
Сварка вертикальных и горизонтальных швов
Автор admin На чтение 5 мин. Просмотров 4k. Опубликовано
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция.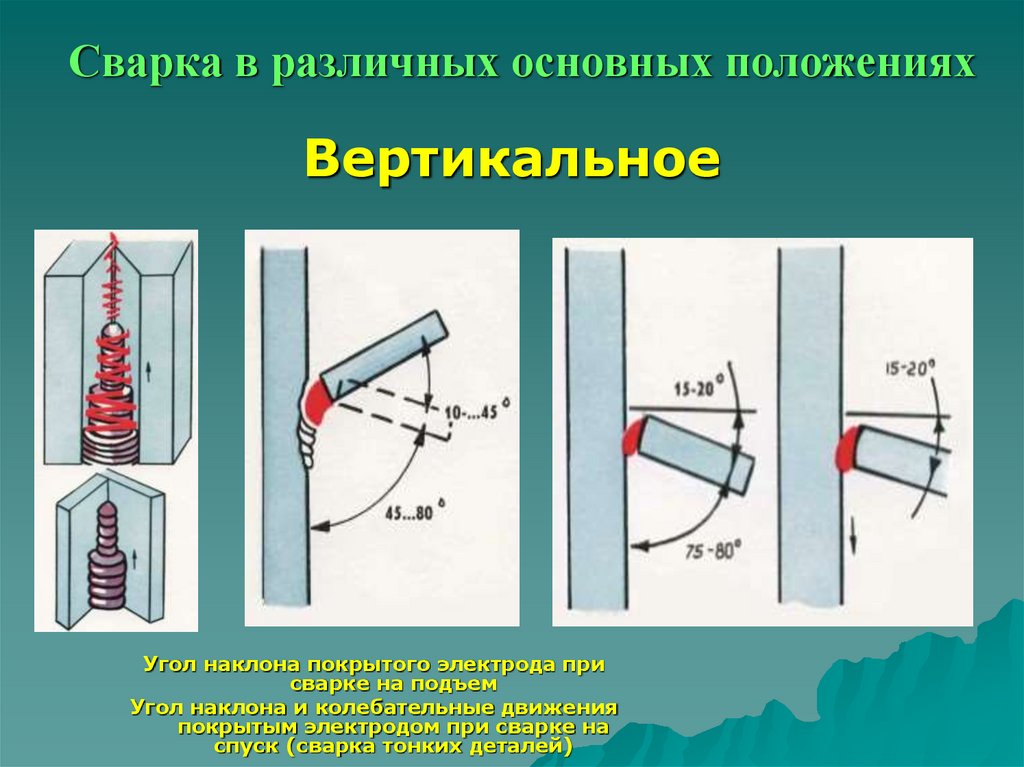
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела.
 Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок. - Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
 Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.


Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1). Затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
В начале сварки (рис. 30, б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
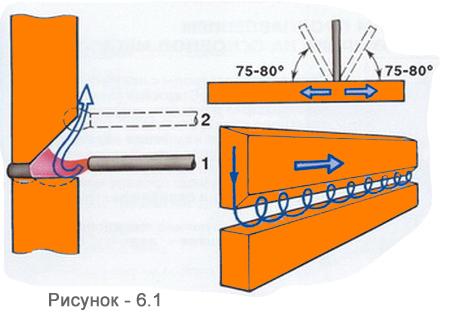
Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 31, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 39, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 39, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
Рис. 31. Выполнение сварных горизонтальных швов:
а — стыковое соединение со скосом одной кромки; б — нахлесточное соединение; в – стыковое соединение со скосом двух кромок
Сварка в потолочном положении.
Сварка в потолочном положении (рис. 32) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.
Рис. 32. Сварка потолочных швов
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
Техника сварки и наплавки на вертикальной и потолочной плоскостях
Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным вытеканием расплавленного металла из сварочной ванны под действием сил тяжести или падением капель электродного металла мимо сварочной ванны. Здесь сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Здесь сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне удерживается от вытекания в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего применяют пониженную на 10–20 % силу тока, а конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до 2–3 диаметров электрода. Для вертикальных и горизонтальных швов диаметр электрода составляет не более 5 мм, для потолочных – не более 4 миллиметров.
Сварку вертикальных швов можно выполнять на подъем (снизу вверх) или на спуск (сверху вниз).
Сварка на подъем (рис. 33, а ) – наиболее удобный и производительный способ, поскольку нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. Облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу.
Рис. 33. Положение электрода при сварке швов:
а – вертикальных снизу вверх; б – вертикальных сверху вниз; в – горизонтальных; г – потолочных
Дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва. При этом электрод совершает поперечные колебания: зигзагом, полумесяцем, елочкой. Наклоном электрода добивайтесь, чтобы давление дуги удерживало ванну. Двигаться надо довольно быстро. Как только ванна начинает течь с одного края, переходите на другую сторону и вверх. Если свариваемый металл будет слишком горячим, вы рискуете его прожечь или ванна может выпасть. Подбирайте ток и скорость движения такими, чтобы вы могли удерживать ванну. Не останавливайтесь и не перегревайте основной металл – это главная причина выпадения ванны. Смотрите при этом на шов под электродом.
Для сварки углового вертикального шва вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше и оставляя внизу готовый сварной шов.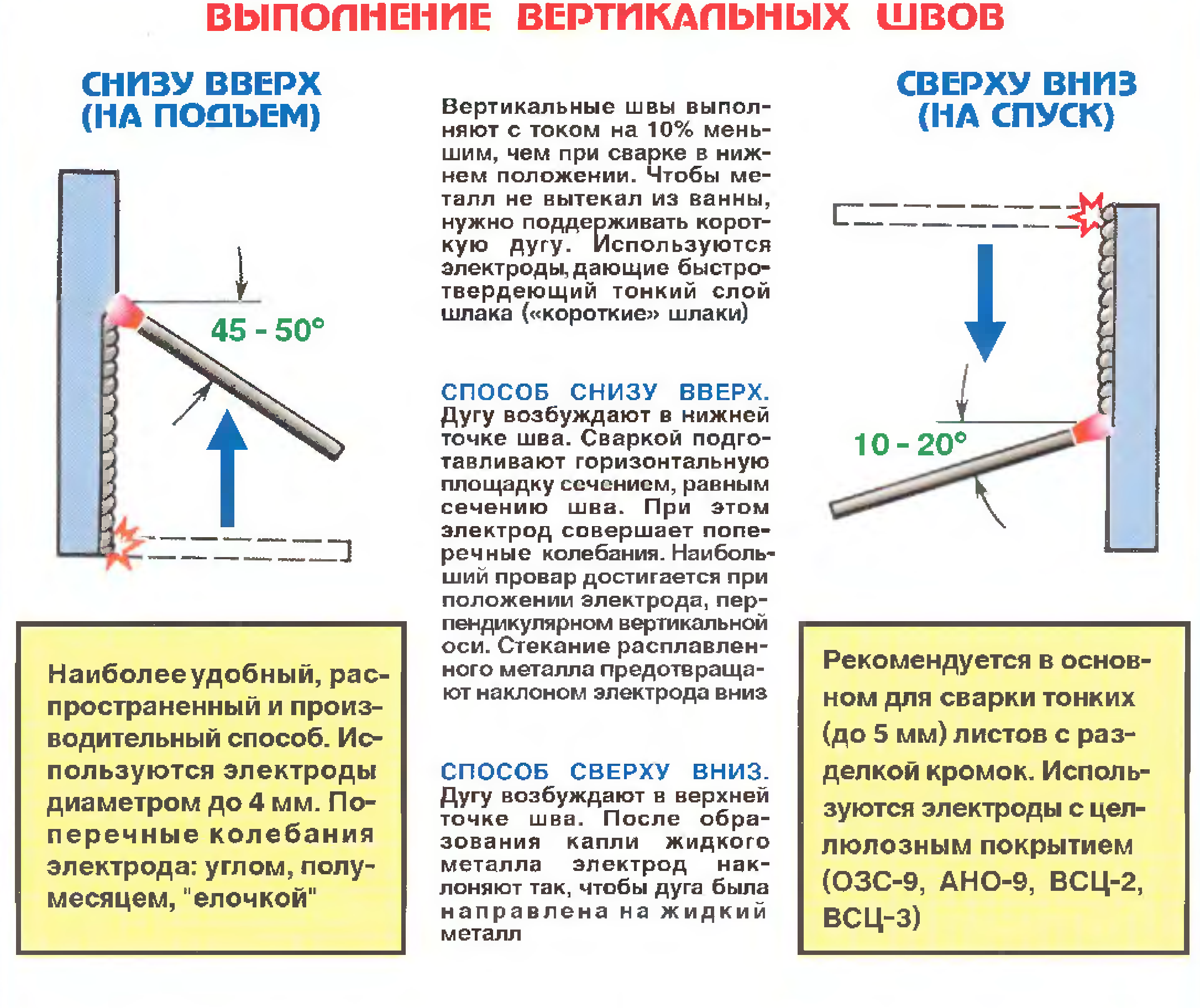 При проходе елочкой электрод вначале поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла.
