
Припои | Электрод-Сервис
Какие бывают припои и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства. Да и для сборки простейших самодельных устройств вполне достаточно самого распространённого припоя типа ПОС-61 или ему подобного. Как говориться: ”Было бы, чем паять…”
Припой можно даже не покупать. Порой достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать припой разогретым жалом паяльника с паяных контактов. Особенно такой метод “добычи” припоя актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой должен разбираться в вопросе выбора припоя. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой припой использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие припои, т.е. такие, температура плавления которых лежит в пределах до 300 — 4500C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются лишь мягкие припои.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в сплаве могут присутствовать и легирующие металлы, но их количество в составе сплава невелико. Примеси других металлов вводят в оловянно-свинцовые припои для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наиболее распространены припои ПОС (припой оловянно-свинцовый). Далее за кратким обозначением марки припоя следует число, которое показывает процентное содержание в нём олова. Так в припое ПОС-40 содержится 40% олова, а в припое ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить состав припоя можно по косвенным параметрам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
- Если припой имеет яркий металлический блеск, то в таком припое достаточно большое содержание олова (ПОС-61, ПОС-90).
Наоборот, если припой тёмно-серого цвета, а поверхность матовая, то в таком припое большое процентное содержание свинца. Именно свинец придаёт припою своеобразный сероватый оттенок.
- Также припои, в которых много свинца очень пластичны.
Так, например, пруток диаметром 8 мм. из припоя с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт припою прочность и жёсткость.
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%,Pb 10%). Этот припой применяется при ремонте пищевой посуды и медицинского оборудования.
 Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкосающихся с пищей и водой недопустимо.
Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкосающихся с пищей и водой недопустимо. - ПОС-40 (Sn 40%,Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%,Pb 70%). Данный припой применяется в кабельной промышленности, а также он служит для лужения и пайки листового цинка.
- И, наконец, ПОС-61 (Sn 61%,Pb 39%).Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
 Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкосающихся с пищей и водой недопустимо.
Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкосающихся с пищей и водой недопустимо.Припой ПОС-61 используется для лужения и пайки печатных схем радиоаппаратуры. Именно этот припой в основном служит материалом для сборки электроники. Температура его плавления начинается со 1830C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное расплавление припоя достигается уже при 190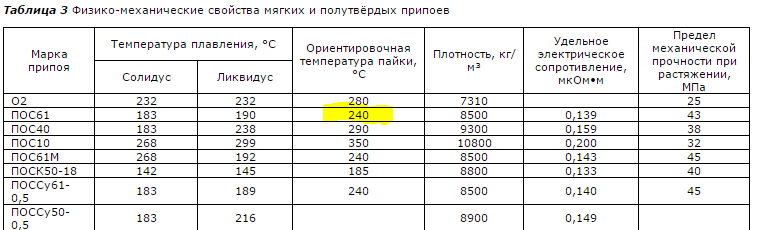
Такие припои, как ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
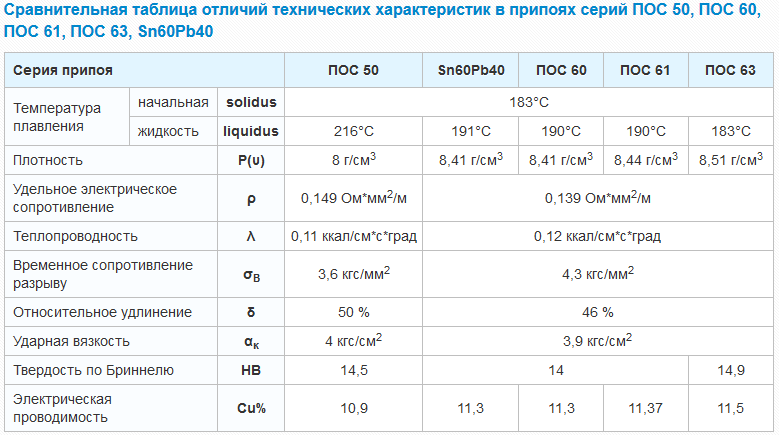
Зарубежным аналогом припоя ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному припою ПОС-61.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таких припоях кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Хорошо подходит для пайки оцинкованных деталей. В таких припоях кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Припой | Начальная t0плавления | Полное расплавление, t0 |
ПОССу-61-0,5 | 183 | 183 |
ПОССу-40-2 | 185 | 229 |
ПОССу-40-0,5 | 183 | 235 |
ПОССу-30-2 | 185 | 250 |
ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1830C.
Низкотемпературные припои.
Среди припоев существуют такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым “высокотемпературным” среди низкотемпературных свинцово-содержащих припоев является ПОСК-50-18. Он имеет температуру плавления 142-1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт припою токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%,Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 — 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%,Bi 40%, Cd 10%).
Припой ПОС 61/40/30 в компании Цвет-Мет Маркет, Свердловская область
При сборке радиоприборов пайка обладает особой важностью, поэтому выбор исходного материала припоя определяет ее качество. Процесс спаивания представляет собой соединение отдельных металлических элементов с помощью припоя, который имеет более низкую температуру плавления, чем основа. Качественный припой достаточно растворяет поверхностный слой основного металла, отлично растекается и смачивает всю соединяемую поверхность. В результате получается прочный герметичный шов или электроконтакт, который отличается малым переходным сопротивлением.
Существует два типа припоя – мягкие и тугоплавкие. Первые применяют при монтаже компонентов радиотехники. Они имеют температуру плавления от 300 до 450 градусов Цельсия. Припой – это сплав нескольких металлов. К легкоплавким относится смесь свинца и олова (ПОС), с добавлением легирующих примесей.
Так как мягкие имеют более низкую прочность шва, в некоторых случаях применяют тугоплавкие медно-цинковые припои (ПМЦ). Они подходят для спаивания бронзы, латуней, стали и других металлических элементов с более низкой температурой плавления.
Он проходит тщательный контроль и проверку качества на каждом этапе производства. На нашем складе имеются необходимые вам объёмы продукции, потому что мощности производства позволяют возмещать реализованный товар с высокой скоростью. Основные преимущества работы с нашей компанией это:
- 1 Приемлемая ценовая политика
- 2 Выгодные условия сотрудничества
- 3 Индивидуальный подход к каждому клиенту
- 4 Грамотный и ответственный подход
Температура плавления припоя и технические характеристики
Припой ПОС 40 – универсальный расходный материал для спайки деталей из различных металлов и сплавов.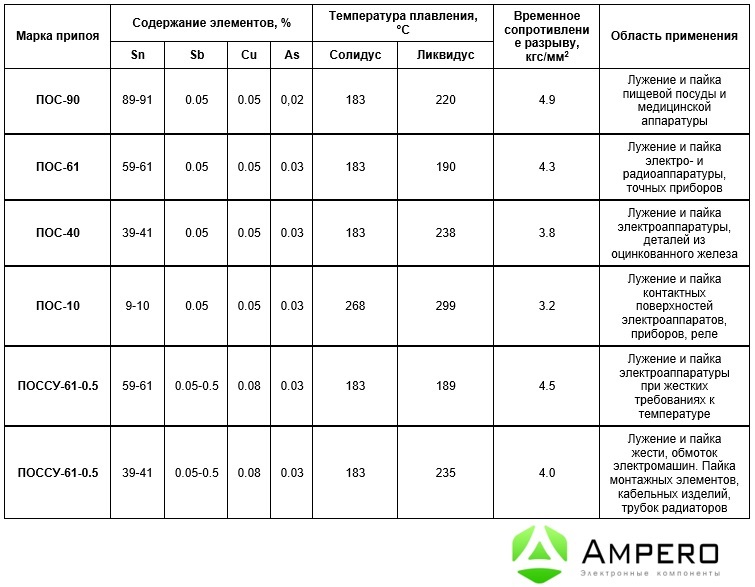 Изготавливается на основе смеси олова, свинца и дополнительных материалов, улучшающих качественные характеристики соединения.
Изготавливается на основе смеси олова, свинца и дополнительных материалов, улучшающих качественные характеристики соединения.
Блок: 1/9 | Кол-во символов: 228
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Блок: 2/5 | Кол-во символов: 1127
Источник: https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-pripoya-i-tehnicheskie-harakteristiki.html
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Блок: 2/5 | Кол-во символов: 1006
Источник: https://go-radio.ru/solder.html
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. N 1, 2).
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. N 4).
2.3 Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. N 2).
2.4. Физико-механические свойства припоев приведены в приложении 1.
2.5. Области преимущественного применения припоев приведены в приложении 2.
Разд.2а (Исключен, Изм. N 3).
Блок: 3/11 | Кол-во символов: 954
Источник: http://docs.cntd.ru/document/464627065
Свойства
ПрименениеЭлектроаппаратура, детали из оцинкованного железа с герметичными швами.
Температура плавления183-238°C
Химический составОлово 40%
Свинец 60%
Пайка металловБронза, Латунь, Медь, Сталь
Блок: 3/4 | Кол-во символов: 205
Источник: http://pripoev.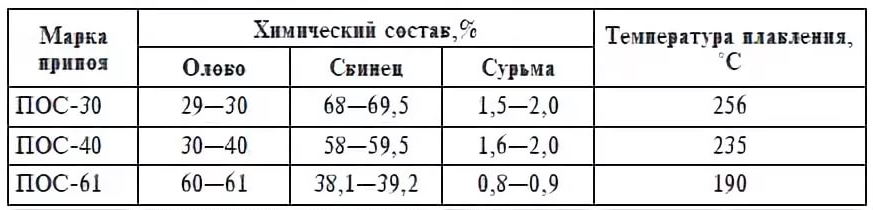 ru/pripoy_pos-40/
ru/pripoy_pos-40/
Разновидности
Основной разновидностью выпуска является проволока, которая представлена в различном диаметре. Самым тонким диаметров является 0,5 мм. Это отличных вариант для пайки проводов и прочих мелких деталей. Для более толстых заготовок подойдет проволока на 2-3 мм. Это один из самых распространенных вариантов для домашнего использования и промышленности. Припой ПОС 40 пруток 8 мм является самым толстым из всех разновидностей, тогда как проволока представлена максимум в диаметре на 7 мм. Он подходит для работы с заготовками, толщина которых составляет более.
Припой ПОС 40 в виде проволоки
Помимо проволоки и прутков производится выпуск в виде ленты фольги, литых чешуек, небольших трубок, диаметр которых достигает до 5 мм, в которых уже имеется канифоль. Иногда встречаются пасты и жидкие флюсы.
Припой ПОС 40 в виде прутков
Блок: 2/3 | Кол-во символов: 834
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40. html
html
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Блок: 4/13 | Кол-во символов: 630
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.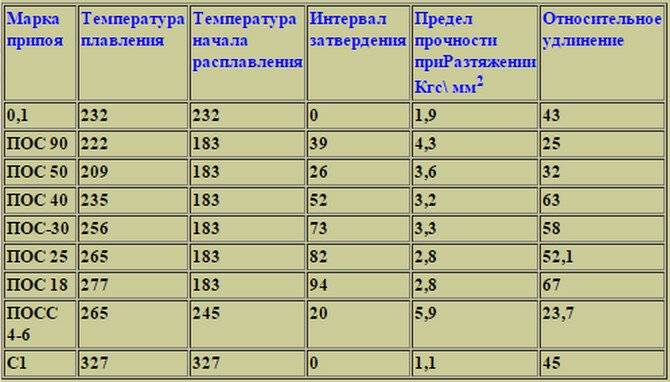
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
Блок: 4/11 | Кол-во символов: 1312
Источник: http://docs.cntd.ru/document/464627065
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб — по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
(Измененная редакция, Изм. N 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку N 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
(Измененная редакция, Изм. N 1, 2).
