
Страница не найдена — steelfactoryrus.com
Своими руками
Содержание1 Пневмодомкрат своими руками1.1 Каким должен быть пневматический домкрат1.2 Характеристики пневмодомкрата1.3 Механизм нагнетания воздуха1.4
Сварка
 1 Виды светофильтров1.2 Светофильтр «Хамелеон»1.3 Маркировка светофильтров1.4 Выбор светофильтра1.5
1 Виды светофильтров1.2 Светофильтр «Хамелеон»1.3 Маркировка светофильтров1.4 Выбор светофильтра1.5
Сталь
Сталь
Содержание1 Тесты для определения марки нержавеющих сталей1.
Металл
Содержание1 Производство штампов для холодной штамповки1.1 Особенности технологии холодного штампования1.2 Перечень выполняемых операций во
Своими руками
Содержание1 Терморегулятор своими руками1. 1 Механический терморегулятор1.2 Схема работы простого терморегулятора1.3 Терморегулятор на трех элементах1.4
Страница не найдена — steelfactoryrus.com
Своими руками
Содержание1 Как сделать ручную лебедку своими руками: 5 простых и проверенных способов1.1 Функции лебедки
Сталь
Содержание1 Марки нержавеющей стали: 304, 316 и магнитная нержавейка1.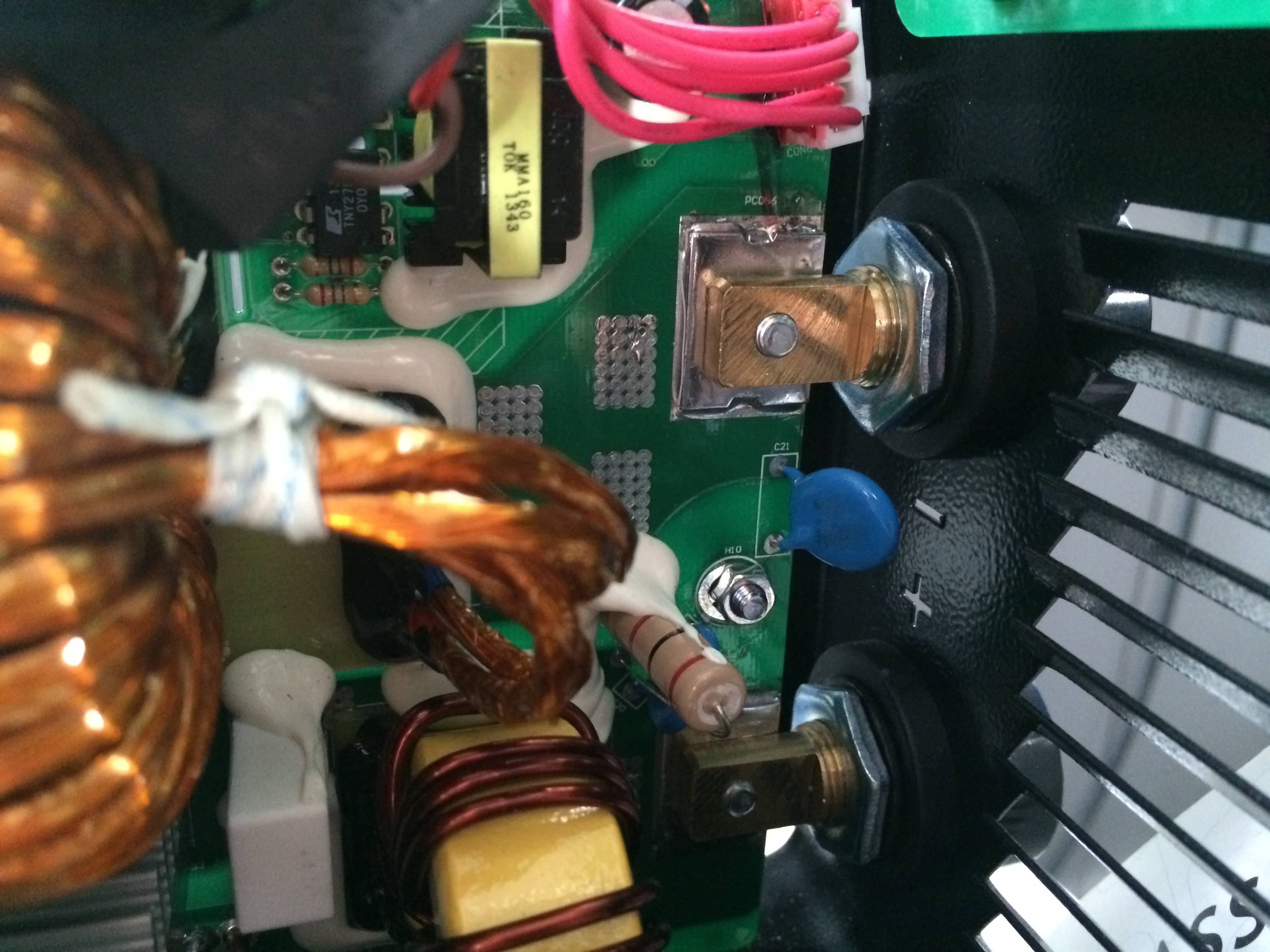 1 Нержавейка марка стали1.2 Марки нержавейки2
1 Нержавейка марка стали1.2 Марки нержавейки2
Металл
Содержание1 Зубило. Виды. Работа. Применение. Заточка. Особенности1.1 Сфера применения1.2 Разновидности зубил и их предназначение1.3
Металл
Содержание1 Бытовые бензорезы по бетону и металлу: разновидности, как изготовить своими руками универсальное оборудование1.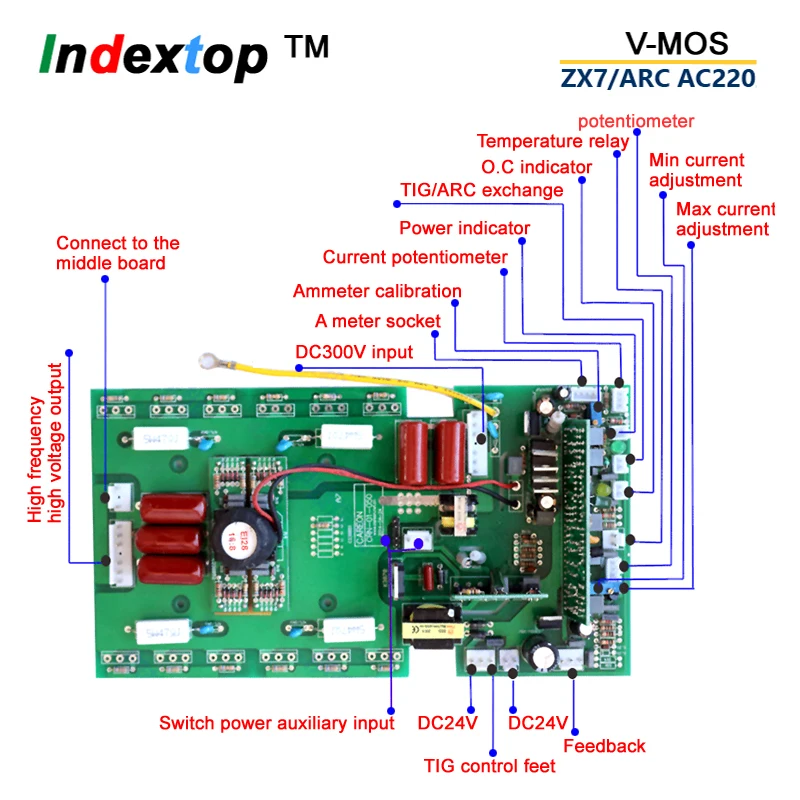 1
1
Своими руками
Содержание1 Чертежи и инструкция изготовления своими руками гидравлического дровокола1.1 Краткий обзор конструкций механических дровоколов1.2
Своими руками
 1 Предназначение и
1 Предназначение и
Основные неисправности инверторов и методы их устранения
Сварочный аппарат часто встречается в домашних мастерских — для личного использования его приобретают даже новички: этот вид техники удобнее, чем трансформатор или выпрямитель.
Пользователи сварочного оборудования отмечают следующие преимущества:
- доступность — приобрести инвертор можно в каждом магазине строительной техники;
- мобильность — самый тяжелый агрегат весит не более 10 килограммов, что упрощает транспортировку инвертора;
- универсальность — подходит для обработки любых металлов;
- малотребовательность — для сварки электродом 3 мм достаточно напряжения 170 В;
- простота эксплуатации — новички предпочитают работать с инвертором благодаря устойчивой рабочей дуге: сварочный шов получается ровным и аккуратным.
Причины поломок
Инверторы, как и любое оборудование, могут выйти из строя. Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Зная типовые поломки, вы легко определите и устраните неисправность — чаще всего диагностика и домашний ремонт сварочного оборудования не вызывают трудностей.
Основные неисправности и пути их решения:
- Дуга горит нестабильно, материал электрода неконтролируемо разбрызгивается. Скорее всего вы выбрали неподходящую силу тока: на каждый миллиметр электрода должно приходиться от 20 до 40 ампер.
- Сварка прилипает к металлу — недостаточно напряжения. Замерьте напряжение в сети и не забудьте очистить клеммы инвертора.
- Нет дуги при включенной аппаратуре — силовые кабели повреждены или перегреты.
- Аварийное отключение — скорее всего сработала защита от короткого замыкания. Проверьте элементы силовой цепи сварочного оборудования — скорее всего, какой-то из них вышел из строя и требует замены.

- Большое энергопотребление при холостом ходе — возникает из-за замыкания витков на токопроводящих катушках. Проблема устраняется полной перемоткой катушек и наложением дополнительных слоев изоляции.
- Отключение аппарата через одинаковые промежутки времени характерно для чрезмерно перегревающихся моделей. Если инвертор внезапно выключился, дайте ему остыть в течение 30–40 минут, прежде чем продолжать работу.
- Блок питания при работе издает посторонние звуки. Необходимо проверить и затянуть в случае ослабления болты, которые стягивают элементы магнитопровода. Если проблема заключается не в этом — проверьте крепеж сердечника или замыкание между кабелями.

Важно! Если из корпуса инвертора идет густой белый дым — не пытайтесь выполнить самостоятельный ремонт, сразу несите оборудование в сервисный центр.
Ремонт в домашних условиях
Чтобы установить причину поломки, проведите визуальный осмотр всех узлов сварочного аппарата, тщательно зачистите окислившиеся контакты с помощью щетки и растворителя. Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
В первую очередь, выходят из строя:
- транзисторы;
- диодный мост;
- система охлаждения.
Их неисправность устанавливается по существенному изменению геометрии.
В таком случае весь ремонт сводится к замене элементов с помощью паяльника. В работе вам также пригодится дополнительное оборудование — мультиметр, вольтметр и осциллограф.
Если по окончании первичных ремонтных работ сварочный инвертор не включается, переходите к более глубокой диагностике — проверьте блоки питания, управления а также силовой блок.
- При возникновении неисправности необходимо немедленно отключить прибор от электросети, дать ему остыть и только после этого снимать кожух.
- Диагностику начинайте с малого — нередки случаи, когда ремонт инвертора заключается в простейшей замене деталей или пропайке контактов.
- Для проверки транзисторов используйте мультиметры, вольтметры и осциллографы.
- Заменив электротехнические элементы, проверьте печатные проводники.
- Не забудьте об обслуживании разъемов после работы с дорожками.
- Проверяйте диодные мосты: они нечасто выходят из строя, но это лишним не будет.
- Если в процессе поиска неисправностей вы дошли до проверки плат и пультов управления, обязательно используйте высокоразрешающий осциллограф.

Если вы провели все диагностики и проверки, но обнаружить поломку так и не удалось — рекомендуем прекратить поиски проблемы и обратиться специализированные мастерские по ремонту сварочного оборудования.
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.

К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель.
Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса.
Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус.
Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы.
Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
 Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Не включается сварочный инвертор
Сварочный инвертор не включается. Ремонт своими руками. Схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
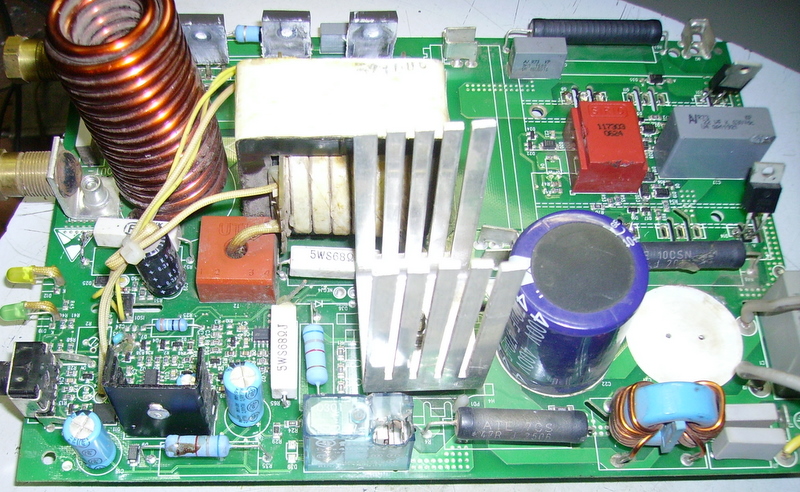
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.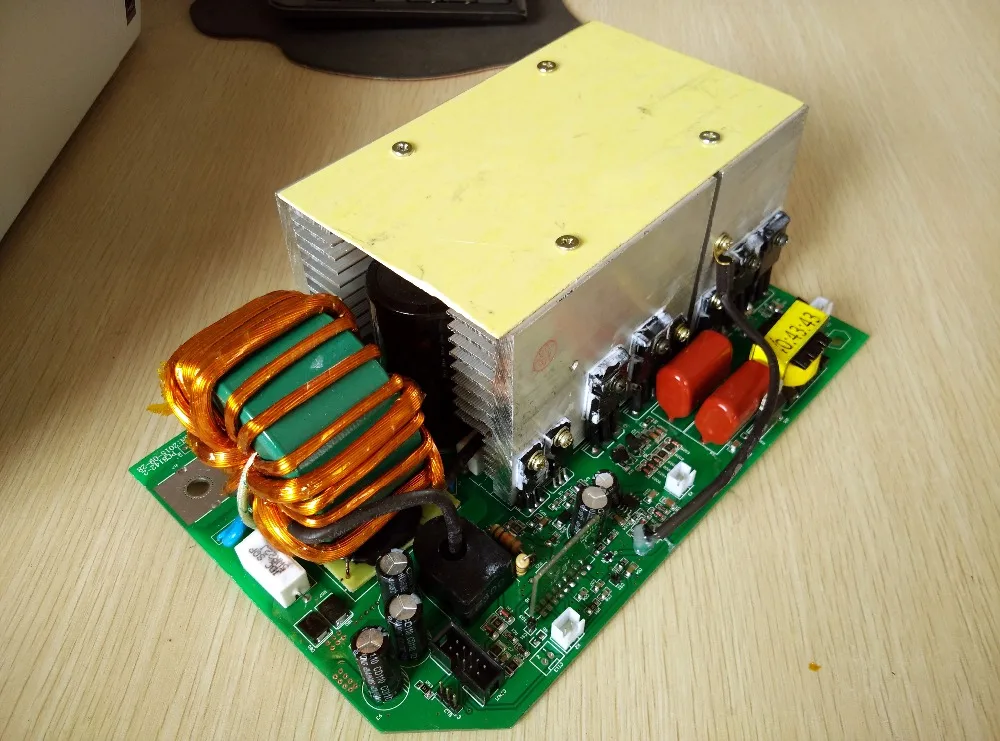
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
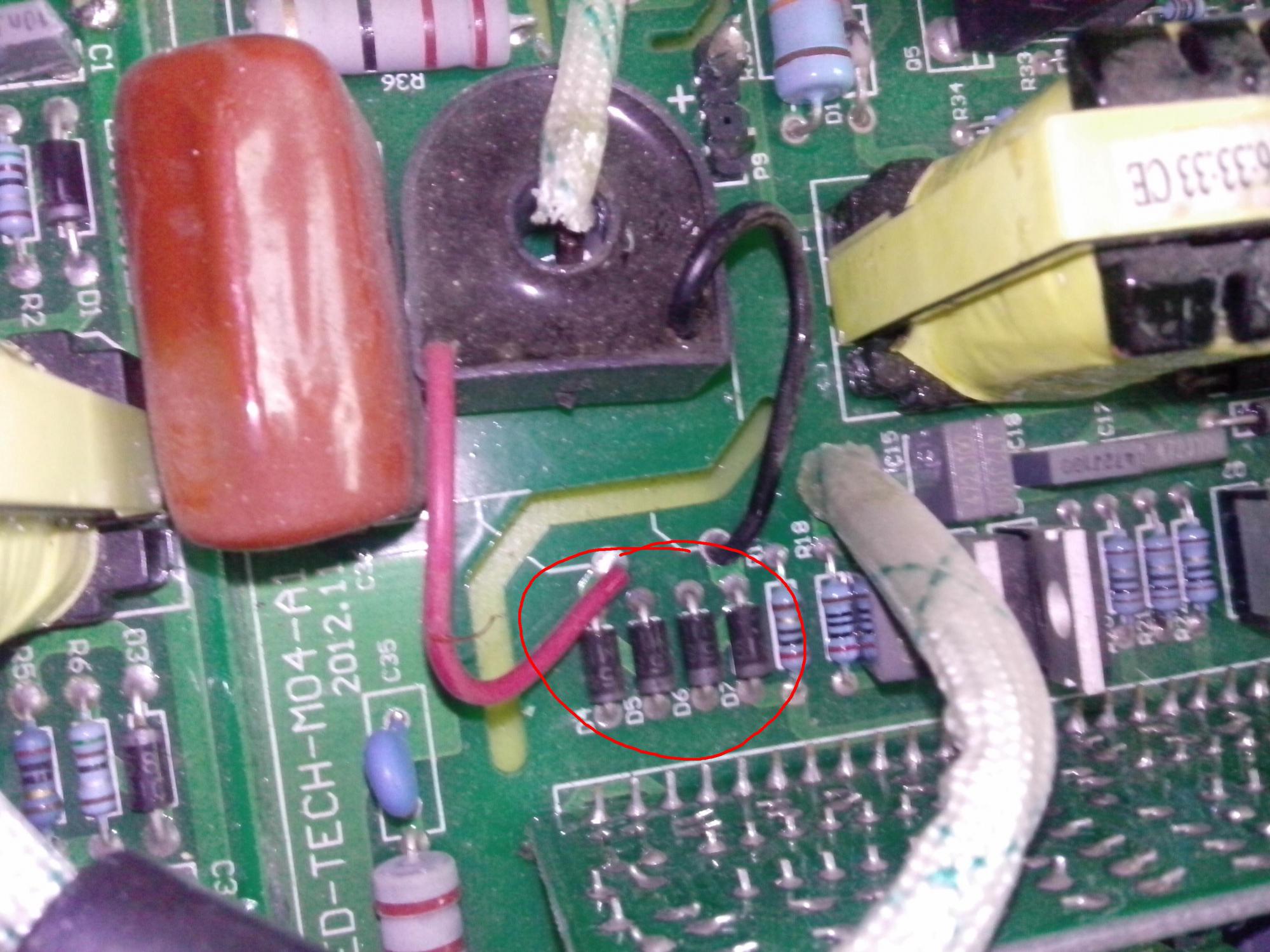
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.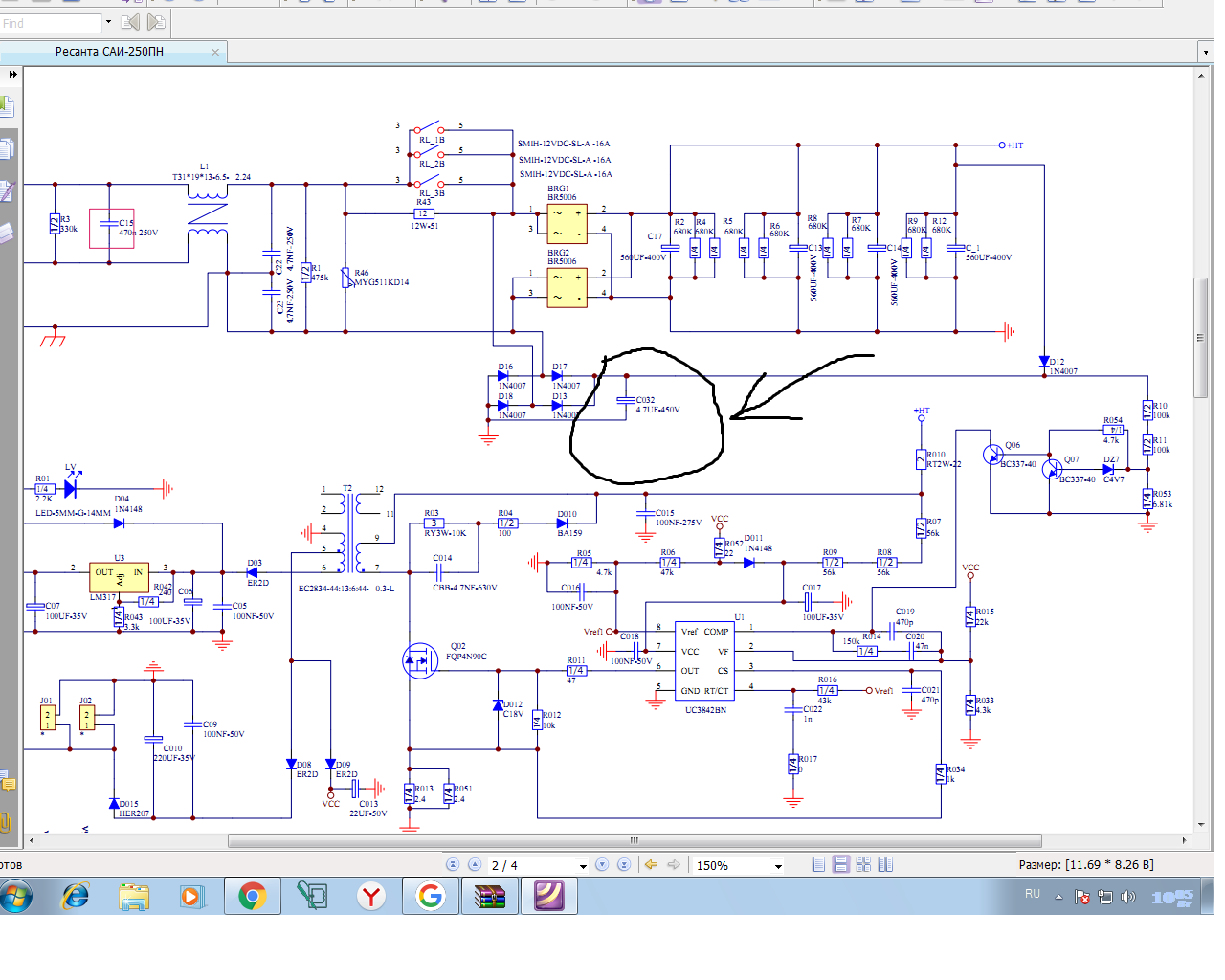
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.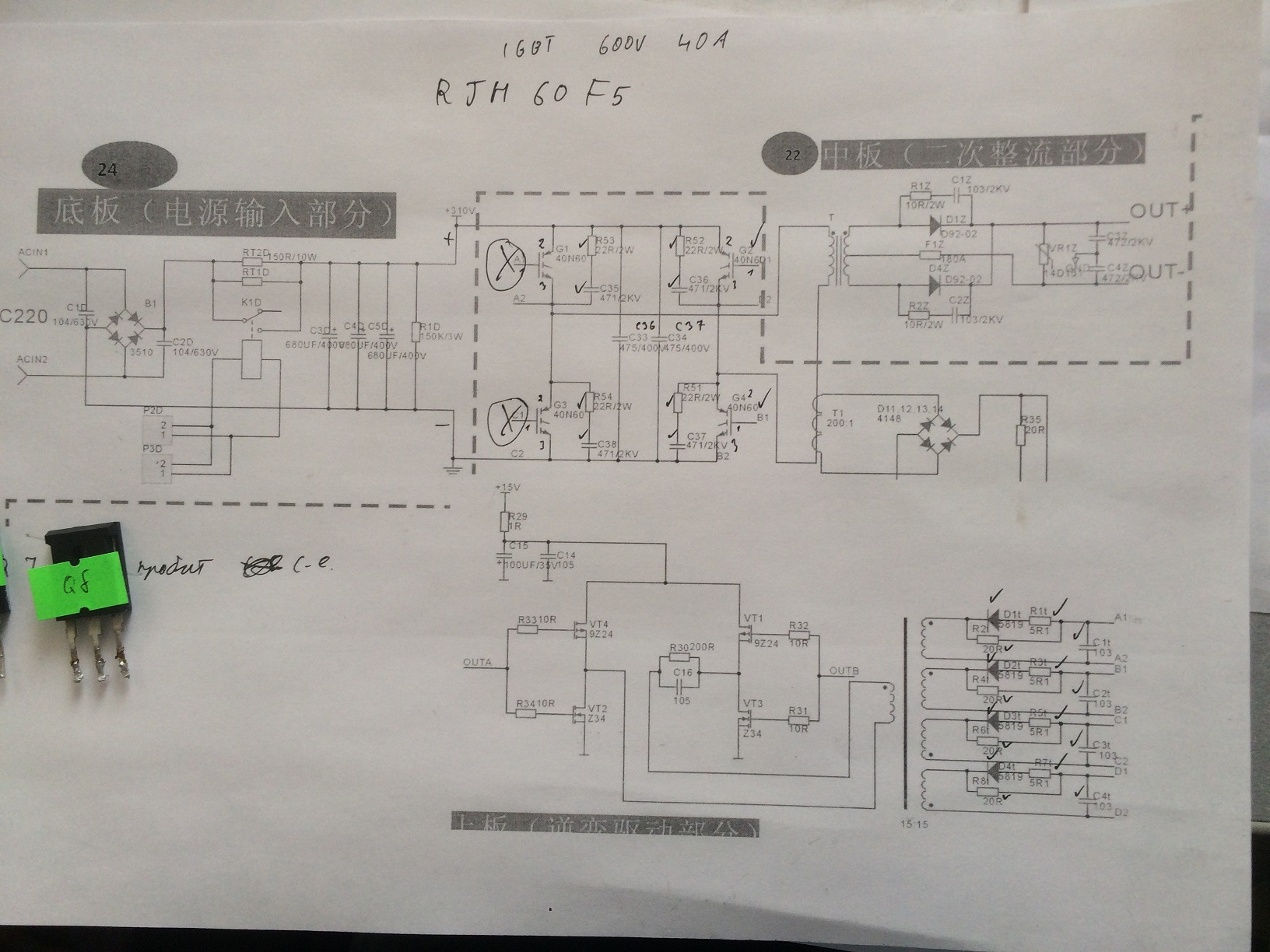
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.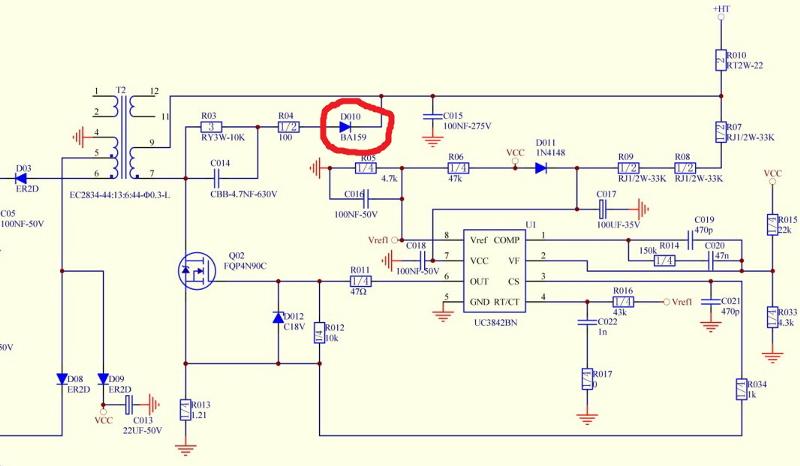
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.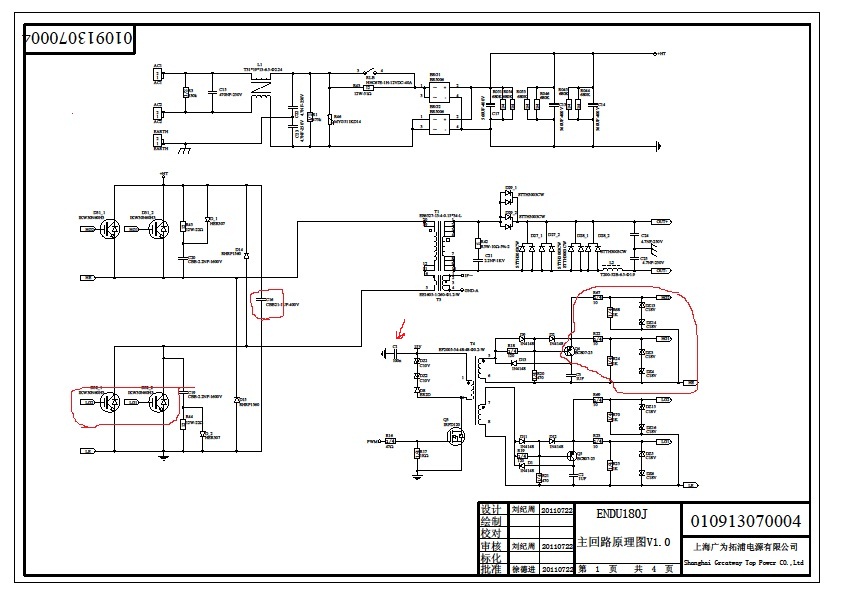 Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