При проходе елочкой электрод вначале поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла.
Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
Минусом данного способа является внешний вид шва – грубочешуйчатый.
Способ сверху вниз (рис. 33, б ) рекомендуется в основном для сварки тонких (до 5 мм) листов с разделкой кромок. Используются электроды с целлюлозным покрытием (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3). Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на нее.
При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. Поэтому держите кончик электрода приподнятым, чтобы давление дуги толкало ванну вверх. Работайте круговыми движениями, удерживая зазор и расширяя ванну в стороны. Надо все время держаться впереди ванны. Если ванна будет падать, пытайтесь двигаться быстрее и ставьте немного больший ток сварки.
В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. Поэтому держите кончик электрода приподнятым, чтобы давление дуги толкало ванну вверх. Работайте круговыми движениями, удерживая зазор и расширяя ванну в стороны. Надо все время держаться впереди ванны. Если ванна будет падать, пытайтесь двигаться быстрее и ставьте немного больший ток сварки.
Сварка горизонтальных стыковыхшвов (рис. 33, в ) еще более затруднена из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла большой толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне.
Обычно горизонтали варят слева направо, чтобы ванна была лучше видна. В перпендикулярной плоскости электрод следует держать немного назад на шов. Дугу возбуждают на нижней горизонтальной кромке, затем переводят электрод на верхнюю. Шов проваривают, совершая спиральные движения. Поддерживая постоянную длину дуги, постепенно продвигайте ванну. Но каждый раз, когда электрод опускается, расплавленный металл ванны следует за ним. Чтобы ванна не падала, толкайте ее вверх, приподнимая конец электрода. Но если держать его слишком наклоненным, давление дуги вытолкнет ванну и получится наплыв. Если ванна все равно уходит вниз, попробуйте двигаться быстрее, остужая металл.
Шов проваривают, совершая спиральные движения. Поддерживая постоянную длину дуги, постепенно продвигайте ванну. Но каждый раз, когда электрод опускается, расплавленный металл ванны следует за ним. Чтобы ванна не падала, толкайте ее вверх, приподнимая конец электрода. Но если держать его слишком наклоненным, давление дуги вытолкнет ванну и получится наплыв. Если ванна все равно уходит вниз, попробуйте двигаться быстрее, остужая металл.
Шлак будет опускаться к низу ванны, поэтому смотрите преимущественно на верхнюю часть ванны. Но и вниз поглядывать следует, чтобы избежать наплывов.
Когда учитесь варить горизонтали, старайтесь не наплавлять слишком много металла, делайте шов небольшим. Если нужен более широкий шов, сделайте второй проход над первым.
Сварка горизонтальных угловых швов в нахлесточных соединениях несложна, так как по технике не отличается от сварки в нижнем положении.
При наплавкена вертикальной плоскости каждый выполненный валик является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика.
Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика.
Наплавка ведется снизу вверх. Последний валик рекомендуется варить на сварочном токе ниже на 10–20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Закончив проход, осмотрите каждый сделанный шов. Если что-то не получилось – делайте снова. Если совсем не получается, попробуйте варить что-нибудь другое. Красивый ровный шов придет с практикой. Тренируйтесь на разных электродах и поверхностях и помните – каждый раз надо стараться сделать качественный шов.
Сварка в потолочном положении (рис. 33, г ) наиболее сложна и ее по возможности следует избегать. К тому же при сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Газы, выделяемые покрытием электрода, тоже поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды.
Газы, выделяемые покрытием электрода, тоже поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды.
При сварке потолочных и горизонтальных швов жидкий металл стремится вытечь из ванны. Поэтому сварку ведут короткой дугой, удерживая постоянную скорость движения. Узкие валики накладывают в потолочную разделку тремя способами.
1. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл частично кристаллизуется, что уменьшает объем ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. Для этого электрод располагают под углом к плоскости 90–130°, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5–10 мм от потолочной плоскости и тут же возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на ½ – ⅓ ее длины.
2. Электрод располагают под тем же углом и, совершая поперечные движения электродом в виде полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла.
3. Угол наклона электрода по направлению сварки 80–90°. Шлак, стекая вниз, под сварной шов, не мешает вести сварку под прямым углом или углом вперед, что позволяет в потолочном положении выполнять нормальные и вогнутые валики в разделке. Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся часть металла, постоянно удлиняя валик шва.
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже на 15–20 % (или равный), чем при горизонтальной. В основном применяется электрод ∅ 3–4 мм. Ширина валика и его полнота должны составлять 1–3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Металл толщиной более 8 мм сваривают многопроходными швами. В любом случае сварка ведется только короткой дугой.
Наплавка в потолочном положении. При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия, более производительно применять электрод ∅ 4 мм. Наплавку рекомендуется производить узкими, 1,5–2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2–3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя». Последующие валики рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70–80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Техника сваркипробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла, жесткости конструкции применяют различные приемы последовательности сварки швов и заполнения разделки. Сварку напроход – от начала до конца шва – обычно применяют при сварке коротких (до 500 мм) швов. Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым способом. При последнем способе весь шов разбивают на участки до 150–200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. После того как участок закончен, переходят к следующему, причем направление сварки для всех участков одно и то же, т. е. начало завершенного участка будет для следующего точкой завершения.
Сварку напроход – от начала до конца шва – обычно применяют при сварке коротких (до 500 мм) швов. Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым способом. При последнем способе весь шов разбивают на участки до 150–200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. После того как участок закончен, переходят к следующему, причем направление сварки для всех участков одно и то же, т. е. начало завершенного участка будет для следующего точкой завершения.
Сварка угольными электродами
Ранее этот способ называли сваркой по Бенардосу, так как этот способ предложил Н. Н. Бенардос. Сейчас этот способ применяется редко, хотя для некоторых материалов и соединений он мог бы быть незаменимым.
У сварки угольным электродом есть недостатки, но есть и достоинства, заслуживающие внимания. Для сварки и наплавки угольными электродами применяется обычно постоянный ток прямой полярности («—» на электроде). Дуга прямой полярности не науглероживает основной металл. Дуга обратной полярности («+» на электроде) интенсивно науглероживает расплавленный металл, повышая в нем содержание углерода до 0,8–1,0 %. Такой шов может подвергаться закалке, но применения в промышленности это явление до сих пор не нашло. Дуга обратной полярности малоустойчива, ее длина может составлять 10–15 мм, хотя для процесса бывает нужна более длинная. Электрод при обратной полярности сильно разогревается по всей длине до очень высокой температуры, усиливается его испарение, заостренный конец электрода притупляется и становится плоским.
