
Устройство и работа сварочного выпрямителя всс 300
Устройство сварочного выпрямителя
СВАРКА И РЕЗКА МЕТАЛЛОВ
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и кремний. Сварочные выпрямители выполняются р подавляющем большинстве случаев по трехфазной схеме, преимущества котороГ заключаются в большом числе пульсаций напряжения (рис. 8) и более равномерной загрузке трехфазной сети.
Одним из весьма распространенных являет — 1 ■ ся сварочный выпрямитель ВСС-300-3. Он со — : стоит из понижающего трехфазного трансформатора с подвижной обмоткой, блока селеновых вентилей и ус ройсгва, регулирующего сварочный ток. Трансформатор выпрямителя имеет два (Иипазона регулирований св ірочног з тоКЬ: диапазон палых токов при бк почении обмоток трансформатора зі ;здой и диапазон больших токов — при включении треугольнике»!.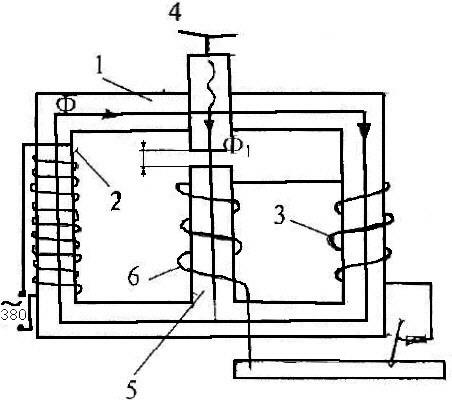
Сварка пульсирующим постоянным током может произвпдгтьст на прямой и обратной полярности.. При прямой поляриости изделие
а)
/жж
Рис. 8. Трехфазная схема выпрямления переменного тока:
а — схема включения, б — выпрямленный ток внешней цепи; 1, 2, 3, 4, 5, б — полупроводниковые вентили (диоды)
подсоединяется к клемме (+} выпрямителя, а электрод — к клемме (—), при обратной полярности — наоборот.
Ві лючение сварочного выпрямителя ВСС-300-3 осуществляется пакетным выключателем ПВ.
Техническяг характеристика. на сварочные выпрямители других типов Дана в гл. XXI.
♦
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Лазерная гравировка и резка
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель для своего апарата?
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua
Большая Энциклопедия Нефти и Газа
Cтраница 1
Сварочные выпрямители типа ВСС выпускаются на 300 и 120 а. На рис. 32 приведена схема серийного сварочного выпрямителя типа ВСС-300-3 на 300 а. При увеличении расстояния между первичными и вторичными обмотками магнитные потоки рассеяния и индуктивное сопротивление в трансформаторе повышаются, в результате чего сварочный ток уменьшается.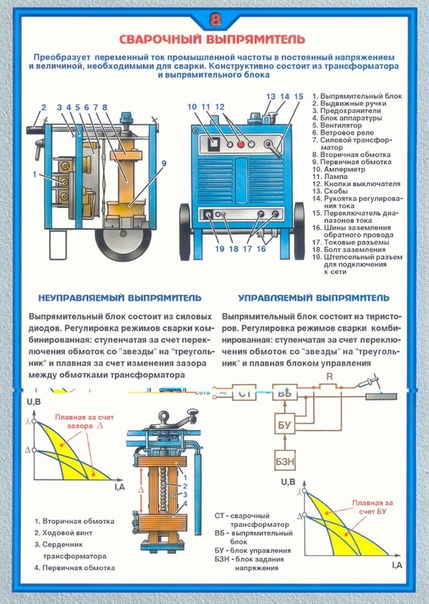
| Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3. [3] |
Сварочные выпрямители типа ВСС выпускают на номинальную силу тока 300 и 120 А. [4]
Сварочный выпрямитель типа ВКС-500 предназначен для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, резки и наплавки. [5]
| Принципиальная электрическая схема сварочного выпрямителя ВСС-300-3. [6] |
Сварочные выпрямители типа ВСС выпускают на номинальную силу тока 300 и 120 А. [7]
Сварочный выпрямитель типа ВКС-500 предназначен для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, резки и наплавки. [8]
Сварочный выпрямитель типа ВД-506Д ( рис. 5.18) предназначен для ручной дуговой сварки покрытыми электродами изделий из сталей на постоянном токе. Имеет возможность подключения приставки для арго-нодуговой сварки ( БУСП-TIG) и пульта дистанционного регулирования тока. [9]
[9]
Сварочные выпрямители типов ВСС-120-4 и ВСС-300, предназначены для ручной дуговой сварки, резки и наплавки металлов постоянным током. [10]
Сварочные выпрямители типов ВКС-120, ВКС-300 и ВКС-500 предназначены для ручной и автоматической дуговой сварки постоянным током изделий из малоуглеродистой стали и в ряде случаев могут использоваться для сварки нержавеющей стали в защитных газах неплавящимся электродом. [11]
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением. [12]
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных-блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками.
| Технические данные сварочных выпрямителей. [14] |
Сварочный выпрямитель типа ВДМ-1601 является многопостовым и обеспечивает работу на 9 постах. Сварочный ток, обеспечиваемый на одном посту, при этом составляет 315 А. [15]
Страницы: 1 2 3
www.ngpedia.ru
№2
ИЗУЧЕНИЕ УСТРОЙСТВА И РАБОТЫ ИСТОЧНИКОВ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Изучить сущность и основные способы дуговой сварки; сущность, строение и статическую характеристику дуги; требования, предъявляемые к источникам питания сварочной дуги; устройство и принцип работы сварочных трансформаторов, генераторов и выпрямителя.
Задание
Изучить по учебникам сущность, способы дуговой сварки, физическую сущность, строение и статическую характеристику дуги.