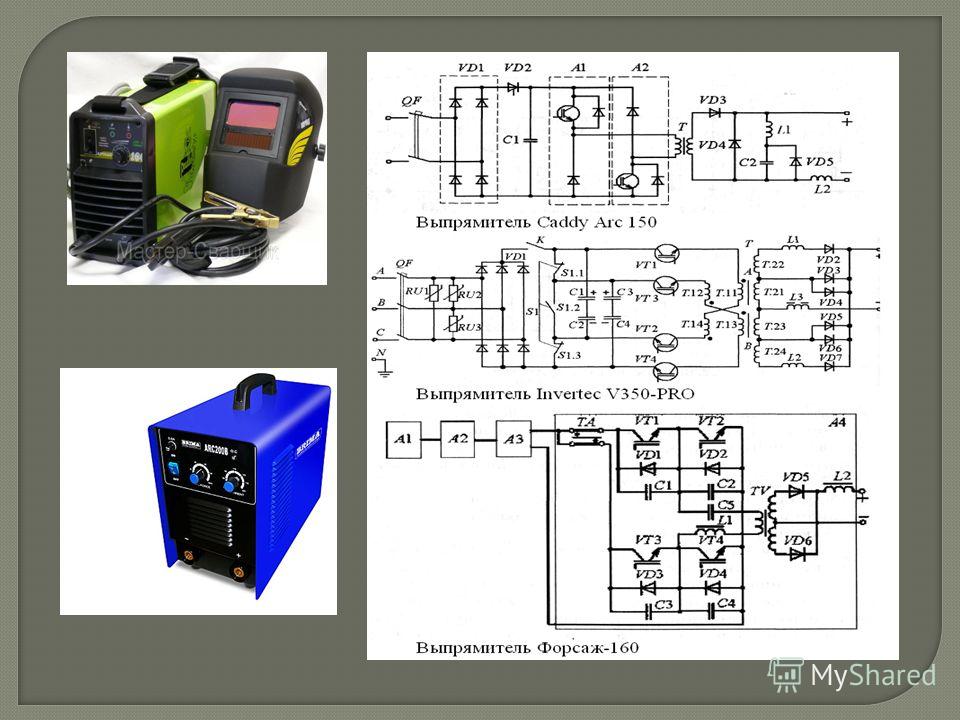
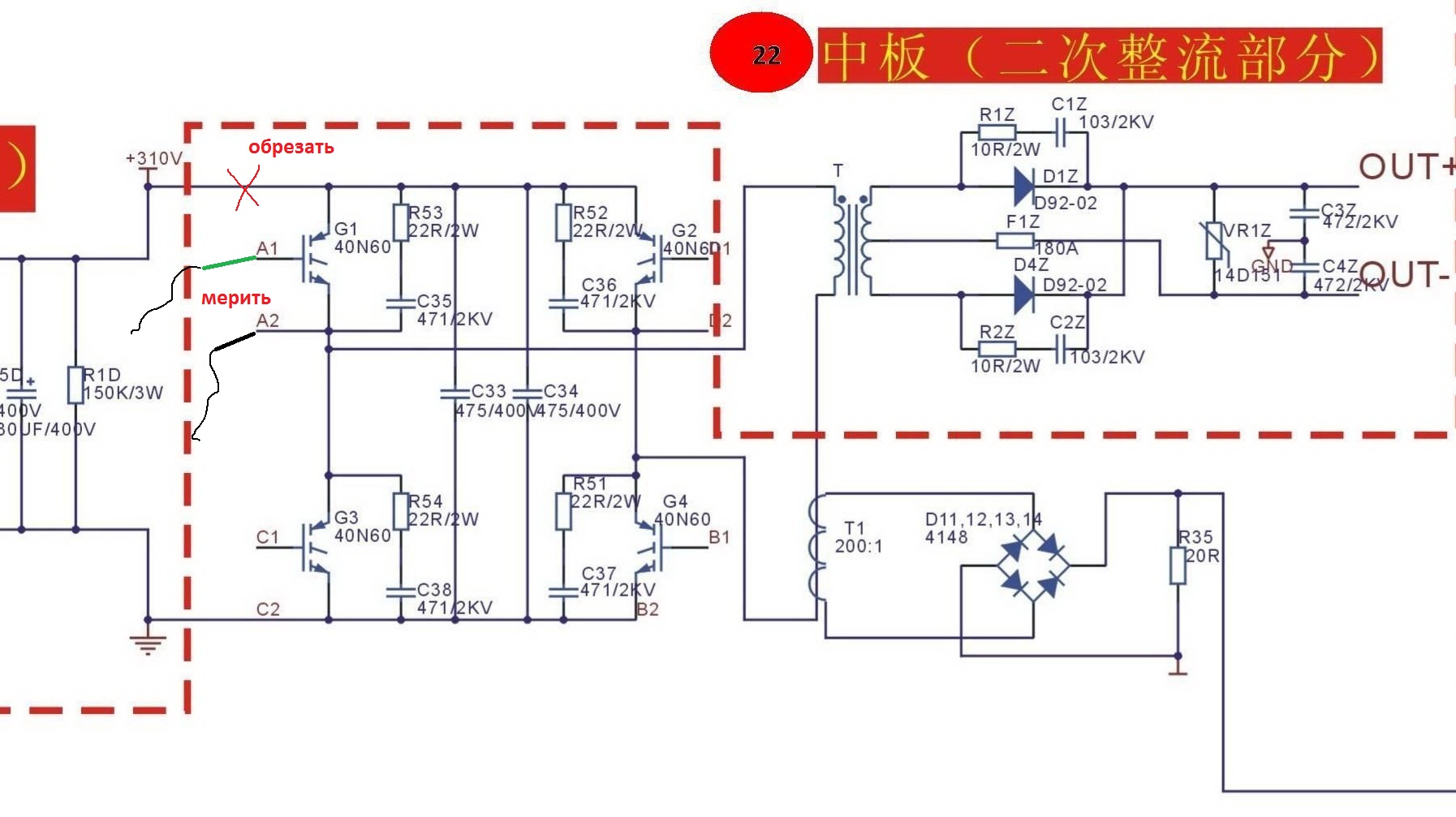
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов.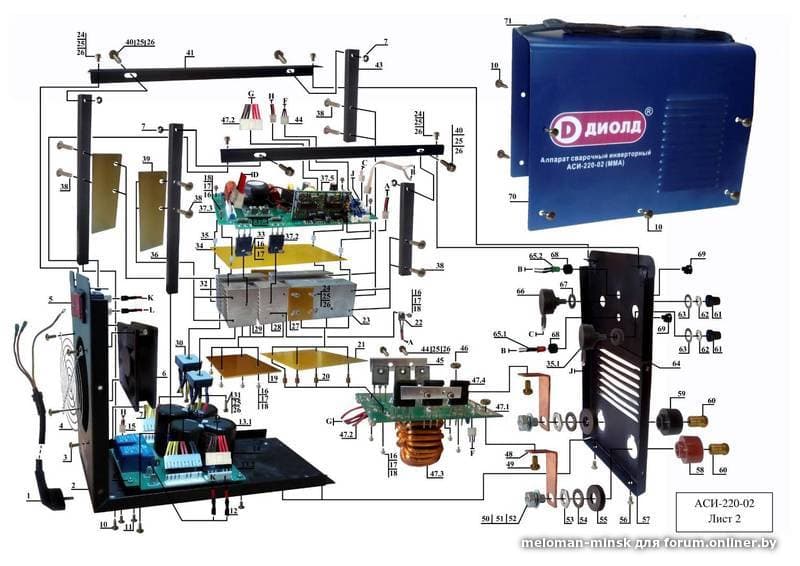 Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется.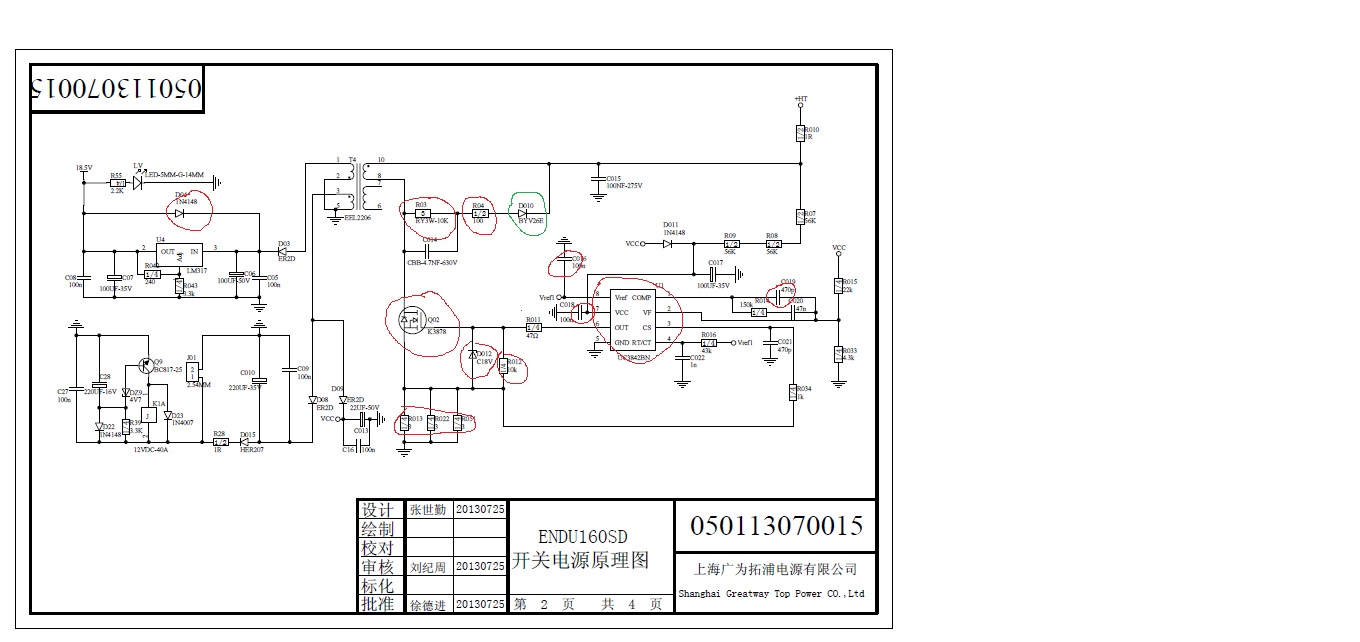 В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.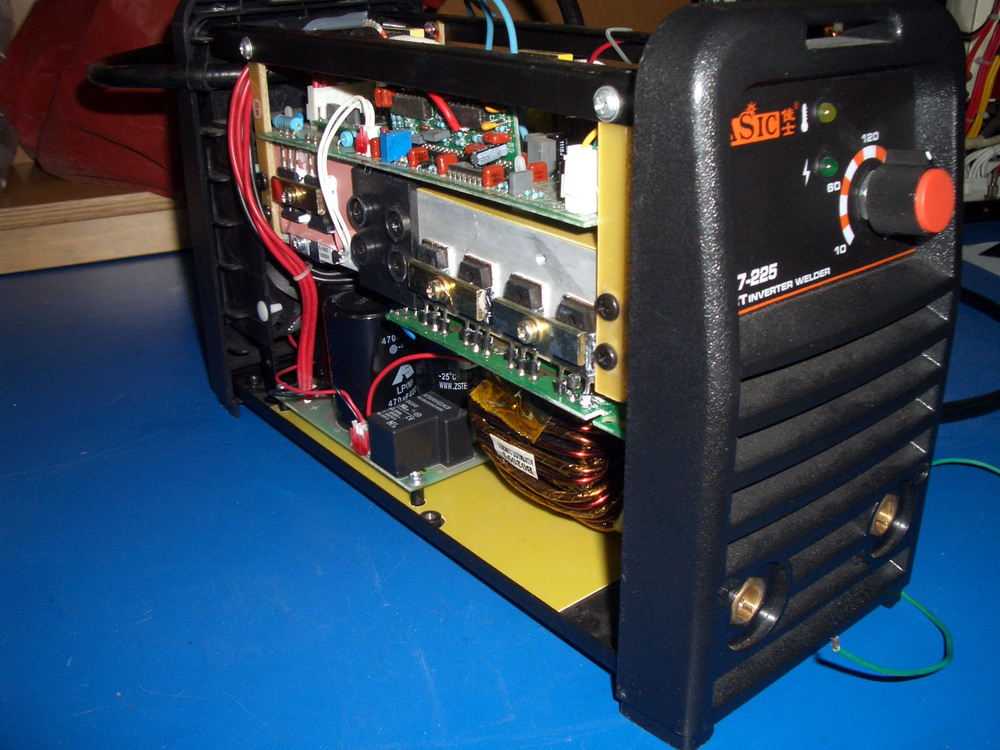
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них..jpg) Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками.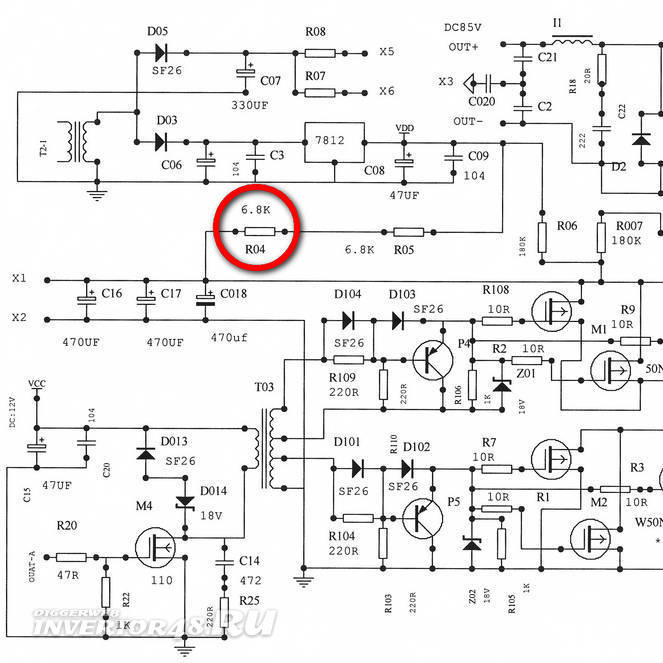 Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Читайте также: Выбор сварочного инвертора
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.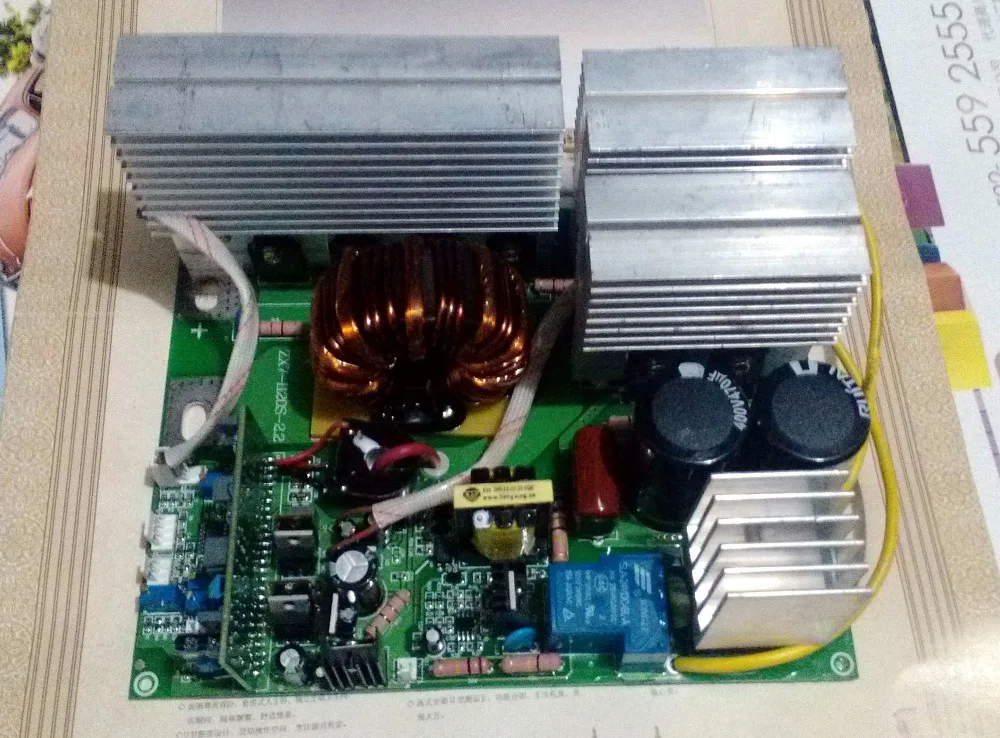
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]какие из них можно устранить самому?
