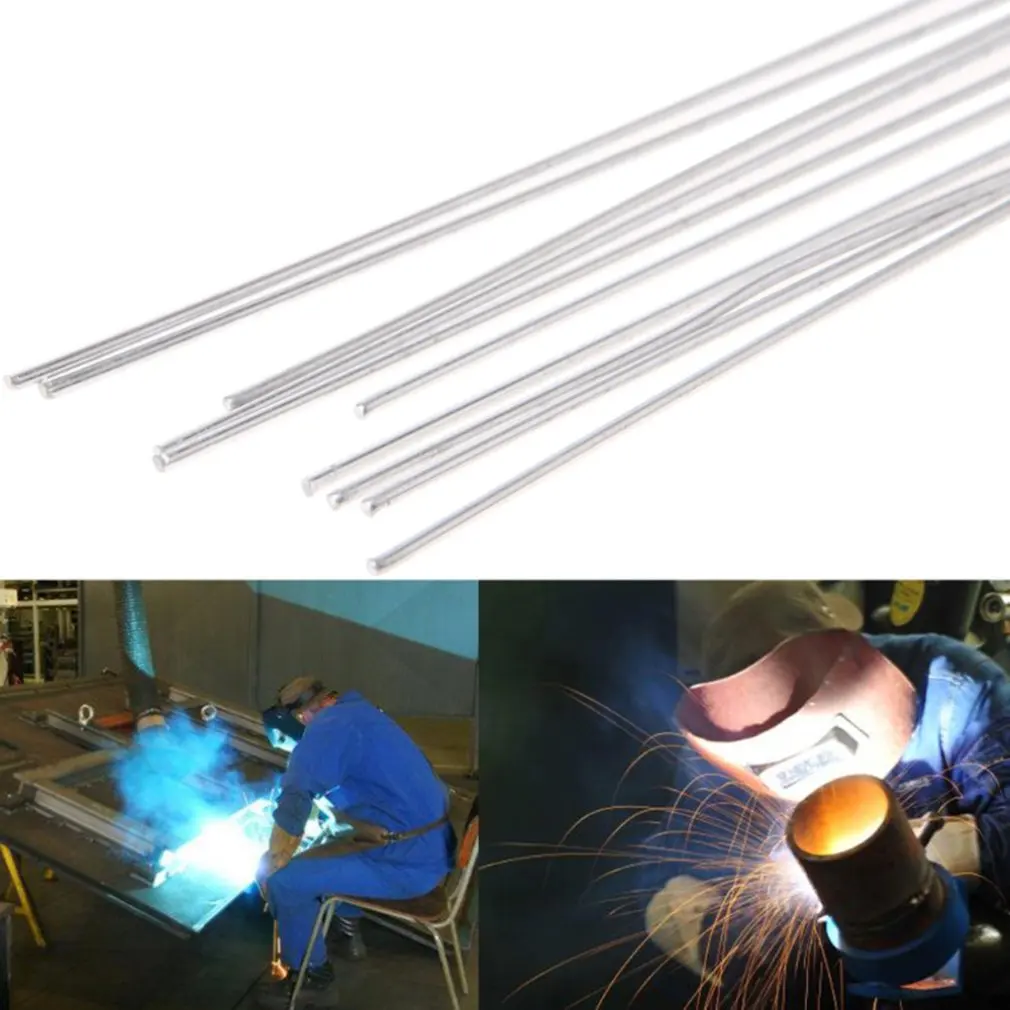 Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью. Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
- Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
 Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.
При соблюдении технологии, качество сварного соединения существенно увеличивается.
Особенности и технология сварки латуни
Этот сплав можно сваривать любым известным способом. Обработка латуни во многом похожа на работу с медью. По сути это медный сплав, который чаще всего применяется в для производства приборов. Профильный металлопрокат лучше всего варить контактной сваркой. В составе латуни есть цинк и прочие элементы. А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
Обработка латуни во многом похожа на работу с медью. По сути это медный сплав, который чаще всего применяется в для производства приборов. Профильный металлопрокат лучше всего варить контактной сваркой. В составе латуни есть цинк и прочие элементы. А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
Главная трудность сварки
Латунь характеризуется довольно сильным кипением и горением цинка, который имеет более низкие температуры плавления и кипения. Они составляют соответственно 419 и 905 градусов Цельсия. Эти показатели значительно ниже, чем у основного металла. Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
При обработке довольно много цинка улетучивается, а остальная часть вступает в реакцию с кислородом, образуя оксид цинка (ZnO). Он визуально похож на порошок белого цвета, который образуется в зоне термической обработки, а также рядом с самим швом.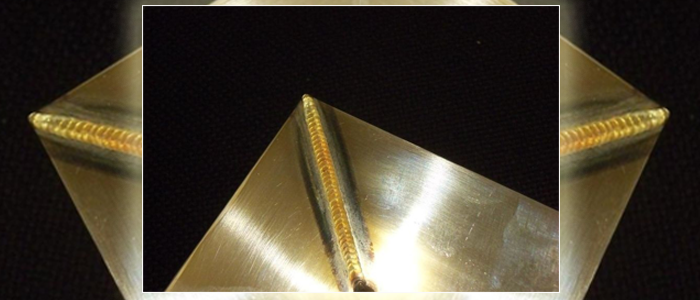 Кроме того, порошок оседает и на элементах аппарата, находящихся рядом.
Кроме того, порошок оседает и на элементах аппарата, находящихся рядом.
Важно отметить, что оксид цинка для человека очень опасен. Соблюдение техники безопасности и ношение респиратора при работе с этим металлом строго обязательно. Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.
Таким образом, при работе с латунью нужно обеспечить отсутствие пор в шве и уменьшить испарение цинка, чтобы произвести качественную сварку изделия.
Подготовка металла
Латунные изделия обладают меньшей теплопроводностью, чем медные. Поэтому при работе с деталями небольшой и средней толщины не нужен дополнительный подогрев. При значительной толщине требуется местный нагрев непосредственно перед работой.
В зависимости от толщины кромок детали, выполнятся разделся в стык. Если толщина листа латуни превышает 1,5 миллиметра, то лучше всего сделать борты, ширина которых должна составлять две толщины свариваемой стенки.
Если толщина листа латуни превышает 1,5 миллиметра, то лучше всего сделать борты, ширина которых должна составлять две толщины свариваемой стенки.
Если кромки вашего металла находятся в диапазоне толщины 1.5-6 миллиметров, то можно их не подготавливать, но при этом сделать зазор в 1-2 миллиметра. Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон.
Если толщина вашего изделия довольно большая и составляет 6-25 миллиметров, то рекомендуется V-образная разделка. Но если есть возможность, то лучше выполнить X-образную разделку. При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
Присадочные материалы
Процесс и качество сварки латуни сильно зависимы от присадок. Ознакомьтесь с наиболее часто используемыми вариантами:
Ознакомьтесь с наиболее часто используемыми вариантами:
№ | Марка материала | Химический состав, % | |||||
Cu | B | Si | Sn | Ni | Примеси | ||
1 | ЛКБО 62-0,2-0,04-0,5 | 60,5-63,5 | 0,03-0,07 | 0,15-0,2 | 0,4-0,6 | — | — |
2 | ЛК 62-0,5 | 60,5-63,5 | — | 0,3-0,7 | — | — | 0,6 |
3 | ЛК 62-0,2 | 60,5-63,5 | — | 0,15-0,2 | — | — | 0,6 |
4 | ЛКН 56-0,3-6 | 55,0-57,0 | — | 0,25-0,3 | — | 5,5-6,0 | — |
5 | Л 62 | 60,5-63,5 | — | — | — | — | — |
6 | Л 68 | 67-70 | — | — | — | — | 0,3 |
7 | ЛК 80-3 | 78-82 | — | 3,0 | — | — | 0,3 |
8 | ЛО 60-1 | 60,5-63,5 | — | — | 0,5-1,0 | — | 1,0 |
9 | ЛОК 59-1-0,3 | 58-60 | — | 0,2-0,4 | 0,7-1,1 | — | 0,3 |
10 | ЛОК 62-0,4-0,5 | 60,5-63,5 | — | 0,3-0,7 | 0,3-0,5 | — | 0,5 |
Примечание. | |||||||
 Остальное цинк.
Остальное цинк.Для работы с обыкновенной латунью чаще всего берут проволоку Л68 и Л62. Она не влияет на выгорание цинка, однако дает приемлемое качества сварного шва. Он получается прочный и имеет хорошую форму. А вот в качестве недостатка вы получите сильно пористый металл в месте соединения.
Чтобы этого избежать и увеличить плотность шва, используемая латунная проволока должна быть легирована элементами с возможностью раскисления. К таким элементам можно отнести кремний, алюминий, марганец, никель, частично серебро.
Под номером 1 выступает присадка с бором. В процессе обработки металла образуются легкоплавкие флюсы, поэтому применение дополнительного флюса не требуется, а время сварки возрастает на 20-40%.
Присадочные проволоки под номерами 2 и 3 являются кремнистыми латунями. При их использовании испарение цинка достигает всего лишь 2%. Считается малодымным способом обработки. Материал номер 4 в составе имеет цинк. Сварка с его использованием является бездымной. Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Номера 5 и 6 применяется с использованием газовых или порошковых флюсов для сварки латуней Л68 и Л62.
Материалы 8, 9 и 10 содержат кремний и олово. Они необходимы для получения высокой стойкости к коррозии шва в морской воде. Лучшие результаты сварки с такой присадкой достигаются с помощью ацетиленокислородной сварки.
Флюсы для газовой сварки латунных деталей
Тут применяются те же самые флюсы, что и для аналогичной обработки медных изделий. Однако оптимальные результаты можно получить при следующих вариантах:
- 100% буры,
- 50% буры и 50% ортоборной кислоты,
- 20% буры и 80% ортоборной кислоты.
Эти флюсы хорошо очищают и препятствуют образованию оксидной пленки. При проведении исследований было выявлено, что отличные результаты достигаются с помощью флюса БМ1. В нем содержится 70-75% метилбората и 25-30% метилового спирта. Использование этого вещества полностью останавливает испарение цинка.
Использование этого вещества полностью останавливает испарение цинка.
Расход этого флюса небольшой: всего 30 граммов на 1 килограмм расплавленной латуни. Но будьте осторожны и не переборщите. При превышении требуемого количества качество соединении понижается, так как увеличивается образование пор.
Техника сварочных работ
Соединение латунных изделий рекомендуется производить с самой высокой скоростью, которую возможно обеспечить. Она должна составлять 15-25 сантиметров в минуту для однослойных швов. Уменьшение скорости ниже этого порога не рекомендуется, так как значительно вырастает риск формирования пористости.
Если нужно сварить довольно толстую латунь, то изделия ставят под углом 10-15% почти параллельно земле и сваривают снизу-вверх. При этом рекомендуется предварительно подогревать кромки. При создании длинных швов требуется выполнение обратноступенчатой сварки. Допустимо применение вертикального шва, хотя чаще всего используется нижний шов. В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
Если вы производите соединение не в нижнем положении, то требуется использование присадочной проволоки с легирующими элементами в составе, иначе образуется много пор в шве. По экспериментам, описанным Асиновской Г.А., применение газового флюса и присадки из латуни, имеющей кремний в составе, допускает сварочные работы из любого положения.
Обработку латунных деталей необходимо производить следующим образом: пруток расположите под углом 15-30% к шву, а горелку под углом 70-80 градусов к детали. Кончик присадки должен находиться в огне ровно над ванной.
Качество сварки разных марок
Прочность шва различается в зависимости от марки латуни. Также присадочные прутки оказывают большое влияние на качество. В таблице приведены усредненные показатели прочности соединений латуни в зависимости от марки:
Марка латуни, присадки и флюса (сверху вниз) | Толщина металла, мм | Показатель прочности | ||
Сварного соединения, МПа | Металла шва, МПа | Угол загиба, град | ||
Л62 | 10 | 355,9 | 409,9 | |
Л62 | 1,0-10 | 388,3 | 423,6 | 180 |
Л62 | 3-6 | 332,4 | — | 180 |
Л62 | 3-4 | 313,8 | 343,2 | 180 |
Л62 | 4 | 313,8 | 372,6 | 180 |
ЛО 62-1 | 4 | 411,9 | 402,1 | 180 |
ЛЖМц 59-1-1 | 40 | 383,4 | 416,8 | 180 |
Холодные и горячие трещины могут образоваться только в довольно длинном шве. Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Для улучшения структуры металла рекомендуется производить отжиг после сварочных работ. Температура процесса должна составлять 550-650 градусов Цельсия.