Уяснить каким требованиям должны удовлетворять источники питания сварочной дуги.
Ознакомиться в лаборатории с устройством и регулировкой сварочных трансформаторов, научиться рисовать их электрические схемы.

Определить режим работы, при котором трансформатор работает не перегреваясь.
Ознакомиться в лаборатории с устройством и регулировкой сварочных преобразователей и генер

Сварочные выпрямители с крутопадающими внешними характеристиками | Строительный справочник | материалы — конструкции
Сварочные выпрямители применяют для ручной дуговой сварки и для сварки неплавящимся электрдом в защитных газах. Сварочный выпрямитель в этом случае состоит из понижающего трансформатора и выпрямительного блока. К этой группе относятся выпрямители ВСС-300-3, ВСС-120-4, В КС 500 и др.
Технические характеристики выпрямителей с крутопадающими внешними характеристиками
| Параметры | Тип выпрямителей | ||||
| ВСС-300-3 | BCC-120-4 | BKC-500 | ВД-301 | ВД-502 | |
| Напряжение питающей сети, В Номинальный ток (при ПР-65%), А Напряжение холостого хода, В Пределы perулирования тока, А Мощность, кВА Масса, кг | 380/220 300 58-65 35-300 13,2 68 240 | 380/220 120 57-63 15-130 5,1 59 1 40 | 380/220 500 (ПР-60%) 65-74 65-550 23,5 75 410 | 380/220 300 (ПР-60%) 65-68 40-330 — 72 225 | 220/380 500 (ПР-60%) 80 — 42 — 350 |
Сварочный выпрямитель ВСС-300 (рис.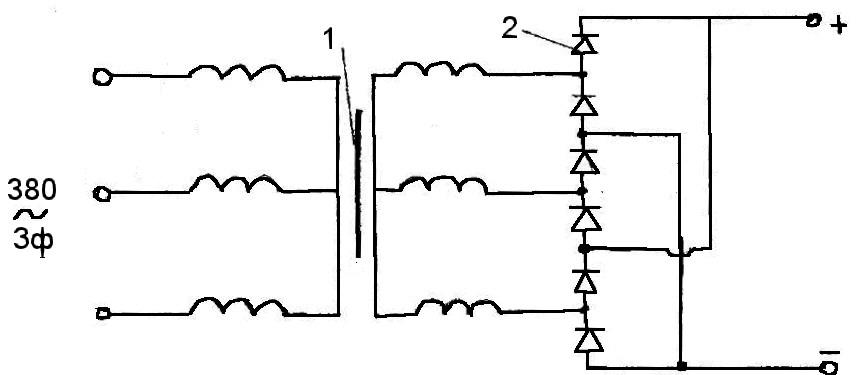 1) представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора.
1) представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора.
|
Рис. 1. Конструктивное исполнение сварочного выпрямителя ВСС-300: 1 — вентилятор, 2 — неподвижная обмотка, 3 — магнитопровод трансформатора, 4 — рукоятка с механизмом премещения подвижной обмотки трансформатора, 5 — подвижная обмотка трансформатора, 6 — блок селеновых выпрямителей, 7 — кожух |
Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования величины сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» на «звезду» (рис. 2). Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100X400 мм.
2). Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100X400 мм.
Рис. 2. Принципиальная электрическая схема выпрямителя ВСС-300: а — соединение обмоток трансформатора «треугольником» при сварке током большой величины, б —соединение обмоток трансформатора «звездой» при сварке током малой величины,ПМ — пускатель магнитный, РВ — реле контроля вентиляции, ПВ — пакетный выключатель, М — двигатель вентилятора, ДП — доска переключения, Тр — трансформатор понижающий, ВС — выпрямитель селеновый, К3 — конденсатор защитный. |
Электрическая схема обеспечивает выключение выпрямителя от чрезмерного перегрева. Выпрямитель снабжен фильтрами для подавления радиопомех.
Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители) | Строительный справочник | материалы — конструкции
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямители установки (сварочные выпрямители).
Сварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток В постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают.
Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большое распространение потому, что они дешевые и обладают большой перегрузочной способностью (их к. п. д. около 75 %).
Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами (табл.), так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые.
Дефицитные медные обмотки заменены в них на алюминиевые.
Сравнение технических характеристики сварочных преобразователей и выпрямителей
| Параметры | Тип преобразователя | Тип выпрямителя | |||||
| ПСО-300 | ПСО-500 | ПСМ-1000 | ВСС-300 | ВД-301 | ВКС-500 | ВКСМ-100 | |
| Номинальный сварочный ток (при ПР-65%), А К. п. д., % Потери при холостом ходе, кВт Масса, кг | 300 55 2,3 305 | 500 60 4,1 540 | 1000 76 — 950 | 300 66 0,65 240 | 300 72 0,65 225 | 500 75 1,26 385 | 1000 87 — 650 |
Принцип работы сварочного выпрямителя
Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой.
Рис. 1. Принципиальные типовые схемы выпрямителей: а — однофазная мостовая, б — трехфазная мостовая |
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использованне трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
- с крутопадающими характеристиками
- с жесткими (или пологопадающими) характеристиками
- универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.

Сварочные генераторы постоянного тока подразделяются:
- по количеству питаемых постов — на однопостовые и многопостовые;
- по способу установки — на стационарные и передвижны;
- по роду привода — генераторы с электрическим приводом и на генераторы с двигателями внутреннего сгорания;
- по конструктивному выполнению — однокорпусные и двух- корпусные.
По форме внешних характеристик сварочные генераторы могут быть:
- с падающими внешними характеристиками;
- с жесткими и пологопадаюшими характеристиками;
- комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или полого падающие характеристики).