Дуга прямой полярности не науглероживает основной металл. Дуга обратной полярности («+» на электроде) интенсивно науглероживает расплавленный металл, повышая в нем содержание углерода до 0,8–1,0 %. Такой шов может подвергаться закалке, но применения в промышленности это явление до сих пор не нашло. Дуга обратной полярности малоустойчива, ее длина может составлять 10–15 мм, хотя для процесса бывает нужна более длинная. Электрод при обратной полярности сильно разогревается по всей длине до очень высокой температуры, усиливается его испарение, заостренный конец электрода притупляется и становится плоским.
Дуга прямой полярности горит очень устойчиво и может иметь длину до 30–50 мм. Электрод в дуге не плавится, его конец разогревается до высокой температуры, создавая мощную термоэлектронную эмиссию, способствующую устойчивому горению дуги даже при токах 50–100 А. Электрод медленно испаряется и не прилипает к детали, это облегчает работу сварщика.
Угольная дуга переменного тока неустойчива и применяется редко.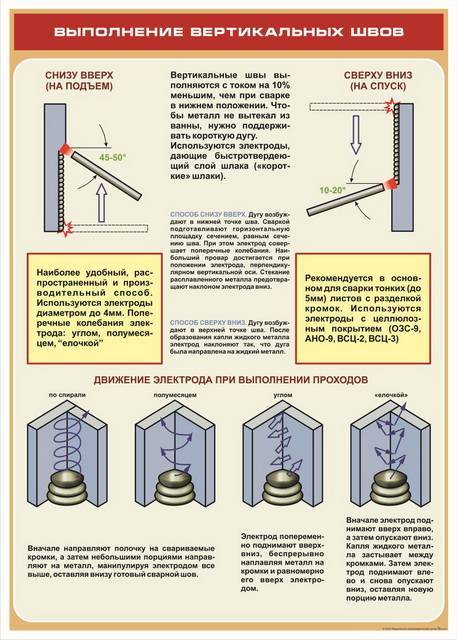
В процессе сварки угольная дуга способна отклоняться под действием магнитных полей, поэтому для стабилизации по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда. Сварка чаще всего применяется без присадки – по отбортовке тонких металлов и иногда по угловым соединениям (рис. 34). Это удобнее и выгоднее, нежели применять присадку. Хотя КПД этой дуги ниже, чем у металлического электрода, скорость сварки сравнительно высока – до 60 м/ч сварного шва. Примерные режимы сварки угольными электродами приведены в табл. 17.
Рис. 34. Сварка по отбортовке:
1 – свариваемые пластины; 2 – расплавляемая поверхность
Для сварки угольной дугой применяют электроды из электротехнического угля, т. е. из прессованного коксового порошка, обожженного при температуре 1400 °C, или из синтетического графита в форме стержней диаметром от 6 до 30 мм и длиной 200–300 мм с концами, заточенными на конус под углом 60–70°.
Графитовые электроды лучше угольных практически во всем, в том числе по своей доступности, так как их легко изготовить из остатков (отходов) электродов дуговых электроплавильных печей. Они хорошо поддаются обработке. Специально изготовленные графитовые электроды иногда имеют омедненную поверхность (фольгу), поэтому их стойкость повышается при работе на больших плотностях тока. Графитовые электроды имеют меньшую твердость, лучшую электропроводность (так как их электрическое сопротивление в 4 раза меньше сопротивления прессованного угля), высокую стойкость окисления на воздухе при высоких температурах. Это позволяет использовать их для сварки на больших плотностях тока со сравнительно низким расходом электродов.
Режимы сварки графитовыми электродами соединений с отбортовкой кромок приведены в табл. 18.
Следует отметить, что этот способ сварки забывается незаслуженно, так как целесообразность его применения в отдельных случаях неоспорима, в особенности для науглероживания и нанесения порошковых специальных покрытий, а также для сварки по отбортовке тонких металлов и для сварки цветных металлов дугой косвенного действия, т. е. когда дуга горит между двумя угольными электродами на переменном токе. Косвенная дуга выдувается собственным магнитным полем на длину 100–150 мм. В зависимости от угла между электродами пламя дуги имеет различную температуру по оси, понижающуюся от 6000 °C в столбе до 900 °C в конце факела. Такой дугой можно сваривать легкоплавкие металлы малых толщин, выполнять пайку твердыми припоями, нагревать металл без расплавления, нагревать и сваривать стекло, кварц, керамику.
е. когда дуга горит между двумя угольными электродами на переменном токе. Косвенная дуга выдувается собственным магнитным полем на длину 100–150 мм. В зависимости от угла между электродами пламя дуги имеет различную температуру по оси, понижающуюся от 6000 °C в столбе до 900 °C в конце факела. Такой дугой можно сваривать легкоплавкие металлы малых толщин, выполнять пайку твердыми припоями, нагревать металл без расплавления, нагревать и сваривать стекло, кварц, керамику.
Сварка горизонтальных швов. Технология выполнения работы.
Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Содержание статьи
Особенности сварки соединений по горизонтали
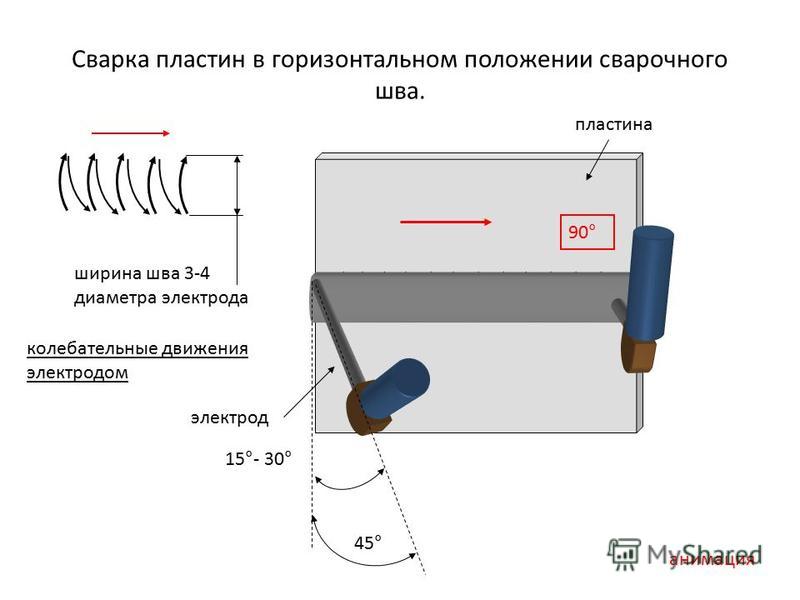
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
рис. 1Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.
Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
 Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.
 Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
Сложности, возникающие в процессе сварки
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
- Расплавленный металл может вытекать из сварочной ванны.
- Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.

Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.
Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
- Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
- Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
 Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
- Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
Параметры тока и перемещение электрода
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.
В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
некачественный шовЕсли же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Техника безопасности
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
Положение при сварке: инструкция для начинающих
Сварочные электроды и сварные соединения могут по-разному располагаться в пространстве. И выбор этого самого положения будет зависеть не от личных предпочтений мастера, а от технологии сварки, типа и особенностей металла, а также прочих факторов (например, труднодоступности места сварки).
Находясь в различных положениях возможно практически любое направление сварного соединения, отсюда вытекает и ряд особенностей. Например, выполнение горизонтальных нижних швов можно поручить сварщику начальной квалификации. А вот потолочные вертикальные швы может выполнить только мастер своего дела. Словом, есть множество нюансов, о которых мы и расскажем в этой статье.
А вот потолочные вертикальные швы может выполнить только мастер своего дела. Словом, есть множество нюансов, о которых мы и расскажем в этой статье.
Содержание статьи
Положение сварного соединения
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.