Сварка латуни аргоном. Советы, как избежать ошибок
При проведении в Екатеринбурге аргоновой сварки латуни могут возникнуть проблемы, так как этот сплав на основе меди достаточно трудно сваривается. Из-за наличия в сплаве цинка, который испаряется при температуре плавления латуни, он приобретает плохую пластичность, в сварном шве появляются поры, а в воздух выделяются опасные для человека пары. В случае наличия в оксидной пленке водорода при сваривании шов насыщается пузырьками, из-за чего его прочность существенно уменьшается.
Технология сварки латуни аргоном
Следует учитывать, что в Екатеринбурге аргонодуговой сварке стоит подвергать латунные детали толщиной от 3 мм, а тонкие детали можно только паять. Перед сваркой необходимо провести следующую подготовку:
Перед сваркой необходимо провести следующую подготовку:
-
при толщине до 4 мм сварку можно проводить, не разделывая кромки;
-
при толщине 4-10 мм нужно произвести одностороннюю разделку кромок под углом 60-70°;
-
при толщине 10-15 мм рекомендуется снять фаски с обоих краев под углом 20-35°;
-
при толщине 15-25 мм необходимо сделать Х-образную разделку.
После разделки следует притупить кромки, обезжирить и зачистить латунные заготовки, не забыв перед этим надеть респиратор, поскольку латунные окислы можно удалить только при помощи таких веществ, как азотная кислота. Показателем высокого качества очистки является металлический блеск, появившийся на поверхности изделия.
Перед сваркой нужно обязательно включить вытяжку и надеть респиратор, чтобы защитить легкие от ядовитых испарений цинка, которые будут сопровождать процесс (выделение паров цинка сопровождается сильным треском). Под свариваемый стык рекомендуется подложить прокаленную прокладку из асбеста. Настроить параметры сварочного аппарата, которые для каждой модели подбираются с учетом рекомендаций производителя и собственного опыта специалиста по обработке листового металла. Ток для сваривания латуни нужно выставлять небольшой, чтобы обеспечить сплаву достаточное проплавление. Чтобы избежать брака, рекомендуется протестировать правильность выставленных параметров на опытном образце.
Под свариваемый стык рекомендуется подложить прокаленную прокладку из асбеста. Настроить параметры сварочного аппарата, которые для каждой модели подбираются с учетом рекомендаций производителя и собственного опыта специалиста по обработке листового металла. Ток для сваривания латуни нужно выставлять небольшой, чтобы обеспечить сплаву достаточное проплавление. Чтобы избежать брака, рекомендуется протестировать правильность выставленных параметров на опытном образце.
Если толщина изделия из латуни больше 10 мм, то рекомендуется предварительно подогреть деталь. Затем можно приступать непосредственно к процессу аргоновой сварки в Екатеринбурге по технологии с перехлестом или отдельными валками, заполняя присадочным металлом зазор между свариваемыми деталями на всю его глубину. Так можно сваривать мелкие и крупные изделия из латуни или восстанавливать их методом наплавки.
Цена аргонодуговой сварки латуни во многом зависит от того, какой электрод вы при этом будете использовать. Обычно для этих целей применяется вольфрамовый электрод в один слой. Для присадки подходит аналогичный кусок металла, но впоследствии потребуется зачищать шов и шлифовать все изделие. В качестве присадки также можно использовать медную проволоку, кремнистую латунную проволоку, прутки из безоловянной бронзы.
Обычно для этих целей применяется вольфрамовый электрод в один слой. Для присадки подходит аналогичный кусок металла, но впоследствии потребуется зачищать шов и шлифовать все изделие. В качестве присадки также можно использовать медную проволоку, кремнистую латунную проволоку, прутки из безоловянной бронзы.
Если придерживаться этой технологии аргоновой сварки в Екатеринбурге, то при сваривании латуни вы получите прочные однородные швы, которые смогут выдержать большие нагрузки на растяжение, на сжатие и на изгиб. Если ваш гараж или мастерская, в которой вы проводите сварку, не оборудованы специальной вытяжкой, то лучше всего производить сварочные работы на открытом воздухе ввиду высокой опасности для человеческого здоровья паров цинка. Где бы вы ни выполняли сварку олова, обязательно используйте респиратор.
7 шагов для сварки латуни с латунью — сварочная втулка
Итак, вы хотите сварить латунь с латунью. Работа с латунью — это простой процесс для освоения, который также очень полезен, потому что латунь отлично смотрится в сочетании с деревом или другими металлами. Латунь можно использовать для создания частей или даже всей автоматизации, если вы строите двигатель. Как только вы начнете учиться работать с латунью и сваривать ее, вы будете делать множество прекрасных изделий!
Латунь можно использовать для создания частей или даже всей автоматизации, если вы строите двигатель. Как только вы начнете учиться работать с латунью и сваривать ее, вы будете делать множество прекрасных изделий!
Как сварить латунь с латунью? Очень возможно паять TIG, а также припаивать латунь к латуни.Чтобы работать эффективно, вы должны знать, как сначала резать, манипулировать и паять латунь, чтобы вы могли сваривать ее. С латунью очень легко работать, и, поскольку ее можно паять и паять, сваривать детали из латуни (эффективно и эстетично) довольно просто, если вы понимаете основные шаги работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в этом. Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Если вы уже знакомы с начальными шагами и имеете опыт сварки TIG, вот видео о процессе.
Если вам нужен урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение. Чтобы узнать больше о латуни, продолжайте читать!
Подготовка к сварке: вырезание латунных деталей
Понимание того, как вырезать латунные детали, является первым шагом в процессе изучения того, как сваривать две детали из латуни.Вам нужно будет уметь манипулировать латунными изделиями, с которыми вы планируете работать, и первая часть этого — понимание того, как вырезать латунные изделия.
К счастью, когда вы режете детали из латуни для подготовки к следующему сварочному проекту, у вас будет несколько вариантов. Однако существуют разные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты резки различных видов латуни.
Различные виды латунных деталей, с которыми вы, скорее всего, будете работать, включают латунные стержни, которые вы можете разрезать плоскогубцами или ножовкой, латунные трубки, которые вы можете разрезать пилой или трубным резаком, и латунные листы, которые можно отрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или резак для резки латуни?
Короче можно!
Вам понадобится устойчивая рука с листовым металлом, но я предпочитаю Dremel со стержнями и трубками. Если вы уже выполняете сварку TIG, удерживать устойчивую руку с листом латуни не должно быть проблемой.
Мне нравится мой Dremel 4300 (посмотрите отзывы на Amazon здесь). Это быстрый и точный способ резки латуни по мере необходимости.
Обрезка латунного стержня перед сваркой
Когда дело доходит до резки латунного стержня, у вас есть два варианта инструментов, которые вы можете использовать для резки. Вам понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь обоими инструментами.
Кусачки и латунный стержень
Если у вас есть очень крошечные кусочки проволоки или прутка, то все, что вам нужно для резки латуни, — это кусачки. Однако, если у вас больший калибр, вам может потребоваться пара более массивных кусачков или даже болторез, если кусок довольно большой.Вы можете использовать любой из этих инструментов, если вставляете стержень в челюсти перед резкой.
Однако, если у вас больший калибр, вам может потребоваться пара более массивных кусачков или даже болторез, если кусок довольно большой.Вы можете использовать любой из этих инструментов, если вставляете стержень в челюсти перед резкой.
Если вы используете кусачки для резки латуни, иногда, в зависимости от типа кусачков, которые вы используете, после резки у вас могут появиться острые концы. В таком случае не забудьте подпилить, отшлифовать и отшлифовать конец только что отрезанной детали, пока она не станет плоской.
Ножовка по металлу и латунный стержень
Если у вас есть ножовка и вы хотите отрезать кусок побольше, то вы все равно сможете отрезать латунный стержень.Сначала вставьте стержень, который вы собираетесь разрезать, в тиски и убедитесь, что он надежно удерживает деталь. Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Кроме того, всегда помните, что ножовка — это инструмент для двуручного использования. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую — на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия, которое находится ближе всего к рукоятке.После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при выполнении каждого удара.
Вы режете пилой, когда отводите инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия, которое находится ближе всего к рукоятке.После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при выполнении каждого удара.
Когда вы разрезаете латунный стержень для подготовки его к сварке, вам не нужно будет прикладывать большое усилие вниз с помощью ножовки. Сосредоточьтесь на том, чтобы делать длинные, устойчивые движения и использовать лезвие по всей длине, а не резать как следует. Оставайтесь сосредоточенными и не торопитесь, прорезая металл. Таким образом, вы не прорежете то, что не собирались разрезать.
Обрезка латунной трубки перед сваркой
Теперь, когда мы дали вам несколько рекомендаций по резке латунного стержня, мы перейдем к латунной трубке.Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Мы обсудим оба метода более подробно ниже.
A Пила и латунные трубки
Один из способов разрезания латунных трубок — это использовать небольшую или большую пилу по металлу. Мы рекомендуем отрезать латунные трубки внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и начинайте резку.Пила пройдет через трубу и прорежет обе стенки за один раз.
Когда это произойдет, ваша пила может застрять, а это означает, что вам будет трудно пропилить трубку. Вместо этого постарайтесь избежать заедания пилы, поворачивая трубку от себя во время резки. Таким образом, вы будете пропиливать только одну часть трубки за раз.
Резак для трубок и латунные трубки
Вы можете приобрести резак для трубок в любом местном хозяйственном магазине, и этот резак поможет вам разрезать любые металлические трубки, которые у вас есть, в том числе латунные.Если у вас есть резак для трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
Затем вы несколько раз переместите инструмент вокруг трубки.
После этого вам нужно будет немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова сделайте круг. Вам нужно будет повторять этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее разрежете.
Если трубка выглядит так, как будто один из ее концов обжат, то для решения этой проблемы можно использовать коническую развертку.Вам нужно будет подпилить гофрированный конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начать процесс, на тот случай, если вам нужно отшлифовать его из-за обжатого конца.
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это латунные листы. Листы латуни можно разрезать ножницами или ножовкой. Мы рассмотрим каждый из этих методов ниже.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не забывайте обрезать углы детали, пока она не станет похожей на круг. После этого используйте внутреннюю часть губок для последнего изогнутого надреза.
Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не забывайте обрезать углы детали, пока она не станет похожей на круг. После этого используйте внутреннюю часть губок для последнего изогнутого надреза.
A Ножовка и латунный лист
Для резки латунного листа также можно использовать ножовку. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя обрезками фанеры и зажать все детали тисками.Дерево должно помочь удерживать металл на месте, пока вы его режете. Если вы хотите провести линию на своей латуни, используйте кусок фанеры с одной стороны латуни. Помните, что вы должны толкать только ножовкой.
Теперь, когда вы понимаете, как резать разные типы латуни перед сваркой латуни с латунью, мы расскажем, как согнуть латунь и придать ей форму, прежде чем начинать сваривать латунные детали вместе.
Подготовка к сварке: сгибание латуни
После того, как вы разрежете латунь, вам, скорее всего, придется немного согнуть ее, прежде чем вы сможете сварить детали из латуни.Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня, трубок и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы поговорим чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку легко сгибать плоскогубцами. Вставьте проволоку в плоскогубцы и держите их одной рукой, а затем другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете сгибать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания.Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать резкую кривую, то лучше использовать для этой работы плоскогубцы. Вам нужно будет начать с загибания стержня в губки. Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Вы также можете использовать плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для обработки металлов, которые могут помочь вам сгибать проволоку всех видов, и вы можете сделать большинство этих же изгибов, просто используя одну пару плоскогубцев с плоским острием вместе с несколькими круглыми плоскогубцами. плоскогубцы.Однако, если вы чувствуете, что плоскогубцы ухудшают вид ваших изгибов и оставляют следы, подумайте о покупке плоскогубцев с нейлоновыми подушечками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете прикрепить приспособление к скамейке, а затем зажать его. Когда вы используете джиг-приманку, вам нужно вставить удилище в прорези или штифты. Затем вы будете руками сгибать стержень и перемещать его в эту область джига.Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на проводе появятся следы инструментов.