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие пo следующим трем основным схемам:
- генераторы с независимым возбуждением и размагничивающей последовательной обмоткой;
- генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
- генераторы с расщепленными полюсами.

Ни один из трех видов генераторов с падающими внешними характеристиками не выделяется существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
Сварочный выпрямитель ВС-300 Б
Сварочный выпрямитель марки ВС-300Б (с блоком управления полуавтоматом, встроенным) используется в качестве источника для полуавтоматической дуговой сварки сварочной проволокой в среде защитных газов на постоянном токе коррозионостойких, углеродистых, легированных сталей.
Данный выпрямитель имеет жесткую внешнюю хар-ку и ступенчатую регулировку выходного напряжения. Большая мощность, и малые габариты позволяют успешно конкурировать с похожими выпрямителями в тяжелых производственных условиях и при ремонтно- восстановительных работах.
Выпрямитель сварочный ВС-300Б имеет 20 ступеней регулировки и может стыковаться с подающими механизмами типа ПДГ.
Данные выпрямители имеют ряд преимуществ:
Стыковка с любым видом подающих механизмов типа ПДГ
— Надежность и простота конструкции, которая обеспечивает высокую долговечность эксплуатации
— Малые габариты и масса
— Удобство передвижения к месту работы
Технические характеристики выпрямителя сварочного ВС-300 Б
Питание сети, | 380 В, 50 Гц, 3 фазы |
Номинальный сварочный ток, А (при ПВ, %) | 315 (80) |
Пределы регулирования сварочного тока, А | 50-350 |
Номинальное рабочее напряжение, В | 32 |
Напряжение холостого хода, В, не более | 45 |
Количество ступеней регулирования | 20 |
Потребляемая мощность, кВа, не более | 25 |
Масса, кг, не более | 120 |
Габариты, мм, не более | 850х420х800 |
Смотрите также Источники и выпрямители для полуавтоматической и автоматической сварки:
Сварочный выпрямитель что это такое
Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети.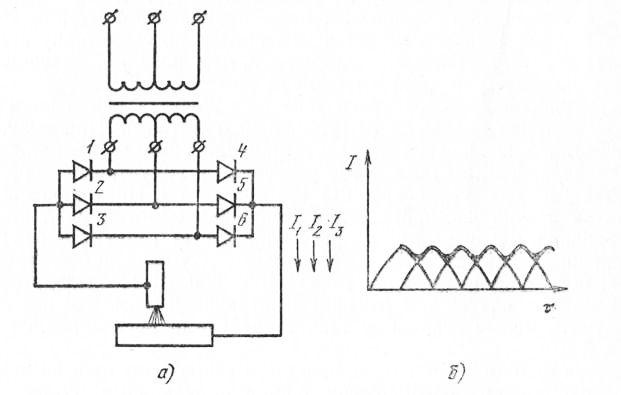 На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
- блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
 Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
 Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
 В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.Читайте также: Типы электродов для ручной дуговой сварки
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
 Благодаря этому снижается вероятность травматизма среди сварщиков;
Благодаря этому снижается вероятность травматизма среди сварщиков;Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Сварочный выпрямитель — описание, устройство, как работает, разновидности и рейтинг сварочных выпрямителей
03.02.2020
Выпрямитель – источник сварочного тока. Он преобразует переменный ток в постоянный, поддерживая работу дуги. Сварочные выпрямители используют для работы с цветными металлами, низкоуглеродистой и высоколегированной сталью, а также всевозможными сплавами. Выпрямители необходимы и при сварке обратной полярности, основанной на отрицательном заряде.Принцип работы сварочного выпрямителя
Конструкция включает силовой трансформатор. Этот элемент принимает нагрузку, чтобы затем передать в сегмент, который непосредственно преобразует ток в импульсный. Также есть выпрямляющий трансформатор, который отвечает за превращение импульсного тока в постоянный. На данном этапе ток проходит через резисторы, которые увеличивают его силу, но повышают напряжение. Также конструкция всех выпрямителей предусматривает регуляторы, кабели и охлаждающую систему.В процессе работы на входную обмотку силового элемента поступает сетевой ток. Его величина уменьшается до значения, которая соответствует холостому ходу сварки. Когда он поступает на выпрямляющий элемент, он стабилизируется до постоянной величины. За превращение импульсного в постоянный отвечает полупроводниковый диод. Регуляторы же отвечают за стабилизацию и поддержку значений силы.
Сварочные выпрямители позволяют с высокой точностью регулировать показатели тока. От трансформаторов это оборудование отличается способностью не только увеличивать силу тока, но также делать показатели постоянными. Это необходимо для высокой устойчивости дуги. Во время работы полупроводниковые диоды сильно нагреваются, и поэтому необходима система охлаждения. В этом качестве чаще всего используют вентиляторы.
Схема выпрямителя
Достоинства и недостатки
У оборудования множество преимуществ:- высокий коэффициент полезного действия,
- гарантия устойчивого горения дуги,
- высокое качество сварного шва,
- надежность и долговечность,
- минимум брызг при работе,
- равномерная нагрузка фаз,
- простота управления,
- экономичность.
Особенности использования
Он неприхотливый в обслуживании, редко требует ремонта, поскольку в его конструкции мало слабых мест. Тем не менее, важно перед началом работы и после ее окончания осматривать оборудование, чтобы убедиться в целостности контактов, а также проверить исправность вентилятора, которые отвечает за охлаждение диодов.Техника безопасности требует исключить контакты оборудования с влагой, тем более – попадание ее внутрь механизмов. Периодически аппарат нужно продувать сухим чистым воздухом, чтобы удалить пыль и мелкую грязь. Желательно делать это хотя бы раз в месяц.