4.4. Химический состав припоев определяют по ГОСТ 1429. 0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, Изм. N 2).
Блок: 5/11 | Кол-во символов: 1274
Источник: http://docs.cntd.ru/document/464627065
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Марка припоя | Область применения |
ПОС 90 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
ПОС 63 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
ПОС 61 | Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
ПОС 40 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
ПОС 10 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
ПОС 61М | Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. |
ПОСК 50-18 | Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
ПОССу 61-0,5 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
ПОССу 50-0,5 | Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
ПОССу 40-0,5 | Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
ПОССу 35-0,5 | Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
ПОССу 30-0,5 | Для лужения и пайки листового цинка, радиаторов |
ПОССу 25-0,5 | Для лужения и пайки радиаторов |
ПОССу 18-0,5 | Для лужения и пайки трубок теплообменников, электроламп |
ПОСу 95-5 | Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
ПОССу 40-2 | Для лужения и пайки холодильных устройств, тонколистовой упаковки. |
ПОССу 30-2 | Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
ПОССу 18-2, | Для пайки в автомобилестроении |
ПОССу 8-3 | Для лужения и пайки в электроламповом производстве |
ПОССу 5-1 | Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
ПОССу 4-6 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
ПОССу 4-4 | Для лужения и пайки в автомобилестроении |
ПОСК-2-18 | Для лужения и пайки металлизированных и керамических деталей |
 Применение припоя при лужении и пайке в тиглях и ваннах не допускается.
Применение припоя при лужении и пайке в тиглях и ваннах не допускается.  Припой широкого назначения
Припой широкого назначения Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
(Измененная редакция, Изм. N 4).
Блок: 8/11 | Кол-во символов: 2940
Источник: http://docs.cntd.ru/document/464627065
Химический состав припой ПОС 40
Название элемента состава | Примерное содержание в припое, % |
Олово | |
Свинец |
Физические свойства
Технические характеристики припоя ПОС 40
Наименование свойства | Значение |
Температура начала плавления | 183 градусов Цельсия |
Температура полного расплавления | 238 градусов Цельсия |
Плотность припоя ПОС 40 | 10,1 кг/ метр кубический |
Относительное удлинение сплава | 60% |
Временное сопротивление механическому воздействию на разрыв | 32 МПа (или 3,3 кгс/мм квадратный) |
Интервал кристаллизации | 69 градусов |
Сортамент и размеры
Диаметр проволоки, мм | Возможная погрешность, мм |
0,5 | 0,05 |
0,6 | 0,06 |
0,8 | 0,07 |
0,08 | |
1,2 | 0,09 |
1,5 | 0,1 |
1,8 | 0,1 |
0,1 | |
2,5 | 0,12 |
0,15 | |
3,5 | 0,16 |
0,16 | |
0,17 | |
0,18 | |
0,2 |
Примеры расшифровки маркировки
Если рассматривать характеристики припоя ПОС-40, то они обозначены в составе, который определяется маркировкой:
- ПОС – припой оловянно-свинцовый. Все марки этой серии содержат подавляющее количество свинца и олова, относительно других элементов.
- 40 – процентное содержание олова в этом составе. Как правило, свинец занимает остальную долю сплава.
 Все марки этой серии содержат подавляющее количество свинца и олова, относительно других элементов.
Все марки этой серии содержат подавляющее количество свинца и олова, относительно других элементов.Фирмы производители
Производители припоя ПОС 40 :
- КиевЦветМет;
- Арсенал;
- Техноскрап;
- Вадис-М;
- Укр-Спецсплав;
- «Технологические Линии»;
- УкрИнтерсталь.
Блок: 3/3 | Кол-во символов: 1155
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40.html
Применение в быту и на производстве
Безсурьмянистые припои с низким содержанием олова нашли свое применение в области низкотемпературной пайки. Эта технология отличается более экономной себестоимостью производственного процесса, при высоких качественных характеристиках.
ПОС 40 применяют при следующих работах:
- Создание неразъемных соединений металлических деталей.
- Ремонт радиоэлектроники и прочих изделий, которые плохо переносят высокотемпературное воздействие.
- Устранение дефектов в сосудах и емкостях, которые эксплуатируются без давления и не подвергаются воздействию высоких температур.

На предприятиях серийного производства рассматриваемый материал используют при сборке электронных схем, печатных плат и прочих управляющих устройств. После кристаллизации припой демонстрирует высокие показатели электрической проводимости, что является основным критерием подбора, поскольку данные элементы в процессе эксплуатации не подвергаются ударам, вибрации и иным механическим воздействиям. Таким образом, ПОС 40 отлично зарекомендовал себя в качестве средства соединения различных полупроводников.
Другая область применения припоя – герметизация различных металлических сосудов и емкостей. Низкая температура изменения агрегатного состояния позволяет использовать состав в качестве средства для лужения металла.
Особенности работы с припоем не имеют отличий от использования прочих составов свинцово-оловянной группы. Обрабатываемая поверхность должна пройти подготовительную обработку – это залог качественного соединения. Главное условий пайки – температура плавления базовой поверхности должна быть ниже температуры припоя. Для припоя ПОС 40 температура полного расплавления материала составляет 238 Сº. Этого достаточно для получения качественного соединения за счет высоких эксплуатационных параметров.
Помимо высокого качества соединения, несомненным преимуществом припоя является простота использования. Для работы подойдет любой паяльный аппарат, включая приборы бытового назначения.
Технические характеристики подразумевают использование всех видов флюса. Активные составы, такие как соляная кислота, хлорид цинка или хлористый аммоний, эффективно очищают обрабатываемые заготовки от следов коррозии.
Их применение требует осторожности – чрезмерное воздействие на заготовку приводит к удалению поверхностного слоя материала. Нейтральные флюсы предупреждают негативные процессы, поэтому их использование лишено риска повреждения поверхности металла.
Нейтральные флюсы предупреждают негативные процессы, поэтому их использование лишено риска повреждения поверхности металла.
Блок: 6/9 | Кол-во символов: 2460
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. N 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг.
(Измененная редакция. Изм. N 1, 2, 3, 4).
5.2. Транспортная маркировка — по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Припой должен храниться в закрытом помещении.
Разд.6 (Исключен, Изм. N 1).
Блок: 6/11 | Кол-во символов: 1905
Источник: http://docs.cntd.ru/document/464627065
Нормативная номенклатура
Как и основной конкурент – припой ПОС 61, ПОС 40 изготавливается с соблюдением требований и указаний, включая условия производства и методы испытания, межгосударственного стандарта для припоев ГОСТ 21930-76.
Блок: 7/9 | Кол-во символов: 233
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
Популярные фирмы производители
Рассматриваемый материал является продуктом отечественного производства. Его изготовлением занимаются следующие предприятия:
- Завод металлов и сплавов;
- СКАТ;
- Укрнихром;
- Завод припоев;
- Регетон;
- Технологические линии.
Блок: 8/9 | Кол-во символов: 246
Источник: https://svarka. guru/payka/oborudovaniya/pripoy-pos-40.html
guru/payka/oborudovaniya/pripoy-pos-40.html
Заключение
Рассматриваемый материал обладает высокими качественными характеристиками, схожими на припой ПОС 61. Однозначного ответа на вопрос: «Какой припой лучше ПОС 40 или ПОС 61?», нет. Все зависит от условий выполнения работ и свойства обрабатываемой поверхности.
Электромонтер 6-го разряда Зыков Андрей Станиславович. Опыт – 15 лет: «За время работы я перепробовал множество расходных материалов для пайки. В качестве средства для обработки скруток лучше использовать ПОС-40 – он создает более прочный шов, по сравнению с ПОС-61. Кроме того, у ПОС-40 температура плавления составляет 230 Сº, тогда как у ПОС-61 наблюдаются изменения в структуре уже при 130 Сº».
Блок: 9/9 | Кол-во символов: 666
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html
ПРИЛОЖЕНИЕ 3 (справочное). ФОРМА ЧУШЕК ПРИПОЕВ ВСЕХ МАРОК
ПРИЛОЖЕНИЕ 3
Справочное
Блок: 9/11 | Кол-во символов: 81
Источник: http://docs. cntd.ru/document/464627065
cntd.ru/document/464627065
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.
Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.

Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Блок: 10/13 | Кол-во символов: 1101
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
ПРИЛОЖЕНИЕ 4 (справочное). Схема укладки и скрепления в пакеты чушек припоев
ПРИЛОЖЕНИЕ 4
Справочное
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.1 и 2)
Черт.1
________________
* Размер для справок.
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.3)
1 — упаковочная лента; 2 — замок для скрепления чушек
Черт.2
________________
* Размер для справок.
ПРИЛОЖЕНИЯ 3 и 4. (Введены дополнительно, Изм. N 4).
Блок: 10/11 | Кол-во символов: 497
Источник: http://docs. cntd.ru/document/464627065
cntd.ru/document/464627065
Технические характеристики припоя ПОССу-61-0,5
Маркировка припоя ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Такой припой применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. А вот его температура плавления равна 189 градусов.
Достоинства припоя ПОССу-61-0,5:
- повышенна адгезия к поверхности металла за счет содержания сурьмы;
- технические характеристики практически совпадают с ПОС-61.
Недостатки припоя марки ПОССу-61-0,5:
- трудно найти в продаже;
- повышенная стоимость.
Блок: 11/13 | Кол-во символов: 607
Источник: https://masterpaiki.ru/vse-pro-pripoy-pos.html
ПРИМЕЧАНИЯ ФГУП «СТАНДАРТИНФОРМ»
1 На первой странице дополнить кодом: МКС 25.160.50 (указатель «Национальные стандарты», 2008).
2 Информационные данные. Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2008
Блок: 11/11 | Кол-во символов: 361
Источник: http://docs.cntd.ru/document/464627065
Количество использованных доноров: 7
Информация по каждому донору:
- https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-pripoya-i-tehnicheskie-harakteristiki.html: использовано 1 блоков из 5, кол-во символов 1127 (5%)
- https://masterpaiki.ru/vse-pro-pripoy-pos.html: использовано 3 блоков из 13, кол-во символов 2338 (11%)
- https://svarka.guru/payka/oborudovaniya/pripoy-pos-40.html: использовано 6 блоков из 9, кол-во символов 4057 (19%)
- https://svarkaipayka.ru/material/pripoj-dlya-payki/tehnicheskie-harakteristiki-pripoya-pos-40.html: использовано 2 блоков из 3, кол-во символов 1989 (9%)
- http://docs. cntd.ru/document/464627065: использовано 8 блоков из 11, кол-во символов 9324 (43%)
- https://go-radio.ru/solder.html: использовано 2 блоков из 5, кол-во символов 2513 (12%)
- http://pripoev.ru/pripoy_pos-40/: использовано 1 блоков из 4, кол-во символов 205 (1%)
 cntd.ru/document/464627065: использовано 8 блоков из 11, кол-во символов 9324 (43%)
cntd.ru/document/464627065: использовано 8 блоков из 11, кол-во символов 9324 (43%)ГОСТ 21930-76
ГОСТ 21930-76
Группа В51
ОКП 17 2300*
_________________
* См. примечания ФГУП «СТАНДАРТИНФОРМ».
Дата введения 1978-01-01
_________________
* См. примечания ФГУП «СТАНДАРТИНФОРМ».