Сгибание латунных трубок перед сваркой
Латунные трубки — одна из самых сложных вещей, которую нужно научиться сгибать, когда вы готовитесь к сварке. Это связано с тем, что латунные трубки легко перегибаются и ломаются. Для этого материала мы рекомендуем использовать пружинный гибочный станок. Возьмите пружинный изгиб, который наденет на трубу, которую вы собираетесь сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь изгибать.
Теперь, используя обе руки, согните трубку и сильно прижмите большие пальцы рук к месту сгиба. Если вы также можете использовать другую пружину с трубкой, у вас будет еще больший успех, когда вы попытаетесь согнуть латунь.
Гибка латунных листов перед сваркой
Гибка металлических листов — тоже непростая задача. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы получился изгиб. Используя деревянный брусок, вы должны иметь возможность надавить на весь край, который вы хотите согнуть, не повредив металл.
Используя деревянный брусок, вы должны иметь возможность надавить на весь край, который вы хотите согнуть, не повредив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаять латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить детали из латуни путем резки и гибки их перед сваркой, вы готовы научиться сваривать эти детали из латуни вместе.Сварка латуни очень проста, потому что вы можете использовать припой для завершения сварки.
Ниже приведены некоторые из предметов, которые вам необходимо собрать, прежде чем вы научитесь сваривать латунь с латунью:
Теперь, когда вы знаете, какие материалы вам понадобятся, когда вы начнете сваривать латунь с латунью, мы рассмотрим типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что при более высоких температурах латунь выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Этот припой используется многими людьми, которые ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что при более высоких температурах латунь выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы разберем этапы сварки латуни с латунью с использованием припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: Убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как разновидность клея. Он может очень хорошо удерживать вместе два куска латуни. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части разделяют много места на поверхности.
Math поможет вам в этом.
Если у вас будет больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Ваш припой не будет прочным, если между деталями есть большие зазоры или если детали не подходят друг к другу.
Совет № 2: Убедитесь, что вы тщательно очистили детали.
Никогда не упускайте из виду важность чистки латунных деталей. Если их не почистить, они не будут хорошо свариваться. Если вам нужна прочная паяльная связь, убедитесь, что все латунные детали чистые.
Совет № 3: убедитесь, что все детали плотно удержаны, пока вы используете припой для сварки.
Убедитесь, что ваши фигуры не двигаются и не теряют равновесие. Прежде чем приступить к сварке припоем, вы должны убедиться, что все детали из латуни надежно соединены.
Совет №4. Нагревайте детали для сварки, а не припой.
Когда многие люди используют припой для сварки, они забывают, что плавить припой не нужно. Вместо этого вы должны нагревать две части, которые хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете переместить припой к горячей части, а затем в швы, чтобы сварить части вместе.
Совет № 5: Подготовка важна при использовании припоя для сварки
Одна из основных причин, по которым у людей возникают проблемы при сварке латуни с латунью при пайке, заключается в том, что они не тратили время на подготовку всего (например, резки, гибки и т.п.) в шагах, описанных выше.
Помните, когда вы выполняете сварку для пайки, вы тратите большую часть своего времени на подготовку к пайке, не обязательно на сварку. Итак, уделите пристальное внимание подготовке.
Пошаговая сварка и пайка латуни к латуни
Теперь, когда вы понимаете, как подготовить детали из латуни, сгибая и разрезая их, мы проведем вас через процесс сварки латуни с латунью с помощью припоя.
Шаг № 1: Подготовьте рабочее место
Во-первых, вам нужно подготовить рабочее место.Убедитесь, что вы приняли во внимание безопасность.
Возьмите все легковоспламеняющиеся и уберите их с рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении или соберите несколько вентиляторов, чтобы выдуть пары.
Шаг № 2: Очистите латунные детали
Теперь вам нужно взять наждачную бумагу, напильник, наждачную ткань, подушечки Scotch-Brite или что-то еще, что вы захотите использовать, чтобы вы могли очистить латунные участки. что вы свариваете. Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные участки.
Помните, что на некоторых кусках латуни будет нанесен слой прозрачного лака, чтобы они оставались яркими. Однако, когда вы объединяете латунные детали, вам необходимо удалить лак, иначе вы не сможете использовать припой для их эффективного объединения.
После того, как вы почистите куски латуни, удалите их, протерев спиртом. Спирт поможет избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите, уберите спирт подальше от вашего рабочего места (помните, что спирт легковоспламеняющийся) и дайте латунным деталям высохнуть, прежде чем начать.
Шаг № 3: Установите детали на место
Вам нужно будет схватить зажимы, чтобы можно было скрепить латунные детали. Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Вы также можете использовать высокие Т-образные штифты для скрепления частей или более тяжелых металлических предметов.
Что бы вы ни выбрали, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут сильно нагреваться, поэтому не стоит класть что-либо близко к области стыка, который вы свариваете.
Если вы это сделаете, он может поглотить тепло и испортить припой.
Шаг №4: Используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Ваш флюс TIX поставляется с бутылкой и кисточкой. Вы можете подумать, что кисть удобна, но это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой будет нужен везде, где вы разместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса в нужное место.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втягивать жидкость между двумя латунными деталями.
Кроме того, если вам нужна дополнительная помощь на этом этапе, TIX создает антифлюс, который вы можете применять везде, где хотите, чтобы ваш припой избегал.
Шаг № 5: Подготовка припоя к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его разместите — это простой процесс, и вам не придется ничего трогать, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может скатиться с ваших латунных деталей, мы рекомендуем стучать молотком, чтобы прижать проволоку к припоям полностью. Используя этот метод, вы сэкономите много припоя.
После того, как вы расплющите полосы, вам нужно отрезать крошечную часть от плоской поверхности, а затем с помощью пинцета нанести припой на свариваемый шов. После этого нанесите флюс на припой.
Однако всегда принимайте меры, чтобы избежать попадания флюса на инструменты, поскольку флюс вызывает ржавчину.
Шаг № 6: Возьмите горелку
Теперь вам нужно взять правильно очищенную сварочную горелку и направить припой к головке, которую вы делаете с помощью горелки.
По мере нагрева деталей припой будет продолжать течь к ним, поэтому убедитесь, что припой повсюду, чтобы сварить детали вместе.
Сначала вам нужно включить фонарь, а затем уменьшить пламя до минимума. Используя низкую температуру нагрева, нагрейте латунные детали. Может быть сложно одновременно нагреть обе латунные детали до одной температуры, особенно если одна из них больше другой.
Итак, вам нужно спланировать обжиг каждой детали пропорционально размеру каждой детали. Чем крупнее кусок латуни, тем больше тепла вам потребуется.
Как только вы нагреете латунные детали до нужной температуры, вы увидите, что припой весь течет примерно за секунду и распространяется по шву и другим участкам с флюсом.
Припой попадет в стык и будет выглядеть блестящим. Когда вы это увидите, уберите пламя. Тебе больше не нужно тепла.
Тебе больше не нужно тепла.
Шаг № 7: Охладите детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких минут.Как только вы поймете, что вода остыла, вам нужно будет промыть латунные детали в раковине, чтобы избавиться от лишнего флюса. Теперь высушите деталь и очистите ее, чтобы не было лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Последние мысли
Помните, что при сварке латуни с латунью большую часть времени вы будете тратить на подготовку деталей из латуни, а не на их сварку. Латунь действительно требует большой подготовки, чтобы разрезать и сгибать, но как только вы это сделаете, процесс сварки станет довольно простым.
Оглавление — перейти к:
Как сваривать латунь — штаб-квартира сварочного аппарата
Латунь — это общий термин, применяемый к сплавам меди и цинка. Сварка латуни может быть немного сложной, поскольку количество цинкового состава значительно влияет на температуру плавления. Латунь часто используется в изделиях с низким коэффициентом трения, таких как украшения и музыкальные инструменты. Продолжайте читать, чтобы узнать, как сваривать латунь .
Латунь часто используется в изделиях с низким коэффициентом трения, таких как украшения и музыкальные инструменты. Продолжайте читать, чтобы узнать, как сваривать латунь .
Латунь обычно имеет температуру плавления в диапазоне от 900 до 940 градусов по Фаренгейту, что упрощает отливку несколькими методами.Вы можете успешно паять серебром, а также латуни сваривать MIG и TIG, что дает вам множество возможностей. Тем не менее, вам нужно позаботиться о том, чтобы вы выбрали правильный защитный газ, так как материал может образовывать пористость и трескаться при разделении сплавов.
Применение латуни
Латунь обладает такими свойствами, как электропроводность, твердость, коррозионная стойкость, теплопроводность и обрабатываемость, что делает ее очень востребованной. Поскольку это материал с низким коэффициентом трения, он часто используется в арматуре и инструментах для размещения вблизи легковоспламеняющихся или взрывоопасных материалов. Он также используется в различных электрических и водопроводных устройствах, а также в качестве гильз и клапанов для боеприпасов.
Он также используется в различных электрических и водопроводных устройствах, а также в качестве гильз и клапанов для боеприпасов.
Его яркий золотой вид делает его популярным вариантом для декоративного использования. Он широко используется в музыкальных инструментах, требующих высокой работоспособности и долговечности.
Как приварить латунь к латуни?
Латунь — не самый простой в сварке материал. Однако мы можем помочь вам сделать это проще простого, если вы выполните несколько простых шагов.
Перед началом сварки убедитесь, что вы узнали процентное содержание цинка в материале, с которым имеете дело.Это особенно важно для создания успешных сварных швов, так как цинк имеет более низкую температуру плавления, чем медь. Перегрев сплава может привести к пористости сварного шва и растрескиванию.
Используйте кислородно-ацетиленовый газ для эффективной защиты материала от атмосферы. Цинк, в частности, агрессивно реагирует с окружающей средой и выделяет токсичные пары. Неэффективное экранирование также может привести к образованию пористых сварных швов, которые становятся основной причиной брака.
Неэффективное экранирование также может привести к образованию пористых сварных швов, которые становятся основной причиной брака.
Вам понадобится флюс, чтобы улучшить плавление металлов при работе с латунью.Для этого вы смешаете флюс с водой, чтобы получить пасту. Затем вам нужно покрыть латунные поверхности, которые вы свариваете, флюсовой пастой. Убедитесь, что вы используете флюс для пайки, специально разработанный для работы с кислородно-ацетиленовым газом.
Создайте барьер, поддерживая низкий уровень ацетилена и увеличивая подачу кислорода. Это обеспечит достаточное количество кислорода для образования покрытия на латуни. Покрытие предотвращает выход вредных паров во время процедуры сварки.
При сварке латуни с латунью убедитесь, что вы выбрали сварочный наконечник большего размера, чем для сварки латуни со сталью.Для первой процедуры вам потребуется более высокая теплопроводность.
Латунь для сварки MIG
При использовании процедуры сварки латуни в среде инертного газа необходимо соблюдать особую осторожность при выборе правильной присадочной проволоки. Использование неподходящего присадочного металла может привести к обесцвечиванию сварного шва, что недопустимо по отраслевым стандартам.
Использование неподходящего присадочного металла может привести к обесцвечиванию сварного шва, что недопустимо по отраслевым стандартам.
Медь и цинк — два основных компонента всех латунных материалов. Идеальной присадочной проволокой для подбора цвета является CuAI8 для большинства процессов MIG.Он состоит из меди и на 8% состоит из алюминия. Это не обеспечит идеального соответствия цвета, но считается приемлемым.