В продаже представлены сварочные выпрямители, рассчитанные на сваривание металлов до 5 см толщиной. Благодаря тому, что показатели тока регулируются, даже такие аппараты подходят для сварки металла около 1 мм. Кроме непосредственно сварки, оборудование используют для плавки кромки металла, а также его резки. Для резки следует увеличить силу тока, и тогда дуга сможет прожечь сталь, чугун.
Виды сварочных выпрямителей
Аппараты классифицируют по разным показателям. Например, по сфере применения: бытовые, профессиональные и полупрофессиональные модели. Разница между тремя этими классами выпрямителей заключается в рабочем напряжении. Различают аппараты и по способу регулировки напряжения: витковому, магнитному, импульсному и фазовому.Сварочные выпрямители, в свою очередь, могут различаться количеством фаз: от 1 до 3. Однофазное оборудование – бытовое, его применяют только при одном держателе электродов. Трехфазные модели состоят из 6-12 полупроводниковых диодов, подключенных параллельно. Для двухфазного оборудования характерно последовательное или параллельное подключение мостов. Наибольшим спросом пользуются трехфазные, поскольку они способны работать с металлом разной толщины.
Для бытового использования обычно выбирают инверторные модели. Конструктивно они отличаются тем, что напряжение понижает трансформатор, а за подачу постоянного напряжения – выпрямляющий блок. Преобразование значений происходит при высокой частоте.
Рейтинг моделей выпрямителей
Чтобы облегчить выбор аппаратов, мы составили рейтинг профессиональных выпрямителей. При этом мы учитывали не только технические характеристики, длительность гарантии и соотношение цены/качества, но также отзывы покупателей.1. Почетное первое место рейтинга достается ВДМ-1601С У3. Это надежное промышленное оборудование на 10 постов, которое подключается к трехфазной сети. Оно работает в закрытых помещениях, но не подходит для работы в среде, насыщенной взрывоопасной пылью или газами, воздействующими на изоляцию и металлы. Номинальная частота тока – 50 Герц, номинальный сварочный ток – 1600-3000 Ампер. Внешняя характеристика – жесткая, а коэффициент одновременности работы постов – 0,5. Номинальный ток одного поста – 315 Ампер.
2. «Серебро» достается модели ВДМ-1600С У3 на 8 постов. Она предназначена для сварки, резки и наплавки металлов в закрытых помещениях. Этот мощный выпрямитель не рассчитан на температуру окружающей среды выше 40̊C и влажности окружающей среды выше 80%. Оборудование подключается к трехфазной промышленной сети, частота – 50 Герц. Номинальный сварочный ток – 1600 Ампер, а напряжение холостого хода – 70 Вольт. Масса модели – 300 кг.
3. Модель сварочного выпрямителя ВДМ-1200С У3. Это многопостовая модель: она предусматривает 4 поста. Аппарат рассчитан на работу в закрытых помещениях, но важно, чтобы относительная влажность воздуха не превышала 80%. Использование этого выпрямителя, когда воздух насыщен взрывоопасной пылью, запрещено. Также нельзя его включать при попадании в воздух значительного количества газов, разрушающих металл. Номинальный сварочный ток – до 1200 Ампер. Напряжение холостого хода – не более 70 Вольт. Вес оборудования значительный: 180 кг.
4. ВДМ-561С У3. Это еще одна модель российского производства, она предусматривает 2 сварочных поста. Выпрямитель рассчитан на работу в помещениях с естественной вентиляцией. Температура воздуха не должна превышать 40̊C, а относительная влажность должна быть не выше 80%. Нельзя использовать эту модель, если воздух насыщен токопроводящей пылью, едкими парами и газами. Выпрямитель подключается к трехфазной сети, номинальный сварочный ток – 560 Ампер.
5. Трехфазная модель ВД-401. Она рассчитана на работу с низкоуглеродистой, нержавеющей и низколегированной сталью. Система охлаждения использует стандартный вентилятор, для большего удобства предусмотрен амперметр. Сварочный ток регулируется механически, ход регулировки плавный. Аппарат работает от трехфазной сети, частота – 50 Герц. Пределы регулирования сварочного тока – 60-400 Ампер. Напряжение холостого хода – не более 80 Вольт.
6. Модель от российского бренда«Кавик»: ВД-306 У3. Это надежное и долговечное оборудование для сварки, резки и наплавки. Оно предназначено для работы в помещении с температурой воздуха не выше 40̊C, использовать его во взрывоопасной среде запрещено. Модель не рассчитана на работу со сталью, которая разрушается, а также с поврежденной изоляцией. При работе с этим аппаратом нельзя допускать попадания в воздух большого количества пыли, проводящей ток. Выпрямитель работает от трехфазной сети, частота – 50 Герц. Пределы регулирования – 30-315 Ампер.
7. Трехфазный ВД-301 — еще одна модель от «Кавик». Эта модель рассчитана на ручную сварку сталей: нержавейки, низколегированной, низкоуглеродистой. Система охлаждения у аппарата стандартная: вентилятор. Зато для большего удобства работы предусмотрен надежный амперметр. Он пригодится, ведь регулятор механический, он работает плавно. Подключается оборудование к трехфазной сети, частота – 50 Герц. Номинальный сварочный ток – 315 Ампер, пределы регулирования – 30-315 Ампер.
8. Российская модель Дуга 318М1. Это профессиональное оборудование, способное работать от однофазной и трехфазной сети. Его задействуют в таких сферах, как машиностроение, строительство и обслуживание газопроводов. Большой плюс модели, который завоевал ей место в рейтинге лучших, – это практически полное отсутствие брызг при сварке. Аппарат способен непрерывно работать при значении 200 Ампер, а при максимальном токе гарантирована стабильная работа оборудования в течение часа. Модель надежная, предусматривает 1 пост. Напряжение холостого хода – 60-75 Вольт.