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.А.Аршинников; З.Я.Каменецкая; А.И.Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1448
ИЗМЕНЕНИЕ N 4 ГОСТ 21930-76 Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21. 10.94)
10.94)
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 1499-70 в части чушек
ВЗАМЕН ГОСТ 1499-70 в части чушек
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу N 2-92 Межгосударственного cовета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1982 г., июне 1987 г., июле 1990 г., марте 1995 г. (ИУС 3-83, 9-87, 10-90, 6-95)
Переиздание (по состоянию на июль 2008 г.)
Настоящий стандарт распространяется на оловянно-свинцовые припои в чушках, применяемые для лужения и пайки деталей.
(Измененная редакция, Изм. N 1, 2, 3).
1. МАРКИ
1.1. В зависимости от химического состава оловянно-свинцовые припои изготавливаются следующих марок:
бессурьмянистые — ПОС 90, ПОС 63, ПОС 61, ПОС 40, ПОС 30, ПОС 10, ПОС 61М, ПОСК 50-18, ПОСК 2-18;
малосурьмянистые — ПОССу 61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5;
сурьмянистые — ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3; ПОССу 5-1, ПОССу 4-6, ПОССу 4-4.
Примеры условных обозначений:
Припой в чушках марки ПОС 40:
Припой Ч ПОС 40 ГОСТ 21930-76
То же, марки ПОССу 18-0,5:
Припой Ч ПОССу 18-0,5 ГОСТ 21930-76
(Измененная редакция, Изм. N 3, 4).
Марка припоя | Код ОКП | Массовая доля, % | |||||||||||||||
основных компонентов | примесей, не более | ||||||||||||||||
Олово | Сурьма | Кадмий | Медь | Свинец | Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Алю- | Свинец | |||
Бессурьмянистые | |||||||||||||||||
ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Осталь- | 0,10 | 0,05 | 0,1 | 0,01 | |||||||
ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | То же | 0,05 | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |
ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | « | 0,10 | 0,05 | 0,2 | 0,02 | |||||||
ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | « | 0,10 | 0,05 | 0,02 | ||||||||
ПОС 30 | 17 2321 1100 09 | 29-31 | — | — | — | « | 0,10 | 0,05 | 0,02 | ||||||||
ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | « | 0,10 | 0,05 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | ||
ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | « | 0,20 | — | 0,01 | ||||||||
ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | « | 0,20 | 0,08 | 0,03 | ||||||||
ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | « | 0,05 | 0,05 | 0,01 | ||||||||
Малосурьмянистые | |||||||||||||||||
ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Осталь- | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |
ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | То же | 0,05 | 0,1 | 0,02 | |||||||||
ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | « | 0,05 | 0,2 | 0,02 | |||||||||
ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | « | 0,05 | 0,02 | ||||||||||
Сурьмянистыe | |||||||||||||||||
ПОСу 95-5 | 17 2311 1200 01 | Осталь- ное | 4,0-5,0 | — | — | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | ||
ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | Осталь- | 0,08 | 0,2 | 0,02 | 0,08 | — | |||||||
ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | То же | 0,08 | 0,02 | ||||||||||
ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | « | 0,1 | 0,05 | ||||||||||
ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-1,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | « | 0,1 | 0,05 | ||||||||||
ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | « | 0,1 | 0,05 | ||||||||||
Примечания:
1. По требованию потребителя массовая доля мышьяка в бессурьмянистых припоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
По требованию потребителя массовая доля мышьяка в бессурьмянистых припоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
2. В сурьмянистых припоях марок ПОССу 40-2, ПОССу 30-2 и ПОССу 18-2, применяемых в автомобилестроении, допускается массовая доля меди до 0,1% и мышьяка — до 0,05%.
3. Содержание примесей железа, серы, никеля, цинка, алюминия обеспечивается технологией изготовления.
(Измененная редакция, Изм. N 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. N 1, 2).
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. N 4).
2.3 Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. N 2).
2.4. Физико-механические свойства припоев приведены в приложении 1.
2.5. Области преимущественного применения припоев приведены в приложении 2.
Разд.2а (Исключен, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб — по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
(Измененная редакция, Изм. N 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку N 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
(Измененная редакция, Изм. N 1, 2).
4. 4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. N 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг.
(Измененная редакция. Изм. N 1, 2, 3, 4).
Изм. N 1, 2, 3, 4).
5.2. Транспортная маркировка — по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Припой должен храниться в закрытом помещении.
Разд.6 (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (cправочное). ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
ПРИЛОЖЕНИЕ 1
Справочное
Марка припоя | Температура плавления, °С | Плот- | Удельное электросо- | Теплопро- | Времен- | Относи- | Ударная вязкость, кгс/см | Твер- | |
Солидус | Ликвидус | ||||||||
ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,8 | 52 | 4,0 | 12,5 |
ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1,7 | 12,8 |
ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
ПРИЛОЖЕНИЕ 2 (рекомендуемое).
 ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Марка припоя | Область применения |
ПОС 90 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
ПОС 63 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
ПОС 61 | Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
ПОС 40 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
ПОС 10 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
ПОС 61М | Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. |
ПОСК 50-18 | Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
ПОССу 61-0,5 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
ПОССу 50-0,5 | Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
ПОССу 40-0,5 | Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
ПОССу 35-0,5 | Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
ПОССу 30-0,5 | Для лужения и пайки листового цинка, радиаторов |
ПОССу 25-0,5 | Для лужения и пайки радиаторов |
ПОССу 18-0,5 | Для лужения и пайки трубок теплообменников, электроламп |
ПОСу 95-5 | Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
ПОССу 40-2 | Для лужения и пайки холодильных устройств, тонколистовой упаковки. |
ПОССу 30-2 | Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
ПОССу 18-2, | Для пайки в автомобилестроении |
ПОССу 8-3 | Для лужения и пайки в электроламповом производстве |
ПОССу 5-1 | Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
ПОССу 4-6 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
ПОССу 4-4 | Для лужения и пайки в автомобилестроении |
ПОСК-2-18 | Для лужения и пайки металлизированных и керамических деталей |
 Применение припоя при лужении и пайке в тиглях и ваннах не допускается.
Применение припоя при лужении и пайке в тиглях и ваннах не допускается. Припой широкого назначения
Припой широкого назначения
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 3 (справочное). ФОРМА ЧУШЕК ПРИПОЕВ ВСЕХ МАРОК
ПРИЛОЖЕНИЕ 3
Справочное
Черт.1
Черт.2
Черт.3
ПРИЛОЖЕНИЕ 4 (справочное). Схема укладки и скрепления в пакеты чушек припоев
ПРИЛОЖЕНИЕ 4
Справочное
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.1 и 2)
Черт.1
________________
* Размер для справок.
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.3)
1 — упаковочная лента; 2 — замок для скрепления чушек
Черт. 2
2
________________
* Размер для справок.
ПРИЛОЖЕНИЯ 3 и 4. (Введены дополнительно, Изм. N 4).
ПРИМЕЧАНИЯ ФГУП «СТАНДАРТИНФОРМ»
1 На первой странице дополнить кодом: МКС 25.160.50 (указатель «Национальные стандарты», 2008).
2 Информационные данные. Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2008
Припой с канифолью ПОС-61 (0.8 мм; спираль; 1 метр) REXANT 09-3108 — цена, отзывы, характеристики, фото
Припой ПОС-61 REXANT 09-3108 применяется в пайке для соединения деталей между собой или для их фиксирования на плате. Шов получается герметичным, механически прочным и устойчивым к коррозии. Температура плавления припоя — 183-188ºС. Припой REXANT 09-3108 состоит из 60% олова и 40% свинца. Канифольный, активный флюс делает паяное соединение более прочным. Содержание флюса в припое — 2.2%.
Канифольный, активный флюс делает паяное соединение более прочным. Содержание флюса в припое — 2.2%.
- Вид припоя мягкий(легкоплавкий)
- Температура пайки, °С 183-188
- Сечение/диаметр, мм 0.8
- Состав Sn60/Pb40
- Пищевой нет
- Для пайки алюминия да
- Для пайки меди да
- Для пайки нержавеющей стали да
- Для пайки латуни да
- Форма проволока с флюсом/канифолью
- Показать еще
 org/PropertyValue»> Для пайки серебра нет
org/PropertyValue»> Для пайки серебра нетЭтот товар из подборок
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 0,02
Длина, мм: 85
Ширина, мм: 57
Высота, мм: 2
Произведено
- Китай — родина бренда
- Информация о производителе

Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловПрипой ПОС 61 1.5 мм 100 г катушка с канифолью – АС Энергия
Для того чтобы соединить две различных детали между собой с помощью пайки могут использовать разнообразные расходники. Чаще всего в качестве присадочного материала для пайки используется припой. С его помощью можно без особых проблем соединить детали, заполнить пустое пространство между ними и т.д.
Естественно, что разнообразные детали имеют разный химический состав, следовательно, для каждого конкретного случая нудно подбирать определенную модель припоя. Помимо схожего состава, его свойства, причем как физические и механические, так и химические, должны быть максимально похожи на такие же характеристики рабочего материала. В этой статье будет рассмотрен припой, который относится к категории оловянно свинцовых веществ – ПОС 61.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности.
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Общая характеристика припоя
Вы решили купить припой, но не понимаете, что же вам нужно искать на прилавках строительного магазина. Ищите товар, который помечен маркой «пос». Такая аббревиатура означает припой оловянно-свинцовый, только это сокращенное название. Обычно рядышком с «пос» дается еще и цифровое обозначение, которое указывает на то, каково в процентах в данном припое количество олова.
Такая аббревиатура означает припой оловянно-свинцовый, только это сокращенное название. Обычно рядышком с «пос» дается еще и цифровое обозначение, которое указывает на то, каково в процентах в данном припое количество олова.
Остальные же проценты, не учтенные в названии «пос», означают остальной состав: свинец и разные добавки. Если же рассматривать пос как сплав металлов, то тогда можно говорить о том, что они могут быть выполнены на основе разного материала:
- Олова.
- Свинца.
- Кадмия.
- Меди.
- Никеля.
Известно, что припой может служить долго во благо человечеству, например, лет до двадцати. Но это возможно лишь только в том случае, если технология его изготовления, в том числе и температурный режим плавления соответствует стандартам. И кроме того, воздействие окружающей среды не является негативным.
Модификации присадочного материала для пайки ПОС-61
Модель припой ПОС-61 производится в разнообразных версиях. Чаще всего они отличаются друг от друга исключительно размером, но также существуют модификации с наличием дополнительных химических элементов и веществ в составе. Стоит рассмотреть наиболее часто используемые модификации.
Чаще всего они отличаются друг от друга исключительно размером, но также существуют модификации с наличием дополнительных химических элементов и веществ в составе. Стоит рассмотреть наиболее часто используемые модификации.
1. Припой в форме проволоки. Минимальное значение толщины материала равняется одному миллиметру, максимальная – семи. Данная версия применяется при пайке чего-либо чаще всего.
2. Присадочный материал в виде трубок. Отличительной его особенностью среди всего спектра версий модели ПОС-61 является то, что в его составе имеется дополнительный элемент – канифоль. Это позволяет значительно упростить все проводимые работы, так как необходимость использования разнообразных дополнительных веществ помимо присадочного материала отсутствует.
3. Версия в виде прутков – припой принимает форму прутков небольшого размера. Наиболее часто применяется во время проведения работ в бытовых условиях.