Невозможно найти идеально подобранную присадочную проволоку для сварки MIG. Для этого присадочный металл должен содержать значительное количество цинка. Из-за высоких температур дуги цинк выгорит, нарушив весь процесс сварки.
При сварке латуни методом MIG следует соблюдать в основном те же правила, что и при сварке. Вам потребуется использовать защитный газ, состоящий из аргона и CO2 или чистого аргона.Использование смеси аргона и диоксида углерода 75/25 дает идеальные результаты.
Отсутствие достаточного количества защитного газа приведет к испарению цинка с образованием оксида цинка при нагревании. Новообразованный газ будет выходить в виде токсичных паров, не подходящих для сварщика.
Новообразованный газ будет выходить в виде токсичных паров, не подходящих для сварщика.
Чтобы уменьшить образование оксида цинка, сварщики рекомендуют ограничивать площадь сварного шва. Вы можете сделать это, выбрав технику сварки стежком, вместо того, чтобы делать одно сплошное соединение. Это даст расплавленной сварочной ванне некоторое время для остывания, гарантируя, что материал не подвергается постоянному нагреву в течение длительного времени.
Латунь для сварки TIG
Латунь как материал обладает высокой теплопроводностью. Цинк в материале имеет очень низкие температуры плавления. Часто во время сварки TIG расплавленный цинк вскипает и перескакивает на электрод, что может остановить весь процесс.
Для эффективной сварки латуни методом TIG рекомендуется использовать инвертор переменного тока с 30-секундными импульсами в секунду. Мы рекомендуем вам использовать минимальное количество тепла, необходимое для работы сварочной ванны. Вы должны снимать тепло с материала каждые несколько секунд, чтобы наблюдать за бассейном. Это гарантирует, что вы не перегреете основной металл.
Это гарантирует, что вы не перегреете основной металл.
При сварке TIG получается не очень красивый стык. Вам нужно будет обработать его машинкой, чтобы конечный продукт не выглядел так уродливо. После завершения сварки убедитесь, что нагретая зона защищена аргоном. Это позволит металлу полностью остыть. Если подвергнуть нагретый материал воздействию атмосферы, это может вызвать пористость, разрушающую соединение.
Используйте сварочные стержни из CuSn6 для получения наилучших результатов с точки зрения согласования цвета при сварке TIG медных и цинковых сплавов.Результат не будет точным совпадением. Однако это самое близкое из возможных.
При сварке латуни методом MIG и TIG практически невозможно добиться идеального соответствия цвета. Если цвет важен, мы предлагаем вам вместо этого выбрать технику газовой сварки.
Латунь для газовой сварки
При газовой сварке латуни с использованием присадочной проволоки CuZn39Sn лучший результат с точки зрения цвета. При газовой сварке можно использовать три основных пламени.
При газовой сварке можно использовать три основных пламени.
нейтральный
Нейтральное пламя не оказывает химического воздействия на заготовку.
Науглероживание
Пламя науглероживания не подходит для металлов, поглощающих углерод, так как при этом образуется карбид железа. Такое пламя вызовет химическое изменение стали и железа.
Окисляющий
Окислительное пламя переносит больше тепла, чем два других. Он идеально подходит для обработки меди и цинка, что делает его идеальным выбором для сварки латуни.
Сварка латуни пламенем сложнее, поскольку требует постоянного наблюдения за расплавленной лужей. Вы будете постоянно следить за воздействием пламени на материал, чтобы определять количество избыточного кислорода, необходимого для процедуры.
Защитное оборудование
Поскольку цинк может шипеть и разбрызгиваться, необходимо носить защитную обувь и перчатки, чтобы не получить ожоги. С Brass вы подвергаетесь риску образования токсичного дыма, поэтому вам следует использовать вытяжной вентилятор, чтобы обезопасить себя от выбросов вредных газов.
При сварке MIG или TIG убедитесь, что вы носите шлем с автоматическим затемнением и надлежащей вентиляцией воздуха. Дуга, возникающая при этих процедурах, очень яркая и может вызвать необратимое повреждение глаза, если вы не позаботитесь.
Связанные вопросы
Легко ли сваривать латунь?
Латунь нелегко расплавить из-за присутствия цинка. Цинк плавится быстрее, чем медь и другие элементы, присутствующие в материале. Расплавленный цинк вступает в реакцию с атмосферой с образованием оксида цинка, который очень опасен при вдыхании.
При сварке латуни необходимо соблюдать осторожность при выборе защитного газа. Убедитесь, что вы выбрали тот, который обеспечивает достаточное покрытие и защиту металла. Не отключайте подачу газа до полного остывания сварного шва для оптимальной защиты.
Убедитесь, что вы постоянно контролируете подвод тепла. Слишком большое количество тепла может испортить основной металл и вызвать разделение материалов сплава. Все эти технические особенности делают латунь трудным для сварки материалом.
Все эти технические особенности делают латунь трудным для сварки материалом.
Можно ли сваривать латунь методом MIG?
Да, латунь можно сваривать методом MIG при условии, что в качестве защитного газа используется смесь аргона и диоксида углерода. Вам также необходимо использовать подходящую присадочную проволоку, чтобы добиться максимально возможного соответствия цвета. Мы рекомендуем при сварке MIG использовать технику стыковой сварки, чтобы можно было регулировать подвод тепла.
Можно ли приваривать сталь к латуни?
Из-за того, что точки сварки сильно различаются, сваривать вместе латунь и сталь невозможно, так как это становится довольно сложно. Однако вы можете использовать технику пайки, чтобы соединить два материала вместе.
Пайка — это процесс соединения металлов, при котором вы плавите два разных материала и соединяете их с помощью присадочного металла. Для латуни и стали вам понадобится присадочный стержень из силиконовой бронзы.
Похожие сообщения:
Как сварить латунь наиболее эффективным способом сварки
Научиться сваривать латунь пригодится в широком спектре применений, где требуется низкое трение.Латунь — это сплав меди и цинка. Высококачественная латунь может содержать от двадцати до сорока пяти процентов цинка. Пластичность, твердость и прочность металла повышаются, если латунь содержит более высокий процент цинка. Используя процесс металлической дуги, вы легко можете сварить латунь.
Ключевой вывод: сварка латуни может быть сложным процессом для сварщиков любого уровня подготовки из-за того, что медь и цинк имеют очень разные точки плавления. Однако, если вы узнаете, какой процент цинка содержит латунь перед сваркой, и воспользуетесь процессом кислородно-ацетиленовой сварки, вы легко научитесь сваривать латунь с основным металлом всего за несколько простых шагов.
Сварка латуни не должна быть сложной, если вы следуете правильным шагам, используете лучший сварочный шлем, задаете темп и практикуетесь. Продолжайте читать, чтобы узнать, насколько простой может быть сварка латуни.
Продолжайте читать, чтобы узнать, насколько простой может быть сварка латуни.
Идеальная сварка
Латунь можно успешно сваривать дуговой сваркой. Для сваривания латуни вам понадобится экранированный электрод дугового типа с прямой полярностью. Вы можете сваривать латунь с электродами из алюминиевой бронзы, кремнистой бронзы, алюминия или фосфористой бронзы.Тип электрода, который вам понадобится, будет зависеть от требуемого основного обслуживания и состава основного металла. При работе с медно-цинковыми сплавами следует избегать использования большого сварочного тока. Это потому, что цинк легко улетучивается. При сварке латуни вы также должны использовать плоское положение, что означает отсутствие дополнительных работ. В идеале латунь будет наплавлена с переплетением, которое примерно в три раза превышает ширину электрода, для более высокого качества сварки.
Выбор правильного процесса сварки для работы
Как видите, вначале сварка латуни может быть довольно сложной, особенно если вы новичок в сварке или не знаете, какой тип сварки использовать, исходя из вашего уровня квалификации, основного металла, который вы используете. работа с окружающей средой.
работа с окружающей средой.
Ниже вы найдете список различных сварочных процессов, обычно используемых для сварки латуни. У каждого типа процесса есть свои плюсы и минусы с точки зрения результатов и требуемых навыков.
Углеродная дуговая сварка лучше, чем дуговая сварка?
С помощью угольной дуговой сварки можно использовать присадочные стержни того же состава, что и основной металл. Когда вы используете этот тип сварки, способ сварки металла аналогичен способу соединения стали с бронзой.
Газ Металл
Этот тип сварки — отличный выбор, если вы соединяете толстые профили или даже изделия из фосфористой бронзы. Обычно используются экранирование аргоном, положительный электрод и постоянный ток. Сложность заключается в том, чтобы сварочная лужа оставалась небольшой и с высокой скоростью движения. Для достижения идеальных результатов также необходимо использовать бусины для ниток.
Оксиацетилен
Низкая латунь легко соединяется кислородно-ацетиленовой сваркой. Этот процесс лучше всего подходит для работы с трубопроводами, потому что вы можете использовать любое положение при сварке, включая работу над головой.Вы также можете использовать для этой работы латунный или кремнийорганический сварочный пруток. Что касается оксиацетилена, вы всегда хотите использовать стержни с низким уровнем дыма. Эти стержни имеют состав, похожий на высокую латунь. Еще одно требование — флюс. Пламя должно быть точно настроено на легкое окисляющее пламя, чтобы лучше контролировать дым. Также может потребоваться дополнительный источник тепла.
Этот процесс лучше всего подходит для работы с трубопроводами, потому что вы можете использовать любое положение при сварке, включая работу над головой.Вы также можете использовать для этой работы латунный или кремнийорганический сварочный пруток. Что касается оксиацетилена, вы всегда хотите использовать стержни с низким уровнем дыма. Эти стержни имеют состав, похожий на высокую латунь. Еще одно требование — флюс. Пламя должно быть точно настроено на легкое окисляющее пламя, чтобы лучше контролировать дым. Также может потребоваться дополнительный источник тепла.
TIG
Латунь для сварки TIG обычно требует ремонта или соединения. Как и в случае с газовой сваркой, профессионалы рекомендуют горячее упрочнение каждого слоя для получения более прочного шва.Можно использовать постоянный ток или стабилизированную дугу. Отрицательный электрод можно использовать с защитой из аргона или гелия. Латунь необходимо предварительно нагреть примерно до трехсот — трехсот пятидесяти градусов.
Лучший способ сваривать латунь
В большинстве случаев при сварке латуни используется кислородно-ацетиленовый процесс. Ацетилен и кислород хранятся отдельно и смешиваются для сварочных целей. Прежде чем приступить к сварке латуни, убедитесь, что вы знаете точное содержание цинка, поскольку известно, что цинк имеет значительно более низкую температуру плавления по сравнению с медью.
Во время процесса вы начнете со смешивания флюса с водой, чтобы получить пасту, а затем покрасьте поверхности, которые необходимо сваривать. Вам нужно будет уменьшить поток ацетилена до тех пор, пока не появится окислительное пламя, достаточно сильное, чтобы создать хорошее покрытие на основном металле. Пламени потребуется ровно столько кислорода, чтобы пары цинка не выходили из латуни. Далее воспользуемся хорошим сварочным наполнителем.
Вам также понадобится сварочный наконечник, который примерно на один размер больше, чем наконечник, который вы обычно используете для стали, однако по толщине он должен быть примерно такой же.
Связанные вопросы
Какой тип шлема мне следует использовать при сварке латуни?
Мы рекомендуем шлем с автоматическим затемнением Optrel Panoramaxx или другой высококлассный АПД с возможностью изменения оттенков. Этот шлем специально разработан для профессионалов, а это означает, что он легко регулируется, имеет легкий вес и обладает рядом замечательных функций, которые действительно могут сэкономить вам время на работе. Чтобы узнать больше о сварочных масках, нажмите здесь, чтобы прочитать руководство для покупателей.
Какой вид сварки самый универсальный?
Многие профессионалы считают, что клюшка является наиболее универсальной, поскольку ее можно использовать как в помещении, так и на улице, и это можно делать в любом положении. Кроме того, это один из наиболее часто используемых стилей сварочных процессов на работе, поскольку вам не нужно беспокоиться об использовании защитного газа. Чтобы узнать больше, нажмите здесь, чтобы прочитать нашу статью о советах и приемах сварки штангой.