Если залипает электрод, возможно, во внешней сети упало напряжение либо сварочный аппарат загрязнен
«Не включается, гудит, перегревается!» Подобные возмущения то и дело вырываются из уст людей, которые «под руку» со сварочным аппаратом запланировали соорудить стеллаж, арку, забор или что-либо еще. Приходится откладывать работы на определенное время и устранять неисправность. Кому-то удается сделать это самостоятельно, а кто-то вынужден нести технику в ремонт.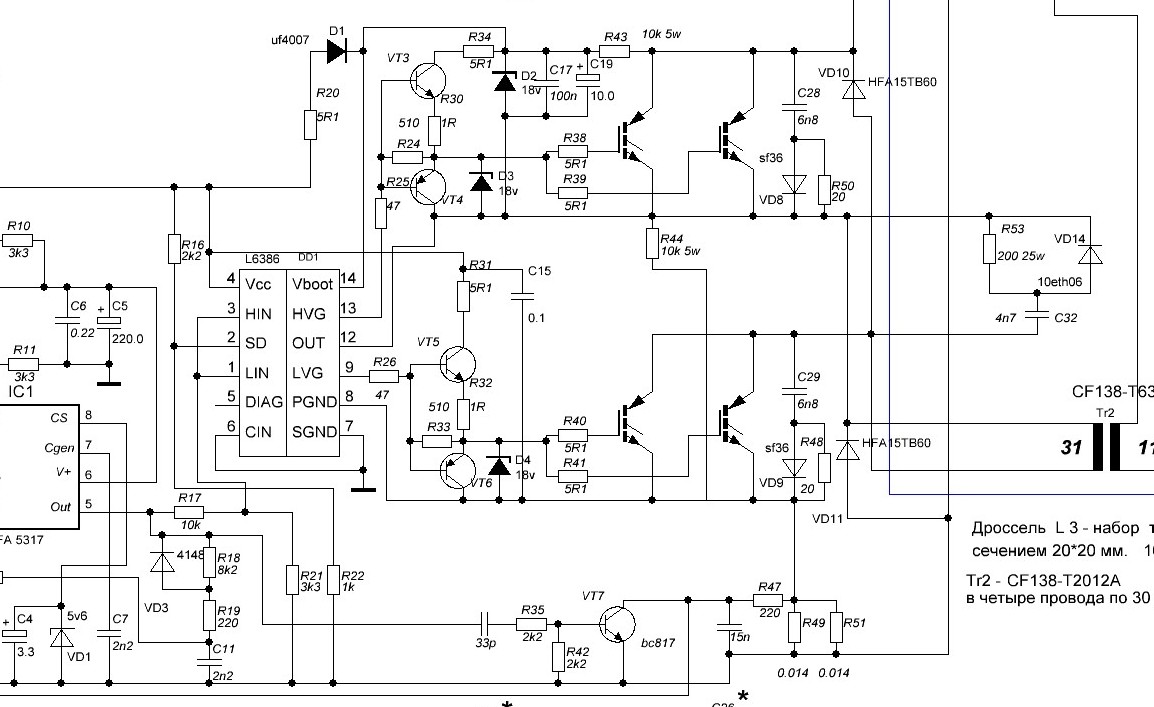 Какие же самые распространенные поломки случаются с этим оборудованием и возможно ли справиться с проблемой собственными силами?
Какие же самые распространенные поломки случаются с этим оборудованием и возможно ли справиться с проблемой собственными силами?
Оборудование отказывается включаться
10 минут назад все работало, а сейчас аппарат не хочет стартовать вообще! Почему такое происходит? Причин может быть как минимум три.
- Банальное перегорание из-за неправильной подачи электричества либо замыканий в цепи высокого напряжения. И хотя на понижение последнего, его скачки и т.д. рассчитано большинство моделей, существуют предельно допустимые нормы, при нарушении которых инвертор, полуавтомат или трансформатор перестают включаться.
- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоев конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока. Еще один вариант – вы сэкономили и купили устройство от непроверенного производителя.
 Еще один вариант – вы сэкономили и купили устройство от непроверенного производителя.
Еще один вариант – вы сэкономили и купили устройство от непроверенного производителя.
Аппарат слишком шумит? Вероятно, ослабились крепежные болты между листовыми элементами магнитопровода
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые умельцы экспериментируют с установкой дополнительных вентиляторов для сверхсильного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств. Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установление сварочного тока выше дозволенного значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки, сопровождающееся даже задымлением.
А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки, сопровождающееся даже задымлением.
Как избегать и как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. В инструкции указано, что максимальный диаметр электрода – 4 мм? Не экспериментируйте с 6-мм стержнями! Ну а если неудача все-таки произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке с тем же количеством витков.
Появились мелкие искры вместо дуги? Значит, произошел ее обрыв. Причины – замыкание проводов, пробой обмотки с высоким напряжением на цепь либо плохой контакт кабеля с клеммами. Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Часто очень сложно найти объяснение неисправности, особенно в инверторных моделях. Ведь последние представляют собой сложный комплекс электронных модулей входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т. д. И разобраться со всем этим под силу не каждому. Поэтому лучше всегда приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйте «подопечного» в сервисный центр.
д. И разобраться со всем этим под силу не каждому. Поэтому лучше всегда приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйте «подопечного» в сервисный центр.
Неисправности сварочных инверторов и способы их устранения | ММА сварка для начинающих
Сварочный инвертор состоит из нескольких модулей и платы управления, поэтому в нем есть чему ломаться в отличие от простого трансформатора. Основные элемента инвертора, это первичный выпрямительный блок, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор и плата управления.
К слову, все данные элементы способны сильно нагреваться. Поэтому в инверторах имеется вентилятор для охлаждения и радиаторы, к которым крепятся сильно нагреваемые детали. И, тем не менее, данных мер по охлаждению инвертора порой недостаточно, особенно в дешевых моделях. Вот почему так важно строго придерживаться правил эксплуатации инвертора, которые рекомендовал производитель.
Какие неисправности сварочных инверторов самые распространённые? Можно ли их устранить самостоятельным путём? Что делать, если инвертор не регулирует сварочный ток — читайте в этой статье.
Основные неисправности сварочных инверторов
К основным неисправностям сварочных инверторов относятся:
- Инвертор не включается, при подаче напряжения ничего не происходит: вентилятор не крутится, индикация не горит;
- Сварочная дуга нестабильная, металл все время разбрызгивается при сварке;
- Не регулируется сварочный ток;
- Инвертор потребляет слишком много электроэнергии;
- На инверторе часто загорается индикатор перегрева.
Итак, рассмотрим, можно ли как то осуществить ремонт сварочного инвертора при всех вышеперечисленных проблемах в работе.
Инвертор не включается
Наиболее частой причиной тому, что сварочный инвертор не включается, является повреждение сетевого кабеля. Поэтому прежде чем нести инвертор в ремонт, убедитесь в том, что сетевой шнур в порядке. Сделать это можно обычный тестером, установив прибор на прозвон кабелей.
Сделать это можно обычный тестером, установив прибор на прозвон кабелей.
Сварочная дуга нестабильная (разбрызгивание металла)
Чаще всего данная проблема кроется не в том, что инвертор неисправен, а в неправильно подобранной силе тока для сварки. Если вы не нашли на упаковке с электродами рекомендуемую силу тока, то сварочный ток можно рассчитать по следующей схеме: на 1 мм, диаметра электрода должно приходиться порядка 20-40 ампер сварочного тока.
Не регулируется ток на инверторе
Причиной этому может стать вышедший из строя регулятор тока или провода, которые к нему подведены. Также причиной нередко является замыкание в дросселе, поломка вторичного трансформатора.
В любом случае, прежде чем нести сварочный инвертор на ремонт, снимите с него кожух и проверьте целостность проводов внутри, а также надёжность их соединения.
Большое потребление электроэнергии
Часто причина большого энергопотребления кроется в межвитковом замыкании трансформатора.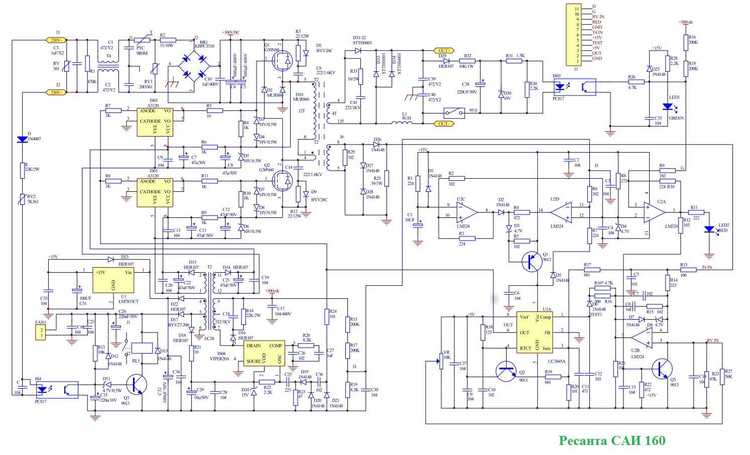
Ремонт сварочного инвертора в данном случае должен осуществляться только квалифицированным специалистом.
На инверторе горит перегрев
Если на инверторе загорается индикатор перегрева, то, значит, сработала термозащита. Это означает одно — внутренние элементы инвертора сильно перегреваются и им нужно охлаждение. Нельзя ничем закрывать вентиляционные отверстия в корпусе инвертора. Также нужно обязательно соблюдать продолжительность работы сварочным аппаратом, для каждой модели «ПВ» рассчитывается отдельно.
Так, например, если в характеристиках инвертора указан режим продолжительности работы 70%, то инвертором можно варить без остановки 7 минут. Далее, чтобы индикатор перегрева не загорался, нужно дать остыть инвертору не менее 3 минут.
Также причиной частого перегрева инвертора может стать засорившийся вентилятор. Необходимо осуществить чистку инвертора, чтобы улучшить систему охлаждения.
Еще статьи про сварку:Советы по поиску и устранению неисправностей сварочного аппарата— Сварочные инструменты
Сварочные аппараты необходимы для различных видов работ, включая строительство, машиностроение, механику, работу с деревом и множество других применений.
Однако они также более сложные и иногда более хрупкие, чем инструменты различных типов, что обычно приводит к нескольким проблемам, которые могут привести к их неправильной работе, потере вашего времени, денег и усилий.
Чтобы этого избежать, здесь мы рассмотрим почти каждую из этих проблем и в то же время поможем вам исправить и предотвратить их.Приходите и прочтите эту статью, чтобы узнать больше!
Общие проблемы и советы по устранению неисправностей сварочного аппарата
Прежде чем приступить к предотвращению проблем со сварочным аппаратом, необходимо знать, что, как и почему может возникнуть при его использовании. Вам необходимо знать следующие:
Машина не запускается
Сварочный аппарат иногда может не запускаться, и это может быть либо очевидная проблема, например, перегрузка или неправильное входное напряжение, либо ужасная проблема, например, короткое замыкание, повышенное напряжение. поставка, а то и хуже.
Первое и самое главное здесь — проверить, включен ли выключатель машины..jpg) Затем, если это так, убедитесь, что он подключен напрямую к входу, который соответствует его электрическим потребностям.
Затем, если это так, убедитесь, что он подключен напрямую к входу, который соответствует его электрическим потребностям.
Если все в порядке, подождите несколько минут, прежде чем снова включить его, не менее 30 минут, чтобы проверить, не перегружается ли он. Если не работает, значит, хуже.
Теперь пора проверить таблицу схем, если она закорочена, пора менять. Если блок питания взорвался, его также необходимо заменить, чтобы избежать проблем в будущем.
И если ничего из этого не работает, возможно, шнур питания или что-то более электронное, чем электрическое или физическое. В этом случае вызовите специалиста.