4. Реже всего используется версия в виде ленты. В составе данного вещества отсутствует какие-либо дополнительные элементы, помимо веществ входящих в основной состав материала.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Крепление кронштейна для телевизора к стене
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова.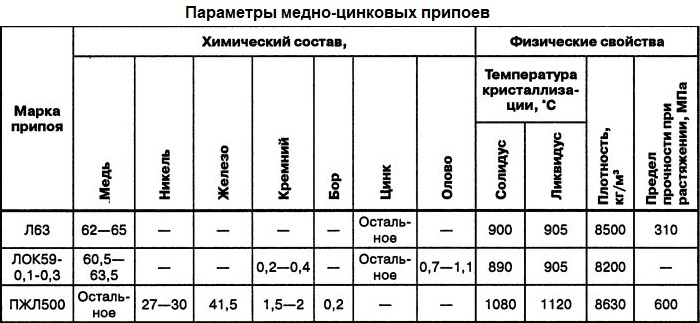 ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Состав, физические свойства и механические характеристики
В основной химический состав любой версии припоя ПОС-61 входят следующие элементы (значения указаны в процентном соотношении):
- Sn – 61;
- Pb – от 38 до 39;
- Sb – 0.05;
- Bi – 0.01;
- Fe – 0.02;
- Ni – 0.02;
- S – 0.02.
Данный набор химических элементов в составе присадочного материала в указанном соотношении придает материалу следующие основные физические свойства:
- температурная отметка, при достижении которой материал начинает подвергаться плавлению, равняется 183-ем градусам по Цельсию;
- плотность равна восьми с половиной грамм на один квадратный сантиметр;
- теплопроводность – 0,12;
- припой способен увеличиваться в размере относительно изначального значения примерно на сорок пять процентов.

Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса | ||||
| Канифольные не активные флюсы | ||||||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | ||||
| Спирто – канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |||||
| Глицерино – канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |||||
| Канифольные активные флюсы | ||||||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | ||||
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||||
Кислотные активные флюсы.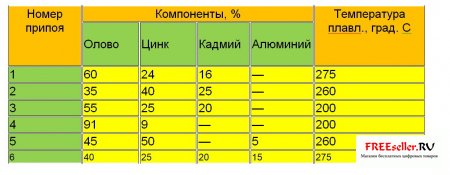 | ||||||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | ||||
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||||||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||||||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью | ||||
Читать также: Какое бывает давление газа
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Припои | Эталон Сталь
| Наименование | Размер (мм) | Марка сплава | Состояние | ГОСТ, ТУ | Заказать |
|---|---|---|---|---|---|
| Пруток | 8,0-12,0 | ПОС30; ПОС-СУ30-0,5(0,2) | — | 21931-76 | Сделать заказ |
| ПОС40; ПОС-СУ40-0,5(0,2) | — | Сделать заказ | |||
| ПОС61; ПОС-СУ61-0,5(0,2) | — | Сделать заказ | |||
| Проволока | 0,4-7,0 | ПОС30; ПОС-СУ30-0,5(0,2) | — | Сделать заказ | |
| ПОС40; ПОС-СУ40-0,5(0,2) | — | Сделать заказ | |||
| ПОС61; ПОС-СУ61-0,5(0,2) | — | Сделать заказ |
ДОСТАВКА Отправить заявку
Припоями называют присадочные сплавы или материалы, которые в расплавленном состоянии заполняют зазор, образующийся между сплавляемыми изделиями. После затвердевания, они образуют прочное неразборное соединение. Могут поставляться в виде:
После затвердевания, они образуют прочное неразборное соединение. Могут поставляться в виде:
- Ленты;
- Порошка;
- Круглых трубок;
- Трехгранных прутков;
- Проволоки;
- Круглых прутков.
Существуют различные разновидности рассматриваемых материалов, например ПОССу 4-4 предназначены для пайки и лужения и используются в автомобилестроении, ПОС – 90 производятся для пайки швов медицинской аппаратуры и пищевой посуды.
Наиболее востребованы оловянно-свинцовые, регламентируемые ГОСТ 21930-79. Предназначены для пайки и лужения деталей, отличаются высоким качеством. Они находят применение в пайке конденсаторов, сопротивлений, проводов, в радиомонтажных и электромонтажных работах.
Бывают также по состоянию материала:
- Легкими, мягкими – температура плавления мене 400 градусов;
- Твердыми – температура плавления выше 400 градусов.

Основные требования к изделию – он должен легко растекаться по металлу, растворять его, хорошо смачивать пайку.
Для пайки могут использоваться:
- Олово. Применяется для пайки в чистом виде и в составе сплавов с другими металлами. Отличается устойчивостью к органическим кислотам.
- Свинец. Поддается обработке, устойчив к сернокислым соединениям и серной кислоте, широко применяется в изготовлении материалов для пайки.
- Кадмий. Используется в легкоплавких припоях, антикоррозийных покрытия, в сплавах с оловом, свинцом.
- Сурьма. Применяется для производства легкоплавких припоев, в сплавах со свинцом, оловом, кадмием.
- Висмут. Используется в легкоплавких припоях. Применяют в сплавах со свинцом и оловом.
- Цинк. Находит применение в производстве твердых припоев.
- Медь. Применяется в производстве тугоплавких припоев.
- Канифоль. Служит флюсом для пайки с использованием мягких припоев.

Оловянно-свинцовые припои по ГОСТ 21930-76 в чушках и изделиях бывают следующих марок:
- ПОС-10, ПОС-90, ПОС-61, ПОС-63, ПОС-40, ПОС-50, ПОС-30 – бессурьмянистые;
- ПОССу 18-05, ПОССу 50-05, ПОССу 61-05, ПОССу 40-05, ПОССу 30-05, ПОССу 35-05, ПОССу 25-05 – малосурьмянистые;
- ПОССу 30-2, ПОССу 40-2, ПОССу 18-2, ПОССу 25-2 – сурьмянистые.
Химический состав рассматриваемых изделий регламентируется ГОСТ 21931.
Полезные материалы:
Цветной металлопрокат, применение
Межфазная реакция сплава Sn-Ag-Cu бессвинцового припоя на Cu: обзор
В этой статье рассматриваются функции и важность припоев Sn-Ag-Cu в электронной промышленности и межфазная реакция Sn-Ag-Cu / Паяльное соединение с медью при различных формах припоя и условиях оплавления припоя. Сплавы припоев Sn-Ag-Cu исследуются в объеме и в тонких пленках. Затем исследуется влияние условий пайки на образование интерметаллических соединений, таких как выбор подложки Cu, структурные фазы, эволюция морфологии, кинетика роста, температура и время, а также обсуждаются.Бессвинцовые припои Sn-Ag-Cu являются наиболее многообещающим кандидатом для замены припоев Sn-Pb в современной микроэлектронной технологии. Припои Sn-Ag-Cu могут быть рассмотрены и адаптированы в технологиях миниатюризации. Таким образом, эта статья должна представлять большой интерес для большого количества материалов, связанных с электроникой, надежности, процессов и сборочного сообщества.
Сплавы припоев Sn-Ag-Cu исследуются в объеме и в тонких пленках. Затем исследуется влияние условий пайки на образование интерметаллических соединений, таких как выбор подложки Cu, структурные фазы, эволюция морфологии, кинетика роста, температура и время, а также обсуждаются.Бессвинцовые припои Sn-Ag-Cu являются наиболее многообещающим кандидатом для замены припоев Sn-Pb в современной микроэлектронной технологии. Припои Sn-Ag-Cu могут быть рассмотрены и адаптированы в технологиях миниатюризации. Таким образом, эта статья должна представлять большой интерес для большого количества материалов, связанных с электроникой, надежности, процессов и сборочного сообщества.
1. Введение
Среди различных систем сплавов, которые рассматриваются в качестве кандидатов в бессвинцовые припои, сплавы Sn-Ag-Cu были признаны наиболее перспективными из-за их относительно низкой температуры плавления (по сравнению с бинарной эвтектикой Sn-Ag. бессвинцовый припой), превосходными механическими свойствами и хорошей совместимостью с другими компонентами [1–3]. Сплавы Sn-Ag-Cu широко используются в качестве бессвинцовых решений для межсоединений шариковых решеток (BGA) в производстве микроэлектронной упаковки в виде шариков припоя и паст [4].
Сплавы Sn-Ag-Cu широко используются в качестве бессвинцовых решений для межсоединений шариковых решеток (BGA) в производстве микроэлектронной упаковки в виде шариков припоя и паст [4].
Среди ударных материалов семейство припоев на основе тройного эвтектического состава Sn-Ag-Cu (217 ° C) имеет наибольший потенциал для широкого использования в промышленности [5]. Выбор эвтектического состава является благоприятным, поскольку он ведет себя как независимая гомогенная фаза, имеет уникальную металлографическую структуру и отличную температуру плавления [6].Припои Sn-Ag-Cu могут способствовать повышению прочности соединений, а также сопротивлению ползучести и термической усталости, а также позволяют повышать рабочие температуры для изготовления современных электронных систем и устройств [7, 8]. Международная ассоциация печатных схем предположила, что 96,5Sn-3.0Ag-0.5Cu (SAC305) и Sn-3.9Ag-0.6Cu (два почти эвтектических сплава) будут наиболее широко используемыми сплавами в будущем [7]. Это предсказание объясняется их хорошими механическими свойствами, приемлемыми смачивающими свойствами и подходящими температурами плавления [2, 3, 9–11].
Это предсказание объясняется их хорошими механическими свойствами, приемлемыми смачивающими свойствами и подходящими температурами плавления [2, 3, 9–11].
Сообщалось, что бессвинцовые паяные соединения имеют тонкую и стабильную микроструктуру из-за образования мелкодисперсных частиц. Таким образом, эти соединения имеют более высокую прочность на сдвиг [12, 13]. Припои Sn-Ag-Cu требуют более высокой температуры оплавления из-за более высокой температуры плавления. Например, температура плавления Sn-3.8Ag-0.7Cu составляет 219 ° C, а SAC305 — 217 ° C. Высокая температура плавления не только требует нового профиля оплавления, но также увеличивает проблемы стабильности компонентов, которые сопровождают более высокую температуру.Некоторые компоненты могут не выдержать высокой температуры оплавления.
2. Бессвинцовый припой и его применение
Пайка — это хорошо известный металлургический метод соединения припоя с основным материалом (обычно металлом) при температуре плавления ниже 425 ° C [14]. В качестве примера возьмем рисунок 1. В процессе пайки припой SAC305 (рис. 1 (а)) плавится и входит в контакт с основным металлом медной подложки (рис. 1 (b)). Более того, Sn в расплавленном припое вступает в реакцию с Cu с образованием интерметаллического соединения (IMC) на границе раздела.Именно этот слой IMC связывает между собой припой и Cu [15–20].
В качестве примера возьмем рисунок 1. В процессе пайки припой SAC305 (рис. 1 (а)) плавится и входит в контакт с основным металлом медной подложки (рис. 1 (b)). Более того, Sn в расплавленном припое вступает в реакцию с Cu с образованием интерметаллического соединения (IMC) на границе раздела.Именно этот слой IMC связывает между собой припой и Cu [15–20].
Как правило, процесс пайки изображен на рисунке 2. Процесс пайки можно разделить на три стадии [21]: (а) растекание, (б) растворение основного металла, (в) формирование слоя IMC.
Подложка из меди не плавилась и не изменяла свою микроструктуру во время пайки. Затем жидкая фаза превращалась в различные твердые фазы, когда соединения охлаждались. Различные виды и относительные количества твердых фаз, образующихся во время затвердевания, важны для свойств паяного соединения.
Припои обычно представляют собой сплавы с низкой температурой плавления, поскольку пайка проводится, когда припои полностью расплавлены [22]. Продукты используются в твердой фазе при относительно высоких рабочих температурах. Следовательно, коэффициент диффузии является важным свойством для большинства припоев. Кроме того, для хороших припоев требуется хорошее смачивание; таким образом, межфазные реакции с подложками обычно важны не только на контактах жидкость / твердое тело, но также и на контактах твердое тело / твердое тело при высоких рабочих температурах [22].