Последние мысли
Процесс сваривания латуни может оказаться сложной задачей для начинающих и даже опытных сварщиков, поскольку цинк и медь имеют существенно разные точки плавления.Но следуя нашим простым инструкциям, вы можете искусно сварить латунь с основным металлом всего за несколько простых шагов. Просто убедитесь, что вы знаете содержание цинка и уделяете пристальное внимание деталям на протяжении всего процесса.
Сводка
Название изделия
Как сваривать латунь с помощью наиболее эффективного процесса сварки
Описание
Узнайте о проблемах, которые могут возникнуть при сварке латуни, какой процесс сварки является наиболее эффективным и как этого добиться процесс правильно с первого раза.
Автор
Сварка Well.com
Полное руководство — Welding Mastermind
Какое у тебя любимое хобби? Сварка — это уникальное и увлекательное хобби, в котором любят участвовать многие люди во всем мире. С его помощью вы можете делать удивительные вещи и создавать отличные проекты после того, как освоите это техническое ремесло. Независимо от того, создаете ли вы небольшой творческий проект для себя или делаете бизнес на том, что вы производите, для вашего сварочного пути есть бесконечные возможности.Сварка предлагает вам множество методов для выполнения работы, в том числе сварку TIG (вольфрамовый инертный газ).
С его помощью вы можете делать удивительные вещи и создавать отличные проекты после того, как освоите это техническое ремесло. Независимо от того, создаете ли вы небольшой творческий проект для себя или делаете бизнес на том, что вы производите, для вашего сварочного пути есть бесконечные возможности.Сварка предлагает вам множество методов для выполнения работы, в том числе сварку TIG (вольфрамовый инертный газ).
Если вы новичок, вы можете спросить, как мне начать сварку TIG латунных материалов? Чтобы начать сварку латунных металлов методом TIG, вам необходимо изучить основы сварки, узнать о свойствах плавления металлов, собрать материалы, присоединиться к классу или сообществу сварщиков, а затем попрактиковаться в точности.
Если вы хотите заняться сваркой латуни методом TIG, продолжайте читать эту статью.В этом полном руководстве по сварке латуни TIG вы познакомитесь со многими основами сварки TIG, а также с тем, что нужно для сварки латунных материалов. Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Что такое сварка TIG?
В мире сварки у вас есть масса возможностей выполнить свою работу. Сварщики используют более шестидесяти методов соединения и сплавления металлов. Каждый процесс определяется типом тепла, давления и оборудования, которое вы используете для выполнения работы.Некоторые из них легче освоить, чем другие, а некоторые требуют немного больше усилий и мастерства.
TIG означает инертный газ вольфрам. Этот процесс также известен как газовая дуговая сварка вольфрамом (GTAW). В методе сварки TIG для подачи тока на сварочную дугу используется неплавящийся вольфрамовый электрод.
Сварка TIG — это популярный метод, который многие считают самым приятным при сварке. Это потому, что он дает вам больше контроля и точности, чем многие другие.Это может пригодиться, когда вы свариваете проект необычной или круглой формы.
Одним из недостатков сварки TIG является то, что требуемые материалы часто бывают более дорогими, чем материалы, необходимые для других процессов.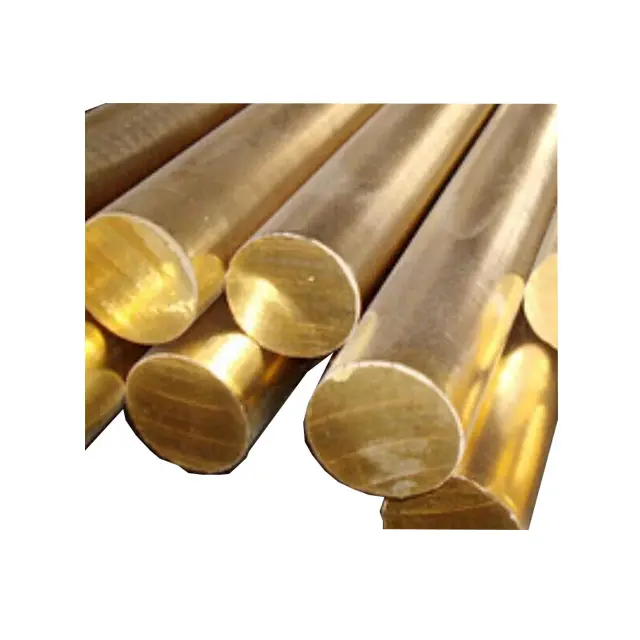 Также здесь требуется более крутая кривая обучения. Однако у этого процесса есть и большие преимущества.
Также здесь требуется более крутая кривая обучения. Однако у этого процесса есть и большие преимущества.
Например, при сварке TIG вы можете включить сварные швы как часть своей конструкции. У вас также есть возможность сваривать более экзотические материалы.Это дает много преимуществ при обработке листового металла, поскольку сварные швы небольшие и относительно мягкие. Это позволяет легко работать с молотком и тележкой.
Процесс сварки TIG
Сварщик создает дугу между основным металлом и вольфрамовым электродом, который не плавится. Расплавленная сварочная ванна образуется в точке попадания дуги на основной металл. Во время работы вы будете вручную медленно вводить тонкую проволоку из присадочного металла в сварочную ванну, где она расплавится.
Во время этого процесса инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Сварщик получит готовый продукт из бесшлакового шва, который обладает такой же коррозионной стойкостью, что и основной материал.
Вольфрам и сварочная ванна охлаждаются и защищаются инертным газом, обычно аргоном. Это похоже на кислородно-ацетиленовую сварку, так как в обоих процессах вы используете присадочный материал для наращивания и усиления сварного шва.
СваркаTIG чаще всего используется для сварки тонких профилей нержавеющей стали и других цветных металлов, таких как алюминий, магний и медные сплавы. Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Это просто требует, чтобы вы понимали, с каким материалом вы работаете, и правильно настраивали резак и устройство TIG.
Изучение истории сварки TIG
Чтобы разобраться в сварке TIG, давайте начнем с ее простых начинаний.История сварки TIG началась еще в 1800 году. Это было время, когда дуговая сварка была впервые разработана после открытия короткоимпульсной электрической дуги и непрерывной электрической дуги.
Вскоре после этого C. L. Гробу пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов все еще оставалась сложной для сварщиков. Это потому, что они быстро реагируют с воздухом, что приводит к образованию пористых сварных швов.
L. Гробу пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов все еще оставалась сложной для сварщиков. Это потому, что они быстро реагируют с воздухом, что приводит к образованию пористых сварных швов.
Для решения этой проблемы в 30-х годах прошлого века начали использовать баллонные инертные газы.С тех пор продолжались технологические достижения и другие разработки. Благодаря таким достижениям сварка стала еще проще и плавнее.
Начало работы: основные сведения о частях аппарата для сварки TIG
Перед тем, как приступить к созданию своего первого проекта сварки TIG, вы должны убедиться, что ваше рабочее место оборудовано подходящими материалами. Вот некоторые вещи, которые вам понадобятся, когда вы приступите к сварке TIG:
- Вольфрамовый электрод: неплавящийся материал, используемый для обработки сварного шва; они могут иметь чистую или шлифованную поверхность.
- Сварочный аппарат: ваш источник питания; этот источник питания обеспечивает сварку постоянным током мощности; может быть постоянным или переменным током.
- Горелка: предназначена для автоматического или ручного управления для подачи тепла на вашу работу; они включают в себя множество различных деталей, которые можно разобрать
- Рабочий кабель: , также известный как заземляющий кабель с зажимом
- Сварочный кабель: имеет на конце электрическую горелку TIG
- Подача защитного газа: этих газов защищайте место сварки от атмосферных газов, которые могут вызвать дефекты сварки; сварщики часто используют 100% аргон или смесь аргона с другим газом.
- Вольфрамовый стержень: , расположенный в электроде; его можно заточить до острия или шара
- Медная цанга: удерживает вольфрам и регулирует длину вольфрама, выступающего из чашки
- Керамический стакан: , при необходимости можно заменять
- Средства личной безопасности: всегда носите маску, кожаные перчатки и обувь, защитные очки и т. Д.

 Д.
Д.Как работает процесс сварки TIG: обзор
Все процессы сварки включают нагрев металлов для контролируемого соединения металлов. TIG делает это с помощью сильно сфокусированной электрической дуги, которая защищена от атмосферы инертным газом. В процессе сварки вы можете постоянно вносить изменения, что делает процесс TIG точным и приятным.
TIG отличается от других методов электросварки, поскольку позволяет плавно и быстро плавно и быстро плавно запускать и останавливать нагрев. Это помогает предотвратить нагрев металла от ударов. Другие сварочные процессы могут вызвать термический удар, который приведет к хрупкости сварных швов. А мы этого не хотим!
Высококачественные аппараты для сварки TIG позволяют быстро изменять температуру с помощью ножной педали, ручки или ползункового пульта дистанционного управления на самой горелке, доступ к которому осуществляется кончиком пальца. Выберите материалы и терморегулятор в зависимости от положения, в котором вы хотите работать. Выберите материалы, которые позволяют вам чувствовать себя наиболее комфортно во время работы.
Выберите материалы, которые позволяют вам чувствовать себя наиболее комфортно во время работы.
При сварке TIG одной рукой вы держите горелку, а другой подаете присадочный стержень. Вы можете использовать сварочный колпак с автоматическим затемнением, чтобы начать сварку более точно.
Чтобы начать сварку TIG, выполните следующие действия:
- Установите рабочее место с металлической столешницей или металлической пластиной, прочно прикрепленной к столу.
- Соберите все необходимое, включая чистые металлические отходы.
- Возьмите стул и поместите педаль в пределах досягаемости, когда вы сидите.
- Носите защитное снаряжение, например рубашку с длинными рукавами, сварочный шлем, кожаные перчатки и кожаную обувь.
- Настройте сварочный аппарат в соответствии с параметрами используемого материала.
- Выберите подходящий сварочный стержень, затем убедитесь, что газовый баллон включен.
- Убедитесь, что острие вольфрама соответствует металлу, который вы свариваете. Он должен выступать из чашки примерно на одну восьмую дюйма.
- Держите фонарик подальше от тела, затем нажмите и отпустите ножную педаль.Вы должны услышать поток газа.
- Теперь вы готовы приступить к сварке TIG!
 Он должен выступать из чашки примерно на одну восьмую дюйма.
Он должен выступать из чашки примерно на одну восьмую дюйма.Изучение процесса сварки TIG с латунью
Готовы научиться сваривать латунь TIG? Латунь — это название довольно распространенного металла, который описывает широкий спектр медных сплавов, содержащих добавки цинка. Вы обнаружите, что латунь находит множество применений как в коммерческой, так и в личной сфере. Латунь можно найти в декоративных элементах дома, в ручках и карандашах, украшениях, электрических клеммах, замках и многом другом.
СваркаTIG с латунью часто применяется для ремонта отливок и соединения листов фосфористой бронзы. Если вам интересно узнать об этом процессе, читайте дальше.
Почему так сложна сварка латуни TIG?
Сварка латуни методом TIG — сложный процесс, и многие говорят, что это невозможно. Что делает сварку TIG латуни такой сложной? Латунь — металл, который сложно сваривать, поскольку он содержит цинк. Этот металл имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипает, он часто прыгает на ваш электрод. Это заставит вас остановиться, измельчить вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Что делает сварку TIG латуни такой сложной? Латунь — металл, который сложно сваривать, поскольку он содержит цинк. Этот металл имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипает, он часто прыгает на ваш электрод. Это заставит вас остановиться, измельчить вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Эти сложные аспекты сварки TIG на латуни могут отпугнуть многих начинающих и даже опытных сварщиков. Для создания идеального продукта вам необходимо изучить и понять свойства этих металлов, а также практиковаться, пока вы не изучите правильную температуру, настройки аппарата TIG и многое другое.Это сложный процесс для освоения.
Тем не менее, все латунные металлы могут быть успешно паяны серебром, сварены MIG и TIG с использованием правильной практики, техники и точности.
