
Полуавтоматическая сварка проволокой с инверторным источником сварочного тока: технология
Источники сварочного тока инверторного типа в настоящее время очень распространены в плане их применения в различных областях, где необходимо выполнять сварочные работы. Такое распространение обусловлено тем, что данный вид сварочного оборудования прост в использовании (сварщику достаточно обладать базовыми знаниями о сварке как одном из способов металлообработки, а также об основах используемых сварочных технологий). Кроме того, источники сварочного тока инверторного типа являются сравнительно небольшими по своим габаритам, а выполняемые с их помощью сварные швы отличаются высоким качеством.
Полуавтоматическая сварка с использованием инвертора
Источник сварочного тока инверторного типа представляет собой высокотехнологичное устройство, которое с помощью используемых в его устройстве полупроводников превращает ток, получаемый от электрической сети, в сварочный ток.
Для того чтобы с помощью инверторного источника сварочного тока реализовывать технологические способы сварки полуавтоматом с использованием проволоки, потребуется дополнительное оборудование:
- подающий механизм для подачи сварочной проволоки в зону выполнения соединения;
- подающие шланги (рукава) для направления в сварочную зону защитного газа и сварочного тока;
- баллон с защитным газом и редуктор для понижения давления к нему;
- сварочная горелка.
В некоторых случаях используются смесители для защитных газов, а также устройства для их подогрева.
Процесс сварки
Сущность процесса сварки с использованием инверторного источника сварочного тока с применением сварочной проволоки заключается в подаче проволоки в сварочную зону за счет подающего механизма и сварочную горелку с задействованием подающих шлангов. Проволока подается непосредственно в сварочную зону. В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
Защита шва от попадания кислорода в таком случае осуществляется посредством подачи в сварочную зону специального защитного газа через сопло газовой горелки.
Другим видом сварочного процесса с использованием сварочной проволоки и инвертора является сварка с применением порошковой самозащитной проволоки. В данном случае формирование газового защитного облака в сварочной зоне не нужно, в результате чего сам сварочный процесс ведется без громоздкого сварочного оборудования.
Схема сварки с использованием порошковой проволокиТакой способ удобен в тех случаях, когда речь идет о сварке в труднодоступных местах, когда необходимо выполнить работы в большом объеме, куда нет возможности доставлять весь большой комплект оборудования.
Особенности технологии
В настоящее время инверторное оборудование представляет собой достаточно сложный, с технологической точки зрения, комплекс приборов, в котором в одном компактном корпусе находится большое количество компонентов для преобразования электрического тока в сварочный. Каждый такой компонент подключен в единую электрическую сеть инверторного источника тока посредством использования интегральных схем, что существенным образом упрощает весь процесс его настройки.
Несмотря на кажущуюся простоту использования данного вида оборудования для реализации сварочных процессов с использованием проволоки, необходимо выполнить следующие действия:
- перед первым включением изучить инструкцию по эксплуатации оборудования с целью получения представления о возможностях его использования;
- перед каждым включением в электрическую сеть проводить визуальную проверку целостности аппарата, а также проверку на наличие механических и иных повреждений сварочных шлангов и подающего оборудования для проволоки;
- до того как инверторный источник тока будет подключен в электрическую сеть, необходимо установить бухту с проволокой в аппарат и зарядить подающие ролики, освободив плоскогубцами конец проволоки на катушке и установив его между прижимными роликами подающего механизма;
- подключить аппарат к электрической сети в соответствии с тем напряжением, которое предусмотрено функционалом аппарата (220 В для бытовых аппаратов, 380 В в случае, если речь идет о промышленном использовании), нажать на корпусе кнопку питания и убедиться, что все индикационные панели загорелись правильно и показывают исправное состояние аппарата;
- на сварочной горелке нажать кнопку подающего механизма до тех пор, пока из ее сопла не выйдет свободный конец проволоки, длину которой следует отрезать с помощью плоскогубцев.
 Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;
Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации; - следующим этапом становится подключение газового оборудования (если сварка происходит с использованием защитного газа). Баллон не должен иметь дефектов видимого типа (например, царапин, сколов), а на самом баллоне обязательно должны присутствовать отметки о дате и сроке изготовления, а также о дате его последней проверки. Вентиль баллона должен обеспечивать полностью герметичное хранение газа, так как, в противном случае, очень велик риск прямого попадания кислорода в сварочную зону из-за его присутствия в газовом баллоне;
- к штуцеру баллона подключается редуктор, использование которого должно обеспечивать возможность регулировки давления защитного газа. В случае если по технологии защитный газ должен быть подогрет, необходимо использовать редуктор, который имеет специальное подогревающее устройство. Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;
- после полного подключения всего сварочного оборудования в единую сеть происходит регулировка оборудования путем подбора наиболее оптимальных режимов сварки: давление газа должно быть таким, чтобы газ не выдувало из сварочной зоны, но при этом не происходило разбрызгивание расплавленного металла из сварочной ванны, а режимы тока должны находиться во взаимодействии со скоростью подачи сварочной проволоки вне зависимости от того, идет ли речь о простой модели, где оба показателя регулируются одновременно, либо о сложной модели с раздельной регулировкой указанных параметров;
- после того как режимы сварки подобраны, необходимо провести их проверку. Данное действие осуществляется на аналогичных по качеству (толщина металла, тип металла, его состояние) деталях с использованием той проволоки, которая будет использована и в процессе сварки основных деталей;
- весь сварочный процесс должен осуществляться в хорошо освещенном помещении, где есть возможность защитить сварочную зону от сквозняков (с целью избежать риск выдувания газа из сварочной зоны). Однако само помещение должно быть хорошо проветриваемым;
- свариваемые детали необходимо закрепить на сварочном столе или относительно друг друга таким образом, чтобы при выполнении работ не возникло повреждений металла вокруг образуемого шва;
- первые швы делаются «прихваточным способом», то есть сначала делаются короткие провары с целью более надежного закрепления деталей между собой, после чего формируется основной шов;
- интервалы между прихватками и длину их самих сварщик выбирает в каждом конкретном случае в зависимости от того, какого размера детали приходится сваривать, а также какова толщина металла;
- направление движения газовой горелки с подаваемой проволокой сварщик также выбирает самостоятельно с учетом физико-химических свойств металла, однако, соблюдая правило минимального задействования окружающего сварочную зону металла, то есть с минимальными колебательными движениями горелки.
 Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;
Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;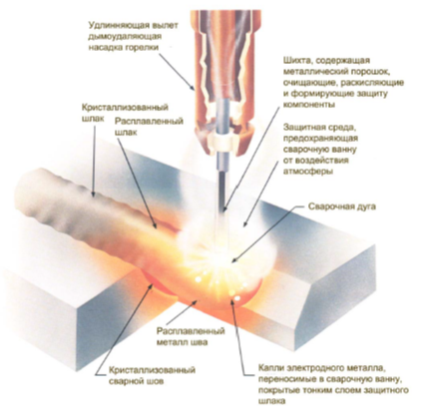 Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;
Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра; Однако само помещение должно быть хорошо проветриваемым;
Однако само помещение должно быть хорошо проветриваемым;
Требования к инверторному источнику тока для полуавтоматической сварки
Основные требования, предъявляемые к инверторному источнику сварочного тока, связаны с ключевыми законами физики ввиду того, что сама по себе сварка – это сложный, с точки зрения физики и химии, процесс:
- аппарат должен поддерживать стабильное горение сварочной дуги, что может быть осуществлено только в случае наличия у аппарата крутопадающей вольт-амперной характеристики;
- напряжение дуги должно находиться в диапазоне от 18 до 28 вольт вне зависимости от силы сварочного тока;
- аппарат должен обеспечивать автоматическую регулировку сварочного тока с помощью находящейся внутри него электроники на всем протяжении сварочного процесса;
- система поджига и стабилизации дуги является также одной из обязательных к наличию в современных инверторных аппаратах;
- у самого аппарата в числе стандартных настроек должен быть режим защиты от длительного короткого замыкания;
- для стабильной работы инверторного источника сварочного тока в нем должны быть устройства, которые позволят защитить силовые части аппарата от перегрева;
- корпус инвертора изготавливается таким образом, чтобы у аппарата и находящейся внутри него «начинки» был достаточный уровень защиты от влаги и пыли.