Продукты используются в твердой фазе при относительно высоких рабочих температурах. Следовательно, коэффициент диффузии является важным свойством для большинства припоев. Кроме того, для хороших припоев требуется хорошее смачивание; таким образом, межфазные реакции с подложками обычно важны не только на контактах жидкость / твердое тело, но также и на контактах твердое тело / твердое тело при высоких рабочих температурах [22].
Прочность паяного соединения контролируется конструкцией контактных площадок и хорошей металлургической связью между компонентом и платой. Надежное паяное соединение должно иметь паяемую поверхность, чтобы образовывать хорошую металлургическую связь между припоем и соединяемыми компонентами. Межфазные реакции в паяных соединениях являются ключевыми факторами при производстве электронных продуктов.
3. IMC припоев Sn-Ag-Cu с медной подложкой
В электронных продуктах все распространенные основные материалы, покрытия и металлизации, такие как Cu, Ni, Ag, Ag-Pd и Au, образуют IMC с Sn . Следовательно, химические реакции происходят между припоями и металлами проводника во время пайки (то есть металлизация компонентов, обработка поверхности платы и нижележащие проводники), а IMC зарождаются и растут на границах раздела припой / проводник.
Следовательно, химические реакции происходят между припоями и металлами проводника во время пайки (то есть металлизация компонентов, обработка поверхности платы и нижележащие проводники), а IMC зарождаются и растут на границах раздела припой / проводник.
Наличие IMC между припоями и металлами проводника желательно, поскольку это приводит к хорошему металлургическому соединению. Тонкий, непрерывный и однородный слой IMC является важным требованием для хорошего склеивания. Без IMC соединение припоя / проводника будет слабым, потому что в соединении не происходит металлургического взаимодействия, что губительно для электронной упаковки.Однако толстый слой IMC на границе раздела припой / металл проводника может снизить надежность паяных соединений из-за присущей им хрупкости и их склонности к возникновению структурных дефектов, вызванных несоответствием физических свойств (таких как модуль упругости и коэффициент термической стойкости). разложение) [23]. Во время процесса следует избегать толстого слоя IMC. Таким образом, знание взаимодействий припоя / проводника и металла и фазового развития в соединениях припоя важно для понимания надежности соединений припоя с металлургической точки зрения и для оптимизации процесса пайки [17].
Таким образом, знание взаимодействий припоя / проводника и металла и фазового развития в соединениях припоя важно для понимания надежности соединений припоя с металлургической точки зрения и для оптимизации процесса пайки [17].
Интерметаллические реакционные слои образуются в три последовательных стадии [17]: (а) растворение, (б) химическая реакция, (в) затвердевание.
Во время пайки припоя Sn-Ag-Cu на Cu-подложку Cu начинает мгновенно растворяться в расплавленном припое после того, как флюс удаляет оксиды и разрешает металлургический контакт между припоем и контактировавшей Cu. Начальная скорость растворения очень высока. Растворение является неравновесным процессом, и очень высокая концентрация Cu может быть локально обнаружена на границе раздела Cu / жидкость.Через короткий промежуток времени слой расплавленного припоя, прилегающий к контактировавшей Cu, становится перенасыщенным растворенной Cu по всей поверхности раздела.
С точки зрения термодинамики, твердый ИМС начинает формироваться в слое припоя, примыкающем к контактирующему металлу, при локальной равновесной растворимости. Cu 6 Sn 5 кристаллитов образуются, потому что в метастабильном составе существует большая движущая сила для химической реакции между атомами Cu и Sn.Тип гребешка Cu 6 Sn 5 сначала образуется на границе Sn / Cu во время пайки, и скорость его образования очень высока. Cu 6 Sn 5 образовался в результате растворения Cu с последующей химической реакцией. Если контакт с расплавленным припоем достаточно длительный, Cu 3 Sn образуется между Cu 6 Sn 5 и Cu. Cu 3 Sn образовался в результате диффузии и роста по типу реакции [24].
Cu 6 Sn 5 кристаллитов образуются, потому что в метастабильном составе существует большая движущая сила для химической реакции между атомами Cu и Sn.Тип гребешка Cu 6 Sn 5 сначала образуется на границе Sn / Cu во время пайки, и скорость его образования очень высока. Cu 6 Sn 5 образовался в результате растворения Cu с последующей химической реакцией. Если контакт с расплавленным припоем достаточно длительный, Cu 3 Sn образуется между Cu 6 Sn 5 и Cu. Cu 3 Sn образовался в результате диффузии и роста по типу реакции [24].
На рисунке 3 кратко показана межфазная реакция SAC305 / Cu во время оплавления припоя.При нагревании твердый припой SAC305 плавится, и контактирующая медная подложка начинает растворяться в расплавленном припое SAC305 (рис. 3 (а)). Слой расплавленного припоя SAC305 возле границы раздела SAC305 / Cu становится перенасыщенным растворенной Cu (рис. 3 (b)). Твердый ИМС начинает формироваться в межфазной зоне. Сначала был сформирован Cu 6 Sn 5 со структурой гребешка (рис. 3 (c)), за которым последовал тонкий слой Cu 3 Sn (рис. 3 (d)).
3 (b)). Твердый ИМС начинает формироваться в межфазной зоне. Сначала был сформирован Cu 6 Sn 5 со структурой гребешка (рис. 3 (c)), за которым последовал тонкий слой Cu 3 Sn (рис. 3 (d)).
4.Структурные фазы IMC в Sn-Ag-Cu / Cu
Cu — наиболее часто используемый металл-проводник, и он используется в контакте с припоями из-за его хорошей паяемости и отличной теплопроводности [25]. Лю и др. [26] исследовали межфазные реакции между паяльной пастой SAC305 и поликристаллической медной подложкой при 250 ° C и 300 ° C в период от 30 с до 1800 с. Они обнаружили, что некоторые наноразмерные частицы Ag 3 Sn адсорбировались на границе раздела SAC305 / Cu после пайки.Авторы объяснили, что атомы Ag сначала прореагировали с Sn с образованием фазы Ag 3 Sn в жидком припое. Во время затвердевания фаза Ag 3 Sn выделялась вблизи ИМС и была склонна к «захвату» ИМС. Более того, Wang et al. [27] выполнили рентгеноструктурный анализ на поверхности раздела SAC305 / Cu, чтобы изучить фазовую структуру IMC во время пайки при 260 ° C в течение 20 с. Картина XRD показывает, что кристаллическая структура IMC для SAC305 / Cu представляет собой Cu 6 Sn 5 .Однако фаза Ag 3 Sn в этом случае обнаружена не была.
Картина XRD показывает, что кристаллическая структура IMC для SAC305 / Cu представляет собой Cu 6 Sn 5 .Однако фаза Ag 3 Sn в этом случае обнаружена не была.
Диаграммы XRD SAC305 в различных формах припоя показаны на рисунке 4. Общая интенсивность припоя SAC305 была намного ниже, чем у тонкой пленки SAC305 после осаждения и SAC305 / Cu после оплавления. На осажденной тонкой пленке SAC305 наблюдались отражения β -Sn, -Cu 6 Sn 5 и Ag 3 Sn. Нагревание припоя SAC305 не привело к изменению фазы, за исключением его относительной интенсивности.Пики Cu 6 Sn 5 и Ag 3 Sn были слишком низкими, чтобы их можно было увидеть на рентгенограмме припоя SAC305 (рис. 4 (а)), которая имела более низкую интенсивность, чем у исходной проволоки. нанесена тонкая пленка SAC305 (рис. 4 (б)). После оплавления припоя при 230 ° C большинство фаз β -Sn уменьшилось (рис. 4 (c)).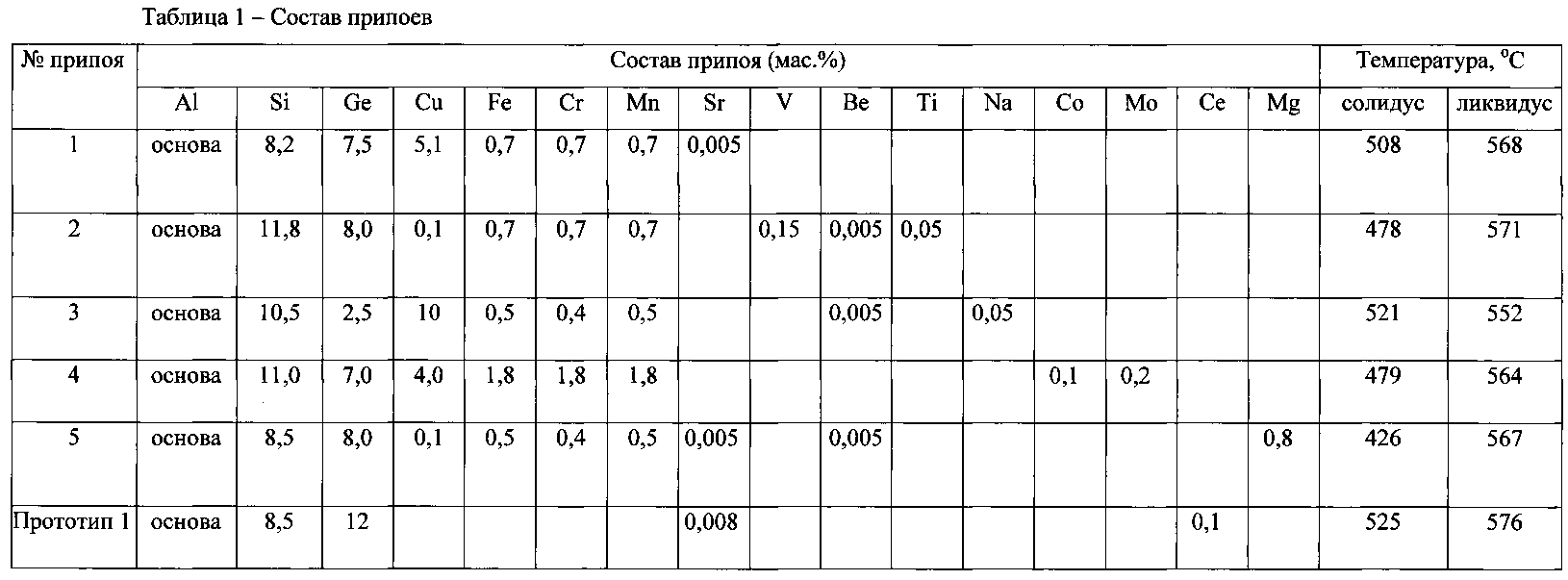 Напротив, дифракционные пики -Cu 6 Sn 5 и Ag 3 Sn стали более очевидными. Образовались новые фазы ИМС, которые были подтверждены как -Cu 6 Sn 5 , ɛ -Cu 3 Sn и SnO.
Напротив, дифракционные пики -Cu 6 Sn 5 и Ag 3 Sn стали более очевидными. Образовались новые фазы ИМС, которые были подтверждены как -Cu 6 Sn 5 , ɛ -Cu 3 Sn и SnO.
5. Развитие микроструктуры IMC в Sn-Ag-Cu / Cu
Kar et al. [28] оценили микроструктуру переходного соединения, состоящего из припоя Sn-Ag-Cu и подложки из Cu в оплавленном состоянии при 230 ° C в течение 120 с. Они подтвердили присутствие интерметаллических фаз Cu 6 Sn 5 , Cu 3 Sn и Ag 3 Sn в межфазном реакционном слое (IRL). Присутствие Ag в IRL было минимальным и не участвовало в формировании IMC на границе раздела.Gao et al. [29] предположили, что значительное количество Ag было связано с Sn с образованием Ag 3 Sn в припое. Таким образом, степень диффузии Sn по направлению к IRL была уменьшена.