Начинает перегорать предохранитель
Это обычное явление, когда машина запускается правильно, и вы почти готовы начать владеть, но предохранитель перегорает.
Здесь у вас, несомненно, есть проблема с электричеством, и это может быть как из-за того, что предохранитель слишком мал для машины, так и из-за короткого замыкания.
Чтобы проверить, предохранитель ли это, замените его и посмотрите, сохраняется ли проблема. Если это так, пора убедиться, что машина не закорочена внутри.
Если это так, пора убедиться, что машина не закорочена внутри.
Проверьте все, от кабелей и изоляции до таблицы цепей, убедитесь, что все в порядке — чего, вероятно, не будет. Если все в порядке, возможно, вам понадобится новый блок питания, так как он перегорает ваши предохранители.
Сварка останавливается во время работы
Иногда случается, что при сварке аппарат внезапно останавливается без видимой причины. Здесь может быть плохая вентиляция, перегрузка или неисправный вентилятор охлаждения, не выполняющий свою работу.
Для проверки убедитесь, что все вентиляторы и вентиляционные отверстия устройства очищены и работают при включении. При необходимости замените вентиляторы или очистите оборудование.
Если все в порядке, проверьте, не перегружен ли он, подождите не менее 30 минут после повторного включения и использования.
Если проблема не устраняется, скорее всего, это проблема короткого замыкания, поэтому вы должны проверить цепи и кабели внутри, и вы обязательно найдете причину.
Переключатель полярности не работает
Переключатель полярности необходим для определенных сварочных работ, а некоторые используют его практически для всего. Когда это не работает, это может стать настоящей головной болью. Причина может быть в том, что кабель изношен или используется во время работы.
Чтобы исправить это, убедитесь, что все кабели правильные и в хорошем состоянии, в противном случае просто замените их. Также помните, что никогда не используйте выключатель, когда сварщик находится под нагрузкой, это важное правило для использования этих устройств.
Держатель горячего электрода
Причина в том, что держатель ослаблен или неправильный рабочий цикл, это может стать проблемой, которая делает сварку практически невозможной.
Просто убедитесь, что держатель правильно затянут на устройстве. Если это не так, просто затяните его правильно. В противном случае замените держатель на правильный, так как он может уже сломаться.
Электрошок
Чаще всего поражается электрическим током при прямом прикосновении к сварщику.Это не обычная проблема, но может случиться и быть опасной. В основном возникает, когда устройство не заземлено должным образом.
Лучший способ устранить поражение электрическим током — это ознакомиться с руководством по эксплуатации продукта и узнать, как заземлить его в зависимости от его размера и элементов управления. Если нет, попробуйте укоренить его самостоятельно, если знаете, как это сделать, или поговорите со специалистом. Затем убедитесь, что он больше не сотрясает.
Кабель для горячей сварки
Некоторые сварочные кабели при использовании имеют тенденцию к нагреванию, но это не должно быть чем-то, что заставляет их плавиться или становится неприкасаемым.
Когда это происходит, нет другой причины, кроме кабеля неподходящего размера для устройства. Это означает, что вам необходимо заменить сварочный кабель на соответствующий размер, обычно на размер, указанный в руководстве, или, естественно, на более толстый, чем настоящий.
Машина не выключается
Если аппарат не хочет выключаться, это означает, что шнур питания неисправен или выключатель перегорел. И, конечно же, это может повредить устройство или, что еще хуже, навредить вам при его использовании.
Чтобы исправить это, вам нужно будет проверить переключатель в следующий раз, когда вы подключите его, убедитесь, что он выключен, а затем включите его, чтобы увидеть, работает ли он. Если на этот раз он выключается и включается без проблем, это означает, что вам придется заменить шнур питания или внутренние соединения.
Недостаточная сварка
Иногда случается, что аппарат плохо сваривает, с низкой искрой сварщика, что не подходит для ваших нужд. Здесь наиболее вероятная причина в том, что наконечник, касающийся предохранителя, или предохранитель изношен.
Единственный способ исправить это — заменить наконечник внутри пистолета, обычно бронзовую деталь, которая будет выглядеть изношенной и может вызвать еще больше проблем. Как только вы почувствуете слабую сварочную искру, замените эту деталь, пока не поздно.
Как только вы почувствуете слабую сварочную искру, замените эту деталь, пока не поздно.
Пористость
Когда вы что-то свариваете и чувствуете, что поверхность припаянного металла слишком пористая, это означает, что у вас могут быть проблемы с проводкой или несоответствующий поток газа в аппарате.
Убедитесь, что шнур питания и внутренние соединения работают правильно и не имеют физических признаков неисправности.Затем, если устройство работает на газе, убедитесь, что источник газа подает постоянное и равномерное топливо. Если этого не происходит, скорее всего, это засоренный клапан или трубка, проверьте и отремонтируйте.
Трещины при сварке
Если вы видите сварной шов с трещинами, это означает, что сварка работает неправильно. Опять же, это означает, что в устройстве могут быть проблемы с электричеством, либо вы используете изношенный предохранитель или припой.
Убедитесь, что вы используете правильный предохранитель и припой, и все устройство не имеет электрических проблем. Проверьте все, от шнура питания до внутренних соединений.
Слишком много искр
Когда устройство выполняет сварку, и припой создает слишком много искр при соприкосновении с металлом, это означает, что оно перегружено или вы используете слишком большое сопротивление.
Для решения обеих этих проблем просто убедитесь, что напряжение соответствует устройству. Кроме того, убедитесь, что каждый элемент управления находится на нужном уровне, чтобы уменьшить проблемы с импедансом. Это обязательно поможет.
Советы по уходу за сварочным аппаратом
Теперь, когда вы ознакомились с наиболее распространенными проблемами, с которыми можно столкнуться со сварочным аппаратом, пора посмотреть, как можно предотвратить все эти проблемы еще до того, как они возникнут.Следуйте этим советам и никогда не терпите их!
- Всегда соблюдайте технические характеристики устройства, чтобы избежать его неправильного использования. Сварочный аппарат сложнее и хрупче, чем думает большинство людей.
- Рабочие циклы всегда рекомендуются во избежание перегрузки или чрезмерного использования устройства.
- Никогда не толкайте сварочный аппарат для выполнения каких-либо действий, для которых он не предназначен. Используйте маленькие устройства для небольших проектов, а большие — для больших.
- Очищайте устройства не реже одного раза в месяц, чтобы убедиться, что внутри не остается мусор или пыль.Они могут повредить ваш сварочный аппарат без вашего ведома.
- Правильно накройте все сварочные аппараты, убедитесь, что никакие частицы любого типа не могут попасть внутрь них.
- Никогда не выполняйте деревообработку или аналогичные работы рядом с такими машинами, как сварочные. По возможности перенесите устройство в другое место, прежде чем начинать какие-либо действия, при которых в воздухе остается пыль, мусор или другие частицы (включая искры и воду).
- Смазывайте сварочный аппарат время от времени, смазывайте то, что необходимо, и выполняйте техническое обслуживание в соответствии с потребностями аппарата.
- Запланируйте ежемесячный или двухмесячный процесс обслуживания сварочного аппарата. Включите его, очистите, смажьте и смазайте, сделайте все, что нужно, чтобы он продолжал работать правильно. В зависимости от того, как вы его используете, вам может потребоваться проводить техническое обслуживание даже каждые две недели.
- Замените детали, которые труднее исправить. Некоторые детали, например электрические цепи, шнуры питания и другие внутренние кабели, не подлежат ремонту. Всегда приятно заменить их новыми и избежать дальнейших проблем.
- Всегда выбирайте правильные предохранители и припои для использования с устройством.Неправильный размер или тип могут в конечном итоге повредить сварочный аппарат.
- Примите правильные меры предосторожности. Даже если вы хотите позаботиться о своей машине, если вы не соблюдаете надлежащие меры предосторожности, вы можете навредить себе.

Начните заботиться о своем сварочном аппарате прямо сейчас!
Когда дело доходит до ухода и устранения неисправностей сварочного аппарата, когда это необходимо, почти нет ничего сложного.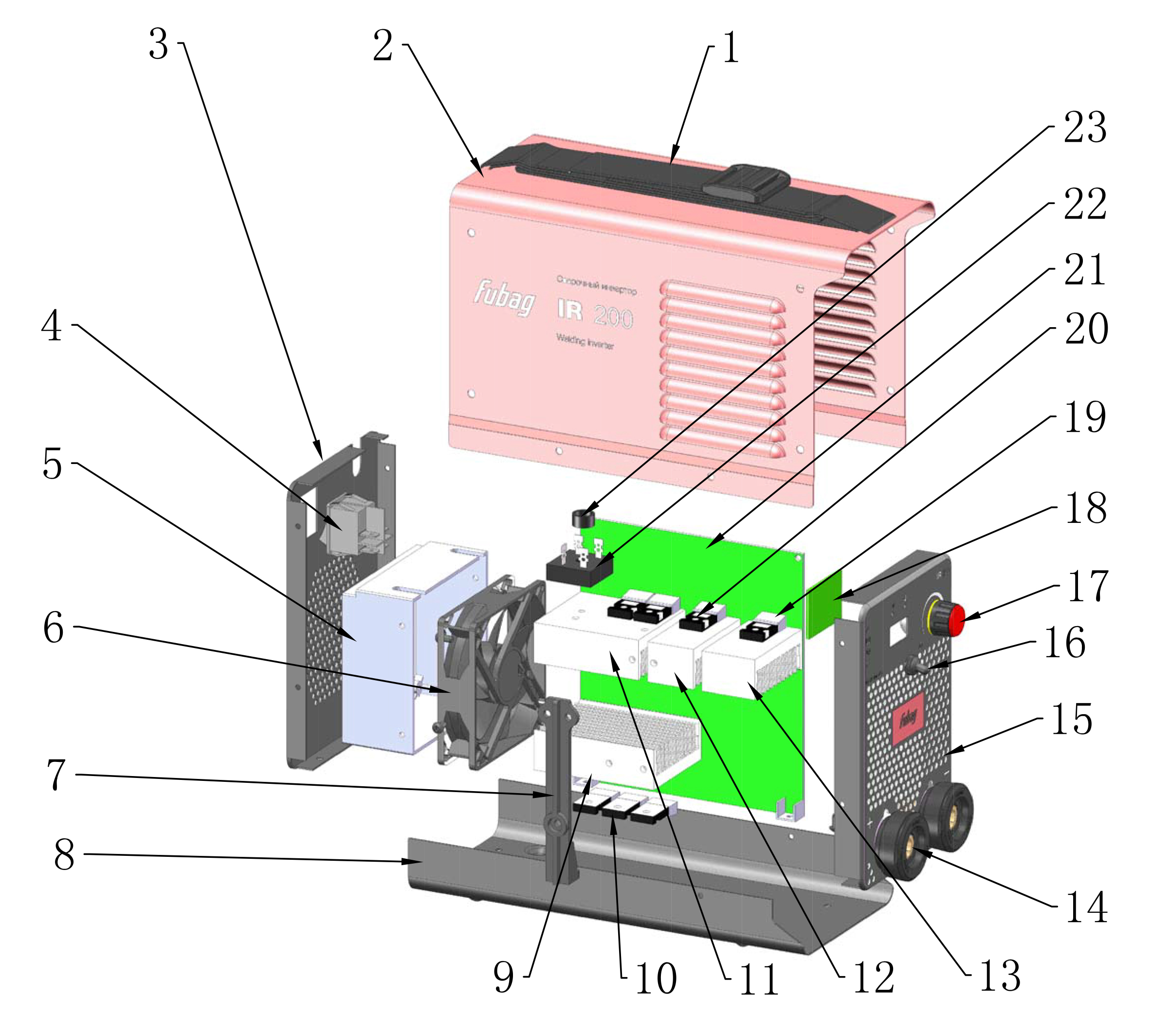
Это сложнее, чем другие инструменты, но по сравнению с самыми твердыми инструментами — это несложный кусок пирога.
Итак, начните выполнять это критическое обслуживание вашего устройства, оно может уже работать со сбоями, и один из этих советов может быть решением для этого! Попробуйте эти рекомендации сегодня и забудьте о паршивых сварочных аппаратах!
Устранение неисправностей дуговой сварки: пошаговые решения
Это руководство по устранению неисправностей, связанных с дуговой сваркой, легко использовать. Просто найдите проблему в содержании слева или сравните одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности.Влага в воздухе также может вызвать проблемы.
- Неочищенное оборудование
- Неочищенные материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменение параметров сварки
- Загрязнение поверхности
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электрода и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования в магазине другого оборудования или неправильного напряжения
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект канатного сварного шва
Устранение неисправностей дуговой сварки по проблеме
Искажения
Почему возникают искажения:
| Как это исправить:
|
Шаг 1.
 Проверить на усадку наплавленный металл.
Проверить на усадку наплавленный металл.- Правильно закрепите детали или приварите детали прихваточным швом, чтобы избежать усадки.
- Преформовать или отдельные части, чтобы учесть усадку сварного шва.
- Обработайте наплавленный металл еще горячим.
Шаг 2. Проверить равномерность нагрева деталей.
- Для тяжелых конструкций желателен предварительный нагрев.
- Иногда перед сваркой полезно удалить деформации при прокатке или деформации путем снятия напряжения.
Шаг 3. Проверьте последовательность сварки.
- Изучите структуру и разработайте определенную последовательность сварки.
- Предотвратите чрезмерное локальное нагревание, распределив сварку.
Напряжения при сварке
Шаг 1. Проверить шарниры на чрезмерную жесткость.
- Незначительное перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволяет всем деталям как можно дольше двигаться свободно.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки, а также пошаговые или пропущенные процедуры.
- Правильно зажмите детали, прилегающие к стыку. Используйте запасные приспособления для быстрого охлаждения деталей.
Шаг 3. Если не существует неподходящих условий, напряжения могут быть просто присущими любому сварному шву, особенно тяжелым деталям.
- Очистите каждый наплавленный металл шва.
- Снятие напряжения готового продукта при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) в течение 1 часа на 1 дюйм (25,4 см) толщины.
Деформация тонких пластин
Устранение неисправностей, связанных с деформацией сварного шва ацетиленом
Предложения по устранению неисправностей при искривлении дуговой сварки
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверить на усадку наплавленный металл шва.
Проверить на усадку наплавленный металл шва.- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте соединение на предмет чрезмерного местного нагрева.
- Быстрая сварка предотвращает чрезмерный локальный нагрев пластин, прилегающих к сварному шву.
Шаг 3. Проверьте правильность подготовки стыка.