Особенности сварки самозащитной порошковой проволокой
Особенности сварки порошковой проволокойСварка при помощи самозащитной порошковой проволоки является механизированным способом. В данном случае легирование и защита шва металлов осуществляется с использование шихты, находящейся в проволоке, имеющей стальную оболочку и неметаллический сердечник.
Внутри сердечника проволоки размещены компоненты, образующие требуемую газовую и шлаковую защиту металлу в момент нагрева. Так как порошковые проволоки могут иметь различный состав и свойства, область их использования может быть также различной.
В качестве оболочки порошковой проволоки выступает углеродистая сталь. Ее сердечник представлен в виде смеси металлов и сплавов. Кроме этого, в составе сердечника присутствуют газообразующие, шлакообразующие материалы, определённые добавки и стабилизаторы дуги.
Особенности сварки порошковой проволокой
Используя порошковые проволоки, нет нужды в применении больших баллонов с газом, а также шлангов и редукторов.![]() Но минусы у такого метода сварки тоже имеются. При первичном применении порошковой проволоки сварщик может столкнуться с такими проблемами, как сильное разбрызгивание металла и сложности в формировании шва.
Но минусы у такого метода сварки тоже имеются. При первичном применении порошковой проволоки сварщик может столкнуться с такими проблемами, как сильное разбрызгивание металла и сложности в формировании шва.
Данная проблема разрешится со временем, когда появится больше опыта и если для этого правильно настроить сварочный инвертор. Важно при этом, чтобы проволока подавалась с такой же скоростью, как и плавилась.
Регулировка индуктивности, очень полезная функция. Чтобы металлические частицы меньше разлетались, следует плавно осуществлять сжимающее усилие, которое появляется в момент короткого замыкания. С этой целью в источник сварочного тока вводится регулируемая индуктивность. Также, в зависимости от конструкции блока питания, подбирается сжимающее усилие.
Величина индуктивности оказывает влияние на скорость нарастания сжимающего усилия. Если используется малая индуктивность, капли металла сжимаются быстрее, а соответственно от электрода летят брызги.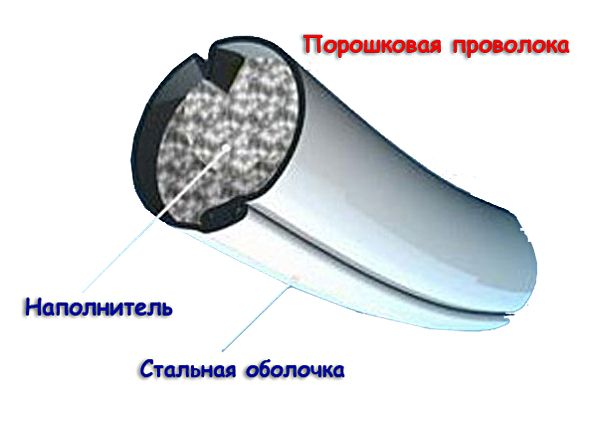 Большая индуктивность обеспечивает увеличение времени отделения капли, поэтому она плавными движениями попадает в сварочную ванну. Так удаётся получить гладкий и ровный сварной шов.
Большая индуктивность обеспечивает увеличение времени отделения капли, поэтому она плавными движениями попадает в сварочную ванну. Так удаётся получить гладкий и ровный сварной шов.
Важные моменты при работе с порошковой проволокой
Несколько важных моментов при сварке с порошковыми самозащитными проволоками:
- Варить при помощи порошковой проволоки нужно используя постоянный ток обратной полярности;
- Важно чтобы у шланга горелки отсутствовали изгибы, и он не был чересчур длинным;
- Следует не забывать периодически, осуществлять продувку подающего канала. Также, каждый раз перед сваркой нужно проверять его на исправность;
- В момент сварки постоянно должен наблюдаться «вылет» проволоки;
- С учётом типа порошковой проволоки устанавливается винт, регулирующий степень прижатия.
Порошковыми проволоками удобно соединять детали в труднодоступных местах, поскольку в этом варианте можно выполнять сварочные работы на сквозняке и без сопла.
Но всё-таки при использовании отдельных видов порошковой проволоки с использованием высоких токов может возникать сильное разбрызгивание расплавленного металла. Кроме этого, при сварке металлических изделий этим способом можно столкнуться с «аэрозольными выделениями».
В зависимости от объекта сварки стоит настроить режимы сварки. Также нужно поддерживать требуемый вылет проволоки и предварительно осуществлять пробный шов. После чего если нужно, производится корректировка установленного режима.
Стоит отметить, что длина дуги подбирается исходя от того, какая мощность тока применяется. Во время соединения тонких металлов важно правильно выбрать напряжение. В результате дуга должна гореть стабильно.
Для получения гладкого шва не рекомендуется завышать ток. Многое зависит и от напряжения дуги.
Поделиться в соцсетях
Самозащитная порошковая проволока
Сварка, как процесс соединения двух металлических заготовок, все время усовершенствуется. Необходимость создать уникальную технологию, приводит инженеров и ученых к различным открытиям, которые повышают качество проводимого сварочного процесса. К примеру, сварка в среде защитных газов с использованием присадочной проволоки. И это подчас единственное оптимальное решение для многих сварочных операций, которое связано именно с качеством используемой проволоки. Так вот в середине прошлого столетия специалисты изобрели новое изделия, которое представляло собой трубчатую конструкцию со специальным порошком внутри. В 1957 году на рынке появилась газозащитная модель, а в 1961 году самозащитная порошковая проволока.
Необходимость создать уникальную технологию, приводит инженеров и ученых к различным открытиям, которые повышают качество проводимого сварочного процесса. К примеру, сварка в среде защитных газов с использованием присадочной проволоки. И это подчас единственное оптимальное решение для многих сварочных операций, которое связано именно с качеством используемой проволоки. Так вот в середине прошлого столетия специалисты изобрели новое изделия, которое представляло собой трубчатую конструкцию со специальным порошком внутри. В 1957 году на рынке появилась газозащитная модель, а в 1961 году самозащитная порошковая проволока.
Чем же порошковая модель отличается от сплошной в плане повышения качества процесса сваривания двух металлических заготовок.
- Во-первых, это увеличение скорости самой сварной операции.
- Во-вторых, это уменьшение разбрызгивания металла.
- В-третьих, сварку можно проводить в любом положении.
- В-четвертых, увеличение качества металла, которым заполняется зазор между двумя деталями.

Последняя позиция определяется возможностью закладывать в трубку различных присадок, что позволит отойти от некоторых сложностей проведения самой сварки. К примеру, можно в порошок добавить раскислители, которые хорошо соединяются с кислородом, тем самым удаляют его из зоны сварки, образуя свои оксиды. Они представляют собой шлаковые отложения, которые легко удаляются с поверхности сварочного шва.
Или закладываются в порошок стабилизаторы, обеспечивающие ионизацию процесса, что приводит к стабилизации электрической дуги. Есть легирующие добавки (никель, хром и так далее), которые улучшают заполняемый проволокой металл. Шлакообразующие добавки – это компоненты, которые образуют на поверхности шва шлаки. По сути, это своеобразный защитный слой. Но самое главное – это газообразующие элементы. Их назначение – создать газовый защитный слой, который бы предохранял сварочную ванну от негативного воздействия азота, водорода и кислорода.
Необходимо отметить, что самозащитная модификация проволоки порошковой позволяет проводить сварку даже под открытым небом при ветреной погоде. И при этом никакого дополнительного оборудования использовать не надо.
Классификация порошковой проволоки для сварки
Разделений проволоки по критериям проведения сваривания немало. Но чаще всего классификацию проводят по типу добавленных в порошок компонентов. Отсюда и марки проволоки.
К примеру, порошковую проволоку для полуавтоматов марки Е71Т-1 используют для соединения ответственных конструкций. Все дело в том, что данная марка обеспечивает быстрое застывание шлака, который покрывает ванну. С помощью этой проволоки увеличивается производительность процесса, особенно, когда сварка производится на подъем. Показатель производительности в данном случае равен 3 кг/ч.
Если необходимо сварить две металлические пластины с толстой стенкой в нижнем положении, то рекомендуется использовать в полуавтоматической сварке проволоку марки Е70Т-4. В таком положении данный вид электродного проводника обладает самой высокой производительностью – 18 кг/ч. Единственное к ней условие – это сварка толстостенных стальных изделий, к которым предъявляются минимальные требования по ударным нагрузкам. Кстати, все вышеописанные присадочные материалы относятся к категории самозащитных.