Нижнее положение
Нижнее положение часто встречается в работе у новичков, поскольку им обычно поручают сварку несложных металлоконструкций. К сварке в нижнем положении не предъявляются строгие требования по качеству. В нижнем положении возможна сварка стыковых и угловых швов.
Читайте также: Все о контроле качества сварных соединений
В нижнем положении можно выполнить и одностороннюю, и двустороннюю сварку. При этом качество шва будет довольно неплохим, он будет прочным и надежным. Кстати, такой метод сварки один из самых высокопроизводительных. Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта. Несмотря на это, нижнее положение самое простое и легко выполнимое.
Кстати, такой метод сварки один из самых высокопроизводительных. Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта. Несмотря на это, нижнее положение самое простое и легко выполнимое.
Горизонтальное положение
Горизонтальное положение в пространстве кажется простым на первый взгляд. Но по факту выполнение швов в таком положении сопряжено с рядом трудностей. Под действием силы тяжести металл может затекать прямо под кромки, мешая сформировать качественный шов. Поэтому нужно подрезать кромки под небольшим углом, такой метод разделки называется косым. При этом нужно подрезать только верхнюю деталь.
Конечно, для выполнения сварки в горизонтальном положении нужна квалификация и опыт, но при должном старании этому делу легко можно обучиться. Если вы новичок, то вас скорее всего не допустят к выполнению таких работ, но вы можете самостоятельно потренироваться на ненужных кусках металла.
Вертикальное положение
При вертикальном положении металл также стекает вниз из-за силы тяжести. Поэтому нужно соблюдать ряд правил, которые помогут не наделать ошибок. Во-первых, старайтесь варить на очень короткой дуге. Это непросто, если вы начинающий сварщик, но когда-то ведь нужно начинать 🙂 Благодаря короткой дуге металл будет дольше оставаться к сварочной ванне, а не стекать вниз.
Также рекомендуем применять специализированные электроды. У них, как правило, есть особое покрытие, благодаря которому увеличивается вязкость сварочной ванны. Это также способствует меньшему стеканию металла.
Можно выполнять сварку как сверху-вниз, так и снизу-вверх. Если для вас важнее качество шва, то лучше варить снизу-вверх. А если важна скорость сварки, то лучше варить сверху-вниз. Если важно и то, и другое, то выбирайте траекторию движения исходя из условий работы.
Потолочное положение
Такой вид пространственного положения самый трудоемкий. Эту работу поручают только опытным мастерам высокой квалификации. Обычно такие мастера выполняют работу без брака и дефектов. Это часть их обязанностей. Мы рекомендуем располагать детали горизонтально, а электрод вести вертикально. Самая главная проблема, с которой вы столкнетесь — стекание расплавленного металла вниз. Но эта проблема решаема, нужно просто соблюдать наши рекомендации.
Эту работу поручают только опытным мастерам высокой квалификации. Обычно такие мастера выполняют работу без брака и дефектов. Это часть их обязанностей. Мы рекомендуем располагать детали горизонтально, а электрод вести вертикально. Самая главная проблема, с которой вы столкнетесь — стекание расплавленного металла вниз. Но эта проблема решаема, нужно просто соблюдать наши рекомендации.
Прежде всего, здесь так же поможет короткая дуга. Дополнительно можете установить меньшее значение сварочного тока, чтобы металл плавился медленнее. Также используйте электроды небольшого диметра и с тугоплавким покрытием. Оно позволит удержать капли расплавленного металла. Также рекомендуем постоянно менять дистанцию между электродом и сварным соединением. Буквально на пару миллиметров.
Не стоит варить в потолочном положении, если металл тонкий. Вы просто получите некачественный шов, он будет пористым и разрушится при эксплуатации или транспортировке. Постарайтесь использовать любые другие положения. И только если сварка в любом другом положении невозможна, применяйте потолочное.
И только если сварка в любом другом положении невозможна, применяйте потолочное.
Положение электрода
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Сварка углом вперед
Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
Сварка углом назад
Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
Под 90 градусов
Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Вместо заключения
Как вы понимаете, положение при сварке играет очень важную роль. Правильно выбрав угол наклона электрода и учтя особенности шва, который вам нужно сварить, вы сможете существенно улучшить качество своей работы. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи в работе!
Сварка горизонтальных швов и ее особенности
Электросварка — объединение между собой различных металлов методом расплавления их с помощью электрической дуги. При застывании образуется сварной шов. В зависимости от места положения шов бывает горизонтальным, вертикальным, боковым. Сварка горизонтальных швов производится на плоскости, расположенной вертикально. Своеобразной опорой служит нижняя кромка, поэтому в горизонтальном направлении дуговая сварка происходит более легко. Однако, специфические особенности вызывают ряд трудностей.
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.
Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сложности при горизонтальной сварке
Сложность при выполнении горизонтального шва создает сила тяжести расплавленного металла. Под ее действием может произойти его вытекание из сварочной ванны. Стекание металла на нижнюю кромку создает на ней сильное уплотнение. Из-за этих обстоятельств не происходит качественного соединения.
Из-за неудобного положения при горизонтальной сварке исполнитель может допустить ошибки. Чтобы возможные последствия свести к минимуму, на верхней кромке следует создать склон.
Интересное видео
[Всего: 1 Средний: 2/5]Сварка горизонтальных швов и ее особенности
Электросварка — объединение между собой различных металлов методом расплавления их с помощью электрической дуги. При застывании образуется сварной шов. В зависимости от места положения шов бывает горизонтальным, вертикальным, боковым. Сварка горизонтальных швов производится на плоскости, расположенной вертикально. Своеобразной опорой служит нижняя кромка, поэтому в горизонтальном направлении дуговая сварка происходит более легко. Однако, специфические особенности вызывают ряд трудностей.
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.
Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сложности при горизонтальной сварке
Сложность при выполнении горизонтального шва создает сила тяжести расплавленного металла. Под ее действием может произойти его вытекание из сварочной ванны. Стекание металла на нижнюю кромку создает на ней сильное уплотнение. Из-за этих обстоятельств не происходит качественного соединения.
Из-за неудобного положения при горизонтальной сварке исполнитель может допустить ошибки. Чтобы возможные последствия свести к минимуму, на верхней кромке следует создать склон.
Интересное видео
Основные положения при сварке
Четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное.
Наиболее распространенный тип сварного шва — угловой шов и сварной шов с канавкой, и вы можете выполнять эти сварные швы во всех четырех положениях.
Но вы также выполняете поверхностную сварку во всех четырех положениях, хотя вы не будете делать этот тип сварки очень часто.
Есть числа, которые используются для обозначения типа сварочного положения и сварного шва.
Например:
- 1 = горизонтальное положение
- 2 = горизонтальное положение
- 3 = вертикальное положение
- 4 = положение над головой
Кроме того, есть буквы, обозначающие тип сварного шва, который вы будете выполнять в этой позиции. Например:
- F = угловой шов
- G = сварной шов с канавкой
Тест: Что означает 3F?
Ответ: Угловой шов в вертикальном положении.
Плоское положение:
В горизонтальном положении для сварки вы будете выполнять сварку на верхней стороне стыка. Но реальная поверхность вашего сварного шва будет почти горизонтальной.
Обычный термин для этого типа сварного шва называется «плоское положение», но его также называют положением «вниз».
Изображение слева представляет собой угловой сварной шов в плоском положении, а изображение справа — пример сварного шва с плоским расположением канавок.
Сварка вне позиции:
Плоское положение для сварки — это самое простое и наиболее удобное положение для сварки.В горизонтальном положении металл плоский, и ваша сварочная горелка или стержень будет двигаться в горизонтальном направлении.
Другие позиции называются Out Of Position, потому что они более трудны и требуют больше навыков для их успешного выполнения. Позиции сварки вне позиции: горизонтальное, вертикальное и потолочное.
Горизонтальное положение:
Изображение слева (вверху) — угловой шов в горизонтальном положении, а изображение справа — пример сварки с разделкой кромок в горизонтальном положении.