- В свариваемых деталях не должно быть чрезмерного корневого отверстия в стыке между свариваемыми деталями.
- Перед сваркой обработайте кромки стыков более тонкими, чем у остальных листов. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и переходите назад или пропустите процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить зажим деталей.
- Правильно закрепите детали, прилегающие к стыку.Используйте запасные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Устранение неполадок с ацетиленом Плохой внешний вид сварного шва
Устранение неисправностей дуговой сварки плохого внешнего вида сварного шва
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1.Проверьте технику сварки на предмет правильности тока и манипуляции с электродами.
- Убедитесь, что для используемого электрода используется правильная техника сварки.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте равномерное переплетение или скорость движения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также положения, в котором будет выполняться сварка.
Шаг 3.Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые швы нижними (плоскими) электродами, если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки стыка.
- Тщательно подготовьте все стыки.
Сварные швы с трещинами
Как устранить растрескивание под напряжением при сварке
Поиск и устранение неисправностей при дуговой сварке с трещинами
Почему возникают трещины в сварных швах:
| Решения:
|
 Рекомендованное приложение
Рекомендованное приложениеШаг 1.Проверить на чрезмерную жесткость соединения.
- Измените процедуру сварки и измените конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между толстыми пластинами. Увеличьте размер сварного шва с помощью дополнительного присадочного металла.
Шаг 3. Просмотрите каждую остановку процедуры сварки.
- Не делайте сварных швов в валиках. Наплавьте металл шва в полный размер короткими отрезками 8.От 0 до 10,0 дюймов (от 203,2 до 254,0 мм) в длину. (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы оставались свободными как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает снизить высокие напряжения сжатия, вызванные локализованной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, переместив электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.

Шаг 4.Проверьте качество сварных швов.
- Убедитесь, что сварные швы качественные и сварка хорошая. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки стыков.
- Подготовьте швы с равномерным и правильным открытием корня. В некоторых случаях необходимо корневое отверстие. В других случаях может потребоваться термоусадка или прессовая посадка.
Выточка
Шаг 1. Проверьте настройку сварочного тока.
- Используйте посланную сварку средней мощности и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, это может привести к поднутрению.
- г. Чрезмерная ширина переплетения приведет к поднутрению и не должна использоваться. Равномерное переплетение, не превышающее трехкратного диаметра электрода, значительно поможет предотвратить подрезание стыковых швов.
- г. Если при выполнении горизонтального углового шва удерживать электрод слишком близко к вертикальной пластине, на вертикальной пластине может возникнуть подрез.
Неполное проникновение
Устранение неполадок при неполном проплавлении сварного шва
Пример плохого проникновения
Рекомендации по поиску и устранению неисправностей при сварке проникающей дугой
Почему происходит неполное проникновение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.- Электроды следует использовать для сварки в положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва есть соответствующие корневые отверстия.
- По возможности используйте резервную планку.
- Отрежьте или вырежьте заднюю часть стыка и нанесите валик сварочного металла в этой точке.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной канавке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для обеспечения надлежащего проплавления. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Регулируйте скорость сварки до нижней части сварного шва.
Пористые сварные швы
Поиск и устранение неисправностей пористости дуговой сварки
Устранение неисправностей пористой дуговой сварки
Почему возникают пористые сварные швы:
| Решения:
|
 Удалите из трубопроводов конденсат. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите из трубопроводов конденсат. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более надежную сварку, чем другие. Убедитесь, что используются подходящие электроды.
Шаг 2. Проверьте настройки тока и порядок сварки.
- Сварной шов, состоящий из ряда валиков, может содержать небольшие проколы. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Пудлинг дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более надежные сварные швы.
Шаг 4.
 Проверьте основной металл на предмет загрязнения.
Проверьте основной металл на предмет загрязнения.- В некоторых случаях неисправен основной металл.Проверьте это на сегрегацию и загрязнения.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды позволяют получить хрупкие сварные швы. Если требуются пластичные сварные швы, необходимо использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может вызвать крупнозернистую структуру и окисленные отложения.
Шаг 3. Проверьте основной металл с высоким содержанием углерода или сплава, который не принимался во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный сварной шов, поскольку его микроструктура не улучшается за счет последовательных слоев металла шва.
- г. Сварные швы могут поглощать элементы сплава из основного металла и становиться твердыми.
- г. Не сваривайте металл, если не известны его состав и характеристики.

Плохой сварной шов плавлением
Плохой сварной шов
Устранение неисправностей при плохой дуговой сварке плавлением
Причины плохого сварного шва плавлением:
| Решения:
|
Шаг 1.
 Проверить диаметр электрода.
Проверить диаметр электрода.- При сварке стыков с узкими канавками используйте электрод, достаточно малый, чтобы точно доходить до низа стыка.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте сварочный ток, достаточный для нанесения металла и проникновения в пластины.
- Для более тяжелых пластин требуется более высокий ток для данного электрода, чем для легких пластин.
Шаг 3. Проверить технику сварки.
- Убедитесь, что переплетение достаточно широкое, чтобы полностью проплавить боковые стороны соединения.
Шаг 4. Проверьте подготовку стыка.
- Наплавленный металл должен плавиться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды позволяют получить сварные швы, которые менее устойчивы к коррозии, чем основной металл.
- Экранирующие дуговые электроды позволяют производить сварные швы, более устойчивые к коррозии, чем основной металл.
- Для обеспечения наилучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
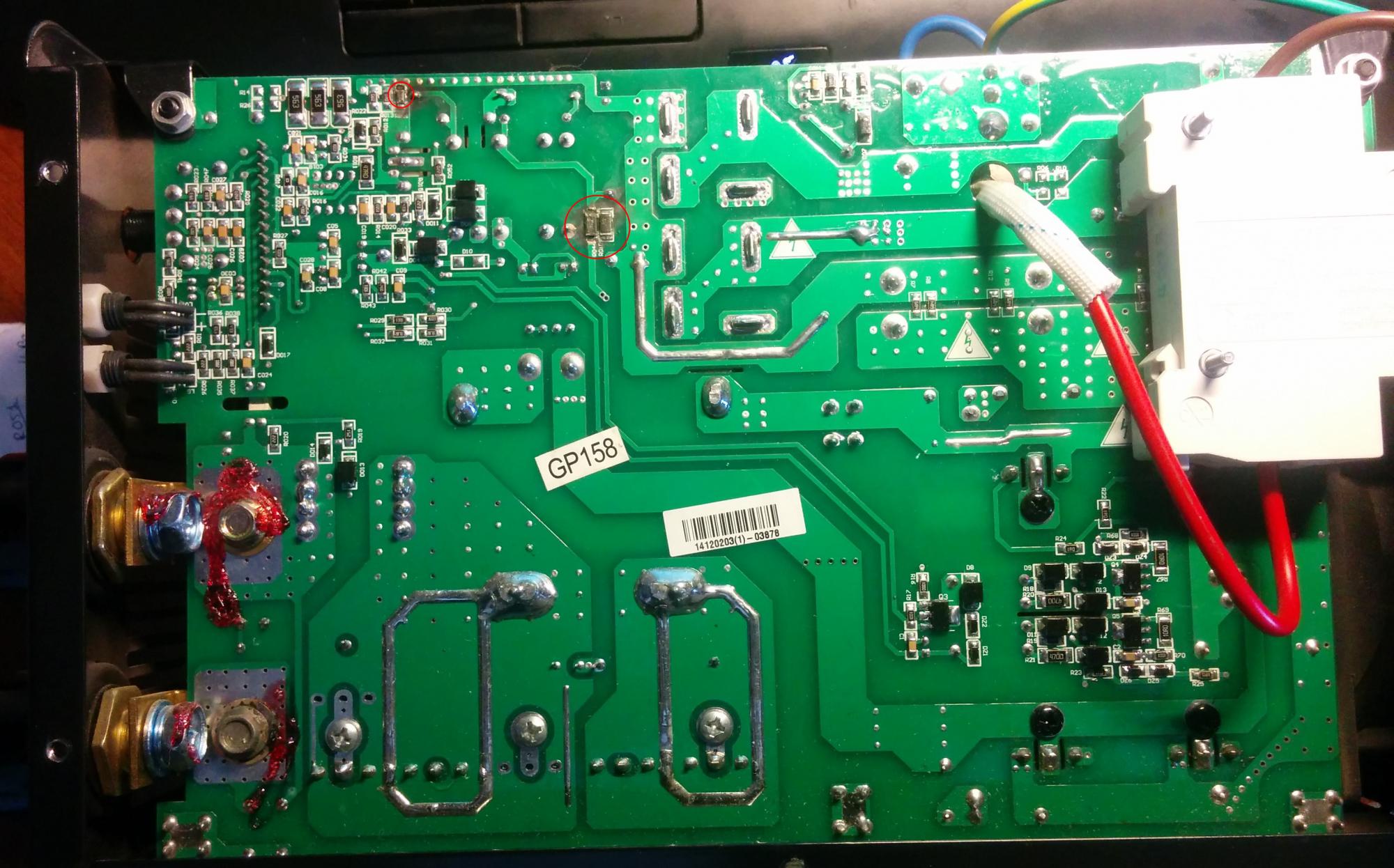
Шаг 2. Убедитесь, что наплавленный металл сварного шва подходит для воздействия коррозионной жидкости или атмосферы.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, которые не уступают основному металлу по коррозионной стойкости.
Шаг 3. Проверьте металлургический эффект сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь в правильности анализа стали и процедуры сварки, чтобы сварка не вызывала выпадения карбидов.Осаждение карбида — это подъем углерода к поверхности зоны сварного шва. Это состояние можно исправить путем отжига при температуре от 1900 до 2100 ° F (от 1038 до 1149 ° C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
 Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Таким образом можно устранить коррозию в виде оксида железа или ржавчины.Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию при эксплуатации.
Хрупкие соединения
Шаг 1.Проверьте закалку основного металла на воздухе.
- В среднеуглеродистой стали или некоторых легированных сталях зона термического влияния может быть твердой в результате быстрого охлаждения. Перед сваркой следует использовать предварительный нагрев до температуры от 300 до 500 ° F (от 149 до 260 ° C).
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы будут иметь тенденцию к отжигу в зонах сильного термического влияния.
- Снятие напряжений при температуре от 1100 до 1250 ° F (от 593 до 677 ° C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3.
 Проверьте тип используемого электрода.
Проверьте тип используемого электрода.- Использование аустенитных электродов часто бывает успешным на специальных сталях, но зона термического влияния обычно содержит твердый сплав.
Магнитный удар
Шаг 1. Проверьте, не отклоняется ли дуга от нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на работе. Часто бывает полезно положить землю в направлении отклонения дуги.
- Полезно разделить землю на две или более частей.
- Выполняйте сварку в направлении дуги.
- Удерживайте короткую дугу.
- Изменение угла электрода относительно работы может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке на переменном токе.
Брызги
Пример сварочных брызг
Шаг 1. Проверьте свойства используемого электрода.
- Выберите подходящий тип электрода.
Шаг 2.
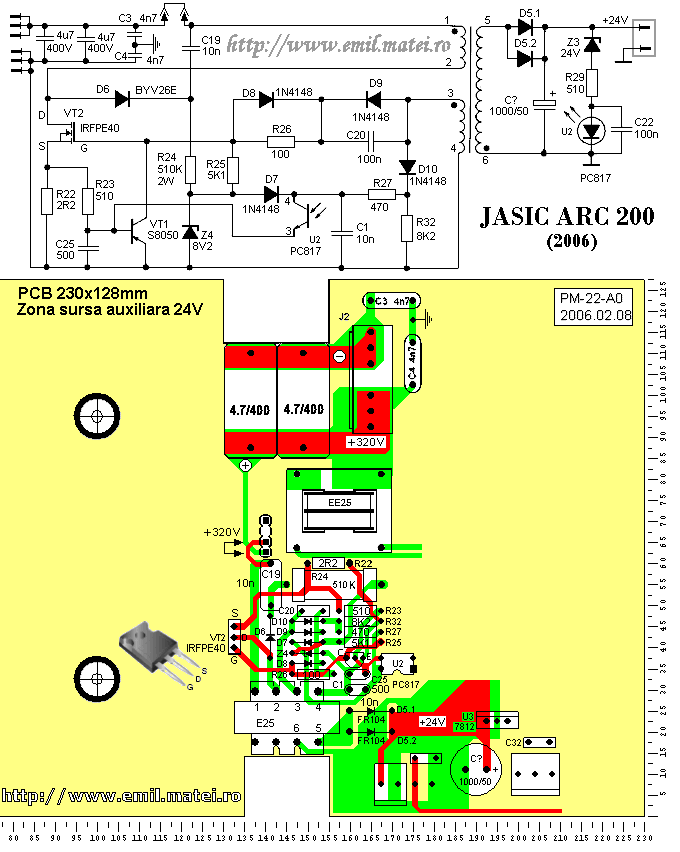 Проверьте, не превышает ли сварочный ток используемый тип и диаметр электрода.
Проверьте, не превышает ли сварочный ток используемый тип и диаметр электрода.- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте наличие сколов.
- Покрасьте части, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Электроды с покрытием дают большие сколы, чем неизолированные электроды.
Чрезмерный расход электродов
Устранение неполадок при дуговой сварке Расход электродов
Причины необычного расхода электродов:
| Решения:
|
Загрязнение электрода
Причины загрязненного электрода:
| Решения:
|
Загрязнение детали вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы с сварочным напряжением
Проблемы с сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйте с объемом источника питания.