При выборе оборудования нужно учитывать не только технические характеристики, но также условия работы. Соблюдение техники безопасности – важное условие при эксплуатации сварочных аппаратов.
Основы эксплуатации, мониторинга и обслуживания выпрямителя
Устойчивость, кажется, является последней модной фразой, а катодная защита (CP) является важным компонентом устойчивости многих металлических конструкций. Что может быть лучше для сохранения и обслуживания инфраструктуры, чем уменьшение коррозии? Некоторые системы CP состоят из расходуемых анодов, которые подвержены естественной коррозии для защиты менее активных металлов, таких как сталь. Другим нужны источники питания, чтобы направлять защитный ток в нужном направлении.Наиболее распространенными источниками напряжения подаваемого тока являются выпрямители, которые могут выйти из строя. Выпрямители в хорошем состоянии могут обеспечить бесперебойную работу системы CP, что снижает затраты на ремонт и рабочее время / время технических специалистов. В этой статье обсуждаются основы эксплуатации и обслуживания выпрямителя вместе с основными рекомендациями.
Устойчивость — это способность терпеть. Основная цель любой системы катодной защиты (CP) — смягчение последствий коррозии. Сохранение трубы или другой металлической конструкции за счет предотвращения коррозионного повреждения позволяет ей выдерживать нагрузку.Таким образом, уменьшение коррозии ведет к устойчивости.
CP обычно достигается с помощью гальванической (протекторной) системы или системы наложения тока. Гальваническая система CP состоит из расходуемых анодов, обычно сделанных из активных металлов (алюминия, магния или цинка), которые подвержены коррозии, чтобы обеспечить защитные токи для менее активного металла, такого как трубопроводная сталь. Система CP наложенного тока (ICCP) использует внешнее питание в виде выпрямителя или другого источника напряжения, который управляет анодами наложенного тока (например,(например, чугун, графит и смешанный оксид металлов) для коррозии с целью распределения защитного тока по структуре (катоду).
Выпрямитель — это электрическое устройство, которое преобразует переменный ток (AC), который периодически меняет направление, в постоянный ток (DC), который течет только в одном направлении. Обязательно, чтобы выпрямитель оставался в состоянии постоянной работы. Поскольку выпрямитель — это электрическое устройство, он уязвим для скачков напряжения. Удар молнии поблизости может вызвать срабатывание автоматического выключателя или короткое замыкание диода.Таким образом, регулярные проверки и мониторинг необходимы для поддержания исправного функционирования выпрямителя с длительным сроком службы.
Безопасность — самый важный аспект всех проверок. Целью любой задачи, связанной с работой выпрямителя, является безопасное выполнение работы, включая использование надлежащих средств защиты.
Эксплуатация
Выпрямитель состоит из трех основных компонентов: трансформатора, блока и шкафа. Назначение трансформатора — безопасно отделить входящее переменное напряжение (первичная сторона) от вторичной стороны, которое регулируется для управления выходным напряжением выпрямителя.Как правило, эти регулировки выполняются с ответвителями, подключенными к вторичной обмотке с интервалами, которые предлагают несколько вариантов настройки. Пакет является фактическим выпрямителем и состоит из набора кремниевых диодов или селеновых пластин, которые функционируют как однонаправленные токовые клапаны. Диоды или пластины сконфигурированы так, что переменный ток периодически течет в одном направлении и блокируется в другом, в результате чего оба направления волны переменного тока текут в одном направлении. В шкафу с тестовой панелью надежно размещены эти компоненты, что позволяет осуществлять мониторинг и другие расширенные операции.
Дополнительные элементы, которые можно найти в типичном выпрямителе, включают автоматический выключатель, измерители выходного напряжения и тока, грозовые разрядники, ограничители перенапряжения, ответвительные шины трансформатора и предохранители.
В таблице 1 перечислены общие правила, которые можно и нельзя делать с выпрямителями. 1 Эта информация помогает обеспечить безопасность персонала, а также надежную и долгосрочную работу выпрямителя.
Мониторинг
Регулярный контроль рекомендуется для всех выпрямительных установок.Основная цель мониторинга — убедиться, что выпрямитель все еще работает, и что скачок напряжения не сработал в выключателе. Некоторые объекты требуют определенных проверок через определенные промежутки времени. Например, операторы трубопроводов природного газа и нефтепродуктов должны проверять свои выпрямители шесть раз в год с интервалами, не превышающими 21 месяц. Кроме того, политика компании может предписывать еще более строгие интервалы проверок.
Мониторинг обычно включает визуальный осмотр и электрические испытания.Визуальный осмотр может включать поиск физических повреждений установки / шкафа / компонентов, признаков перегрева и признаков гнезд насекомых / грызунов, наряду с записью особенностей выпрямительного блока и показаний счетчика / настроек крана. Тестирование часто включает ручные измерения выходного напряжения и тока выпрямителя для проверки точности измерителя и потенциалов структуры к электролиту. Также имеется оборудование для удаленного мониторинга труднодоступных выпрямителей; однако эти устройства лучше всего использовать в качестве дополнения к мониторингу на месте, а не для его замены.
Перед проведением визуального осмотра и тестирования важно надеть соответствующие средства индивидуальной защиты (СИЗ). Следует использовать как минимум защитные очки, кожаную рабочую обувь (при необходимости с водонепроницаемым покрытием) и кожаные или резиновые перчатки. Политика компании может определять дополнительные требования к СИЗ.
При первом приближении к выпрямителю помните о его окружении, например о неровностях почвы, ядовитых растениях или стоячей воде. Используйте все органы чувств для обнаружения признаков неисправности, включая визуальные (например,ж., жжение) и слышимое (например, треск). Проверьте шкаф на наличие переменного тока с помощью утвержденного детектора переменного тока. Старомодный способ определить, наэлектризован ли шкаф (или горячий), заключался в том, чтобы почистить его тыльной стороной руки. С появлением детектора переменного тока в этом больше нет необходимости и необходимости. Постучите по шкафу, чтобы уведомить всех жителей (ос, мышей, пауков и даже змей) о том, что вы входите. Обязательно имейте под рукой спрей от насекомых.