А вот марка Е70Т-1 – это газозащитная проволока с самой высокой производительностью в своей группе – 14 кг/ч. Зато сварка с ней – это стабильная дуга и прекрасная ударная вязкость металла, заплавленного в зазор между свариваемыми заготовками. Плюсом может выступать и возможность варить детали, которым не требуется очистка. К примеру, такой проволокой легко варятся ржавые заготовки или загрязненные. Эту марку чаще всего используют для сооружения различного рода металлоконструкций.
К примеру, такой проволокой легко варятся ржавые заготовки или загрязненные. Эту марку чаще всего используют для сооружения различного рода металлоконструкций.
Оцинкованные или хромированные стальные заготовки лучше всего сваривать самозащитной проволокой марки Е71Т-14. В ее состав входят специальные вещества, которые в пламени дуги просто взрываются, тем самым сбивая защитный покрывающий слой с заготовки. Этим минимизируется растрескивания сварочного шва. Чаще всего данная марка применяется в машиностроении.
Для трудносвариваемой стали чаще используют марку Е70Т-5. В состав ее порошка входят шлакообразующие элементы, которые из зоны сварки удаляют серу и фосфор. А именно эти химические элементы приводят расплавленный металл к растрескиванию и пористости, а соответственно и к снижению прочностных характеристик. К тому же такое соединение обеспечивает высокую ударную прочность стыка.
Вертикальные швы лучше варить проволокой марки ПП-АН7 или ПП-АН11. В состав порошка входят добавки, которые быстро кристаллизуют шлак. А это говорит о том, что расплавленный металл не будет двигаться вниз под действием собственной массы. Специалисты рекомендуют сварку этим видом проводить со скоростью 120 м/мин, при этом выдерживать ток силой 130-170 ампер.
А это говорит о том, что расплавленный металл не будет двигаться вниз под действием собственной массы. Специалисты рекомендуют сварку этим видом проводить со скоростью 120 м/мин, при этом выдерживать ток силой 130-170 ампер.
ППТ-7 используется в основном для соединения трубопроводов. Изготавливают проволоку этой марки из стальной ленты толщиною 0,3 мм. В состав порошка входит двуокись циркония. Это вещество является преградой для проникновения азота в зону сварки. Сделанный этим материалом шов обладает высокой гладкостью, полным отсутствием чешуек и характерным металлическим блеском. Правда, специалисты рекомендуют сварку этой проволокой проводить только в нижнем положении.
Проволока порошковая марки ПП-2ДСК – это материал, в состав которого входят шлакообразующие компоненты. А именно алюминиевый порошок и плавиковый шпат. Кстати, последнего в порошке почти 50%. Это дает возможность легко отделить шлак от заплавленного в зазор материала. Скорость выполнения сварочных операций с этой проволокой – 337 м/ч, при этом устанавливается ток – 200-450 ампер.
Для автоматической сварки обычно применяется присадка марки ПП-2ВДСК. У нее очень сложная порошковая композиция, которая предназначается для того, чтобы нейтрализовать оксидные и нитридные соединения внутри расплавленного металла. Именно в этих соединениях и размещается азот и кислород. Основной ингредиент сварочного порошка – никель.
Технология производства
Сварочная проволока порошкового типа производится по следующей технологии.
- Для изготовления трубки используется стальная лента шириною 10-15 см.
- Ее разрезают на отрезки, из которых будут скручиваться трубные изделия.
- Заготовки наматываются на специальные кассеты, при этом сразу же выполнятся чистка изделия и его сушка.
- Готовится сам порошок по необходимой рецептуре. Его обязательно просеивают и сушат. Важно, чтобы гранулы ингредиентов не были очень большими, потому что именно от этого зависит плотность наполнения трубчатой конструкции.
- Готовую шихту отправляют на волочильный станок, где происходит формовка трубки. Смесь поступает в засыпное устройство стана.
- Далее подготовленный порошок поступает на ленту, из которой будет формироваться сама проволока.
- Производится формовка трубки, внутри которой сразу же формируется и порошковая смесь.
- После чего проволоку протаскивают через шесть волочильных барабанов. На каждом она уменьшается в диаметре и увеличивается в длину. Кстати, скорость волочения проволоки достаточно большая – 300 м/мин.
 Смесь поступает в засыпное устройство стана.
Смесь поступает в засыпное устройство стана.После этого готовое изделия проходит несколько видов контроля. Основных два. В первую очередь проверяется порошковая присадочная проволока на коэффициент заполнения. Он рассчитывается, как отношение веса одного метра проволоки на вес всей бухты. Оптимальный диапазон: 25-40% (все зависит от марки). Второй вид контроля – определение механических и сварочно-технологических характеристик. Для этого просто производится сварка небольшим отрезком проволоки, после чего шов проверяется и тестируется.
Поделись с друзьями
0
0
0
0
Основы сварки самозащитными порошковыми проволоками
Основы сварки самозащитными порошковыми проволоками: высокая скорость, отсутствие необходимости в газовых баллонах
Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов дуговой сварки.
Тем не менее, это один из самых эффективных методов дуговой сварки.
Авторы: Том Майерс (Tom Myers) и Фрэнк Драголич Мл. (Frank Dragolich, Jr.)
Сварка порошковой самозащитной проволокой (FCAW-S) – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак.
Метод FCAW-S скорее напоминает ручную руговую сварку штучными электродами (SMAW), чем сварку газозащитными порошковыми проволоками. Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Как и РДС, FCAW-S не требует использования внешнего источника защитного газа, поэтому этот процесс хорошо подходит для сварки под открытым небом (см. Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Рисунок 1: Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. |
Рисунок 2: Благодаря отсутствию необходимости в газовых баллонах процесс FCAW-S часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. |

Основные сведения о процессе
Для GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
В случае GMAW сцепление для бесперебойной подачи проволоки обеспечивается гладкой V-образной насечкой на приводных роликах механизма подачи. К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
Обратите внимание: если после сварки порошковой проволокой Вы возвращаетесь к режиму GMAW, не забудьте заменить приводные ролики на ролики с гладкой V-образной насечкой. Ролики с гофрированием могут повредить медное покрытие сплошных проволокок и привести к его расслоению. Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
Напряжение
Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
При сварке самозащитной проволокой во время работы дуги между расплавленным металлом наплавления и окружающим воздухом нет ничего, кроме шлака и выделенного самой проволокой газа. Повышенное напряжение приводит к увеличению длины дуги, что, в свою очередь, увеличивает ширину конуса дуги. Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Обратите внимание, что, если расплавленный металл вступит контакт с окружающим воздухом (который содержит 79% азота, 20% кислорода и 1% процент других элементов), он начнет поглощать азот и кислород. Если этому никак не помешать, после застывания металла часть этих газов улетучится и оставит после себя отверстия (т. е. пористость). Оставшиеся внутри газы приведут к образованию очень ломкого металла с низкими механическими характеристиками. Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Теперь представьте, как от самозащитной проволоки отделяется расплавленная капля. Практически сразу же вокруг нее образуется тонкий слой шлака. Материал проволоки включает определенные элементы, которые вступают в химическую реакцию с азотом и кислородом (т. е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух. Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух. Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
Но чем больше длина дуги, тем большее расстояние должны пройти капли металла и тем сильнее становится воздействие азота, кислорода и других составляющих воздуха. Если оно становится слишком большим, системы защиты проволоки с ним не справятся и газ окажется поглащен металлом наплавления. Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
В случае FCAW-S после завершения сварки над кончиком проволоки образуется маленький шарик шлака, который выступает в роли изолятора и мешает зажиганию дуги при возобновлении сварки. Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Также проверьте расстояние, на которое выступает проволока от контактного наконечника. Для стандартных процедур сварки эта величина обычно составляет 19-25 мм, иногда до 95 мм в случае высокопроизводительной сварки на спуск. Вылет электрода так же важен, как и длина дуги. Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Также никогда не ведите сварку с упреждающим наклоном горелки. Это не сварка GMAW короткими замыканиями. При сварке самозащитной проволокой используется шлак, поэтому Вы можете использовать старый принцип: удерживайте шлак, направляя на него поток газа. Если горелку расположить под небольшим углом на отставание, она будет удерживать шлак позади дуги. Если направить горелку вперед, она будет подталкивать расплавленный шлак перед сварочной ванной. Из-за этого возникнет риск того, что он окажется погружен под слоем металла.