Проверяйте несколько раз в день и сверяйте с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электродов:
| Решение:
|
Размеры или геометрия электрода
Поиск и устранение неисправностей при дуговой сварке Геометрия или размеры электрода
Причины проблемы:
| Решение:
|
Сварочные кабели
Поиск и устранение неисправностей при дуговой сварке сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели расположены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели расположены рядом с заземленными стальными пластинамиСложность запуска дуги
Устранение неисправностей дуговой сварки, когда сварочная дуга не начинается
Причины затруднения при запуске сварочной дуги:
| Решения:
|
Дуга не переносится
Устранение неисправностей при дуговой сварке, когда дуга не передается
Причины, по которым дуга не переносится:
| Решения:
|
Прочие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты для стержневой сварки
| Проблема | Возможная причина | Тест / Решение | |
| 1. | Чрезмерный расход электродов | Недостаточный / чрезмерный расход газа | Проверка правильности расхода газа (см. Таблицы для руководства по расходу газа) |
| Неправильный размер / геометрия электрода для требуемого тока | Используйте электрод большего размера (правильную геометрию см. В руководстве) В руководстве) | ||
| Чрезмерный нагрев держателя | Проверьте правильность контакта цанги | ||
| Загрязненный электрод | Замените электрод (ошибочные результаты будут сохраняться, пока существует загрязнение) | ||
| Окисление электрода при охлаждении | В зависимости от сварочного процесса, после выключения дуги подайте газ в течение 5-15 секунд | ||
| Использование защитного газа с избыточным содержанием кислорода или влаги | Изменение на газ надлежащей чистоты | ||
2.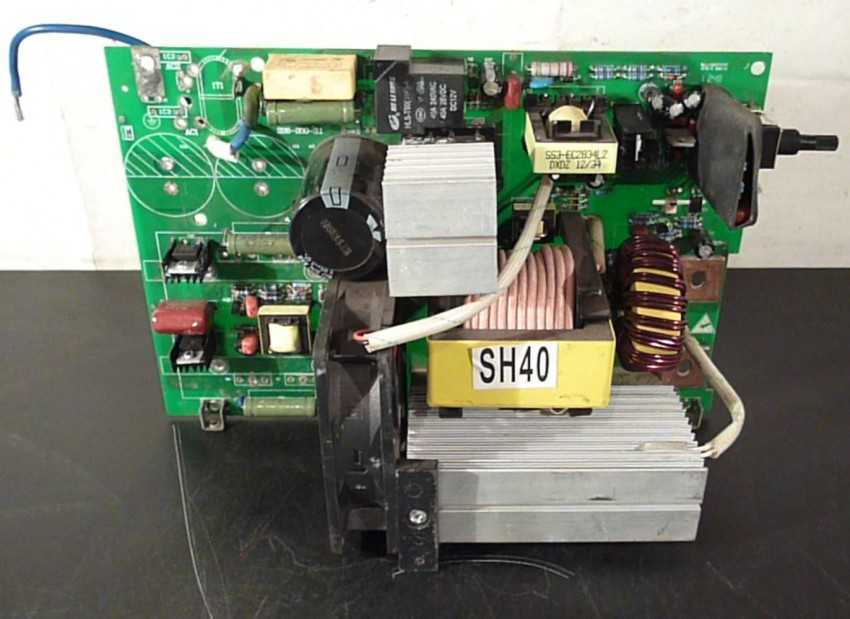 | Загрязненный электрод | Основной металл грязный или жирный | Для чистки поверхности используйте соответствующие химические очистители: спирт, проволочную щетку или абразивный материал |
| Загрязняющие элементы, выделяющие газ, могут присутствовать в самом основном материале | Если возможно, улучшите основной материал.Измените параметры сварки, чтобы учесть эффект газовыделения | ||
| Проверить электрод на загрязнение | Удалить загрязненную часть электрода, переточить электрод | ||
3.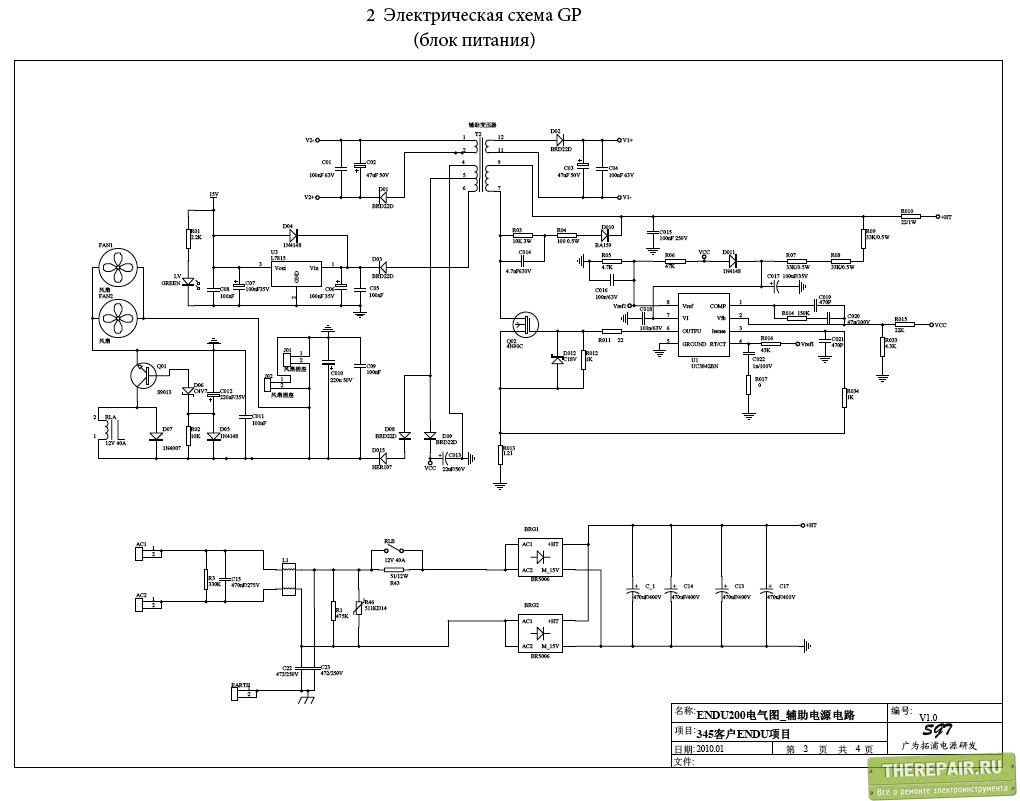 | Загрязнение заготовки вольфрамом | Вольфрам, касающийся ванны расплава | Не допускайте попадания вольфрама в ванну расплава |
| Литье вольфрама | Используйте качественную шлифовальную машину для вольфрамовых электродов для заточки электродов | ||
| Электродное плавление и легирование основным металлом | Используйте электрод меньшего тока или электрод большего диаметра | ||
4.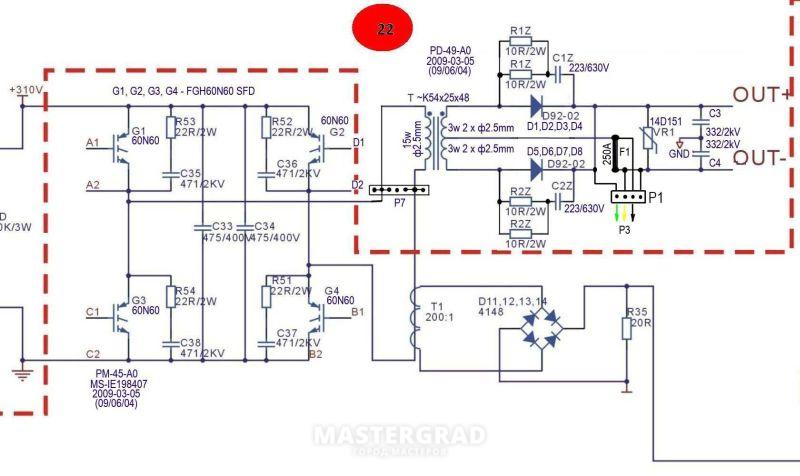 | Пористость сварного шва | Уловленный газ Примеси (водород, азот, воздух, водяной пар) | Удалите воздух из всех линий перед зажиганием дуги, удалите конденсированную влагу из линий; использовать инертный газ класса сварки (99,9%) Проверить что используется правильная смесь защитного газа |
| Неисправный газовый шланг или ослабленные шланговые соединения | Некачественный газовый шланг Проверить герметичность шланга и соединений | ||
| Масляная пленка на недрагоценном металле | Очистите с помощью химического очистителя, не подверженного разрушению дуги. Перед сваркой Перед сваркой | убедитесь, что основной металл сухой.||
| 5. | Материал электрода | Убедитесь, что материал электродов не изменен. Попробуйте электрод из другого бокса или сохраненного эталонного бокса | Различные материалы электродов обеспечивают различное зажигание дуги и токопроводящие способности |
| 6. | Качество материала электрода | Используйте электрод из более старого или нового материала, чтобы проверить, сохраняется ли проблема | Партия электродов может иметь различное качество (необычное) |
| 7. | Размеры и геометрия электрода | Убедитесь, что размеры электродов подходят для применения | Геометрия наконечника электрода зависит от области применения сварки. Обратитесь к руководствам за информацией |
| 8. | Разводка кабеля | По возможности старайтесь проложить кабели от источника питания до сварочной горелки как можно прямее | Иногда кабели скручиваются, как садовый шланг. Катушка становится гигантской катушкой индуктивности, вызывая сопротивление, уменьшающее пуск
энергия. Эффекты индуктивности также могут быть вызваны тем, что сварочные силовые кабели расположены очень близко к заземленным стальным пластинам. Эффекты индуктивности также могут быть вызваны тем, что сварочные силовые кабели расположены очень близко к заземленным стальным пластинам. |
| 9. | Удлинители | Убедитесь, что все удлинительные кабели имеют достаточную пропускную способность | Кабели низкого качества / емкости приведут к падению напряжения и затруднят запуск |
| 10. | Качество газа | Качество / чистота газа должны соответствовать стандартам. Проверьте, не поменялись ли поставщики. Попробуйте баллон с газом более высокой степени чистоты.
чем обычно, и посмотрите, сохраняется ли проблема. Проверьте, не поменялись ли поставщики. Попробуйте баллон с газом более высокой степени чистоты.
чем обычно, и посмотрите, сохраняется ли проблема. | Низкое качество газа или оксиды в газе могут окислять детали и загрязнять электроды во время сварки.Даже лучшие поставщики иногда Есть проблемы. |
| 11. | Качество материалов / Технические характеристики | Убедитесь, что свариваемые материалы не содержат загрязняющих веществ в металлургической структуре.Проверьте, есть ли
произошла смена поставщиков материалов.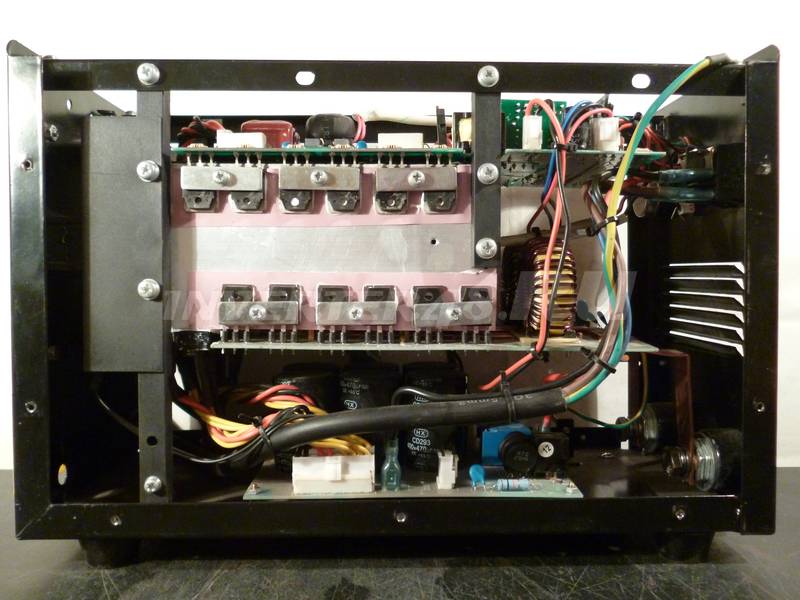 | Загрязнения материала могут выводить газ во время сварки, что приводит к ухудшению качества сварки. Блуждание дуги или проплавление шва вариации могут быть результатом изменений в некоторых микроэлементах в материале |
| 12. | Неправильное напряжение | Проверьте источник питания на соответствие входному напряжению. Возможно, потребуется проверять напряжения в течение дня, чтобы убедиться, что колебания находятся в пределах блока питания. | Напряжение может поступать от другого оборудования или сооружений в часы пик. Это снизит напряжение, доступное для