Техническое обслуживание
Основными причинами выхода из строя выпрямителя являются пренебрежение, возраст и молнии.Перед тем как приступить к поиску и устранению неисправностей неработающего выпрямителя, обязательно выключите его как автоматическим выключателем, так и отключением панели. Наиболее распространенные проблемы выпрямителя включают неисправные счетчики, ослабленные клеммы, перегоревшие предохранители, открытую конструкцию / заземляющие провода и повреждение молнии (даже при наличии молниеотводов). Целью поиска и устранения неисправностей является систематическая изоляция компонентов выпрямителя до тех пор, пока не будет обнаружена неисправная деталь, и рекомендуется следовать рекомендациям производителя выпрямителя по обслуживанию и устранению неисправностей.
Протестируйте выключатель, трансформатор, блок выпрямителя, счетчики, предохранители, дроссель, конденсаторы и грозовые разрядники по отдельности. Следите за ненадежными соединениями, признаками искрения и странным запахом. Для проверки целостности конструкции и выводных проводов заземления могут потребоваться дополнительные испытания.
Таблица 2 содержит таблицу поиска и устранения неисправностей 2 , предназначенную для быстрой диагностики проблем выпрямителя.
Общие сценарии и уловки торговли
Часто встречается выпрямитель с выходом по напряжению и без токового выхода.Поскольку выходное напряжение говорит о том, что схемы выпрямления не повреждены, один или оба выходных кабеля могут быть повреждены или заземление анода может быть полностью истощено. Чтобы начать поиск и устранение неисправностей, определите подходящее временное электрически изолированное заземление, такое как водопропускная труба, забор, якорь для растяжки опоры электропередачи или дорожный знак. Выключите выпрямитель, затем отсоедините подводящий провод конструкции и подключите временное заземление к отрицательному выводу. Отрегулируйте планки отводов до одного из самых низких значений и включите выпрямитель.Если выпрямитель теперь выдает и вольт, и ампер, значит, проволочный вывод структуры поврежден. Если по-прежнему нет усилителей, выключите выпрямитель, верните провод структурного вывода к отрицательному выводу, отсоедините провод анодного вывода и подключите временное заземление к положительному выводу. Включите выпрямитель. Если выпрямитель теперь выдает и вольт, и ампер, значит, провод анода оборван или существующее заземление истощено. Если по-прежнему нет усилителей, то требуется дополнительное тестирование для оценки эффективности конструкции и анодных выводных проводов, чтобы определить, связана ли проблема с обоими проводами.
Другой распространенный случай — найти выпрямитель с перегоревшим предохранителем. Это может быть результатом скачка напряжения и просто требует установки нового предохранителя. Однако предохранители выпрямителя могут быть довольно дорогими. Временная установка автоматического выключателя на зажимы предохранителей позволяет проверить работу выпрямителя без использования нескольких предохранителей. Для этого испытания можно использовать типичный домашний автоматический выключатель подходящего размера для применения. Просто прикрепите провода измерительных выводов к каждому концу автоматического выключателя и прикрепите провода к каждому из имеющихся монтажных зажимов предохранителя.Убедитесь, что автоматический выключатель и подводящие провода не соприкасаются с шкафом выпрямителя или любым другим металлическим предметом. Включите выпрямитель. Если прерыватель не срабатывает, просто замените предохранитель. Если автоматический выключатель срабатывает, значит, существуют другие проблемы, и необходимо выполнить дополнительное устранение неисправностей.
Иногда выпрямитель можно встретить с сработавшим автоматическим выключателем. Это может быть результатом скачка напряжения и просто требует перезапуска автоматического выключателя. Однако скачки напряжения нежелательны, поскольку выпрямитель может оставаться выключенным в течение длительного времени.Обязательно проверьте эффективность электрического заземления выпрямителя и следуйте инструкциям Национального электрического кодекса (NEC). При необходимости установите дополнительное заземление. Кроме того, существуют ограничители перенапряжения, которые могут быть установлены для уменьшения скачков напряжения. Обязательно следуйте рекомендациям производителя по размеру.
Уход за выпрямителем также очень важен для предотвращения строительства гнезд насекомыми, грызунами и другими животными. Гнезда насекомых и грызунов могут быть опасны внутри шкафа выпрямителя.Укусы насекомых или даже змеи определенно нежелательны. Однако сами гнезда тоже могут вызвать проблемы. Помимо возможной опасности возгорания, гнездо может препятствовать прохождению воздуха через шкаф выпрямителя и приводить к перегреву (и, в конечном итоге, выходу из строя) компонентов. Следите за тем, чтобы в выпрямитель не попадали насекомые и грызуны. Некоторые из способов удержать вредителей — закрыть все проникновения в шкаф, кроме тех, которые предназначены для вентиляции, или использовать химический пестицид, чтобы уменьшить их интерес к въезду.Для герметизации проходов и каналов можно использовать уплотнение канала или вязко-эластичный аморфный аполярный полиолефин (например, VISCOTAQ † ), чтобы закрыть любое из отверстий шкафа. Простой и эффективный химический пестицид, который идеально подходит для использования в выпрямителе, — это небольшая открытая чашка нафталина. Их легко приобрести, и они очень хорошо работают.
Сводка
Ключом к устойчивости конструкций является эффективное CP как средство контроля / смягчения коррозии. Выпрямители — отличные инструменты, которые помогают обеспечить эффективный ICCP.Они требуют планового контроля и порой мелкого ремонта. Мониторинг и обслуживание выпрямителя необходимы, но их можно выполнять безопасно, что помогает обеспечить надежную и долгосрочную работу выпрямителя.