Одной из характеристик IMC является формирование морфологии гребешкового типа. Гребешок Cu 6 Sn 5 IMC формировались на границах раздела SAC305 / Cu, тогда как припой находился в расплавленном состоянии во время оплавления при 270 ° C в течение 120 с [30]. Этот результат также соответствует исследованию, проведенному Kim et al.[1] о влиянии IMC на припой SAC305 (в виде паст и шариков) с соединением медной подложки после обработки оплавлением при 260 ° C. Юн и Юнг [31] также исследовали межфазную реакцию многослойных паяных соединений Cu / Sn-3.5Ag-0.7Cu / Cu. Типичные гребешковые слои Cu 6 Sn 5 IMC-слои были сформированы на обеих границах раздела Sn-3.5Ag-0.7Cu / Cu после оплавления. Слои имели состав приблизительно 54,8 ат.% Cu и 45,2 ат.% Sn.
На рис. 5 представлена микрофотография FESEM в поперечном сечении образца SAC305 / Cu после оплавления.Реакционный слой на Cu-подложке представляет собой фазу гребешка Cu 6 Sn 5 , которая образовалась во время обработки оплавлением. Длинные Cu 6 Sn 5 IMC наблюдались в верхней части межфазных гребешков Cu 6 Sn 5 , и рост объясняется потоком Cu от подложки Cu к гребешкам [32]. Однако относительно большие ИМС Cu 6 Sn 5 образовывались в матрице припоя из-за растворения медной подушки.Некоторые площадки Cu растворялись в расплавленном припое SAC305 во время оплавления, и растворенная Cu осаждалась в виде крупных Cu 6 Sn 5 IMC в матрице припоя. Другими словами, отверждение эвтектического припоя SAC305 привело к образованию смеси β -Sn матрицы, мелких частиц Ag 3 Sn и Cu 6 Sn 5 IMC частиц.
Кроме того, Ag 3 Sn IMC был равномерно диспергирован в припое после оплавления [33]. Микроструктурный анализ припоев Sn-Ag-Cu с различным содержанием Ag был выполнен для понимания деталей микроструктуры и оценки образования интерметаллических соединений.Удлиненные пластины фазы ɛ -Ag 3 Sn наблюдались в эвтектической матрице припоев Sn-1.0Ag-0.5Cu (SAC105), Sn-2.0Ag-0.5Cu (SAC205) и SAC305. С другой стороны, в припойном сплаве Sn-4.0Ag-0.5Cu (SAC405) отчетливо видны большие интерметаллические пластины ε -Ag 3 Sn и удлиненные пластины фазы ε -Ag 3 Sn. На рис. 6 показана морфология IMC Ag 3 Sn в матрице припоя, которая может быть изменена путем изменения содержания Ag.Ag 3 Sn IMC удлиненной пластинчатой структуры существуют, когда содержание Ag составляет от 1,0 до 3,0 мас.% (Рис. 6 (а)). Более высокий состав Ag, равный 4,0 мас.%, Приводит к образованию крупных ИМС Ag 3 Sn, как на рисунке 6 (b).
На общую надежность может сильно влиять количество и размер ε -Ag 3 Sn IMC в микроструктуре. Большие ε -Ag 3 Sn IMC обычно считаются вредными как для зарождения, так и для распространения трещин, и многочисленные исследования связывают отказ припоев SAC305 с большими пластинчатыми IMC ε -Ag 3 Sn под воздействием ударные и термоциклические раздражители [1, 34, 35].Кроме того, образование больших пластинчатых ИМС ε -Ag 3 Sn вызывает растворение твердых частиц и дисперсионное твердение, что, в свою очередь, снижает прочность матрицы [36, 37].
На рисунке 7 показана межфазная реакция тонкой пленки SAC305, нанесенной методом термического напыления. Затем тонкую пленку оплавляли при 230 ° C в течение 30 с. Верхний белый слой — это твердый слой SAC305, который состоит из рыхлых частиц SAC305, которые физически адсорбируются на медной подложке (рис. 7 (а)).После оплавления припоя произошла межфазная реакция. Как показано на рисунке 7 (b), были сформированы два слоя IMC. Верхняя область — это Cu 6 Sn 5 , а нижний слой — Cu 3 Sn. Cu 6 Sn 5 был толстым и неоднородным по толщине, тогда как Cu 3 Sn был очень тонким и имел более однородную толщину и слоистую морфологию. Однако тонкий слой в определенной степени повторял топографию соседнего фазового слоя Cu 6 Sn 5 .Не наблюдалось отслаивания или отслаивания IMC, что указывает на низкую концентрацию Sn в тонкой пленке. Тонкопленочный припой SAC305 полностью прореагировал с избытком Cu подложки с образованием Cu 6 Sn 5 во время оплавления. Интерметаллический слой Cu 3 Sn последовательно увеличивался с увеличением температуры, тогда как Cu 6 Sn 5 постепенно уменьшался с увеличением температуры оплавления.
6. Кинетика образования и роста межфазных ИМС
Образование гребешка Cu 6 Sn 5 наблюдалось в реакциях смачивания между эвтектикой Sn-Pb и Cu [38-40], эвтектикой Sn-Ag и Cu. [39], эвтектики Sn-Bi и Cu [39].Морской гребешок — это распространенный способ роста, который со временем становится больше, но меньше. Такое поведение указывает на то, что среди зерен гребешкового типа происходит неконсервативная реакция созревания. Кроме того, морфология типа гребешка стабильна, пока присутствует непрореагировавшая Cu.
В системе Cu-Sn образуются ИМС Cu 6 Sn 5 и Cu 3 Sn на границах раздела припой / подложка [1, 39, 41–47]. Фактическая последовательность образования этих фаз определяется локальными термодинамическими условиями на границе Cu / Sn.Фаза Cu 6 Sn 5 выделяется на самых ранних стадиях взаимодействия припой / подложка, что соответствует большей движущей силе для выделения, чем у фазы Cu 3 Sn [48, 49]. Экспериментально подтверждено, что фаза Cu 6 Sn 5 выделяется случайным образом вдоль границы раздела припой / подложка.
Формирование и рост межфазных ИМС Cu-Sn проиллюстрировано на рисунке 8. На начальном этапе (рисунок 8 (a)) отдельные зерна Cu 6 Sn 5 появляются в случайных местах вдоль границы раздела твердое / жидкое. в течение нескольких миллисекунд.После появления зерен Cu 6 Sn 5 они начали распространяться вдоль границы раздела без значительного роста перпендикулярно границе раздела припой / подложка, пока не столкнулись с другими растекающимися зернами, что привело к формированию относительно однородного слоя IMC Cu 6 Sn 5 (рисунок 8 (б)).
После первоначального формирования слоя ИМС его толщина увеличивается за счет подстилающей подложки. Отдельные зерна приобретают морфологию гребешка [50], которая продолжает расти перпендикулярно границе раздела (рис. 8 (c)).Процесс созревания способствует формированию гребешковой структуры IMC, что приводит к укрупнению гребешков по мере уменьшения их количества (Рисунок 8 (d)). Эта реакция вызвана эффектом Гиббса-Томсона в процессе созревания. Таким образом, более мелкие зерна IMC растворяются в жидком припое, и рост соседних зерен дополнительно ускоряется [39, 51, 52].
После осаждения фазы Cu 6 Sn 5 , выделение фазы Cu 3 Sn на границе раздела Cu 6 Sn 5 / подложка становится термодинамически возможным.Это явление обычно наблюдается на более поздних стадиях реакций пайки. Ожидается, что толщина Cu 3 Sn будет намного меньше, чем у Cu 6 Sn 5 , поскольку Cu 3 Sn был выращен путем диффузии твердого тела.
Развитие ИМС Cu-Sn для пар Sn-Ag-Cu / Cu основано на непрерывном росте Cu 6 Sn 5 посредством пайки и на образовании и росте Cu 3 Sn между Cu 6 Sn 5 и Cu.Образование Cu 3 Sn регулируется фазовой стабильностью согласно следующей реакции [29]:
Вианко [53] обнаружил образование Cu 6 Sn 5 и Cu 3 Sn на границе раздела между Cu и 95,5Sn-3,9Ag-0,6Cu. Автор пришел к выводу, что слой Cu 6 Sn 5 образовался во время пайки, а Cu 3 Sn образуется во время твердофазного старения между Cu 6 Sn 5 и медной подложкой.Рост слоя ограничен диффузией и чувствителен к концентрации CU в припое.
Оставшееся количество компонентов, участвующих в межфазной реакции, принимает участие в фазовой эволюции после образования первой фазы. В системе Sn-Pb / Cu слой Cu 6 Sn 5 , который сформировался первым, превращается в Cu 3 Sn, если объем припоя очень мал по сравнению с объемом припоя [54, 55]. И наоборот, Cu 3 Sn преобразуется обратно в Cu 6 Sn 5 , если тонкая пленка состоит из Cu [56].Cu 3 Sn может растворяться с образованием Cu 6 Sn 5 , а также может реагировать с атомами Sn с образованием Cu 6 Sn 5 [3, 57]. Уравнения преобразования Cu 3 Sn в Cu 6 Sn 5 показаны следующим образом:
Во время охлаждения внешний слой Cu 3 Sn, который находится в контакте с расплавленным припоем, превращается обратно в Cu 6 Sn 5 за счет перитектической реакции.
Существует множество моделей для прогнозирования образования первой фазы твердотельных межфазных реакций в тонких пленках.Кинетика роста каждого слоя может контролироваться диффузией или межфазной реакцией. Наибольший продукт изменения свободной энергии Гиббса и скорости роста определяет образование первой фазы. Другими словами, фаза, которая имеет наибольший поток взаимной диффузии, становится первой фазой, которая образуется.
Различие в скорости роста ИМС объясняется различной кинетикой роста [58]. Скорость диффузии контролирует скорость роста IMC, в то время как разные энергии границы раздела припой / IMC контролируют укрупнение зерен IMC и кинетику зародышеобразования.Рост IMC в паяных соединениях считается обычным диффузионным ростом и должен контролироваться взаимной диффузией элементов подложки и припоя. Межфазные слои IMC продолжают расти даже при комнатной температуре после завершения затвердевания паяных соединений из-за его низкой энергии активации [59, 60].
Если рост слоя IMC является процессом с преобладанием диффузии, изотермический рост слоя IMC должен следовать закону извлечения квадратного корня из времени. Толщина () слоя IMC непосредственно измеряется с помощью FESEM вместе с системой обработки изображений и может быть выражена параболическим уравнением [61] где — начальная толщина (см), — время старения (с), — константа скорости роста, которая сильно связана с коэффициентом диффузии атомных элементов ИМС (см 2 / с) и может быть получена из линия линейной регрессии.
Перепишем (5) для экспериментальных целей и построения графиков как Значение для конкретной температуры может быть получено из наклона линейной регрессии средней измеренной толщины интерметаллида в зависимости от графика.
Между тем, энергии активации роста интерметаллида могут быть рассчитаны с использованием соотношения Аррениуса [43]: Записываем (7) для построения графика как где — постоянная роста слоя (см 2 / с), — энергия активации роста слоя (кДж / моль), — постоянная идеального газа (8.314 Дж / моль K), а — абсолютная температура (K). Рост для слоя будет получен из наклона графика зависимости, умноженного на.