Особенности сварки в сложных пространственных положениях
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Самое большое влияние оказывает система шлакообразования проволоки. Она представляет собой вещества, которые вступают в реакцию с другими химическими элементами, застывают быстрее металла наплавления и всплывают к поверхности соединения, чтобы защитить его от атмосферного воздуха (см. Рисунок 3). Некоторые проволоки имеют щелочную систему шлакообразования на основе фторидов, аналогичных использованных в электродах марки E7018. В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см. Техническое письмо: Обзор составов шлака ниже).
Техническое письмо: Обзор составов шлака
При сварке самозащитной порошковой используются другие системы шлакообразования. Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Процесс FCAW-S имеет очень высокую усойчивость к азоту именно благодаря системам шлакообразования. Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Во многих проволоках FCAW-S используется одна из двух систем шлакообразования – основная или кислотная. В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
Основные системы имеют хорошие характеристики очистки. Они больше подходят для сварки конструкций ответственного назначения, имеют высокую ударную вязкость при низких температурах и другие прочностные характеристики. Кислотные системы отличаются плавным и быстрым процессом сварки.
Это связано с тем, как кислотные и основные элементы вступают в реакцию с другими элементами в металле наплавления. Это сводится к тому, как быстро происходят химические реакции. Во время сварки молекулы ионизируются, что заставляет атомы покидать одни молекулы и присоединяться к другим. В разных системах шлакообразования для этого требуется разная температура. Во фторидных системах на разделение молекул требуется очень много тепла. Для разделения кислотных, железооксидных молекул, напротив, нужна меньшая температура. Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
Рисунок 3: Самозащитная проволока FCAW имеет внешнюю оболочку, которая защищает сердечник из флюсообразующих веществ. Она немного похожа на вывернутый наизнанку штучный электрод.
Техника сварки зависит от рекомендаций производителя, обратитесь к нему за более подробными инструкциями. Техника также зависит от основного металла и поставленной задачи, но при этом у всех проволок есть некоторые общие свойства.
Возьмем, например, две проволоки класса E71T-8 – Innershield® NR-203MP и NR-203 Nickel (1%), в которых используется основная (некислотная) система шлакообразования. Проволоки NR-203 напоминают электроды марки E7018, за исключением более высокой производительности наплавки и, разумеется, отсутствия необходимости в смене электродов. Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
При сварке V-образных или угловых соединений проволокой NR-203 нужно использовать технику поперечных колебаний. Направьте проволоку на кромку лицевой поверхности шва и сделайте небольшую паузу–это обеспечит большую глубину проплавления и даст шлаку время подняться к поверхности–и затем быстро переместитесь на другую сторону шва и опять сделайте паузу. Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Всегда старайтесь точно сфокусировать дугу на сварочной ванне. Такое волнообразное движение–паузы у кромок шва и затем быстрое перемещение на другую сторону–позволяет металлу наплавления поступать с обеих сторон. Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
например, NR-232 и NR-233. Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
В отличие от сварки проволокой NR-203, когда Вы следите за сварочной ванной, с NR-232 и NR-233 нужно обратить внимание на образующуюся позади переднего края дуги линии шлака. Вместо традиционного метода воспользуйтесь сваркой узкими валиками с небольшими колебаниями. Если линия шлака получается неровной, Вы сможете быстро сделать исправление. Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете «полку» с наплавленным металлом и штабелируете валики друг на друга.
Скорость штабелирования определяет скорость сварки. Если Вы будете это делать слишком быстро и расположите дугу немного выше сварочной ванны, проволока может проникнуть в пластину и даже привести к прожиганию.
Также нельзя забывать о контроле тепловложения. Для этого можно регулировать вылет электрода – такая техника сварки используется не только при сварке FCAW-S, но и любых других процессах на жесткой ВАХ. Если Вы, например, ведете вертикальную сварку на подъем, опираясь на «полку» из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Гибкие, мобильные и эффективные
Процесс сварки FCAW-S завоевал большую популярность в США – стране, которая постоянно работает над улучшением инфраструктуры. Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Том Майерс – это старший технический специалист, а Фрэнк Драголич Мл. – техник компании Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Технические данные предоставлены компанией Lincoln Electric
| Самозащитные порошковые проволоки, например, проволоку Innershield®, часто описывают как «электрод наизнанку». Как и штучные электроды с покрытием, они полагаются исключительно на собственную систему образования шлака и газа в результате химических реакций в дуге, что позволяет защитить расплавленный металл от атмосферного воздействия (см. Рисунок 1). Составляющие флюса в сердечнике играют несколько ролей, в частности: 1) они раскисляют и денитрифицируют расплавленный металл; 2) образуют защитный шлак, который, помимо прочего, придает форму сварному шву и удерживает расплавленный металл при сварке в сложных пространственных положениях; 3) вводят в сварочный металл определенные легирующие элементы для обеспечения нужных механических характеристик; и 4) влияют на характеристики сварки (например, глубину проникновения и скорость наплавления). Процесс FCAW-S можно назвать более эффективной версией ручной дуговой сварки штучными электродами, которая может обеспечить намного более высокую скорость наплавления благодаря полуавтоматическому процессу. В частности, он очень часто используется для сварки на открытом воздухе, так как он не требует внешнего источника защитного газа (который легко может оказаться снесен ветром, из-за чего возникнет риск пористости материала). Что касается рода тока, большинство типов самозащитных проволок требует применения постоянного тока прямой полярности. Их полукруглая дуга обеспечивает крупнокапельный перенос материала от мельчайших частиц до больших капель металла. Хотя некоторые из них способны образовывать очень мягкую дугу, большая часть образует немного более жесткую дугу и имеет более сильное разбрызгивание, чем электроды FCAW-G. Состав и структура самозащитных порошковых проволок сильно отличаются от электродов для других процессов сварки. Например, большинство таких проволок отличается наличием алюминия, который активно взаимодействует с атмосферой, чтобы образовать прочный материал наплавления. |
Порошковая сварка в среде защитных газов и с применением самозащитной проволоки
Каждая технология проведения сварочных работ имеет свою специфику, достоинства и недостатки. Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.
Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.
Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.