- В положении Угловой сварной шов вы будете выполнять сварку на верхней стороне поверхности, которая является горизонтальной (или близко к ней) и против поверхности, которая является вертикальной (или близко к ней). См. Иллюстрацию выше.
- В положении Groove Weld ось сварного шва находится в горизонтальной плоскости (приблизительно), а поверхность сварного шва находится в вертикальной плоскости (приблизительно). См. Изображение B выше.
- Горизонтальный фиксированный шов Положение — это положение для сварки трубы, ось трубы почти горизонтальна.Обратите внимание, что свариваемая труба не поворачивается во время сварки. См. Ниже дополнительную информацию о позициях сварки труб.
- Горизонтально-прокатный сварной шов — это также позиция для сварки труб, и она выполняется в горизонтальном положении. Обратите внимание, что труба поворачивается (вращается). Вы можете увидеть положения сварных швов труб ниже.
Изображение сварного шва справа вверху представляет собой фактический горизонтальный сварной шов с использованием стержня 7018.
Вертикальное положение:
Изображение слева (вверху) представляет собой угловой шов в вертикальном положении, а изображение справа — пример сварного шва с вертикальным расположением кромок.
При сварке в вертикальном положении ось сварных швов почти вертикальна.
При сварке трубы в вертикальном положении ось трубы расположена вертикально, и сварка будет выполняться в горизонтальном положении. Труба может вращаться или нет. Это просто зависит от обстоятельств.
Фактическое изображение сварного шва справа представляет собой вертикальный сварной шов с использованием сварочного стержня 7018.
Накладные расходы:
В положении для сварки под потолком вы будете выполнять сварку под стыком. Это довольно понятно.
На рисунке 4F слева показан угловой сварной шов с расположением под потолком, а на иллюстрации рядом с ним показан пример сварного шва с канавкой в верхнем положении.
Швы с разделкой кромок: сводка положений при сварке.
Угловые сварные швы: сводка положений при сварке.
Эта диаграмма немного сложнее, поскольку на ней показаны несколько размеров и положений углового шва. он также показывает одно-, двух- и многопроходные сварные швы …
Положения для сварки труб:
Положения труб:
Позиций, с которыми вы сталкиваетесь при сварке труб, много, и обычно положение фиксировано, однако нередко бывает и ровное положение.
Горизонтальная намотанная труба:
Шаг 1: Выровняйте стык, приварите его прихваточным швом или удерживайте его с помощью мостовых зажимов (сделанных из стали) и поместите трубу на ролики. См. Иллюстрацию ниже. В этот момент вы начнете сварку, начиная с точки C, а затем переместите сварной шов в точку B. После достижения точки B вы будете поворачивать трубу, пока не дойдете до точки C (точка остановки сварки), а затем на этот раз вы начнете сварку до точки B.Во время вращения трубы вы должны держать сварочную горелку между точками B и C. Ваша трубка пройдет мимо них.
Шаг 2: В точке А положение горелки почти такое же, как при сварке в вертикальном положении. И когда вы приближаетесь к точке B, ваше сварное положение становится почти плоским. Вы немного измените угол сварки, чтобы это компенсировать.
Труба, сваренная прихватками на роликах:
Шаг 3: Остановите сварку прямо перед начальной точкой (корень вашей начальной точки).Вам нужно здесь небольшое отверстие. Затем повторно нагрейте точку соединения. Температура должна быть одинаковой в областях, прилегающих к месту соединения. В результате произойдет полное слияние с вашей начальной точкой.
Шаг 4: Если у вас толщина боковой стенки (трубы) не менее 0,25 дюйма, вам необходимо выполнить многопроходный сварной шов.
Сварной шов в фиксированном положении горизонтальной трубы:
После выполнения прихваточной сварки их необходимо установить, как показано на рисунке E ниже.После начала сварки не перемещайте трубу.
Метод сварки горизонтальной трубы снизу вверх:
При сварке в фиксированном горизонтальном положении будет выполняться следующая сварка:
- Начинайте снизу. В положении «шесть часов» сварите до положения «три часа».
- Снова начните снизу, а затем сварите до отметки «девять часов».
- Вернитесь в положение «три часа» и приварите до верха.
- Вернитесь в положение «девять часов» и приварите к верху, чтобы перекрыть борт.
При сварке вы сделаете это в два этапа:
Шаг 1: См. Это на иллюстрации выше — Начните сверху и приварите (см. №1) полностью вниз.
Вернитесь наверх и приварите до конца противоположную сторону (см. № 2). Внизу вы будете мясо и соединить другой сварной шов.
Дуговая сварка является предпочтительным методом с использованием метода сварки вниз (вниз), поскольку дуговая сварка создает электрическую дугу с более высокой температурой, и это дает вам возможность сваривать примерно в 3 раза быстрее, чем при сварке снизу вверх или вверх.
Сварка горизонтальной трубы методом «вниз»:
Использование техники обратной руки рекомендуется для низколегированной стали или низкоуглеродистой стали, которую вы можете катать или которую можно сваривать в горизонтальном положении …
- Для стенок трубы с толщиной стенки 3/8 дюйма или меньше: Проходят.
- Для стенок труб толщиной от 3/8 до 5/8 дюйма: два прохода.
- Для толщины стенки трубы от 5/8 до 7/8 дюйма: три прохода.
- Для толщины стенки трубы от 7/8 до 1-1 / 8 дюйма: четыре прохода.
Вертикальная труба в фиксированном положении для сварки Сварной шов:
Если при сварке трубы в фиксированном вертикальном положении и горизонтальном стыке, который необходимо сваривать, вы, скорее всего, будете использовать технику обратной сварки.
Вы начнете сварку прихваточным швом, а затем выполните обход.
Сварной шов в фиксированном положении вертикальной трубы с обратной стороны:
Многопроходная дуговая сварка:
Корневой валик: При использовании линейного зажима корневой валик будет начинаться с дна канавки.
- Если прокладка не используется, вы должны аккуратно сделать небольшой валик внутри трубы.
- Если вы используете подкладку, вы должны нарастить корневую бортик и при этом приклеить ее к подкладке.
Удалите зажим после того, как вы положите столько корневого валика, сколько позволят планки зажима. Но вы должны закончить бусину после того, как снимете зажим.
Присадочные валики: Вы должны тщательно обращаться с наполнителями и убедиться, что они правильно прилегают к корневому валику, и вы хотите удалить любые дефекты сварного шва, особенно подрезанные от наложения корневого валика.Обычно необходимы наполнители в количестве 1 или более штук по всей длине трубы.
Отделочные валики: Завершите соединение, поместив отделочные валики (см. Изображение H) поверх валиков сварного шва. Наиболее распространенный валик, сделанный таким образом, — это так называемый валик плетения, который имеет ширину примерно 5/8 дюйма и примерно 1/16 дюйма над поверхностью трубы, когда вы закончите. См. Изображение H.
Нанесение корня, наполнителя, чистового сварного шва:
Статьи по теме:
Типы сварных соединений.
Сварка нажатием или вытяжкой.
Дуговая сварка.
PB — Сварка в горизонтальном / вертикальном положении
PROMOTECH Sp. z o.o. защищает ваши данные — прочтите следующий информационный пункт.
Перед тем, как вы предоставите нам свои данные, проверьте:
• Кто является администратором ваших данных?
• С какой целью мы собираем данные?
• Каковы ваши права в отношении предоставления данных?
• Кто обрабатывает ваши данные, которые вы нам предоставляете?
• Кто является администратором ваших данных?
Обратите внимание, что ваши персональные данные будут обрабатываться Promotech Sp.z o.o. со штаб-квартирой в г. Белосток, ул. Elewatorska 23/1, 15-620 Białystok, KRS 0000098853 (далее «Администратор»).