Защитите себя от паров цинка
Когда вы используете дуговую сварку в среде защитного газа и добавляете свинец для свободной резки латуни и бронзы, это может привести к образованию пористости и образованию дыма. Некоторые не применяют рекомендованную газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать образование дыма и пористости.Однако при надлежащей подготовке и правильных материалах безопасности вы можете успешно использовать этот метод.
Некоторые не применяют рекомендованную газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать образование дыма и пористости.Однако при надлежащей подготовке и правильных материалах безопасности вы можете успешно использовать этот метод.
Поскольку в латуни содержится цинк, при сварке TIG следует соблюдать осторожность, чтобы не вдыхать пары. Рекомендуется обеспечить достаточную вентиляцию рабочего места. Кроме того, наденьте респиратор или воспользуйтесь вытяжкой, чтобы вывести пары цинка из зоны дыхания.
При сварке TIG используйте защитный газ, состоящий из 100% аргона или комбинацию аргон / углекислый газ.
Советы по нагреванию металла
Латунь плавится очень быстро, поэтому важно знать свойства металла, прежде чем начинать с ним работать. Начните с определения содержания цинка в конкретной латуни, с которой вы работаете. Это может помочь вам определить, насколько сильное пламя вам понадобится.
Если вы используете предварительный нагрев, начните с предварительного нагрева металла до температуры не выше 350-400 градусов по Фаренгейту. Некоторые сварщики порекомендуют вам пойти еще ниже. При слишком сильном нагреве структура латуни может измениться. Также важно не забывать использовать люнет для руки с фонариком во время работы.
Некоторые сварщики порекомендуют вам пойти еще ниже. При слишком сильном нагреве структура латуни может измениться. Также важно не забывать использовать люнет для руки с фонариком во время работы.
Регулярно пульсируйте сварной шов
Старшие сварщики рекомендуют регулярно увеличивать силу тока во время процесса сварки TIG. Вы можете настроить устройство TIG на автоматический импульсный режим или выбрать ручной режим с помощью ножной педали.
Импульсный режим применяет изменение силы тока с высокого на низкий к вашим сварочным работам.Это позволяет сваривать более тонкие металлы или металлы с высокой теплопроводностью, такие как латунь, не прожигая их. Для начала попробуйте пульсировать со скоростью 30 импульсов в секунду при силе тока 200.
Используйте припой
Также рекомендуется использовать припой с латуни для сварки TIG. Эти припои плавятся при более низкой температуре, чем ваша латунь. Таким образом, работая, вы никогда не достигнете температуры плавления латуни, над которой работаете. Если вы все же достигнете температуры плавления латуни, она может пузыриться и приводить к пористости, которая может быть непривлекательной для готового продукта.
Если вы все же достигнете температуры плавления латуни, она может пузыриться и приводить к пористости, которая может быть непривлекательной для готового продукта.
Помните эти рекомендации при сварке латуни методом TIG
По мере того, как вы все больше и больше изучаете процесс сварки TIG и использования латунных материалов, вы узнаете, что лучше всего подходит для вас и вашего рабочего места. Вы обнаружите, что вам могут потребоваться материалы и настройки для вашего устройства TIG, аналогичные тем, которые вы бы использовали для сварки алюминия TIG.Обратите внимание, что вы также можете использовать стабилизированный переменный ток, постоянный ток и отрицательный электрод для этого процесса.
Вот еще несколько советов, которые могут оказаться полезными в продолжении сварочного пути:
- Заземлите вольфрамовый электрод очень острым концом.
- Держите тепло на основном металле, а не на металле сварного шва.
- Поддерживайте максимальную скорость движения. Продолжайте регулярно добавлять наполнитель, равномерно и равномерно.
- Убедитесь, что ваш металл чистый.Прежде чем приступить к работе, протрите его ацетоном или другим чистящим раствором.
 Продолжайте регулярно добавлять наполнитель, равномерно и равномерно.
Продолжайте регулярно добавлять наполнитель, равномерно и равномерно.Другие важные советы по сварке TIG, о которых следует помнить
СваркаTIG — это процесс, который обеспечивает большую универсальность и гибкость по сравнению с другими методами. Однако с этими преимуществами для начинающего сварщика возникает немного сложностей, требующих большей практики, чтобы убедиться, что они комфортно работают с оборудованием.
TIG может быть сложным процессом, если вы только начинаете, но это не обязательно! Изучив правильные методы, обеспечив себе подходящее оборудование и регулярно практикуясь, вы сможете овладеть этим захватывающим методом сварки.Прежде чем приступить к сварке TIG, примите во внимание следующие советы.
Держите оборудование под правильным углом
Если у вас когда-либо возникнут проблемы со сваркой TIG, чаще всего вы можете решить эту проблему, убедившись, что у вас есть правильный угол для удержания горелки и присадочного материала, когда вы добавляете его в расплавленную лужу. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
Если вы правша, держите резак в правой руке и работайте справа налево. Если вы левша, вы будете работать слева направо.
- Расположите резак на расстоянии примерно одной восьмой дюйма от рабочей поверхности.
- Затем наклоните резак примерно на 15–20 градусов от направления движения. Это позволяет вам лучше видеть лужу, а также позволяет лучше видеть ваш наполнитель.
- Затем переместите резак вдоль шва, следя за тем, чтобы он оставался по центру.
- Если вам нужен присадочный материал, подайте его под как можно меньшим углом, стараясь не касаться вольфрама.
- Продвигайте резак вдоль шва, при необходимости добавляя присадочный материал.
Не позволяйте вольфраму касаться заготовки
При сварке TIG вольфрам никогда не должен касаться детали, над которой вы работаете. Если это так, вы услышите другой звук и другой цвет. Это означает, что вольфрам может быть загрязнен. Чтобы решить эту проблему, ослабьте заднюю крышку и извлеките вольфрам.Делать это нужно с осторожностью, так как вольфрам будет горячим.
Это означает, что вольфрам может быть загрязнен. Чтобы решить эту проблему, ослабьте заднюю крышку и извлеките вольфрам.Делать это нужно с осторожностью, так как вольфрам будет горячим.
Подойдите к болгарке и очистите конец вольфрама. При необходимости измените форму конца вольфрама. Изучая процесс TIG, часто погружайте вольфрам. По мере практики вы будете более точными и устойчивыми, и эта ошибка будет происходить реже.
Подготовьте вольфрамовый электрод с правильным концом
При работе с разными поверхностями вам потребуются разные типы вольфрама. Например, когда вы работаете с алюминием, вам может понадобиться зеленый вольфрам.Сталь часто ассоциируется с красным вольфрамом. По мере вашего продвижения вы обнаружите, что ваш вольфрам лучше работает с определенными материалами. По мере практики экспериментируйте, чтобы узнать, что работает лучше всего.
В зависимости от материала, который вы используете, вам необходимо правильно подготовить вольфрамовый электрод. Однако, прежде чем измельчать вольфрам, убедитесь, что вы прочитали руководство пользователя, в котором приведены конкретные инструкции по технике безопасности и вы узнаете о правильной технике измельчения для вашего оборудования.
Однако, прежде чем измельчать вольфрам, убедитесь, что вы прочитали руководство пользователя, в котором приведены конкретные инструкции по технике безопасности и вы узнаете о правильной технике измельчения для вашего оборудования.
При работе с вольфрамом рекомендуется использовать алмазный шлифовальный круг, так как это очень твердый металл. Вы можете использовать традиционный шлифовальный круг, но вы не сможете получить такое же острие на вольфраме, и вы можете быстрее износить свой круг.
Для начала держите электрод параллельно колесу, а не перпендикулярно. Следы шлифования должны проходить по всей длине вольфрама, а не по нему. Они помогают при повороте электрода.
Убедитесь, что вы крепко держите электрод, медленно вращая электрод, чтобы сформировать острие, подобно тому, как вы точите карандаш.Попытайтесь получить точку, которая примерно в два с половиной раза больше диаметра электрода. Создание этого острого наконечника — лучший метод для работы с мягкой сталью, нержавеющей сталью и хромом.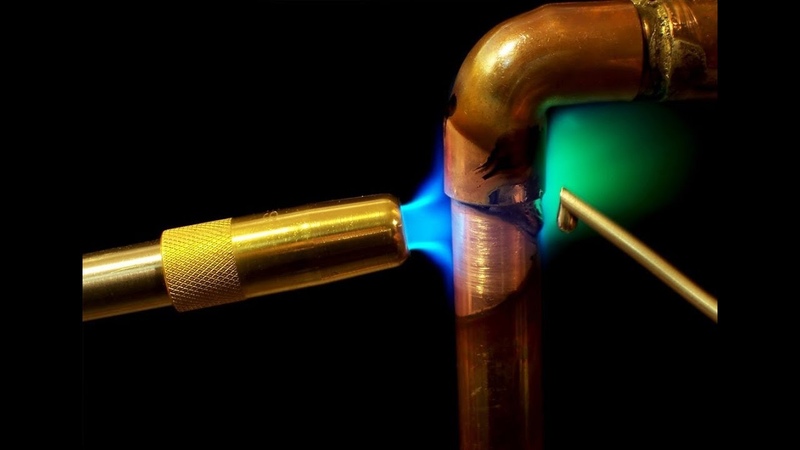 Что касается алюминия, вы бы добавили еще один шаг: возьмите заостренный вольфрам и сошлифуйте кончик, чтобы получилось ровное пятно.
Что касается алюминия, вы бы добавили еще один шаг: возьмите заостренный вольфрам и сошлифуйте кончик, чтобы получилось ровное пятно.
Практика ведет к совершенству
Продолжайте практиковаться в сварке TIG металлолома в процессе обучения. И обязательно примите во внимание эти простые советы по мере изучения:
- Сварка с минимальной мощностью. Это поможет вам создать лужу, которую вы сможете выдержать, пока вы начинаете понимать процесс.
- Убедитесь, что ваши металлы чистые. Это гарантирует эффективность вашей работы, а также возможность создания сильной дуги и сварки.
- Будьте совместимы со своим сварочным процессом. Сохраняйте концентрацию от начала до конца, чтобы создать ровный шов.
- Узнайте о влиянии различных защитных газов. Каждый из них будет влиять на температуру и, в свою очередь, на готовый продукт сварного шва.
- Завершая дугу, делайте это медленно, а не внезапно. Слишком быстрое выключение дуги может увеличить риск возникновения трещин.
- Используйте таблицы присадочного металла. Они могут помочь вам определить правильные стержни для материалов, с которыми вы работаете.
- Всегда надевайте соответствующее защитное снаряжение! Попробуйте тонкие перчатки, чтобы лучше контролировать свою работу.
 Слишком быстрое выключение дуги может увеличить риск возникновения трещин.
Слишком быстрое выключение дуги может увеличить риск возникновения трещин.Рассмотрите альтернативный метод сварки, такой как метод газовой сварки оксидацетиленом для латунных материалов
Пока вы читаете это руководство по сварке TIG латунных материалов, оно может показаться немного сложным и даже немного подавляющим, если вы только начинаете.Не волнуйся! Есть еще много других методов сварки латуни, которые вы должны попробовать, но при этом не так круто освоить.
Когда вы пытаетесь определить, какой метод сварки вам больше всего подходит, обратите внимание на следующее:
- Дуговая сварка
- Дуговая сварка угольным газом
- Дуговая сварка металлическим газом
- Дуговая сварка в среде защитного металла
- Газовая сварка ацетиленом
Газовая сварка ацетиленом кислородом требует, чтобы вы вложили средства в небольшое количество оксиацетилена, чтобы создать защитный экран вокруг себя. латунь, как вы работаете.
латунь, как вы работаете.
- Смешайте флюс с водой, чтобы получить пасту. Затем нанесите кистью на латунную поверхность, над которой вы работаете.
- Используйте флюс для пайки или флюс, специально созданный для кислородно-ацетиленовой сварки.
- Начните подачу газа ацетилена на низком уровне, а затем отрегулируйте его по мере работы и выясните, какая настройка лучше всего. Вы хотите добиться сильного окислительного пламени, достаточного для образования покрытия на латунном материале.