В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Преимущества порошкового метода
Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Наполнение и внешняя оболочка
Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварочные работы с применением защитных газов
Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Сравнение самозащитных и газозащитных порошковых электродов
| В: Почему при использовании порошковой проволоки, такой как Outershield® 71M, используется защитный газ? Каковы преимущества? Я сваривал только проволокой Innershield®, для которой не использовался защитный газ. A: Я хотел бы ответить на ваш вопрос как общее обсуждение порошковой сварки. Американское сварочное общество (AWS) классифицирует все трубчатые электроды с флюсом внутри как проволоку с флюсовой сердцевиной и называет это процессом дуговой сварки под флюсом (FCAW).Все порошковые проволоки имеют схожие характеристики. К ним относятся образование защитного шлака над сварным швом, использование техники угла сопротивления, возможность сварки в нестандартном или плоском и горизонтальном положении только при более высоких скоростях наплавки (в зависимости от типа проволоки), способность справляться с загрязнениями на пластине. и т. д. Однако существует два принципиально разных типа порошковых проволок. Один тип является самозащитным, а другой — газозащитным. Эти два типа часто делятся на подкатегории: процесс FCAW-S (самозащитный, порошковый) и процесс FCAW-G (газозащитный, порошковый). |
| Самоэкранированная порошковая проволока, обычно называемая проволокой Innershield®, часто описывается как «стержневой электрод, который находится наизнанку». Так же, как и покрытые или стержневые электроды, они полагаются исключительно на свою шлаковую систему и газы, образующиеся в результате химических реакций в дуге, для защиты расплавленного металла от атмосферы (см. Рисунок 1).Ингредиенты флюса в активной зоне выполняют несколько функций, в том числе: 1) они раскисляют и денитрифицируют расплавленный металл. 2) Образует защитный шлак, который также придает форму валику и может удерживать расплавленный металл в смещенном состоянии. 3) Добавляет легирующие элементы в металл сварного шва для достижения желаемых механических свойств. 4) Влияет на сварочные характеристики (т.е. характеристики глубокого проплавления и высокие скорости наплавки). Вы можете думать о процессе FCAW-S как о расширении производительности палки (т.е.е., ручная) сварка, обеспечивающая гораздо более высокую производительность наплавки с полуавтоматическим процессом почти для всех тех же применений, что и стержневые электроды. Например, они очень популярны для сварки на открытом воздухе, так как нет необходимости во внешнем защитном газе (где газ легко уносится ветром и приводит к пористости в процессах с защитным газом). В рабочем состоянии большинство самозащитных проводов имеют полярность постоянного тока. Они имеют шаровидный перенос дуги, от мелких капель до крупных капель металла.Хотя некоторые из них имеют очень плавные характеристики дуги, большинство из них, как правило, имеют немного более жесткую дугу и больше брызг, чем электроды FCAW-G. Металлургия и конструкция самозащитной порошковой проволоки уникальны по сравнению с электродами для других процессов дуговой сварки. Например, они уникально используют алюминий с большинством проволок, чтобы активно взаимодействовать с атмосферой, создавая прочный сварочный слой. |
Для сравнения: в газозащитной порошковой проволоке (Outershield®, UltraCore®) используется как система шлака, так и внешний защитный газ для защиты дуги от атмосферы (см. Рисунок 2).Два наиболее распространенных типа используемых защитных газов — это 100% углекислый газ (CO2) или смесь 75–85% аргона (Ar) / баланс CO2 (наиболее популярна смесь 75% Ar / 25% CO2). Эти провода часто называют электродами с двойным экраном. Как и в случае самозащитной проволоки, основные ингредиенты образуют шлак, добавляют желаемые легирующие элементы в металл шва и влияют на сварочные характеристики. Однако они не обеспечивают никакой защиты от атмосферы, а процесс FCAW-G полностью полагается на внешний защитный газ вокруг дуги.Кроме того, использование защитного газа значительно повышает привлекательность для оператора и удобство использования этих проводов. Большинство типов проволоки имеют перенос дуги через мелкую каплю с гладкой струйной дугой. Рекомендуемая полярность DC + для всех типов проводов. Обычно они предпочтительнее для заводской (то есть внутренней) сварки, так как обладают более плавными характеристиками дуги. Их можно использовать на улице, но при этом требуются дополнительные меры предосторожности, чтобы ветер не унес защитный газ. Без защитного газа это приведет к пористости сварного шва. |
| |
Начните с основ: Основные сведения о порошковой проволоке
Обладая базовыми знаниями, вы можете с уверенностью выбирать и использовать порошковую проволоку для собственных сварочных работ.
Проволока для дуговой сварки порошковой проволокой (FCAW), безусловно, не нова, но, как и в любой части процесса сварки, их понимание может сбивать с толку — без правильной информации.Знакомство с некоторыми основами, включая наиболее подходящие области применения, общие классификации и характеристики, а также преимущества и ограничения порошковых проволок, может дать значительные результаты. Обладая дополнительными знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Порошковые проволоки используются с 1950-х годов и доступны в двух основных версиях: с газовой защитой и самозащитой. Оба типа состоят из внешней оболочки и заполнены флюсом, составом, представляющим собой смесь сплавов и раскислителей, последние из которых необходимы для защиты сварного шва от загрязнений.
Как следует из названия, порошковая проволока с защитной газовой оболочкой требует внешнего источника защитного газа для защиты сварного шва; самозащитных проводов нет. Флюс в самозащитной проволоке генерирует защитный газ, что делает эту проволоку очень портативной и идеальной для сварки на открытом воздухе, например, для стальных конструкций, судостроения и строительства мостов. Обычные области применения порошковой проволоки с защитным газом включают общее производство, сосуды высокого давления, нефтехимические трубопроводы и производство тяжелого оборудования.
Начните с начала
Порошковая проволока с защитным газом и самозащитой доступна для плоской / горизонтальной или во всех положениях сварки основных материалов, от мягкой и низколегированной стали до нержавеющей стали и специальных легированных металлов, таких как хром -молибден. Порошковая проволока также доступна для упрочнения новых деталей, чтобы защитить их от ударов и истирания, а также для восстановления старых или изношенных деталей. Обратите внимание, что проволока для упрочнения не имеет классификации Американского сварочного общества (AWS), в отличие от всех других газопорошковых проволок и самозащитных порошковых проволок.
Например, порошковая проволока в среде защитных газов, предназначенная для сварки низкоуглеродистой стали, имеет классификацию AWS E70T-1C. В этой классификации:
- E обозначает электрод
- 7 обозначает предел прочности на разрыв (здесь 70 000 фунтов на квадратный дюйм [PSI])
- 0 обозначает плоское и горизонтальное положение (1 означает, что проволока имеет возможность сварки во всех положениях)
- T обозначает трубчатую (порошковую) проволоку
- 1 обозначает пригодность к использованию и рабочие характеристики проволоки, включая ее рабочие параметры
- C обозначает, что изделие должно использоваться со 100-процентным CO 2 , только в защитном газе
Для порошковой проволоки с защитным газом требуется либо чистый CO 2 , как в предыдущем примере, либо смесь аргона / CO 2 (обозначена буквой M в конце классификации).Использование CO 2 обеспечивает хорошее проплавление, но может создавать больше брызг и менее стабильную дугу; смесь аргона и CO 2 обеспечивает хорошее качество дуги и меньший уровень разбрызгивания, но обычно обеспечивает меньшее проникновение. Самоэкранированные порошковые проволоки, опять же, не требуют подачи защитного газа извне. См. Рисунок 1 для получения информации о других классификациях порошковой проволоки и рабочих характеристиках.
AWS | Защитный газ | Положение при сварке | Ток и полярность | 9000 Прочность | 9000 9000 | |||
E70T-1C | CO 2 , | Плоское / горизонтальное | DCEP | 12 70,000 | 1C / MCO 2 или Ar / CO 2 , | Все | DCEP | 70,000 |
E70T-2C / M | CO 2 или Ar / CO 2 , | Плоское / горизонтальное | DCEP | 70,000 | ||||
E70T-3 | Нет | Плоский / горизонтальный | DCEP | 70,000 | ||||
E70T-900 Нет | Плоский / горизонтальный | DCEP | 70,000 | |||||
E70T-5C / M | CO 2 или Ar / CO 2 , | Плоский / горизонтальный | DCEP | 70,000 | ||||
E70T-7 | Нет | Плоский / горизонтальный | DCEN | 12 70,000 | 900 E71T-8Нет | Все | DCEN | 70,000 |
E71T-9C / M | CO 2 , или Ar / CO 2 , | Все | DCEP | 70,000 | ||||
E71T-11 | Нет | Все | DCEN | 70,000 | ||||
E71T-12C / M | CO 2 , или Ar / CO 2 , | Все | DCEP | 70 000 |
Рисунок 1
Другими факторами, которые следует учитывать при использовании как газозащитной, так и самозащитной порошковой проволоки, являются их шлаковые системы, которые подразделяются на рутиловые (Т-1) или основные (Т-5).Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (малое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с базовой системой шлака.
Порошковая проволока с защитным газом и самозащитная порошковая проволока доступна в различных отраслевых стандартах диаметров, включая 0,035, 0,045, 0,052, 1/16, 5/64 и 3/32 дюйма, и работают с залипанием проволоки. (также называемый электрическим вылетом или удлинением электрода) в пределах от 1 дюйма.
Несколько примечаний по диаметру проволоки и вылету: во-первых, проволока большего диаметра не обязательно означает больший, лучший сварной шов или, более конкретно, большее наплавление (сколько металла сварного шва помещается за данный промежуток времени) . Следуйте рекомендациям производителя для достижения желаемой наплавки для данной порошковой проволоки и области применения. Во многих случаях проволока меньшего диаметра может обеспечить лучший результат.
Во-вторых, для проволоки меньшего диаметра обычно требуется меньший вылет, но точная классификация данной порошковой проволоки и сила тока, при которой она используется, также определяют длину вылета.
Порошковые проволоки работают от источников постоянного напряжения (CV). В зависимости от состава провода источник питания должен быть настроен на прямую полярность (отрицательный электрод постоянного тока или DCEN) или обратную полярность (положительный электрод постоянного тока или DCEP). Состав проволоки также определяет, можно ли ее использовать для одно- или многопроходной сварки. Лучше всего проконсультироваться с производителем или дистрибьютором присадочного металла и прочитать этикетку на упаковке или лист технических характеристик проволоки, чтобы узнать точные рабочие параметры.