С какой целью мы будем обрабатывать ваши данные и какова правовая основа?
Мы будем обрабатывать ваши данные только после того, как вы дадите явное согласие на их обработку (статья 6 (1) (а) GPRD). Мы будем обрабатывать данные для достижения наших целей, то есть для выполнения договора купли-продажи и оказания услуг (статья 6, абзац 1, буква b) GDPR), чтобы предлагать наши продукты и услуги (прямой маркетинг, статья 6 абзац 1 буква а) GPRD и для аналитических и статистических целей (статья 6 (1) (f).Общие данные не будут профилированы.
Как долго мы будем обрабатывать ваши данные?
Мы будем обрабатывать ваши данные до тех пор, пока вы не отзовете свое согласие на их обработку, но не дольше, чем истечет срок действия требований по заключенному договору или пока не истечет обязательство хранить данные, вытекающее из закона.
Можем ли мы поделиться вашими данными?
Персональные данные, предоставленные вами, если это разумно, могут быть переданы организациям, обрабатывающим персональные данные от имени Администратора, включая: поставщиков ИТ-услуг, где такие организации обрабатывают данные на основе соглашений, заключенных с Администратор и только в соответствии с инструкциями Администратора.
Как с нами (или с Администратором) связаться?
С Администратором можно связаться по адресу электронной почты Администратора по адресу электронной почты: [email protected] по всем вопросам, касающимся обработки персональных данных и использования прав, связанных с обработкой персональных данных.
Какие у вас права?
Вы имеете право:
• доступ к своим данным, запросы на исправление, удаление или ограничение их обработки
• возражать против обработки персональных данных в той степени, в которой основанием для обработки персональных данных является законный интерес Администратор.В частности, вы имеете право возражать против обработки данных в целях прямого маркетинга.
• подача жалобы президенту Управления по защите личных данных
• отзыв согласия в той мере, в какой это основание для обработки личные данные — это согласие. Отзыв согласия не влияет на законность обработки, которая была произведена на основании согласия до его отзыва.
• передача личных данных, то есть получение от Администратора информации об обрабатываемых личных данных в структурированном, обычно используемом компьютере- читаемый формат в той степени, в которой ваши данные обрабатываются для завершения и оказания услуги.Переданные личные данные могут быть отправлены другому администратору данных.
Как вы можете использовать свои права?
Чтобы воспользоваться вышеуказанными правами, обратитесь к Администратору данных, контактные данные которого были указаны выше.
Файлы cookie
Этот веб-сайт использует Google Analytics для сбора анонимной информации, такой как количество посетителей сайта и наиболее популярные страницы. Сохранение включенного файла cookie помогает нам улучшать наш веб-сайт.
Мы используем Hotjar, чтобы лучше понимать потребности наших пользователей и оптимизировать этот сервис и удобство использования. Hotjar — это технологическая служба, которая помогает нам лучше понять опыт наших пользователей (например, сколько времени они проводят на каких страницах, какие ссылки выбирают для перехода, что пользователям нравится, а что нет и т. Д.), И это позволяет нам создавать и поддерживать наш сервис с отзывами пользователей. Hotjar использует файлы cookie и другие технологии для сбора данных о поведении наших пользователей и их устройствах (в частности, об IP-адресе устройства (фиксируется и сохраняется только в анонимной форме), размере экрана устройства, типе устройства (уникальные идентификаторы устройства), информации о браузере, географическом местоположении (только страна), предпочтительный язык, на котором отображается наш веб-сайт).Hotjar хранит эту информацию в псевдонимизированном профиле пользователя. Ни Hotjar, ни мы никогда не будем использовать эту информацию для идентификации отдельных пользователей или для сопоставления ее с дополнительными данными об отдельном пользователе. Для получения дополнительных сведений см. Политику конфиденциальности Hotjar, перейдя по этой ссылке.
Вы можете отказаться от создания профиля пользователя, сохранения Hotjar данных об использовании вами нашего сайта и использования Hotjar файлов cookie для отслеживания на других веб-сайтах, перейдя по этой ссылке для отказа.
Пять шагов к совершенствованию техники сварки штангой
Пять шагов к совершенствованию техники сварки штангой Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Инструкции и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Свяжитесь с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Карьера
- Наша компания
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
- Свяжитесь с нами
- События
- Роуд-шоу
- Фирменные товары
- Специальные предложения
- новые продукты
- Войти в систему
- Где купить
- Поиск
Поиск
Поиск
- Оборудование
Сварщики
- МИГ (GMAW)
- TIG (GTAW)
- Палка (SMAW)
- С приводом от двигателя
- Многопроцессный
- Мультиоператор
- Затопленная дуга
Вертикальная сварка SMAW: это палка вверх
Рис. 1 SMAW, или сварка штучной сваркой, требует определенного мастерства, а сварка штангой в вертикальном и верхнем положении гораздо сложнее — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка штангой никогда еще не пользовалась таким спросом. На юго-востоке США продолжается тяжелое строительство (см. , рис. 1, ), в то время как коммунальные предприятия заняты строительством новых электростанций, улучшением старых и ремонтом нефтеперерабатывающих заводов, пострадавших от ураганов на побережье Мексиканского залива.
Слесари, слесари-монтажники, котельные и судостроители работают над удовлетворением нового глобального спроса на развитие и энергию. В основе этой работы лежит продвинутое положение при сварке, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении с защитным слоем вверх или сварка стержнем.
Плоское и горизонтальное сварочные положения позволяют ускорить работу, но иногда невозможно избежать вертикальной или потолочной сварки стержневым электродом. Если это так, вот пять советов, которые помогут вам в этом.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и более. Электроды с классом AWS 7018 считаются лучшим выбором из-за низкого содержания в них порошка железа (см. , рис. 2, ).Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 позволяет использовать более быстрый образец плетения. Использование 6010 требует техники штабелирования или взбивания, когда палку периодически втягивают в лужу и из нее.
Электрод 6010 поможет преодолеть плохое состояние поверхности, но он требует больше времени и навыков, чем плетение с использованием 7018. Те, кто плохо знаком с вертикальной сваркой вверх, иногда по ошибке выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо стекает по поверхности.
2. Создание сварочной полки
Из пяти положений сварки — плоское, горизонтальное, потолочное, вертикальное вверх и вертикальное вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Медленная скорость перемещения обеспечивает лучшее проникновение, чем вертикальное движение вниз, поэтому эта технология требуется для большинства материалов, более толстых, чем листовой металл.
Уловка как при вертикальной, так и при потолочной сварке заключается в предотвращении выплескивания лужи из сварного шва. Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору.Сварку более тонкого листового металла можно выполнять под уклон, потому что требуется меньшее проплавление, а более высокая скорость движения обеспечивает более низкие температуры, предотвращающие прожог. Но это тема для другой статьи.
Сварку вертикально вверх можно сравнить с кладкой кирпича в том, что вы медленно создаете основу сварного шва снизу вверх, по одной небольшой секции за раз и непрерывно работая над каждым ранее уложенным швом. Каждый новый уложенный нижний сварной шов действует как основа, на которой выполняются последующие сварные швы (см. , рисунок 3, ).Эта нижняя полоска называется полочкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен иметь диаметр от 1⁄6 до дюйма. лужа, которая замерзает вовремя, чтобы выдержать следующий сварной шов.
Рис. 2 Приклеивающиеся электроды, классифицированные как 7018, образуют лужу, которая быстро замерзает, что обеспечивает более быстрый рисунок плетения при сварке в гору.
При вертикальном плетении электродом 7018 делайте зигзагообразные движения вперед и назад и дайте каждой части лужи застыть на месте во время сварки до следующей ступеньки.Держите электрод немного вверх по склону и держите короткую дугу для лучшего проплавления и плавления.