Благодарности
Автор благодарит за поддержку Integrated Rectifier Technologies, Inc., 15360–116 Ave., Эдмонтон, AB, Канада, T5M 3Z6; Universal Rectifiers, Inc., 1631 Cottonwood School Rd., Rosenberg, TX 77471; ERICO International, 34600 Solon Rd., Solon, OH 44139; Amcorr Products & Services, 8000 IH 10 W.# 600, Сан-Антонио, Техас 78230; Тим Дженкинс; и Дон Олсон.
Ссылки1 «Общие правила обращения с выпрямителями», Integrated Rectifier Technologies, Inc., http://irtrectifier.com/technical-info/rectifier-safety/ (15 июля 2013 г.).
2 «Устранение неисправностей выпрямителя», Universal Rectifiers, Inc., http://www.universalrectifiers.com/PDF%20Files/Troubleshooting.pdf (15 июля 2013 г.).
Эта статья основана на документе CORROSION 2015 No. 5667, представленный в Далласе, штат Техас.
† Торговое наименование.
% PDF-1.3 % 489 0 объект > endobj xref 489 84 0000000016 00000 н. 0000002031 00000 н. 0000004104 00000 п. 0000004324 00000 п. 0000004886 00000 н. 0000005583 00000 н. 0000006323 00000 п. 0000006364 00000 н. 0000006416 00000 н. 0000006642 00000 п. 0000006874 00000 н. 0000006897 00000 н. 0000008545 00000 н. 0000008789 00000 н. 0000009419 00000 п. 0000010125 00000 п. 0000010363 00000 п. 0000010386 00000 п. 0000012034 00000 п. 0000012246 00000 п. 0000012676 00000 п. 0000013147 00000 п. 0000013375 00000 п. 0000014079 00000 п. 0000014235 00000 п. 0000014258 00000 п. 0000015895 00000 п. 0000016139 00000 п. 0000016759 00000 п. 0000016782 00000 п. 0000018190 00000 п. 0000018350 00000 п. 0000018485 00000 п. 0000018845 00000 п. 0000018868 00000 п. 0000020183 00000 п. 0000020522 00000 п. 0000020756 00000 п. 0000020779 00000 п. 0000022389 00000 п. 0000022618 00000 п. 0000022905 00000 п. 0000022927 00000 н. 0000023909 00000 п. 0000023932 00000 п. 0000025106 00000 п. 0000045793 00000 п. 0000069316 00000 п. 0000069639 00000 п. 0000093144 00000 п. 0000100235 00000 н. 0000131572 00000 н. 0000131810 00000 н. 0000132355 00000 н. 0000139791 00000 н. 0000140056 00000 н. 0000148016 00000 н. 0000148095 00000 н. 0000148612 00000 н. 0000151290 00000 н. 0000151497 00000 н. 0000151704 00000 н. 0000165251 00000 н. 0000191028 00000 н. 0000192356 00000 н. 0000209999 00000 н. 0000225747 00000 н. 0000226277 00000 н. 0000226841 00000 н. 0000227379 00000 н. 0000227923 00000 п. 0000228307 00000 н. 0000228801 00000 н. 0000229240 00000 н. 0000229596 00000 н. 0000229876 00000 н. 0000230269 00000 н. 0000230745 00000 н. 0000231245 00000 н. 0000232022 00000 н. 0000232745 00000 н. 0000233390 00000 н. 0000002128 00000 н. 0000004081 00000 н. трейлер ] >> startxref 0 %% EOF 490 0 объект > endobj 571 0 объект > ручей HV} lg #w} d & J & | v.; Γv4q2R6 ܴ cc [.`۴tv
Работа диода — Energy Education
Рис. 1. p-n переход диода вместе с его соответствующей схемой и реальным компонентом. [1] Катод и анод диода помечены так, чтобы обычный ток протекал от анода к катоду через диод.Принцип работы диода может быть трудным для понимания, поскольку он включает довольно продвинутую квантовую механику. Однако на простейшем уровне работу диода можно понять, взглянув на поток положительных зарядов (или «дырок») и отрицательных зарядов (электронов).Технически полупроводниковый диод упоминается как p-n переход . Эти p-n переходы также важны для работы фотоэлементов. Для правильной работы диода требуется процесс, известный как легирование. Полупроводники могут быть легированы материалами так, чтобы они имели избыток легко смещаемых электронов — обычно это называется областью отрицательной или n-типа . Кроме того, они могут быть легированы элементами, которые создают избыток дырок, которые легко поглощают эти электроны — обычно называемые областью положительной или p-типа . [2] [3] Отрицательная и положительная области диода также являются катодом и анодом компонента соответственно (см. Рисунок 1).
Различия между этими двумя материалами и их взаимодействие на очень коротких расстояниях (менее миллиметра) приводят к образованию диода при соединении двух типов. Соединение этих двух типов создает p-n-переход, а область между двумя сторонами называется обедненной областью, поскольку электроны из области n-типа диффундируют и заполняют некоторые дыры в области p-типа.Это создает отрицательные ионы в области p-типа и оставляет положительные ионы в области n-типа (см. Рисунок 2). [4] Он по-разному реагирует на электрические поля в зависимости от направления электрического поля. Это приводит к полезному поведению электроники в зависимости от того, каким образом приложено напряжение (или электрическое поле), это называется смещением.
Смещение
Диод (PN переход) в электрической цепи позволяет току легче течь в одном направлении, чем в другом.Прямое смещение означает подачу напряжения на диод, позволяющее легко протекать току, в то время как обратное смещение означает подачу напряжения на диод в противоположном направлении. Напряжение с обратным смещением не вызывает протекания заметного тока. Это полезно для изменения переменного тока на постоянный. У него есть и другие применения для управления электронными сигналами.