Вы также можете обратиться к этим ресурсам для получения инструкций по хранению и обращению. Однако, как правило, газозащитные и самозащитные порошковые проволоки должны быть хорошо защищены от влаги, так как воздействие влаги может привести к ухудшению сварочных характеристик и, вероятно, к аннулированию гарантии производителя.
Рассмотрим преимущества и недостатки
Как любая сварочная проволока или сварочный процесс, порошковая проволока (как с защитным газом, так и с самозащитой) имеет свои преимущества и недостатки.К преимуществам обоих относятся более высокая скорость наплавки, чем у сплошной проволоки или стержневого электрода, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Порошковая проволока также обеспечивает хорошие механические свойства, такие как высокопрочные сварные швы и высокие ударные вязкости, и может быть легирована для соответствия различным основным материалам. Эти проволоки более устойчивы к загрязнениям и прокатной окалине и могут сваривать такие загрязнения с меньшей предварительной очисткой, чем другие типы сварочной проволоки или стержневых электродов.Учтите, однако, что предварительная очистка всегда рекомендуется как лучший способ при сварке. И, наконец, порошковая проволока относительно проста в использовании, а это означает, что обычно они не требуют от операторов такой же квалификации или хорошей подготовки, как те, которые работают с другими типами присадочных металлов.
Основным недостатком порошковой проволоки является необходимость очистки шва после сварки. Как в газозащитной, так и в самозащитной проволоке образуется шлак, который необходимо удалять путем стружки и / или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода.В некоторых случаях эти провода также могут быть дороже за фунт, чем сплошные провода.
Bottom Line
Перед тем, как выбрать для применения сварочную проволоку с защитным газом или самозащитную порошковую проволоку, обратите внимание на некоторые из этих основных сведений. Или, если сомневаетесь, помните, что дистрибьюторы сварочного оборудования и производители присадочного металла всегда могут помочь принять обоснованное решение о порошковой проволоке или любой другой части процесса сварки.
Переход с SMAW на самозащитную FCAW?
По мере того, как подрядчики в производстве металлоконструкций ищут способы повышения производительности и эффективности в условиях растущей конкуренции, некоторые из них переходят от дуговой сварки в экранированном металле (SMAW) к дуговой сварке самозащитой порошковой проволокой (FCAW) в качестве одного пути чтобы получить преимущество.
В течение многих лет подрядчики в значительной степени полагались на SMAW для завершения большей части производства на месте для крупных инфраструктурных работ, в основном потому, что он знаком многим сварщикам, имеет преимущества мобильности по сравнению с другими процессами, а также часто определяется сваркой. процедура для многих строительных приложений.
Однако в последние годы использование самозащиты FCAW улучшило методы ведения бизнеса некоторыми подрядчиками по сварке. Процесс происходит быстрее, повышается производительность и обеспечивается большая экономия средств.Если вы планируете перейти на самозащищенный FCAW из-за этих преимуществ, не забудьте также подумать о профилактических мерах, которые вам необходимо предпринять, чтобы этот переход был успешным. Это Важно иметь четкое представление о характеристиках и эксплуатационных требованиях к новому присадочному металлу, который используется для успешной сварки с ним.
Требования к процедурам выбора присадочного металла
Первое, что следует помнить, это то, что независимо от того, производите ли вы компоненты для монтажа конструкционной стали или строите части моста, строгие правила регулируют процедуру, материалы и присадочный металл, который вы можете использовать.Например, правила сварки конструкций D1.1 Американского общества сварщиков (AWS) и правила мостовой сварки AWS D1.5 определяют комбинацию основного металла и присадочного металла. для этих приложений вместе с источниками питания.
В соответствии с этими спецификациями самозащитная порошковая проволока, соответствующая классификации AWS E71T-8, является общим требованием для применения в конструкционной стали и может быть выгодна, если вы хотите заменить электрод SMAW. Также известная в различных отраслях как проволока Т-8, эта проволока, как и любой присадочный металл, требует надлежащей техники и обучения для достижения оптимальных результатов.
Если работа требует сварки по любому из этих кодов и выполняется изменение проволоки Т-8, вам необходимо будет повторно аттестовать процедуры сварки, а также сертификаты сварщика вашей компании, чтобы внести изменения в процессы сварки. Эти задачи могут показаться обременительными, но вам в любом случае необходимо периодически проходить переквалификацию. В конечном итоге это изменение может привести к быстрее и проще.
Выбор подходящего оборудования
Второе, что нужно помнить при переходе на самозащитный FCAW, — это необходимость в соответствующем оборудовании.Это абсолютно необходимо для приваривания кода. При использовании провода T-8 вам понадобится источник питания постоянного напряжения (CV).
Хотя некоторые подрядчики могут захотеть сэкономить на стоимости покупки оборудования, добавив фидер с измерением напряжения к источнику постоянного тока (CC), который уже используется для их процесса SMAW, эта система неприемлема для самозащиты. порошковая сварка в соответствии с кодом AWS D1.1. Это потому, что он не реагирует достаточно быстро, чтобы поддерживать постоянное напряжение на протяжении всего процесса сварки.Что может привести к дефектам сварного шва, особенно пористости, что в конечном итоге может стоить больше денег из-за простоев, доработки и, возможно, оплаты контракта, чем первоначальные затраты на новый источник питания постоянного тока.
Выбор правильного провода
Третье соображение при переходе от SMAW к самоэкранированному процессу FCAW — это поиск конкретного типа самозащитной порошковой проволоки, который лучше всего подходит для данной области применения. Как упоминалось ранее, проволока Т-8 обычно представляет собой самозащитную порошковую проволоку, используемую для производства конструкционной стали.Ряд вариантов отвечает требованиям сейсмостойкости и обеспечивает необходимую высокую ударопрочность. сильные стороны для критически важной работы над кодом. Производитель присадочного металла или надежный поставщик сварочного оборудования поможет вам сделать лучший выбор.
Ключом к использованию проволоки Т-8, помимо получения необходимого обучения и практики, является общее понимание ее характеристик и эксплуатационных требований, а также знание того, как ее химические и механические свойства предназначены для удовлетворения потребностей критически важных структурных элементов. стальные приложения.
Классифицируется по производительности. Знакомство с различными частями классификации AWS — хороший первый шаг на пути к освоению самозащитной порошковой проволоки Т-8, начиная с ее самой простой конструкции, E71T-8:
- обозначает электрод.
- 7 относится к пределу прочности проволоки на растяжение, измеренному в фунтах на квадратный дюйм (PSI), или, для данной классификации, 70 000 PSI.
- 1 означает, что проволока обеспечивает возможность сварки во всех положениях.
- T означает, что это порошковая проволока. Номер
- 8 указывает на пригодность электрода или, в данном случае, для одно- или многопроходной сварки DCEN.
Благодаря достижениям в технологии производства присадочных металлов, некоторые проволоки Т-8 также имеют дополнительные обозначения по ударной вязкости, сейсмическим требованиям и содержанию водорода; Все это факторы, которые влияют на пригодность и удобство использования провода Т-8 для конкретного применения.
Например, добавление буквы «J» в конце классификации AWS указывает на то, что проволока обладает высокими ударопрочными свойствами «после сварки» при температуре -40 ° F.Буква «D» после этого означает, что проволоку можно использовать для сварных швов, требующих особого внимания, в особых сейсмических условиях. Наконец, наличие буквы «H8» или другого аналогичного буквенно-цифрового индикатора в конце классификации AWS указывает на то, что количество диффундирующего водорода в этом проводе Т-8.
Общие сведения о параметрах провода. Если подрядчик переходит на самозащитную FCAW, операторы сварки должны знать общие характеристики и рабочие требования к проволоке Т-8 для достижения наилучшего возможного качества сварки, а также качества рентгеновского излучения, необходимого для критических применений.Обучение важно для успешного преобразования.
Колебания напряжения распространены на многих строительных площадках и влияют на характеристики проводов T-8. Длина и состояние сварочных проводов могут вызвать падение напряжения между источником питания и заготовкой, особенно это касается длинных сварочных проводов. Использование мультиметра или механизма подачи проволоки с цифровыми измерителями напряжения может помочь вам поддерживать правильный диапазон напряжения. Сохранение хорошего сварного шва состояние кабеля и надежность соединений между сварочной горелкой и источником питания также помогают.