Во время плетения сосредоточьтесь на сварке сторон стыка. Сделайте короткую паузу по бокам, чтобы дать нижнему бусинке остыть и сформироваться нижней полке. Внимательно следите за лужей, чтобы убедиться, что шлак стекает с полки. Шлак, застрявший в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа разольется. Если вы видите, что это начало происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
При использовании электрода 6010 метод укладки заменяет переплетение 7018. Стек должен напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Чтобы наложить шов вертикально вверх, держите электрод в корне материала. По мере образования лужи подбросьте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод и нанесите еще один уровень на переднюю кромку сварного шва. Продолжайте так, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно 1.В 5–2 раза больше диаметра электрода.
3. Избегайте подрезания
Одна ошибка, которую следует избегать при плетении, — это подрезание. Это происходит, когда изделие выдолблено без достаточного количества присадочного металла, так как сила тяжести отводит присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики в нестандартном положении внимательно следят за лужей. Они учатся читать его характеристики.Как при переплетении, так и при укладке шлак должен стекать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкого энергопотребления.
Поскольку вертикально поднимающаяся лужа должна быстро замерзнуть и закрепиться на месте, для сохранения контроля требуется настройка низкой силы тока. Сварка в горизонтальном положении обладает преимуществом силы тяжести и может выполняться при более низких температурах и более высоких скоростях движения.
Как правило, при сварке вертикально вверх или над головой используйте нижний предел номинальной силы тока электрода.Например, мощность от 120 до 130 ампер через 1⁄8 дюйма. 7018 электродов и от 90 до 100 А для 1⁄8 дюйма. 6010 электродов.
5. Рассмотрите возможность сварки порошковой проволокой вертикально вверх
Сварка порошковой проволокой заменила традиционную сварку штучной сваркой на многих строительных рынках из-за ее более высокой производительности благодаря непрерывной подаче проволоки. Однако многие слесари предпочитают палку, которая может быть более удобной, если работа требует от сварщика много перемещений.
Для длительной сварки на одном месте хорошей альтернативой может быть порошковая проволока.В этом случае для сварки вертикально вверх применяются те же правила, что и для техники плетения палкой 7018. Постройте полку и двигайтесь вверх достаточно медленно, чтобы дать возможность нижнему уровню замерзнуть, не перегревая при этом основной металл.
Безопасность прежде всего
При любой сварке в нестандартном положении все стандартные меры безопасности, применяемые при плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, соответствующий шлем, перчатки, длинные рукава и кожаная или огнестойкая одежда являются обязательными (см. , рис. 4, ).Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для всех, кто планирует многократную сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рис. 4 Поскольку сварка штангой вертикально вверх лучше всего работает при поддержании короткой дуги, сварочный аппарат должен быть оборудован надлежащим образом, чтобы выдерживать падение расплавленного металла и брызги.
Процедуры, методы и оборудование для обеспечения безопасности при дуговой сварке (часть вторая)
Многопроходная сварка
Рифленые и угловые сварные швы в тяжелых металлах часто требуют наплавки нескольких валиков для завершения сварки. Важно, чтобы валики наносились в заданной последовательности, чтобы получить надежные сварные швы с наилучшими пропорциями. Количество валиков определяется толщиной свариваемого металла.
Пластины от 1⁄8 дюйма до ¼ дюйма можно сваривать за один проход, но их следует периодически прихватывать, чтобы они оставались ровными.Любой сварной шов на пластине толщиной более дюйма должен иметь скошенные края и проходить несколько проходов.
Последовательность нанесения валика определяется видом соединения и положением металла. Перед нанесением следующего валика с каждого валика необходимо удалить весь шлак. Типичная многопроходная сварка стыковых соединений с канавкой показана на Рисунке 5-34.
Рисунок 5-34. Многопроходная канавочная сварка стыковых соединений. [щелкните изображение, чтобы увеличить] Методы позиционной сваркиКаждый раз, когда изменяется положение сварного соединения или тип соединения, может потребоваться изменить любое из следующих значений или их комбинацию:
- Текущее значение
- Электрод
- Полярность
- Длина дуги
- Техника сварки
Значения тока определяются размером электрода, а также положением сварки.Размер электрода зависит от толщины металла и подготовки стыка. Тип электрода определяется положением сварки. Производители указывают полярность для каждого электрода. Длина дуги контролируется комбинацией размера электрода, положения сварки и сварочного тока.
Поскольку нецелесообразно приводить все возможные вариации, вызванные различными условиями сварки, здесь обсуждается только информация, необходимая для обычно используемых положений и сварных швов.
Сварка в плоском положении
Существует четыре типа сварных швов, обычно используемых при сварке в плоском положении: валик, канавка, угловое соединение и соединение внахлест. Каждый тип обсуждается отдельно в следующих параграфах.
Бортовой сварной шов
При сварке валиком используется тот же метод, который используется при наплавке валика на плоскую металлическую поверхность. [Рисунок 5-35] Единственное отличие состоит в том, что наплавленный валик находится на стыке двух стальных пластин, сплавляя их вместе.Квадратные стыковые соединения можно сваривать за один или несколько проходов. Если толщина металла такова, что полное сплавление не может быть получено путем сварки с одной стороны, стык необходимо сваривать с обеих сторон. Большинство стыков следует сначала прихватить, чтобы обеспечить выравнивание и уменьшить коробление.
Рисунок 5-35. Правильный сварной шов.Сварка с разделкой кромок
Сварка с разделкой кромок может выполняться как на стыковом, так и на внешнем угловом соединении. Швы с разделкой кромок выполняются на стыковых соединениях, где свариваемый металл имеет толщину дюйма или более.Стыковое соединение может быть выполнено с использованием одинарной или двойной канавки в зависимости от толщины пластины. Количество проходов, необходимых для завершения сварки, определяется толщиной свариваемого металла и размером используемого электрода.
Любой сварной шов с разделкой кромкой, выполненный более чем за один проход, должен быть тщательно очищен от шлака, брызг и оксида со всех предыдущих сварных отложений перед сваркой поверх них. Некоторые из распространенных типов сварных швов с разделкой кромок, выполняемых на стыковых соединениях в плоском положении, показаны на Рисунке 5-36.
Рисунок 5-36. Пазовые швы на стыковых соединениях в горизонтальном положении.Угловой шов
Угловой шов используется для изготовления тройников и соединений внахлест. Электрод следует держать под углом 45 ° к поверхности пластины. Электрод следует наклонять под углом примерно 15 ° в направлении сварки. Тонкие пластины следует сваривать с небольшим вращательным движением электрода или без него, и сварка выполняется за один проход. Для угловой сварки более толстых пластин может потребоваться два или более прохода с использованием полукруглого плетения электрода.[Рисунок 5-37] Рисунок 5-37. Тройник угловой шов.
Сварка внахлест
Процедура выполнения углового сварного шва в стыке внахлест аналогична той, что используется для тройника. Электрод удерживают под углом около 30 ° к вертикали и наклоняют под углом около 15 ° в направлении сварки при соединении пластин одинаковой толщины. [Рисунок 5-38] Рисунок 5-38. Типичный угловой сварной шов внахлестку.
Сварка в вертикальном положении
Сварка в вертикальном положении включает любой сварной шов, нанесенный на поверхность, наклоненную более чем на 45 ° от горизонтали.Сварка в вертикальном положении сложнее, чем сварка в плоском положении из-за силы тяжести. Расплавленный металл имеет тенденцию стекать. Чтобы контролировать поток расплавленного металла, необходимо правильно регулировать напряжение и ток сварочного аппарата.
Установленный ток или сила тока меньше для сварки в вертикальном положении, чем для сварки в плоском положении для электродов аналогичного размера. Кроме того, ток, используемый для восходящей сварки, должен быть немного выше, чем ток, используемый для нисходящей сварки той же заготовки.При сварке держите электрод под углом 90 ° к вертикали и выполняйте сварку, перемещая валик вверх. Сосредоточьтесь на сварке сторон стыка, а середина позаботится сама о себе. При сварке вниз, когда рука находится под дугой, а электрод наклонен вверх примерно на 15 °, сварной шов должен двигаться вниз.