7. Влияние температуры и времени оплавления на межфазные IMC
Толщины слоев IMC измеряются в нескольких выбранных областях, а затем делятся на количество выбранных точек для получения среднего значения, как показано на рисунке 9. Толщина Количество слоев IMC, сформированных на границе раздела SAC305 / Cu, увеличивается с увеличением температуры и времени пайки.ИМС Cu-Sn были сформированы на границе раздела Sn-0.3Ag-0.7Cu и Cu-подложки путем пайки погружением при различной температуре и времени пайки [62]. Интерметаллическая фаза Cu 3 Sn или Cu 6 Sn 5 была обнаружена в межфазной зоне в зависимости от условий пайки. Авторы пришли к выводу, что увеличение толщины интерметаллического слоя в обоих случаях объясняется диффузионным ростом этих интерметаллических фаз в процессе пайки.
Кроме того, Yu et al.[61] исследовали формирование и рост слоя IMC на границе раздела между бессвинцовым припоем Sn-3.5Ag и медной подложкой во время пайки и старения. Пайка проводилась при 250 ° C методом окунания. Сплошной слой IMC был сформирован за короткое время, и растворение IMC сыграло важную роль в росте IMC. С увеличением времени пайки скорость роста и растворения уменьшались. При старении при 70, 125 и 170 ° C до 1000 ч исходная морфология гребешка слоя IMC изменилась на более планарную.
Об увеличении толщины IMC в результате увеличения времени пайки также сообщили Yu и Wang [3]. Авторы спаяли бессвинцовые припои Sn-3.5Ag, Sn-3.5Ag-0.7Cu, Sn-3.5Ag-1.7Cu и Sn-0.5Ag-4.0Cu с медной подложкой при 250 ° C. Рост слоев IMC происходит быстро при коротком времени пайки. Толщина слоя IMC постепенно увеличивается с увеличением времени пайки. Однако скорость увеличения толщины IMC замедляется, когда время пайки превышает 60 с.Таким образом, авторы пришли к выводу, что образование ИМС изначально контролируется реакционной диффузией и высокой скоростью роста. После достижения определенной толщины рост контролируется механизмом диффузии по границам зерен. Следовательно, рост слоя IMC становится медленным, как показано на Рисунке 10.
Авторы также пришли к выводу, что Sn-0.5Ag-4.0Cu имеет самый тонкий слой IMC, когда время пайки меньше 90 с. После пайки в течение 600 с порядок толщины IMC в паяных соединениях — Sn-3.5Ag
После длительной пайки в течение 180 с между слоем Cu 6 Sn 5 и Cu образовался тонкий слой Cu 3 Sn. Более того, слои ИМС становились толще, а количество зерен ИМС уменьшалось при пайке образцов в течение 600 с, что приводило к морфологии гребешка.
Рисунок 11 демонстрирует рост ИМС Cu-Sn при различных временах оплавления. На рисунке 11 (а) показано формирование структуры гребешкового типа на межфазном слое SAC305 / Cu, когда время оплавления составляло 30 с.Ag 3 Sn присутствуют в матрице припоя. Кроме того, наблюдалось скалывание сфероидов Cu 6 Sn 5 , поскольку концентрация Sn в SAC305 была высокой. Образованию сфероидов способствовала реакция созревания между зернами соединения. При пайке в течение 180 с тонкая полоса Cu 3 Sn наблюдалась на границе раздела Cu 6 Sn 5 / Cu (рисунок 11 (b)). При пайке в течение 600 с слои ИМС стали толще, а количество гребешков Cu 6 Sn 5 уменьшилось.Cu 3 Sn сохранял свою сплошную слоистую морфологию с увеличением толщины и времени оплавления (рис. 11 (c)).
Ли и Чен [63] также провели эксперимент с коммерческими бессвинцовыми припоями, а именно Sn-3.5Ag и Sn-3.5Ag-0.7Cu, с использованием стандартной инфракрасной печи оплавления при 250 ° C в течение 2, 6, 15, 30, 60, 120, 240 и 360 с. И Cu 6 Sn 5 , и Ag 3 Sn были обнаружены в паяном соединении. Фаза Ag 3 Sn была обнаружена, поскольку она образовалась поверх слоя в процессе оплавления.Однако гребешковый слой Cu 6 Sn 5 IMC был расположен на границе раздела припой-медь-подложка. Авторы добавили, что фаза Cu 3 Sn не наблюдалась в затвердевшем паяном соединении, хотя она может существовать между Cu и фазой Cu 6 Sn 5 .
На рис. 12 сравниваются толщины слоев IMC, сформированных в межфазной области, в зависимости от температуры оплавления. Интерметаллический слой Cu 3 Sn постоянно увеличивается с повышением температуры (Рисунок 12 (а)), тогда как Cu 6 Sn 5 постепенно уменьшается с увеличением температуры оплавления (Рисунок 12 (b)).На рисунке 13 показана зависимость между толщиной слоя IMC и временем оплавления. Аналогичным образом, при определенной температуре пайки толщина слоев IMC в межфазной зоне увеличивалась с увеличением времени пайки. Основываясь на исследовании, проведенном Yu и Wang [3], увеличение времени пайки позволяет слою IMC быстро расти из-за эффекта выделения Cu 6 Sn 5 . Cu 6 Sn 5 может быть отозван, чтобы превратиться в Cu 3 Sn, когда подача Sn ограничена.Следовательно, толщина Cu 3 Sn увеличивается с уменьшением толщины Cu 6 Sn 5 , несмотря на то, что Cu 6 Sn 5 обычно увеличивается с увеличением времени пайки. Эти результаты свидетельствуют о том, что межфазный слой Cu 3 Sn растет за счет Cu 6 Sn 5 по реакции Cu 6 Sn 5 + 9Cu → 5Cu 3 Sn [29]. Более того, рост толщины Cu 3 Sn следует линейному уравнению.Согласно кинетике материала, линейный рост указывает на то, что формирование межфазного слоя Cu-Sn IMC является процессом, контролируемым межфазной реакцией [64].
Увеличение слоя IMC Cu 3 Sn является результатом роста диффузионного и реакционного типа в процессе пайки [17]. Рост Cu 3 Sn состоит из нескольких этапов: растворение Cu из слоя Cu, диффузия Cu и Sn через существующий слой Cu 3 Sn и преобразование Cu 6 Sn 5 в Cu 3 Sn на границе Cu 6 Sn 5 / Cu 3 Sn и реакцию Sn с Cu на границе Cu / Cu 3 Sn [65].И наоборот, Cu 6 Sn 5 образуется в результате растворения Cu с последующей химической реакцией [17], и его рост ограничен слоем Cu 3 Sn, поскольку количество свободных атомов Cu, которые могут диффундировать к Cu 6 Sn 5 очень мала. Следовательно, Cu 3 Sn быстро растет с температурой, потребляя Cu 6 Sn 5 на границе раздела Cu 3 Sn / Cu 6 Sn 5 .
8. Выводы
Sn-Ag-Cu — ведущий кандидат для производства экологически чистых продуктов.Два интерметаллических слоя обычно находятся в межфазной зоне Sn-Ag-Cu и подложки Cu, то есть Cu 6 Sn 5 и Cu 3 Sn. Cu 6 Sn 5 образуется первым и обладает структурой в виде гребешка, тогда как Cu 3 Sn появляется на границе раздела Cu 6 Sn 5 / Cu и имеет слоистую структуру. Однако толщина Cu 3 Sn намного меньше, чем у Cu 6 Sn 5 , и для его образования требуется более длительное время контакта.Морфологические превращения могут происходить в зависимости от фазовой стабильности. Оба Cu-Sn IMC растут с увеличением температуры и времени оплавления.
Благодарности
Л. М. Ли благодарит MyBrain15 и Программу стипендий USM за финансовую помощь. А. А. Мохамад благодарит USM за финансовую поддержку (грант RUI № 814112).
Припои | Припой AIM для электронной промышленности
Припой AIM обеспечивает высококачественные сплавы и дополнительные материалы для электронной промышленности.Разнообразие припоев AIM обеспечивает решение проблем, обычно встречающихся в индустрии сборки SMT. Продукция AIM производится с использованием запатентованного AIM процесса Electropure TM , который обеспечивает получение сплава с низким содержанием окалины и оксидов. Припойные сплавы AIM разработаны для совместимости с различными продуктами для сборки печатных плат, включая паяльную пасту, припойную проволоку и флюс.
Щелкните здесь, чтобы просмотреть руководство по выбору припоя AIM
Олово-серебро / олово-серебро-медь Сплавы (сплавы SAC)Сплавы SAC стали стандартным выбором сплава во всей отрасли сборки электроники, чаще всего SAC305.Сплавы SAC от AIM обеспечивают превосходную надежность паяных соединений, сопротивление усталости и скорость растворения меди. Сплавы SAC от AIM соответствуют стандартам IPC, JEDEC, RoHS и REACH для бессвинцовой пайки.
SAC305
Низкое / без серебра СплавыAIM сплавы с низким содержанием серебра и без серебра обеспечивают более высокие характеристики по сравнению со сплавами типа SAC, но при значительной экономии средств. Предложения AIM с низким содержанием серебра и без серебра озаглавлены следующим поколением REL61 TM и запатентованным сплавом SN100C.Оба сплава являются более дешевыми вариантами с аналогичными или превосходными характеристиками пайки и надежности по сравнению со сплавами SAC. Сплавы AIM с низким содержанием серебра и без серебра соответствуют стандартам IPC, RoHS и REACH.
SN100C
REL61
Высокая надежность ПрипойВысоконадежные сплавы AIM обеспечивают повышенную долговечность для использования в чрезвычайно суровых условиях. Высоконадежный сплав AIM REL22 TM обеспечивает превосходные характеристики термоциклирования, улучшенное смачивание и высокую механическую прочность.Высоконадежные сплавы AIM могут уменьшить образование нитевидных кристаллов олова и уменьшить образование пустот по сравнению с другими высоконадежными сплавами. Высоконадежные сплавы AIM соответствуют стандартам IPC, RoHS и REACH.
REL Сплавы
REL22
REL61
Низкая температура плавления ПрипойМатериалы для низкотемпературной пайки AIM включают требования для оплавления при низких и пониженных температурах. Бессвинцовые низкотемпературные сплавы AIM обеспечивают температуру плавления 140–170 ° C, снижая пиковые температуры оплавления на целых 50 ° C.Низкотемпературные флюсы AIM были специально разработаны для работы в сочетании со сплавами Sn / Bi (X), чтобы обеспечить превосходные технологические характеристики, а также отличное смачивание и прочность соединений.
Низкотемпературный сплав
Свинец ПрипойСвинцовые припои AIM обладают низкой температурой плавления и повышенной надежностью по сравнению с альтернативами бессвинцовых припоев. Свинцованные (содержащие свинец) припои AIM продолжают использоваться / специфицироваться в медицине, военной и авиакосмической промышленности.