Обратное смещение
Рис. 2. Обратносмещенный p-n-переход с черными кружками, представляющими легко перемещаемые электроны, и белыми кружками, представляющими «электронно-дефицитные» дыры.«В таком соединении с обратным смещением, как этот, электроны покидают черные кружки и движутся к внешней цепи, оставляя больше положительных ионов, в то время как электроны из внешней цепи« заполняют дыры », создавая больше отрицательных ионов.
Если на диод подается напряжение таким образом, что половина диода n-типа была подключена к положительной клемме источника напряжения, а половина p-типа была подключена к отрицательной клемме, электроны из внешней цепи создаст больше отрицательных ионов в области p-типа, «заполняя дыры», и больше положительных ионов будет создано в области n-типа, поскольку электроны смещаются к положительному выводу источника напряжения (см. рисунок 2).Следовательно, область обеднения будет увеличиваться, и напряжение между областями p-типа и n-типа также будет увеличиваться, поскольку общий заряд на каждой стороне перехода увеличивается по величине до тех пор, пока напряжение на диоде не станет равным приложенному напряжению и не будет противодействовать ему, и не компенсирует его, прекратив ток через цепь. Этот процесс происходит почти мгновенно и практически не приводит к протеканию тока через цепь, когда напряжение подается в этом направлении через диод. Это известно как p-n-переход с обратным смещением. [5]
Прямой сдвиг
Рис. 3. Частично и полностью смещенный в прямом направлении p-n переход. Обратите внимание, что для сжатия обедненной области требуется минимальное напряжение.
Когда на диод подается напряжение в противоположном направлении, область обеднения начинает сокращаться (см. Рисунок 3). В диоде с обратным смещением электроны и дырки будут отводиться от перехода, но сценарий с прямым смещением гарантирует, что электроны и дырки движутся к переходу, поскольку они отталкиваются от положительных и отрицательных выводов источника напряжения соответственно. . [1] [6] При достаточно большом приложенном напряжении и дырки, и электроны преодолеют область истощения и встретятся около перехода, где они могут объединиться в непрерывный процесс, замыкая цепь и позволяя течь току. .
Прямое напряжение и напряжение пробоя
Существует минимальное пороговое напряжение, необходимое для преодоления области обеднения, которое для большинства кремниевых диодов составляет значительные 0,7 вольт. Кроме того, напряжение обратного смещения индуцирует через диод небольшой ток, называемый током утечки, которым можно пренебречь для большинства целей.Наконец, достаточно большое обратное напряжение приведет к полному электрическому пробою диода и позволит току течь через диод в обратном направлении. [1]
Для получения дополнительной информации о диодах см. Все о схемах или гиперфизике.
Для дальнейшего чтения
Для получения дополнительной информации см. Соответствующие страницы ниже:
Список литературы
Сварка— перевод на французский — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
Люминесцентная лампа имеет основание, состоящее из трубчатых секций и сделанное за одну операцию сварки .
L’invention Concerne la réalisation d’une ampoule fluorescente dont le pied formé de tubulaires et réalisé en une seule opération de soudure .В 2017 году команды Orano выполнили сложную сварочную операцию на оборудовании, расположенном в ядерной зоне без физического или визуального доступа.
В 2017 году все экипировки Орано обрабатывались на уровне , производились комплексные операции на оборудовании, находящемся в зоне ядерной ядерной зоны, без дополнительных физических возможностей.Кроме того, удаленное устройство сконфигурировано для определения полярности операции сварки .
Кроме того, схема управления сконфигурирована для регулировки полярности операции сварки .
оставаться неподвижным во время операции сварки .
экономия времени по сравнению с обычной ручной сваркой
В предпочтительном варианте осуществления материал содержит сварочные брызги, и поверхность расположена рядом с операцией сварки .
В предварительном режиме реализации, этот материал включает в себя проекцию воды, находящуюся на поверхности, находящуюся в состоянии звука , opération de soudage .Импульсная форма волны Сварочная операция реализуется со ссылкой на заданную скорость подачи проволоки, установленную оператором.
Selon l’invention, une opération de soudage à forme d’onde pulsée est mise en œuvre par réference à une vitesse d’avance de fil ordonnée qui est réglée par un opérateur.Предложены способы и системы для подачи стержня присадочной проволоки на сварочную операцию .
L’invention porte sur des procédés et sur des systèmes pour apporter une tige de fil d’apport lors d’une opération de soudage .После операции сварки концевой фитинг и продольные стержни можно дополнительно обжать для более надежного крепления.
Après l ‘ opération de soudage , le raccord d’extrémité et les barres longitudinales peuvent être факультативно для обеспечения надежной фиксации и твердого вещества.Предпочтительно электрод (35) очищает поверхность корня от двух до четырех раз при подготовке к последующей операции сварки .
Предварительно, электрод (35) нетто-лицо-де-расин-де-де-à quatre fois pour preparer le tube en vue d’une opération de soudage ultérieure.Такая система сводит к минимуму интерференцию дуги и возникновение дуги, в то же время увеличивая скорость движения и производительность операции сварки .
Un tel système permet de réduire au Minimum la education d’arcs perturbateurs et le soufflage d’arc tout en augmentant en même temps la vitesse de déplacement et le rendement d’une opération de soudage .В другом варианте осуществления отслеживается одно или несколько мест крепления, чтобы определить, точно ли сконфигурирована заготовка (440, 808, 1006), перед операцией сварки .
Selon un autre mode de réalisation, un ou plusieurs emplacements de fixation sont Наблюдение за детерминированием si une pièce à usiner (440,808, 1006) является conçue de manière précise avant на opération de soudage .