Сварка в положении над головой
Сварка в положении над головой — одна из самых сложных операций при сварке, поскольку для контроля расплавленного металла необходимо постоянно поддерживать очень короткую дугу.Сила тяжести имеет тенденцию вызывать падение или провисание расплавленного металла с пластины, поэтому важно, чтобы при выполнении сварки над головой всегда носили защитную одежду и головной убор.
Для сварных швов в верхнем положении электрод следует держать под углом 90 ° к основному металлу. В некоторых случаях, когда желательно наблюдать за дугой и кратером сварного шва, электрод можно удерживать под углом 15 ° в направлении сварки.
При выполнении угловых швов на тройниках или соединениях внахлестку необходимо поддерживать короткую дугу и не допускать перекатывания электрода.Движение дуги следует контролировать, чтобы обеспечить хорошее проплавление до корня сварного шва и хорошее сплавление с пластинами. Если расплавленный металл становится слишком жидким и имеет тенденцию провисать, электрод следует быстро отодвинуть от центра перед сварным швом, чтобы удлинить дугу и дать металлу возможность затвердеть. Затем следует немедленно вернуть электрод в кратер сварного шва и продолжить сварку.
Любой, кто изучает или занимается дуговой сваркой, всегда должен хорошо видеть сварочную ванну.В противном случае невозможно обеспечить сварку в стыке и удержание дуги на передней кромке лужи. Для лучшего обзора сварщик должен держать голову в стороне и вдали от дыма, чтобы он мог видеть лужу.
Летный механик рекомендует
Учебное пособие по дуге — положение стержня, движение и техника
Дуговая сварка требует некоторых усилий для изучения, и это очень чувствителен к положению работы.Это хорошая идея, чтобы все было легко Для начала укладываем бусинки на квартиру. Швы прикроем позже.
Следующая установка является хорошей отправной точкой для этого урока:
- Работа: Низкоуглеродистая сталь 6мм. Дуговая сварка более устойчива к слегка ржавый металл и прокатная окалина по сравнению с другими процессами электросварки, но рекомендуется перед сваркой очистить самое худшее с помощью болгарки.
- Стержни: 3.Стержни 2мм 6013. ИСПОЛЬЗУЙТЕ УДИЛИЩА ХОРОШЕГО КАЧЕСТВА! Форум участник, пытающийся учиться с помощью стержней из магазина DIY, имел ужасные проблемы, пока прислал ему несколько удочек фирменных знаков, чтобы доказать свою точку зрения. Также стержни 3,2 мм легче учиться со стержнями диаметром более 2,5 мм.
- Ампер: 110 Ампер. (если вы хотите использовать стержни 2,5 мм, уменьшите ток примерно до 80 ампер — ток определяется больше стержнем размер, чем толщина листа).
- Полярность: DCEP (стержень положительный, заземляющий отрицательный — это противоположная полярности, используемой в TIG).Используйте кондиционер, если это все, что у вас есть.
Это то, что мы использовали на следующих нескольких страницах. Вы можете сравнить свои практиковаться с нашими усилиями, в частности с ошибкой руководство по поиску на следующей странице. Не все сварщики правильно откалибровали усилители, поэтому вам, возможно, придется отрегулировать свои, чтобы избежать неисправностей.
Угол штанги (угол опережения)
Для сварки на плоскости (как на фото) стержень должен быть под углом. От 10 до 20 градусов от вертикали и тянуть в направлении стрелки.Угол стержня предотвращает налет шлака на стержень (сварка шлак может вызвать включения в сварном шве).
На фотографии стержень изогнут у электрододержателя до установите держатель под более удобным углом.
Можно поддерживать верхнюю часть электрода свободной рукой и это улучшает контроль над электродом. Поражение электрическим током не проблема, но будьте осторожны, чтобы убрать руку с огня перед электрод становится слишком коротким.
Длина дуги
Длина дуги — это расстояние между электродом и сварочной ванной. Он должен быть примерно таким же, как диаметр стержня.
Это далеко не так просто, как кажется!
На фото видно, как электрод заглубляется внутрь флюса. покрытие на штанге. Сварочная ванна также будет скрыта расплавленным шлаком.
Для достижения правильной длины дуги с помощью стержней 3,2 мм расстояние между флюсовое покрытие на стержне и флюс поверх сварного шва могут быть менее 1 мм.
О длине дуги обычно судят по звуку и видимому свету. от дуги.
На видео длина дуги варьируется от правильной, слишком длинной и слишком короткий. Меняются как интенсивность света, так и звук сварного шва. резко с длиной дуги.
Дуга должна быть короткой и скрывать большую часть света от сварку без проталкивания прутка в шлаковую ванну. Хорошая короткая дуга длина приведет к постоянному резкому потрескивающему звуку.
Внешний вид завершенного сварного шва даст дополнительные подсказки — см. фото сварных швов с неправильной длиной дуги на дефектах страница.
Сохранение угла подъема и длины дуги
Стержень становится короче по мере сварки, и это требует сознательного усилие для уменьшения длины дуги по мере того, как стержень становится короче.Превышение длина дуги может привести к нестабильной дуге, перегреву и подрезке и это, вероятно, самая распространенная ошибка новичков.
Угол стержня также должен быть сохранен по всей длине сварка. Требуется небольшая практика, чтобы избежать уменьшения угла опережения. в процессе сварки, так как это может привести к включению шлака и даже вызвать остановку дуги. Самый простой способ сохранить угол наклона стержня — сфокусировать Обратите внимание на перемещение держателя стержня, а не стержня в процессе сварки.
На видео видно, как расходуется стержень диаметром 2,5 мм при движении по кругу 200 мм в длину.
Сварочное движение
Для большинства дуговой сварки стержень перемещается по прямой линии, образуя «стрингер». Можно использовать небольшое количество плетения, чтобы контролировать скорость и направление.
На видео дуга запускается простым нажатием. Удочка быстро становится короче по мере продвижения сварного шва, а движение, которое можно увидеть, является постоянным коррекция для поддержания короткой длины дуги.
Обратите внимание, что угол штанги также сохраняется. Чтобы поддерживать длина дуги и угол наклона стержня, особенно если вы переходите на дуговую сварку от другого процесса сварки.
Шлак
Не смотрите внимательно на горячий сварной шов — кусочки шлака постоянно отслаиваются сварной шов, поскольку он остывает и их очень больно снимать после они обожгли себе глаз.Защита глаз тоже хороший Идея при скалывании шлака, так как он хрупкий и может лететь на значительное расстояние.
Шлак, покрывающий сварной шов, должен достаточно легко удаляться, хотя это действительно зависит от типа и качества удилищ (мы использовали хорошие качество 6013 удочек вот так было легко).
Практика делает колодки
Другие позиции пойдут к сожалению плохо, пока вы не усовершенствовались укладка бус.Хороший способ попрактиковаться — приварить площадку к пластине толщиной 6 мм.
Тщательно очистите пластину, затем уложите первый сварной шов по прямой линии. у края тарелки. Удалите шлак и сразу сделайте второй шов сбоку от первого, достаточно близко, чтобы два сварных шва слились вместе без зазора. Повторение несколько раз должно привести к образованию сварных швов. с плоским верхом. Если вам сложно поддерживать прямую линию, то рисуйте линия мелом может помочь.
Поверните подушку на 90 градусов и сварите следующий слой подушки.
При обучении в колледже подушечка будет разрезана для проверки на включения в сварном шве. Практика помогает развить последовательность, сохранение прямой линии шва и хорошая подготовка к более толстым металл, в котором соединение часто образуется из множества сварных швов. Техника также используется для наплавки и наращивания изношенного материала.
.