- Крайне важно, чтобы на рабочем месте было достаточно кислорода.Это гарантирует, что пары цинка не выходят из латуни. Однако, если у вас слишком много кислорода, это затруднит процесс сварки.
- Убедитесь, что размер используемого сварочного наконечника по крайней мере на размер больше, чем тот, который вы выбрали бы для стали такой же или аналогичной толщины. Латунь обладает высокой теплопроводностью, поэтому сварка латуни будет намного проще.
Сварка не должна быть трудным или напряженным процессом! Это может стать забавным и расслабляющим хобби, которым вы можете заняться, когда вы попрактикуетесь и овладеете своей любимой техникой. Попробуйте разные способы сварки. Затем обязательно потренируйтесь, проконсультируйтесь с опытными сварщиками и узнайте, что лучше всего подходит для вас!
Попробуйте разные способы сварки. Затем обязательно потренируйтесь, проконсультируйтесь с опытными сварщиками и узнайте, что лучше всего подходит для вас!
Расширьте свои знания и навыки в области сварки
Сварка — отличное хобби, которым многие с энтузиазмом занимаются! Как вы, возможно, уже знаете, есть много способов начать сварку и улучшить свои навыки. Сварка TIG — это только один из доступных вам методов, и есть много других материалов, которые можно использовать помимо латуни. Освоив основы, вы сможете делать практически все.
Рассмотрите некоторые проекты, которые вы, возможно, захотите реализовать в будущем. Затем продолжайте учиться и практиковаться, чтобы воплотить в жизнь свои мечты о сварке.
Если вы хотите продолжить изучение сварки как хобби, продолжайте читать статьи или книги, чтобы расширить свои знания. Также полезно присоединиться к местному классу или сообществу сварщиков в вашем районе. Эти ресурсы могут помочь вам учиться на демонстрациях и учиться на практике, чтобы вы могли создавать еще более подробные и творческие проекты. Это только начало!
Это только начало!
Как выполнять сварку Tig Brass
A Ремонт латуни сваркой Tig.
Сварка — это не всегда склеивание двух частей, как в учебниках.
Иногда нужно просто вернуть металл, который исчез из-за износа или коррозии.
На мой взгляд, за некоторыми исключениями, большинство сварочных работ можно разделить на одну из трех категорий…
1. Сварка чего-то вместе, например, когда вы что-то изготавливаете, прокладываете трубу или привариваете какой-то новый компонент, например, глушитель…
2.Ремонт трещин, как… ну знаете, когда что-то треснет
3. Восстановление размеров… что? Это причудливый термин для того, чтобы вернуть металл, который изношен или просто исчез.
Сваривать вместе намного веселее, чем два других, но иногда другие работы — единственная доступная работа… а иногда это означает удовлетворение клиента, который также дает вам много работы.
Этот латунный ремонт сваркой TIG выполняется на паре латунных пластин, которые были сгрызены осью, когда выскочило седло подшипника.
Эти латунные пластины довольно дороги, потому что для сверления отверстий и фрезерования канавок под уплотнительные кольца требуется много времени на обработку… поэтому вместо изготовления новых мы просто добавляем немного сварочного металла и обрабатываем отверстия до исходных характеристик.
Когда вы свариваете латунь методом сварки Tig, вам могут сниться кошмары. Особенно, если вдыхать пары… так что не надо.
Наденьте респиратор, а еще лучше воспользуйтесь каким-нибудь вытяжным устройством, чтобы вывести пары цинка из зоны дыхания.(это действительно хорошая идея для любого вида сварки)
в качестве примечания *** Я думал о том, как построить дешевый коллектор дыма, который выдувает дым за пределы магазина, или мне, возможно, придется сломать и купить его.
Причина, по которой сварка латуни методом TIG затруднена, связана с содержанием цинка. Цинк имеет очень низкую температуру плавления.
Цинк имеет очень низкую температуру плавления.
Добавьте к этому тот факт, что латунь очень теплопроводна и требует значительного количества тепла для сварки, и у вас получится дуга, которая пытается испарить цинк.Когда цинк закипает, он любит прыгать на вашем электроде, и вам приходится останавливаться, измельчать вольфрам и начинать заново.
Как сварить латунь Tig на переменном токе ??
Почему? Легко, переменный ток работает лучше… по крайней мере, для меня.
Лучшая техника, которую я пробовал до сих пор для сварки латуни, — это использование инвертора с частотой около 30 импульсов в секунду. % t установлен примерно на 50, а фон установлен на 50.
Затем я использую достаточно тепла, чтобы образовалась лужа.
Я быстро нажимаю на педаль, пока добавляю стержень, а затем схожу с педали, и дуга снова проходит над лужей.
Я не хочу перегревать основной металл, потому что именно там находится цинк.
Помните, мой наполняющий металл — это алюминиевая бронза, и в нем нет цинка… поэтому с AC я получаю более чистую лужу с меньшим выделением газа, чем с DCEN.
Опять же, у меня это работает лучше. Я читал о других, использующих постоянный ток с кремниевой бронзой, но для того типа латуни, который я сваривал (да, существует множество сортов латуни), это хорошо работает для сварных швов, которые подвергаются механической обработке.
Сварные швы не очень красивые, но, к счастью, ремонт латунных сварных швов, который я делал в последнее время, полностью срезался. Мой друг-машинист сказал, что конечный продукт будет выглядеть как новый.
Это облегчение, потому что сварные швы, конечно, не выглядят так хорошо, когда я закончу. Я очень рад, что их отточили.
Пока мы говорим о присадочном металле из алюминиевой бронзы, знаете ли вы, что вы можете сварить действительно классное искусство, используя алюминиевую бронзу или даже силиконовую бронзу?
Вот как…
• Переведите тигровую машину в режим переменного тока.
• Установите баланс для максимального проникновения, если у вас есть баланс переменного тока… если нет, не беспокойтесь об этом
• Используйте негабаритный колпачок для газовой линзы, если он у вас есть. Если не просто не позволяй ему стать слишком горячим.
Если не просто не позволяй ему стать слишком горячим.
• Используйте ток, достаточный для того, чтобы лужа протекала.
• Если вы потеряете блеск, вам слишком жарко.
• Часто принудительно охлаждайте с помощью воздушной форсунки или даже ведра с водой… просто убедитесь, что кость высохла, прежде чем снова включить свет.
Сварка медных сплавов — латуни и бронзы
Основным легирующим элементом латуни является цинк (Zn). Есть три семьи; латунь с содержанием цинка менее 20%, сплавы с высоким содержанием цинка с содержанием цинка 30-45% и никель-серебро, содержащие 20-45% цинка и 20% никеля.Эти сплавы доступны в виде кованых или литых изделий, сплавы с низким содержанием цинка обычно используются для изготовления ювелирных изделий и монет, сплавы с высоким содержанием цинка — в приложениях, где требуется повышенная механическая прочность, например, в сантехнических изделиях, корпусах насосов и тонкостенных сосудах низкого давления. Нейзильбер, как следует из названия, является менее дорогой альтернативой серебру (Ag) и используется для изготовления ювелирных изделий, монет и столовых приборов. Стоит отметить, что панели Rolls Royce Silver Ghost 1907 года изготовлены из мельхиора, отсюда и название.
Нейзильбер, как следует из названия, является менее дорогой альтернативой серебру (Ag) и используется для изготовления ювелирных изделий, монет и столовых приборов. Стоит отметить, что панели Rolls Royce Silver Ghost 1907 года изготовлены из мельхиора, отсюда и название.
За исключением латуни, содержащей свинец (Pb), все латуни поддаются сварке, причем сплавы с низким содержанием цинка являются самыми легкими. Основная проблема при сварке сплавов — пористость металла шва, вызванная выкипанием цинка при плавлении. Цинк плавится при 420 ° C и закипает при 910 ° C, поэтому пайка с использованием кислородно-ацетиленовой горелки и медно-серебряного наполнителя является возможной альтернативой сварке, поскольку позволяет обеспечить соединения с соответствующими механическими свойствами и без проблем с пористостью. Кипячение цинка также может привести к образованию большого количества оксида цинка в сварочном дыме, что может быть проблемой для здоровья и безопасности.Латунь можно сваривать с использованием MMA, MIG или TIG. Доступны присадочные металлы, хотя обычно они основаны на сплавах медь-кремний или медь-олово из-за проблем с переносом цинка через сварочную дугу. Типичным присадочным металлом для сварки MIG / TIG будет 3% кремниевый сплав, указанный в стандарте EN ISO 24373 SCu 6560 (CuSi3Mn1). Успешные сварные швы также могут быть выполнены с использованием сплавов медь-олово, таких как Cu-7% Sn и Cu-12% Sn. Их можно получить как с проволокой MIG / TIG, так и с электродом MMA.
Доступны присадочные металлы, хотя обычно они основаны на сплавах медь-кремний или медь-олово из-за проблем с переносом цинка через сварочную дугу. Типичным присадочным металлом для сварки MIG / TIG будет 3% кремниевый сплав, указанный в стандарте EN ISO 24373 SCu 6560 (CuSi3Mn1). Успешные сварные швы также могут быть выполнены с использованием сплавов медь-олово, таких как Cu-7% Sn и Cu-12% Sn. Их можно получить как с проволокой MIG / TIG, так и с электродом MMA.
Присадочный металл Cu-Si легко течет, и подготовка под сварку под углом 60 ° должна дать приемлемые результаты.Металл сварного шва Cu-Sn более медленный, поэтому рекомендуется угол наклона не менее 70 °. В качестве защитного газа для сварки тонких деталей методом MIG или TIG используется аргон высокой чистоты. В более толстых секциях, более 5 мм, добавление гелия в значительной степени поможет обеспечить достаточное количество тепла для полного плавления, как и использование импульсного сварочного тока. Латунь, как и медь, имеет высокий коэффициент теплопроводности. Сварка TIG обычно ограничивается толщиной шва около 10 мм, причем MIG является предпочтительным процессом для более толстых секций.Предварительный нагрев до температуры от 100 до 300 ° C, в зависимости от толщины сечения, может быть полезным для снижения потерь цинка, особенно в сплавах с высоким содержанием цинка, за счет использования более низкого сварочного тока, что приводит к меньшему плавлению основного металла.
Сварка TIG обычно ограничивается толщиной шва около 10 мм, причем MIG является предпочтительным процессом для более толстых секций.Предварительный нагрев до температуры от 100 до 300 ° C, в зависимости от толщины сечения, может быть полезным для снижения потерь цинка, особенно в сплавах с высоким содержанием цинка, за счет использования более низкого сварочного тока, что приводит к меньшему плавлению основного металла.
Существует потенциальная проблема коррозии под напряжением, известной как сезонное растрескивание, в умеренно агрессивных средах, таких как аммиак или морская вода, из-за остаточных напряжений при сварке. В значительной степени с этим можно справиться путем отжига свариваемого изделия при температуре 260–300 ° C.
Следующая группа сплавов — бронзы. Они могут быть легированы оловом, обычно называемым фосфорной бронзой, кремнием или алюминием. Многие из этих сплавов, например, латуни, легированы свинцом для улучшения обрабатываемости. Эти свинцовые сплавы обычно считаются несвариваемыми, и в случае необходимости следует обратиться за консультацией к специалисту.
Сплавы из фосфорной бронзы содержат от 1 до 12% олова с небольшим количеством (0,01-0,1%) фосфора (P), когда он используется исключительно в качестве раскислителя.Истинная люминофорная бронза содержит не менее 0,1% P и до 1,0% P в некоторых литых люминофорных бронзах.
Сплавы устойчивы к коррозии и обладают отличными характеристиками износа, поэтому используются для изготовления клапанов, подшипников и деталей машин. С точки зрения свариваемости основная проблема заключается в том, что сплавы чувствительны к горячему растрескиванию, а сплавы с более низким содержанием фосфора также склонны к образованию оксидных пленок в сварочной ванне. Поэтому следует избегать высоких тепловложений при сварке, большого предварительного нагрева и медленной скорости охлаждения.Сварка MIG и TIG является предпочтительным процессом сварки аргоном или гелий-аргоновой смесью. MIG больше подходит, чем TIG, для сварки соединений более тяжелых сечений, а позиционная сварка лучше всего достигается с помощью импульсного тока. Присадочные металлы, соответствующие составу основного металла, например. EN ISO 24373 CuSn6P, доступны. Хотя расходные материалы для сварки MMA доступны, этот процесс не получил широкого распространения. Как правило, необходима сварка стрингером, а тяжелые секции требуют предварительного нагрева и температуры между проходами около 200 ° C.