Sn63 / Pb37
% PDF-1.3 1 0 obj > endobj 2 0 obj > endobj 3 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 0 >> endobj 4 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 1 >> endobj 5 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 2 >> endobj 6 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 3 >> endobj 7 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 4 >> endobj 8 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 5 >> endobj 9 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [187 0 R 188 0 R 189 0 R 190 0 R 191 0 R 192 0 R 193 0 R 194 0 R 195 0 R 196 0 R 197 0 R 198 0 R 199 0 R 200 0 R 201 0 R 202 0 203 0 R 204 0 R 205 0 R] / Тип / Страница / StructParents 6 >> endobj 10 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Annots [207 0 R 208 0 R 209 0 R 210 0 R 211 0 R 212 0 R 213 0 R 214 0 R 215 0 R 216 0 R 217 0 R 218 0 R 219 0 R 220 0 R 221 0 R 222 0 223 рандов 0 224 рандов 0 225 рандов 0 226 рандов 0 227 рандов 0 прав] / Тип / Страница / StructParents 7 >> endobj 11 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [229 0 R 230 0 R 231 0 R 232 0 R 233 0 R 234 0 R 235 0 R 236 0 R 237 0 R 238 0 R 239 0 R 240 0 R 241 0 R 242 0 R 243 0 R 244 0 245 0 R 246 0 R 247 0 R 248 0 R] / Тип / Страница / StructParents 8 >> endobj 12 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Annots [250 0 R 251 0 R 252 0 R 253 0 R 254 0 R 255 0 R 256 0 R 257 0 R 258 0 R] / Тип / Страница / StructParents 9 >> endobj 13 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [260 0 261 0 262 рэндов 263 0 264 р. 265 0 266 р. 267 0 268 р. 269 0 270 р.] / Тип / Страница / StructParents 10 >> endobj 14 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [280 0 281 0 282 р. 283 0 284 р. 285 0 286 р. 287 0 288 р. 289 0 290 р. 292 0 293 р. 294 0 295 р. 296 0 R 297 0 R 298 0 R 299 0 R 300 0 R 301 0 R 302 0 R 303 0 R 304 0 R 305 0 R 306 0 R 307 0 R 308 0 R 309 0 R 310 0 R 311 0 R 312 0 313 0 рандов] / Тип / Страница / StructParents 11 >> endobj 15 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Annots [315 0 R 316 0 R 317 0 R 318 0 R 319 0 R 320 0 R 321 0 R 322 0 R 323 0 R 324 0 R 325 0 R 326 0 R 327 0 R 328 0 R 329 0 R 330 0 331 0 R 332 0 R 333 0 R 334 0 R 335 0 R 336 0 R 337 0 R 338 0 R 339 0 R 340 0 R 341 0 R 342 0 R 343 0 R 344 0 R] / Тип / Страница / StructParents 12 >> endobj 16 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [346 0 R 347 0 R 348 0 R 349 0 R 350 0 R 351 0 R 352 0 R 353 0 R 354 0 R 355 0 R 356 0 R 357 0 R 358 0 R 359 0 R 360 0 R 361 0 362 0 R 363 0 R 364 0 R 365 0 R 366 0 R 367 0 R 368 0 R 369 0 R 370 0 R 371 0 R 372 0 R 373 0 R 374 0 R 375 0 R 376 0 R 377 0 R 378 0 R] / Тип / Страница / StructParents 13 >> endobj 17 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [380 0 R 381 0 R 382 0 R 383 0 R 384 0 R 385 0 R 386 0 R 387 0 R 388 0 R 389 0 R 390 0 R 391 0 R 392 0 R 393 0 R 394 0 R 395 0 396 р 397 0 р 398 0 р 399 0 р 400 0 р 401 0 р 402 0 р 403 0 р 404 0 р 405 0 р 406 0 р 407 0 р 408 0 р 409 0 р 410 0 р 411 0 р 412 0 R] / Тип / Страница / StructParents 14 >> endobj 18 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Annots [414 0 R 415 0 R 416 0 R 417 0 R 418 0 R 419 0 R 420 0 R 421 0 R 422 0 R 423 0 R 424 0 R 425 0 R] / Тип / Страница / StructParents 15 >> endobj 19 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 16 >> endobj 20 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 17 >> endobj 21 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 18 >> endobj 22 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 19 >> endobj 23 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [435 0 R] / Тип / Страница / StructParents 20 >> endobj 24 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 21 >> endobj 25 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [469 0 R 470 0 R 471 0 R 472 0 R] / Тип / Страница / StructParents 22 >> endobj 26 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 23 >> endobj 27 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [476 0 R] / Тип / Страница / StructParents 24 >> endobj 28 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 25 >> endobj 29 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 26 >> endobj 30 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 27 >> endobj 31 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 28 >> endobj 32 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 29 >> endobj 33 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 30 >> endobj 34 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 31 >> endobj 35 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 32 >> endobj 36 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [488 0 R] / Тип / Страница / StructParents 33 >> endobj 37 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 34 >> endobj 38 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 35 >> endobj 39 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 36 >> endobj 40 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 37 >> endobj 41 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [495 0 R 496 0 R 497 0 R] / Тип / Страница / StructParents 38 >> endobj 42 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [507 0 R 508 0 R 509 0 R 510 0 R 511 0 R] / Тип / Страница / StructParents 39 >> endobj 43 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [514 0 R 515 0 R] / Тип / Страница / StructParents 40 >> endobj 44 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [517 0 R 518 0 R 519 0 R] / Тип / Страница / StructParents 41 >> endobj 45 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 42 >> endobj 46 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 43 >> endobj 47 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 44 >> endobj 48 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 45 >> endobj 49 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [529 0 R] / Тип / Страница / StructParents 46 >> endobj 50 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [532 0 R] / Тип / Страница / StructParents 47 >> endobj 51 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [535 0 R 536 0 R] / Тип / Страница / StructParents 48 >> endobj 52 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [539 0 R] / Тип / Страница / StructParents 49 >> endobj 53 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [542 0 R] / Тип / Страница / StructParents 50 >> endobj 54 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [544 0 R] / Тип / Страница / StructParents 51 >> endobj 55 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 52 >> endobj 56 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 53 >> endobj 57 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 54 >> endobj 58 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [550 0 R 551 0 R] / Тип / Страница / StructParents 55 >> endobj 59 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [555 0 R 556 0 R] / Тип / Страница / StructParents 56 >> endobj 60 0 obj > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [559 0 R 560 0 R 561 0 R] / Тип / Страница / StructParents 57 >> endobj 61 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 58 >> endobj 62 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 59 >> endobj 63 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 60 >> endobj 64 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [566 0 R] / Тип / Страница / StructParents 61 >> endobj 65 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 62 >> endobj 66 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 63 >> endobj 67 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [570 0 R] / Тип / Страница / StructParents 64 >> endobj 68 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [572 0 R] / Тип / Страница / StructParents 65 >> endobj 69 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [576 0 R 577 0 R] / Тип / Страница / StructParents 66 >> endobj 70 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [583 0 R 584 0 R] / Тип / Страница / StructParents 67 >> endobj 71 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 68 >> endobj 72 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [589 0 R 590 0 R] / Тип / Страница / StructParents 69 >> endobj 73 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 70 >> endobj 74 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [597 0 R] / Тип / Страница / StructParents 71 >> endobj 75 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [600 0 R] / Тип / Страница / StructParents 72 >> endobj 76 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 73 >> endobj 77 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [605 0 R 606 0 R 607 0 R] / Тип / Страница / StructParents 74 >> endobj 78 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [610 0 R] / Тип / Страница / StructParents 75 >> endobj 79 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [613 0 R 614 0 R] / Тип / Страница / StructParents 76 >> endobj 80 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [616 0 R] / Тип / Страница / StructParents 77 >> endobj 81 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [619 0 R] / Тип / Страница / StructParents 78 >> endobj 82 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [622 0 R] / Тип / Страница / StructParents 79 >> endobj 83 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [625 0 626 0 R 627 0 R] / Тип / Страница / StructParents 80 >> endobj 84 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [630 0 R 631 0 R 632 0 R] / Тип / Страница / StructParents 81 >> endobj 85 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [635 0 R] / Тип / Страница / StructParents 82 >> endobj 86 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 83 >> endobj 87 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 84 >> endobj 88 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 85 >> endobj 89 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [645 0 R 646 0 R 647 0 R] / Тип / Страница / StructParents 86 >> endobj 90 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [657 0 R] / Тип / Страница / StructParents 87 >> endobj 91 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [660 0 R] / Тип / Страница / StructParents 88 >> endobj 92 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [662 0 R 663 0 R] / Тип / Страница / StructParents 89 >> endobj 93 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [665 0 R 666 0 R] / Тип / Страница / StructParents 90 >> endobj 94 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [668 0 R] / Тип / Страница / StructParents 91 >> endobj 95 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [672 0 R] / Тип / Страница / StructParents 92 >> endobj 96 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [674 0 R 675 0 R] / Тип / Страница / StructParents 93 >> endobj 97 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [679 0 R] / Тип / Страница / StructParents 94 >> endobj 98 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [681 0 R 682 0 R 683 0 R] / Тип / Страница / StructParents 95 >> endobj 99 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 96 >> endobj 100 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [688 0 R 689 0 R] / Тип / Страница / StructParents 97 >> endobj 101 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 98 >> endobj 102 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 99 >> endobj 103 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 100 >> endobj 104 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 101 >> endobj 105 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [698 0 R] / Тип / Страница / StructParents 102 >> endobj 106 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 103 >> endobj 107 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [701 0 R 702 0 R 703 0 R 704 0 R 705 0 R 706 0 R 707 0 R 708 0 R 709 0 R 710 0 R 711 0 R] / Тип / Страница / StructParents 104 >> endobj 108 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 105 >> endobj 109 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 106 >> endobj 110 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [719 0 720 0 ₽ 721 0 722 0 ₽] / Тип / Страница / StructParents 107 >> endobj 111 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [724 0 R] / Тип / Страница / StructParents 108 >> endobj 112 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [728 0 R 729 0 R 730 0 R] / Тип / Страница / StructParents 109 >> endobj 113 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [733 0 R] / Тип / Страница / StructParents 110 >> endobj 114 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [735 0 R] / Тип / Страница / StructParents 111 >> endobj 115 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 112 >> endobj 116 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [738 0 R 739 0 R] / Тип / Страница / StructParents 113 >> endobj 117 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [741 0 R] / Тип / Страница / StructParents 114 >> endobj 118 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 115 >> endobj 119 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 116 >> endobj 120 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 117 >> endobj 121 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 118 >> endobj 122 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 119 >> endobj 123 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 120 >> endobj 124 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 121 >> endobj 125 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 122 >> endobj 126 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 123 >> endobj 127 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 124 >> endobj 128 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 125 >> endobj 129 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 126 >> endobj 130 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 127 >> endobj 131 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [762 0 R] / Тип / Страница / StructParents 128 >> endobj 132 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 129 >> endobj 133 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 130 >> endobj 134 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [766 0 R 767 0 R] / Тип / Страница / StructParents 131 >> endobj 135 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 132 >> endobj 136 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 133 >> endobj 137 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 134 >> endobj 138 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 135 >> endobj 139 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 136 >> endobj 140 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 137 >> endobj 141 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 138 >> endobj 142 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 139 >> endobj 143 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 140 >> endobj 144 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 141 >> endobj 145 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 142 >> endobj 146 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [788 0 R 789 0 R 790 0 R 791 0 R] / Тип / Страница / StructParents 143 >> endobj 147 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 144 >> endobj 148 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 145 >> endobj 149 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Аннотации [797 0 R] / Тип / Страница / StructParents 146 >> endobj 150 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 147 >> endobj 151 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 148 >> endobj 152 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 149 >> endobj 153 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 150 >> endobj 154 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 151 >> endobj 155 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 152 >> endobj 156 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 153 >> endobj 157 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 154 >> endobj 158 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 155 >> endobj 159 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 156 >> endobj 160 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 157 >> endobj 161 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 158 >> endobj 162 0 объект > / Шрифт> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Группа> / MediaBox [0 0 612 792] / Тип / Страница / StructParents 159 >> endobj 163 0 объект > endobj 164 0 объект > транслировать xWnH} Gvz + * dhWZ; OV̠ep $ ק; = VuwuSuzM [Ҭmf | ˺m / |} * m.