Допустимые диапазоны напряжения для провода Т-8 варьируются в зависимости от формулы производителя присадочного металла; положение, в котором он используется; и, самое главное, скорость подачи проволоки, которая напрямую влияет на силу тока. Как правило, проволока Т-8 работает при 200 ампер или выше, с диапазоном напряжения от 18 до 24 В на сварном шве во всех положениях независимо от диаметра проволоки. По этой причине всегда следует сваривать в пределах этих параметров, чтобы избежать дефектов, которые могут привести к длительным и дорогостоящим переделкам.
Еще одна проблема, о которой следует помнить, — это чрезмерное напряжение — напряжение, превышающее максимальную рекомендацию для провода T-8, — которое может вызвать неоднородности, такие как пористость и отслеживание червяков. И наоборот, недостаточное напряжение может помешать правильному смачиванию проволоки и привести к холодной прокатке — обе проблемы могут привести к отказу при проверке сварного шва.
Поддержание сварочных параметров проволоки Т-8 также зависит от удлинения или вылета электрода, а это зависит от производителя присадочного металла.Как правило, для большинства проводов Т-8 требуется вылет от до 1¼ дюйма, в зависимости от используемого диаметра. Общее правило заключается в том, что проволока малого диаметра требует меньшего вылета, чем проволока большого диаметра.
Слишком короткий вылет приводит к непропорциональному увеличению силы тока по отношению к установленному напряжению, что может привести к отсутствию плавления. Слишком большой вылет приведет к тому, что сила тока будет слишком низкой для данной настройки напряжения, что приведет к неполному покрытию шлака и, в конечном итоге, к любому количеству разрывов сварного шва.Чтобы свести к минимуму эти проблемы, всегда проверяйте конкретный вылет требования к используемому проводу Т-8.
Наконец, проволока Т-8 требует соответствующего угла наклона горелки и скорости перемещения для предотвращения включения шлака. Угол наклона пушки варьируется от проволоки к проволоке от 10 до 45 градусов; вы всегда должны следовать рекомендациям производителя. Как правило, наличие однородной линии шлака за сварочной ванной является хорошим показателем того, что соблюдены требования к правильному углу наклона пистолета и скорости движения.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО СВАРКИ И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ. НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой проволоки в защитном газе, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальность сварки заключается в том, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужная, ДОРОГАЯ доработка сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЯМИ» МОЖЕТ БЫТЬ ЗАМЕДЛЕН НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕН В ГЛОБАЛЬНЫЙ МАГАЗИН СВАРКИ ANTHEM.
Возможно, это отражение недостатка опыта в области контроля сварочного процесса и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, эти несколько сварочных цехов знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой благодаря простому в использовании процессу сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям применяется, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для получения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения NASA, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я раскрыл на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварного шва в инертной атмосфере уникален тем, что также обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG при сварке качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно откликнулась на значительные преимущества в отношении качества / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общего отсутствия контроля за процессом сварки и передового опыта в области сварки, который преобладает во всех мировых отраслях промышленности, которые используют общие процессы дуговой сварки, такие как Pulsed MIG, GTAW и газозащитный порошковый флюс.
2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции» , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS для продажи, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG позволяет наплавку на 200–400% больше, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG: всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс для заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс непосредственно в офисе и медленного развития процесса сварки, который преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на переоборудование сварных швов сверх установленного бюджета или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десять лет, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже несмотря на широкое использование TIP TIG в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о возможностях полностью ручного и автоматизированного нанесения сварных швов и о потенциале этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы всегда обеспечивать их эволюцию в сторону процессов сварки, которые обеспечат превосходное качество сварки при меньших затратах на сварку.
СВАРОЧНАЯ ИНЖЕНЕРНАЯ ПРОМЫШЛЕННОСТЬ В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность Северной Америки.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века наряду с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите другой мой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна
- Ежедневное качество сварки и производимая сварка часто мало меняются за шесть десятилетий.
- Ожидается брак по сварке и доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется несколько сварочных процессов.
- В офисах сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытных сварщиков, которые будут «играть» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс в глобальном офисе — распространенное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения в области сварки, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крейг, раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов в течение более 40 с лишним лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт дает мне возможность выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССОВ, НЕОБХОДИМОЙ ДЛЯ «ПРЕДУПРЕЖДЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварных швов AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры понимают, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно обеспечивать полное качество ручной или роботизированной сварки и потенциал производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так что на протяжении десятилетий ежедневно производятся посредственные сварные швы. качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРОЙ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ РЕЗУЛЬТАТОМ ЗАВЕРШЕНИЯ РЕЗУЛЬТАТОВ РЕЗУЛЬТАТ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УДОБНО ЭТО НЕ ПРОЕКТИРОВАНИЕ: Когда инженеры, менеджеры или супервизоры сварочного цеха сталкиваются с проблемой, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна область, которая всегда резко показывает отсутствие контроля за процессом сварки MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, находится в часто плохих, постоянно меняющихся данных сварки, которые К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к квалификации для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса сварки, выполняемой роботом или вручную, то этот же руководитель также быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех сотрудников как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКНОВАТЬ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, и они часто создают команду сварщиков, команду, которая по иронии судьбы также не будет такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или роботом.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, понимающей процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и оборона, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «они всегда так поступали». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным мастерским использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и сварка горячей проволокой, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако мне хорошо известно, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель, руководитель или инженер сварочного цеха никогда не должен допускать такого отношения.
Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ ПРОЦЕССА БЫСТРОЙ ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно реализовать. Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ПОЛУЧАЮЩЕЕ ВРЕМЯ СТАЛИ, БЕЗ НЕРЖАВЕЮЩЕЙ СТАЛИ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в оборудовании для импульсной сварки MIG, которое используется для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стальных или нержавеющих угловых швов на стали толщиной> 5 мм, узнает о сварке MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но, тем не менее, проводит 50% своего времени при низком фоновом токе, тогда неудивительно, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих меньшей энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки сварочным электродом в среде сварки, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без брызг. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимальное количество коротких замыканий в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ. ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 за 2500 долларов Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Такие решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не могли владеть процессом сварки MIG.
В течение многих десятилетий во многих сварочных швах сталей и сплавов обычная бесполезная электроника, используемая в импульсном оборудовании для MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которые также использовались в качестве опоры те, кому не хватало опыта в области контроля сварочного процесса.
Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс с нанесением порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему любой сварочный цех выберет процесс сварки, такой как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и сварки порошковой проволокой в среде защитного газа с 1960-х гг. Были ответственны за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, любых применений размер и сварка в любом положении. .
https://tiptigwelding.comКОГДА ТИП ТИГ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ СВАРКИ В Северной Америке. КИТАЙ.
2020. Я предсказываю, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области безопасности сварки, металлургии, механики, коррозии, а также защиты от сварочного дыма, полученных от TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и затраты превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для обычных, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
Десять основных требований к процессу сварки для достижения наилучшего возможного качества ручной сварки любых металлов в любых положениях.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, и подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и подаваемой энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должен давать брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутой скорости сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также лучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПОЛНЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СПЛАВЛЕНИЕ СВАРКИ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить превосходное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG и снижение квалификации, что увеличивает затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я хорошо понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь, имеют средства управления процессом сварки и передовой опыт в области сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильное оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная MIG и порошковая порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, которые я проводил в этой промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за общей плохой практики сварки, используемой сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и собственника инженеров по сварке, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная и ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за плохого качества сварки MIG роботов, и лишь немногие роботы на заводах достигнут оптимального потенциала производительности роботизированной сварки.
На десятилетия. В результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие контроля за процессом сварки и передового опыта в области сварки.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи ВМФ, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на ремонт сварных швов, часто на миллионы долларов, и все же судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧНИКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ
- ЕЖЕДНЕВНО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЕТСЯ СВАРКА, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
Для любого предприятия, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя способами управления, сваркой MIG и сваркой порошковой проволокой, которые используются ежедневно для большинства Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами существует мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство из них авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ — СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРНОЙ СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ СТОИМОСТЬ ОБЫЧНОЙ СВАРКИ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ ЗА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а также последствиями дорогостоящего качества дуговой сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки, а также передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам брать на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на получение мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке MIG, порошковой порошковой сварке в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С помощью этих трех сварочных процессов читатель найдет наиболее полные данные по ручному и роботизированному управлению процессом сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются при минимальных затратах на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения об оборудовании импульсной MIG можно найти в разделе программ MIG.