Присадочные металлы, соответствующие составу основного металла, например. EN ISO 24373 CuSn6P, доступны. Хотя расходные материалы для сварки MMA доступны, этот процесс не получил широкого распространения. Как правило, необходима сварка стрингером, а тяжелые секции требуют предварительного нагрева и температуры между проходами около 200 ° C.
Кремниевая бронза, вероятно, легче всего сваривается. Они содержат от 1,0 до 4,0% кремния с небольшими количествами, в целом менее 1,5%, цинка, марганца и / или железа. Они обладают хорошей прочностью и отличными антикоррозийными свойствами и часто используются для труб теплообменников, судового оборудования и на химических заводах.
В отличие от многих других медных сплавов теплопроводность относительно низкая, что позволяет использовать высокие скорости сварки и отказаться от предварительного нагрева для более толстых соединений.Однако одна нежелательная особенность заключается в том, что кремний имеет тенденцию к образованию оксидной пленки на поверхности сварочной ванны, что требует интенсивной очистки проволочной щеткой отдельных проходов во время многопроходной сварки. Также наблюдается небольшая склонность к жаростойкости при повышенных температурах. Перед сваркой рекомендуется снять напряжение или отжечь компоненты и быстро охладить в диапазоне температур 1000-850 ° C.
Также наблюдается небольшая склонность к жаростойкости при повышенных температурах. Перед сваркой рекомендуется снять напряжение или отжечь компоненты и быстро охладить в диапазоне температур 1000-850 ° C.
Как и в случае с другими видами бронзы, сварка MIG или TIG является предпочтительным процессом с использованием чистого аргона в качестве защитного газа и расходных материалов, соответствующих составу основного металла, e.г. EN ISO 24373 CuSi3Mn1. Низкая теплопроводность означает, что смеси гелия не нужны, и процесс TIG можно использовать для сварки компонентов толщиной до 25 мм при сварочном токе 300 ампер. Однако следует отметить, что размер сварочной ванны должен быть ограничен, чтобы обеспечить высокую скорость охлаждения.
Последний сплав в этой серии — алюминий-бронза. Это семейство сплавов имеет состав от 3 до 15% алюминия с добавками железа, марганца и никеля. Сплавы с содержанием алюминия менее 8% являются однофазными; те, которые содержат более 9% Al, являются двухфазными и могут подвергаться закалке с образованием мартенситной микроструктуры. Все сплавы обладают превосходной коррозионной стойкостью, особенно в морской среде, и используются для корпусов насосов, клапанов, подшипников и гребных винтов судов.
Все сплавы обладают превосходной коррозионной стойкостью, особенно в морской среде, и используются для корпусов насосов, клапанов, подшипников и гребных винтов судов.
Характеристики, придающие сплаву коррозионную стойкость, — это прочная, цепкая пленка оксида алюминия, которая образуется на поверхности. Это вызывает проблемы с захватом оксидной пленки и отсутствием плавления во время сварки и должно быть устранено. Перед сваркой необходимо очистить поверхность щеткой и зачистить проволочной щеткой. Что касается сварочных процессов, предпочтение отдается IG и TIG.При MIG нет проблем с диспергированием оксидной пленки, разрывом постоянного + ve и диспергированием пленки. Сварка TIG постоянным током не обеспечивает этого очищающего действия, поэтому необходимо использовать AC-TIG. Инверторные источники питания для сварки TIG с прямоугольной волной обеспечат наилучший контроль. Рекомендуемым защитным газом является аргон, хотя смесь гелия и аргона может быть полезна при сварке соединений очень толстых секций с помощью процесса MIG. Сварка MMA возможна, хотя флюсы, необходимые для удаления оксидной пленки, очень агрессивны и могут вызвать проблемы с коррозией, если не будут полностью удалены до ввода изделия в эксплуатацию.
Сварка MMA возможна, хотя флюсы, необходимые для удаления оксидной пленки, очень агрессивны и могут вызвать проблемы с коррозией, если не будут полностью удалены до ввода изделия в эксплуатацию.
Алюминиевая бронза с содержанием алюминия менее 8% склонна к горячему растрескиванию при температуре около 700 ° C, поэтому необходимо максимально снизить остаточные напряжения за счет обеспечения точной подгонки и минимальных зазоров между корнями. Следует использовать процедуры с низким тепловложением и ограничивать температуру промежуточного прохода до 150 ° C. Эти сплавы не требуют предварительного нагрева. Присадочный металл с содержанием алюминия от 8 до 10%, такой как EN ISO 24373 CuAl10Fe1 или AWS A5.7 CuAl-A2, является лучшим выбором, поскольку этот состав относительно устойчив к горячему растрескиванию.
Двухфазные сплавы , то есть с содержанием алюминия более приблизительно 9%, имеют очень высокий предел прочности на разрыв, хотя очень высоколегированные сплавы страдают от значительной потери пластичности. Однако все сплавы легко свариваются и относительно нечувствительны к горячему растрескиванию. Поэтому контроль подводимого тепла менее важен, хотя рекомендуется максимальная температура промежуточного прохода 250 ° C, а при сварке MIG соединений толстых секций может использоваться предварительный нагрев 150 ° C. AWS A5.7 ER CuAl-A2 (EN ISO 24373 CuAl10Fe1) или, для повышения прочности, ER CuAl-A3 (EN ISO 24373 CuAl11Fe3) являются легкодоступными присадочными металлами MIG / TIG.
Однако все сплавы легко свариваются и относительно нечувствительны к горячему растрескиванию. Поэтому контроль подводимого тепла менее важен, хотя рекомендуется максимальная температура промежуточного прохода 250 ° C, а при сварке MIG соединений толстых секций может использоваться предварительный нагрев 150 ° C. AWS A5.7 ER CuAl-A2 (EN ISO 24373 CuAl10Fe1) или, для повышения прочности, ER CuAl-A3 (EN ISO 24373 CuAl11Fe3) являются легкодоступными присадочными металлами MIG / TIG.
Термическая обработка шва после сварки требуется редко, но может быть полезной, если свариваемое изделие будет находиться в очень агрессивных условиях. В этом случае операция по снятию напряжения при 300-350 ° C может быть полезной, хотя точные значения температуры и времени будут зависеть от конкретного состава сплава, толщины и т.д. . Дуплексные сплавы с высоким содержанием алюминия могут быть закалены от 950 ° C и отпущены при 650 ° C для восстановления полной коррозионной стойкости, но это редко делается из-за стоимости и проблем с деформацией.
Эту статью написал Джин Мэтерс .
Сварка латуни и бронзы: Maine Welding Company
Сварку латуни и бронзы можно выполнить с помощью ряда сварочных процессов.
Латунь и бронза — сплавы меди. Латунь содержит цинк, а бронза — олово в качестве основных легирующих элементов. Однако некоторые бронзовые металлы содержат больше цинка, чем олова, а некоторые содержат цинк и совсем не содержат олова. Высокие латуни содержат от 20 до 45 процентов цинка.Прочность на разрыв, твердость и пластичность увеличиваются с увеличением процентного содержания цинка. Эти металлы подходят как для горячей, так и для холодной обработки.
Металло-дуговая сварка латуни и бронзы
Латунь и бронзу можно успешно сваривать дуговой сваркой. Используемый электрод должен быть типа экранированной дуги с прямой полярностью (электрод положительный). Латунь можно сваривать электродами из фосфористой бронзы, алюминиевой бронзы или кремниевой бронзы, в зависимости от состава основного металла и требуемого обслуживания. Следует использовать опорные пластины из подходящего металла или меди. При сварке медно-цинковых сплавов (латуни) нельзя использовать высокий сварочный ток, иначе цинк улетучится. Все сварочные работы должны выполняться в горизонтальном положении. Если возможно, наплавленный металл должен быть наплавлен с переплетением, примерно в три раза превышающим ширину электрода.
Следует использовать опорные пластины из подходящего металла или меди. При сварке медно-цинковых сплавов (латуни) нельзя использовать высокий сварочный ток, иначе цинк улетучится. Все сварочные работы должны выполняться в горизонтальном положении. Если возможно, наплавленный металл должен быть наплавлен с переплетением, примерно в три раза превышающим ширину электрода.
Углерод-дуговая сварка латуни и бронзы
Этот метод можно использовать для сварки латуни и бронзы с присадочными стержнями примерно того же состава, что и основной металл.В этом процессе сварка выполняется так же, как бронза соединяется со сталью. Металл в угольной дуге перегрет, и этот очень горячий металл сплавлен с основным металлом в соединении.
Ацетиленовая сварка латуни и бронзы
Низкие латунные соединения легко соединяются кислородноацетиленовой сваркой. Этот процесс особенно подходит для труб, так как его можно выполнять в любом положении сварки. Можно использовать кремний-медные сварочные стержни или один из латунных сварочных стержней. Для кислородно-ацетиленовой сварки высоких латуней используются сварочные прутки с низким дымом. Эти стержни с низким дымлением имеют состав, аналогичный многим из высоких латуней. Требуется флюс, и пламя горелки должно быть настроено на слегка окисляющее пламя, чтобы помочь контролировать дым. Также может потребоваться предварительный нагрев и дополнительный источник тепла. Процедуры сварки меди также подходят для латуни.
Для кислородно-ацетиленовой сварки высоких латуней используются сварочные прутки с низким дымом. Эти стержни с низким дымлением имеют состав, аналогичный многим из высоких латуней. Требуется флюс, и пламя горелки должно быть настроено на слегка окисляющее пламя, чтобы помочь контролировать дым. Также может потребоваться предварительный нагрев и дополнительный источник тепла. Процедуры сварки меди также подходят для латуни.
Газовая дуговая сварка латуни и бронзы
Газовая дуговая сварка металлическим электродом (GMAW или MIG) рекомендуется для соединения крупных изделий из фосфористой бронзы и толстых профилей.Обычно используются постоянный ток, положительный электрод и защита от аргона. Расплавленная сварочная ванна должна быть небольшой, а скорость движения — достаточно высокой. Следует использовать бусинки для ниток. Горячее упрочнение каждого слоя снижает сварочные напряжения и вероятность растрескивания.
Газовая вольфрамо-дуговая сварка латуни и бронзы
Газовая дуговая сварка вольфрамом (GTAW или TIG) используется в основном для ремонта отливок и соединения листов фосфористой бронзы. Как и при дуговой сварке металлическим газом, горячая обработка каждого слоя металла шва полезна.Стабилизированный переменный или постоянный ток, отрицательный электрод можно использовать с гелиевым или аргонным экранированием. Металл следует предварительно нагреть до диапазона от 350 до 400 ° F (от 177 до 204 ° C), а скорость перемещения должна быть максимально быстрой.
Как и при дуговой сварке металлическим газом, горячая обработка каждого слоя металла шва полезна.Стабилизированный переменный или постоянный ток, отрицательный электрод можно использовать с гелиевым или аргонным экранированием. Металл следует предварительно нагреть до диапазона от 350 до 400 ° F (от 177 до 204 ° C), а скорость перемещения должна быть максимально быстрой.
Экранированный металл для дуговой сварки латуни и бронзы
Электроды с покрытием из фосфористой бронзы доступны для соединения бронз аналогичного состава. Эти электроды предназначены для использования с постоянным током, электрод положительный. Присадочный металл следует наносить в виде валиков стрингера для обеспечения наилучших механических свойств сварного соединения.Отжиг после сварки при 900 ° F (482 ° C) не всегда необходим, но желателен для максимальной пластичности, особенно если металл шва должен подвергаться холодной обработке. Следует строго избегать попадания влаги как на работу, так и на покрытия электродов.