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ УЗНАЛИ О ДЕСЯТИЛЕТИЯХ НЕРАБОТКИ ОБОРУДОВАНИЯ ДЛЯ СВАРОЧНОГО ОБОРУДОВАНИЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ, ВЫПОЛНЯЕМОГО ЭКСПЕРТАМИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местные торговые представители. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной MIG должна снизиться особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет жизни, то в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или регулярная сварка CV MIG, вы могли бы подумать, что логично, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, необходимых для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно же с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения руководителя отдела маркетинга или продаж газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, УНИКАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ ЛУЧШАЯ ПРАКТИКА.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или флюсовой сердцевины, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому делу много знал о сварке штучной сваркой и ничего не знал о сварке с флюсовым сердечником и MIG Weld Process Controls, а также о передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРКУ НА ПРОИЗВОДСТВО ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ БЫСТРО СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ УПРАВЛЕНИЯ ВМФ США, УПРАВЛЯЮЩЕГО ВМФ США, ПОСМОТРЕТЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О НЕПОСРЕДСТВЕННЫХ ВОПРОСАХ СВАРКИ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Ниже флот.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ МИРОВОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, роботизированное управление процессом сварки и передовая практика сварки, учебные или самообучающиеся материалы.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАТЬ, что «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА ЯВЛЯЮТСЯ УКАЗАНИЕМ WELDER EXPEL . ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации процесса сварки. Я полагаю, что это понятно, так как немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибло 123 человека и понесены миллиарды долларов.
Лучшие практики для успешной сварки порошковой проволокой с самозащитой
Дуговая сварка самозащитой порошковой проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства.Это делает этот процесс обычным выбором для многих приложений, таких как возведение стальных конструкций, строительство мостов и ремонт тяжелого оборудования. Но, как и любой сварочный процесс, здесь есть свои проблемы.
| Самозащитная порошковая сварка (FCAW-S) дает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства. |
Есть несколько простых советов и передовых методов, которые могут помочь в решении этих проблем. Использование этих знаний — с небольшой практикой — может сэкономить время, деньги и нервы, а также помочь достичь высокого качества сварки.
Шлаковые включения
Шлаковые включения — результат того, что расплавленный флюс изнутри сварочной проволоки застревает внутри сварного шва — обычно могут возникать в смещенных и многопроходных применениях FCAW-S. Предотвращение этой проблемы зависит от соблюдения основных передовых методов и использования надлежащих методов сварки. К ним относятся:
- Поддерживайте правильную скорость и угол движения.При сварке в вертикальном положении вверх используйте для пистолета угол сопротивления от 5 до 15 градусов. При сварке в плоском или горизонтальном положении используйте угол сопротивления от 15 до 45 градусов. При необходимости увеличьте этот угол, если проблема не исчезнет. Также поддерживайте постоянную скорость движения, так как слишком медленное движение может привести к опережению сварочной ванны над дугой и образованию шлаковых включений.
- Поддерживайте надлежащий подвод тепла, всегда используя напряжение, рекомендованное производителем присадочного металла для проволоки определенного диаметра.Слишком малое количество тепла может привести к включению шлака.
- Тщательно очищайте материал между проходами сварки для удаления шлака.
- Обязательно правильно разместите сварной шов. Оставьте достаточно места в сварном шве, особенно во время корневых проходов и широких канавок, чтобы металл шва мог его заполнить.
Пористость и отслеживание червяков
Пористость — распространенный дефект сварного шва, который возникает, когда в сварном шве остается газ. Тщательная очистка основного материала перед сваркой — главный способ предотвратить эту проблему. Удалите всю грязь, ржавчину, жир, масло, краску, влагу и другие загрязнения по всей длине сварного шва. Во время сварки убедитесь, что вылет проволоки за контактный наконечник не превышает 1 1/4 дюйма. Кроме того, использование присадочных металлов, содержащих добавленные раскислители, может помочь предотвратить пористость и позволить сварку через легкие загрязнения. Однако эти провода не заменяют правильную очистку. Другой дефект, червячный след, относится к следам на поверхности сварного шва, вызванным газом, который создает флюс внутри проволоки.Будьте осторожны, чтобы избежать чрезмерного напряжения для настройки подачи проволоки, чтобы предотвратить эту проблему. В ситуациях, когда происходит отслеживание червяков, уменьшайте напряжение с шагом 1/2 вольта, пока проблема не исчезнет.
Подрезы и недорезы
Два дополнительных дефекта, влияющих на качество сварного шва, — это отсутствие проплавления и подрезы. Предотвращение этих проблем может помочь сварочным работам сэкономить время и деньги, связанные с переделками и простоями. Отсутствие плавления возникает, когда металл шва не плавится должным образом с основным материалом или с предыдущим наплавленным валиком во время многопроходной сварки.Основная причина этой проблемы — неправильный угол наклона пистолета. Сохраняйте подвод тепла и правильный рабочий угол пистолета, чтобы предотвратить проплавление. Используйте угол наклона пистолета от 15 до 45 градусов и держите дугу на задней кромке сварочной ванны. При плетении держите дугу на боковой стенке канавки. Грязная рабочая поверхность — еще одна частая причина отсутствия проплавления. Рекомендуется тщательная и тщательная очистка поверхности перед сваркой и между проходами. Поднутрение приводит к ослаблению зоны у кромки сварного шва, позволяя канавке расплавиться в основном металле, который не заполняется металлом сварного шва.Этот дефект часто может привести к растрескиванию. Во избежание подрезов следите за параметрами сварки для соответствующего сварочного тока и напряжения. Угол обзора также играет ключевую роль в этом вопросе. Кроме того, убедитесь, что скорость движения позволяет металлу сварного шва полностью заполнять расплавленные участки основного материала.
Проблемы с проваром
Когда дело доходит до провара сварного шва, слишком большое и слишком маленькое провар является проблематичным. Хорошее проплавление стыков имеет решающее значение для выполнения высококачественных сварных швов, поэтому важно обращать внимание на то, сколько металла шва входит в стык. Когда металл сварного шва плавится через основной металл и зависает под сварным швом, это чрезмерное проплавление. Чаще всего это вызвано слишком большим количеством тепла. Избегайте этой проблемы, поддерживая надлежащий подвод тепла для приложения. Уменьшите диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость движения. Когда проблема заключается в недостаточном проплавлении или неглубоком сплавлении сварного шва и основного металла, могут помочь противоположные шаги: увеличить диапазон напряжения и скорость подачи проволоки при одновременном снижении скорости движения. Подготовка швов также играет роль в правильном проникновении. Чтобы обеспечить правильное удлинение проволоки и получить необходимые характеристики дуги для хорошего качества сварки, необходимо иметь доступ к дну канавки.
Успех
Как и любой другой сварочный процесс, FCAW-S может создавать определенные проблемы. При использовании надлежащей техники сварки и принятии мер по устранению проблем будет легче выявлять и быстро решать проблемы — или даже предотвращать их возникновение — чтобы воспользоваться преимуществами производительности и качества, предлагаемыми процессом.
и сплошная проволока
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокой
Порошковые электроды бывают двух типов: газозащитные и самозащитные. Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ.Самозащитная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в защитном газе затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитная порошковая проволока не требует подачи внешнего защитного газа.С помощью этого типа электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродов
Использование электродов с порошковой проволокой дает несколько преимуществ. Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании подходящих присадочных материалов эти электроды могут сделать процесс FCAW универсальным.
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.
Недостатки электродов с порошковой проволокой
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов.Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды
Сплошные проволочные электроды используются при сварке металлов в инертном газе.Для таких электродов требуется защитный газ, который подается из баллона с сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливают из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также помогает продлить срок службы сварочного контактного наконечника.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл.Они должны давать хорошие, чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?
При сравнении порошковой проволоки с проволокой сплошного сечения было бы целесообразно отметить, что лучший выбор зависит от сварочной работы и местоположения. Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и наружных работ лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых на ветру, вполне подходят сплошные проволочные электроды.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.