источник питания для зажигания дуги. Это снизит напряжение, доступное для
источник питания для зажигания дуги. |
| Проблема | Возможная причина | Тест / Решение | |
| 13. | Программа сварки | Убедитесь, что параметры программы сварки не изменились. | Изменения пика зажигания дуги и фоновой силы тока, а также других параметров влияют на работу системы |
14.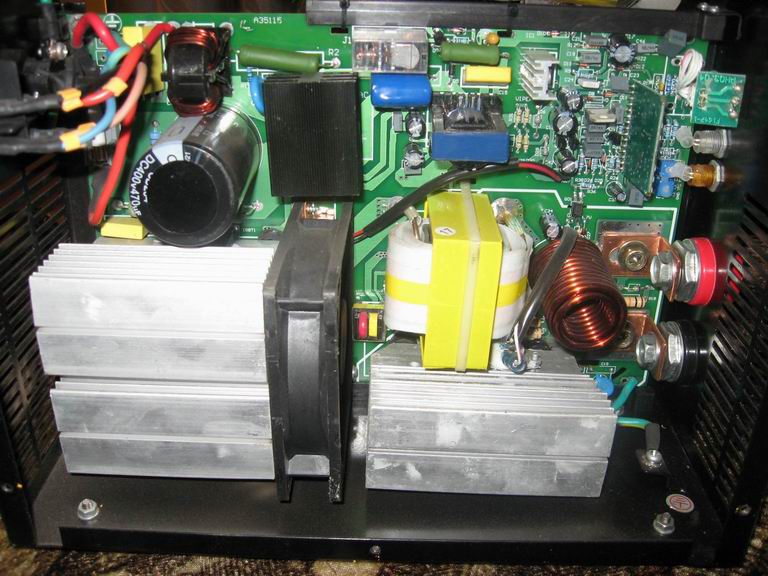 | Допуски деталей и согласованность сварных швов | Проверить, изменились ли допуски на геометрию шарнира | Для качественных сварных швов необходим контакт интимной части на сварном шве |
| 15. | Основной материал имеет поверхностное загрязнение | Проверить соблюдение процедур очистки и использование каждого набора чистящих инструментов для каждого типа материала | Загрязнения поверхности, такие как масло, грязь или оксид, могут препятствовать зажиганию дуги и стабильности сварного шва из-за выделения газов во время сварки и
прилипание к электродам.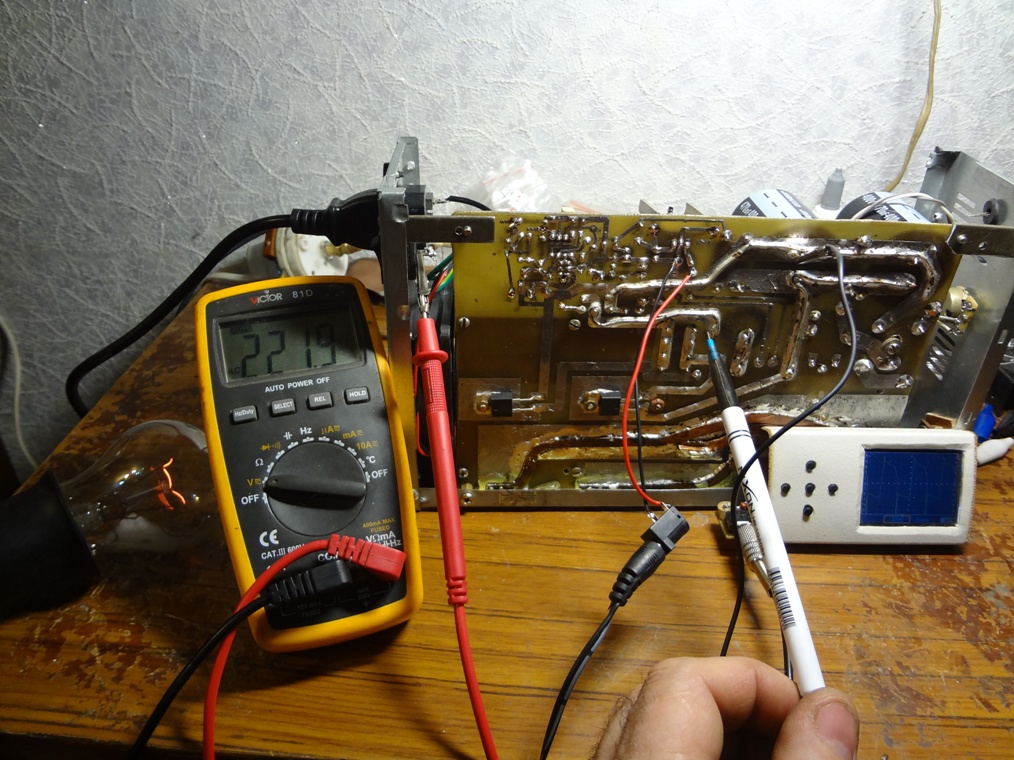 Загрязнения также могут вызвать проблемы с управлением AVC расстоянием дуги. Загрязнения также могут вызвать проблемы с управлением AVC расстоянием дуги. |
| 16. | Проблемы газового покрытия | Убедитесь, что время предварительной подачи и продувки газа адекватно. Убедитесь, что в зоне, где должна возникнуть дуга, достаточно Кислород и поток газа в норме.Не проводите сварку на сквозняке | Недостаточное газовое покрытие приведет к загрязнению детали и электрода. Высокая скорость потока может вызвать турбулентность и вдох
Кислород в зоне дуги приводит к загрязнению электрода. Более низкие скорости потока с более длительным предварительным потоком
улучшить зажигание дуги.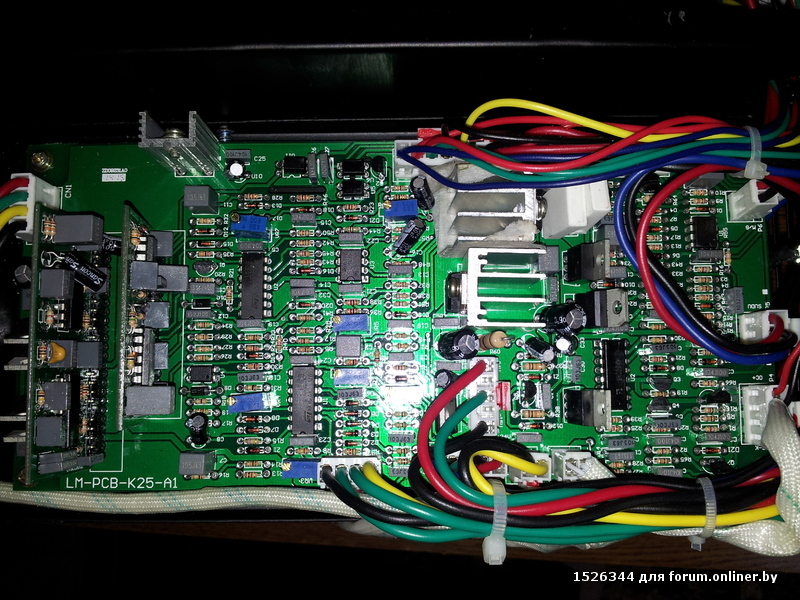 Последующая продувка в течение 5-15 секунд исключает окисление электрода во время охлаждения Недостаточный поток газа во время
сварка приводит к чрезмерному использованию электродов.Сквозняк может подтолкнуть кислород к области дуги. Последующая продувка в течение 5-15 секунд исключает окисление электрода во время охлаждения Недостаточный поток газа во время
сварка приводит к чрезмерному использованию электродов.Сквозняк может подтолкнуть кислород к области дуги. |
| Неисправные регуляторы, расходомеры или шланги | Проверьте на герметичность или повреждение Используйте высококачественные детали для газовых систем | ||
| Высокая скорость сварки приводит к тому, что деталь выходит из-под области защитного газа до того, как сварной шов остынет | Использовать задний защитный газ | ||
17.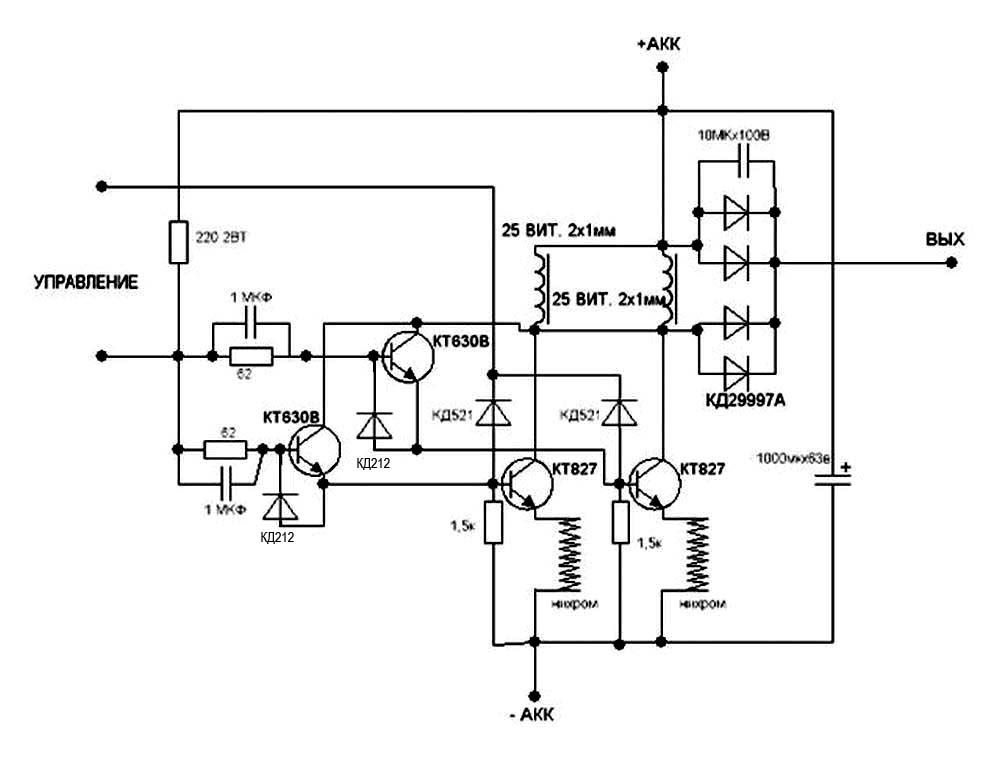 | Проблемы с заземлением | Убедитесь, что зажимы и зажимные вставки очищены от окисления Убедитесь, что кабель / зажим заземления не изношены | Окисление и / или изношенное оборудование может вызвать плохое заземление между деталью и зажимом / вставками, что может помешать зажиганию дуги и вызвать блуждание дуги и другие несоответствия |
| Проблема | Возможная причина | Тест / Решение | |
| 20. | Свет не загорается при включении питания | Проблема с питанием | Убедитесь, что система подключена |
| Отсутствует или низкое напряжение | Проверить предохранители. Проверьте все уровни напряжения. Проверьте правильность настройки отводов напряжения.Проверить вторичное напряжение выпрямителя Проверьте все уровни напряжения. Проверьте правильность настройки отводов напряжения.Проверить вторичное напряжение выпрямителя | ||
| Рециркулятор отсутствует | Убедитесь, что циркуляционный насос включен. Низкий уровень / нет воды. Проверьте поток воды. Проверьте соединение реле протока с источником питания. Проверить предохранители | ||
| 21. | Загораются лампы перегрева | Перегрев агрегата | Дайте 3-5 минут «остыть».Проверьте короткое замыкание между соплом и электродом. Проверить транзисторы; как этот компонент запускается
чтобы носить, он начинает потреблять больше тока. Если состояние не подлежит сбросу, верните устройство на завод для обслуживания. Проверить транзисторы; как этот компонент запускается
чтобы носить, он начинает потреблять больше тока. Если состояние не подлежит сбросу, верните устройство на завод для обслуживания. |
| 22. | Сложность запуска дуги | Горелка собрана неправильно | Проверить состояние электродов и / или плазменных сопел |
| Проблема низкого напряжения | Проверьте отсутствие или низкое напряжение.См. «Общие проблемы сварки» | ||
23.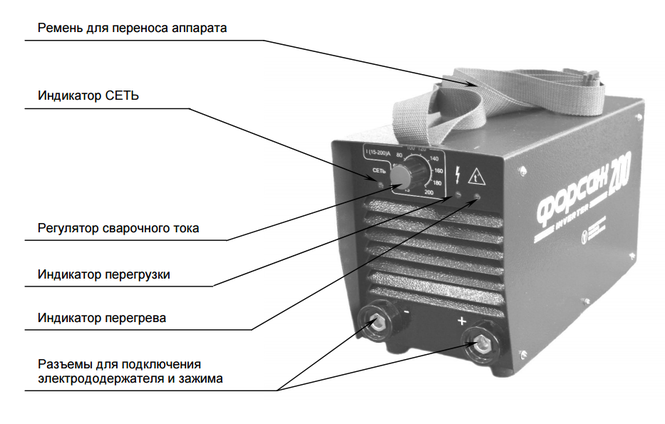 | Дуга не переносится | Ослабленные, отсутствующие кабельные соединения | Проверить инструмент на наличие рыхлого или плохого грунта |
| Блок питания не распознает сигнал пуска | Проверьте все соединения.Устранение неполадок с помощью схем | ||
| Проблема | Возможная причина | Тест / Решение | |
| 24. | Неустойчивая или плохо выглядящая пилотная дуга | Изношенные детали горелки. | Проверьте и замените необходимые детали. |
| Неправильная установка электрода. | Отрегулируйте настройку. | ||
| Загрязненный плазменный газ. | Проверить герметичность газопровода. | ||
| Влага в горелке или проводах. | Заглушите наконечник и дайте газу подняться. | ||
| Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на наличие загрязнений. | ||
25. | Сварочная дуга не переносится | Слишком большое зазор резака. | Уменьшите расстояние зазора. |
| Блок питания подключен неправильно. | Проверьте кабель управления контактором минусового провода рабочего провода. | ||
| Неисправный электрод в горелке. | Проверьте электрод на предмет остроты и чистоты. | ||
| 26. | Сварочный наконечник поврежден при запуске | Неправильная установка деталей резака.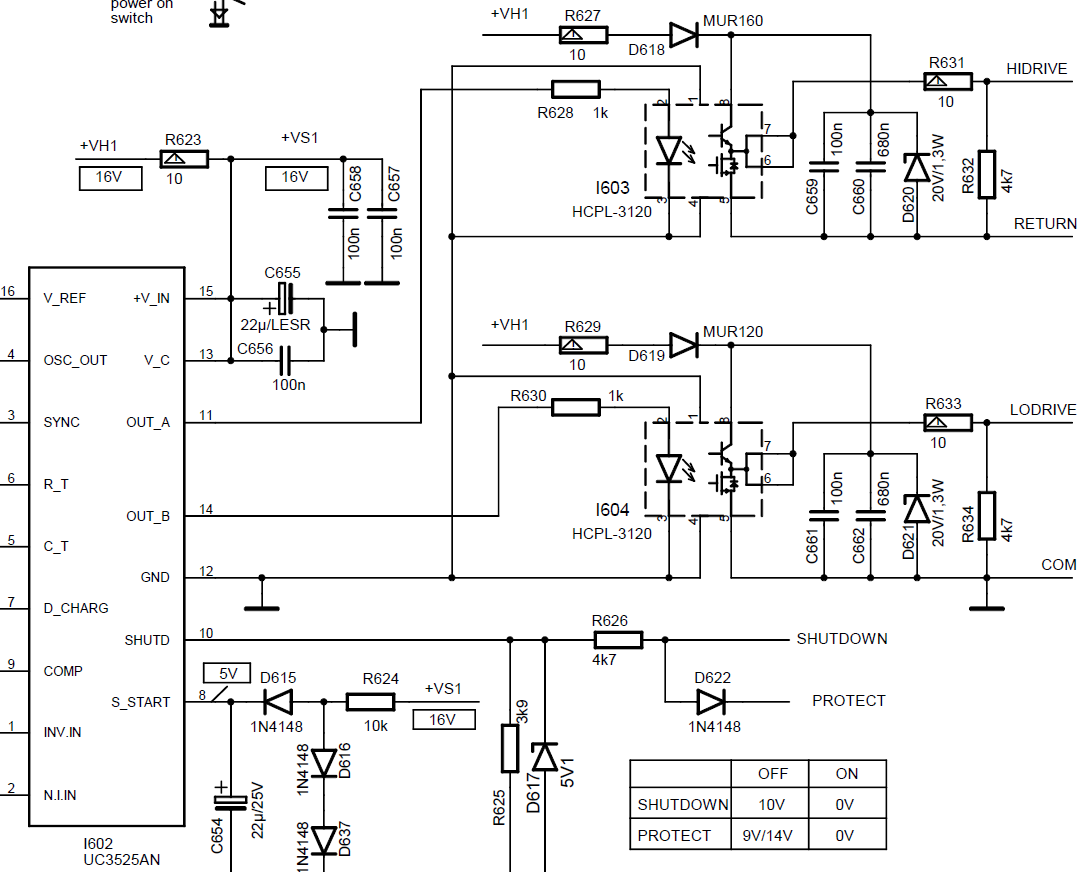 | Проверьте процедуру установки. |
| Неправильный отвод электрода. | Правильная установка электрода. | ||
| Неправильная полярность | Проверьте отрицательный и положительный выводы на правильность подключения; проверьте переключатель диапазонов питания. | ||
| Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием.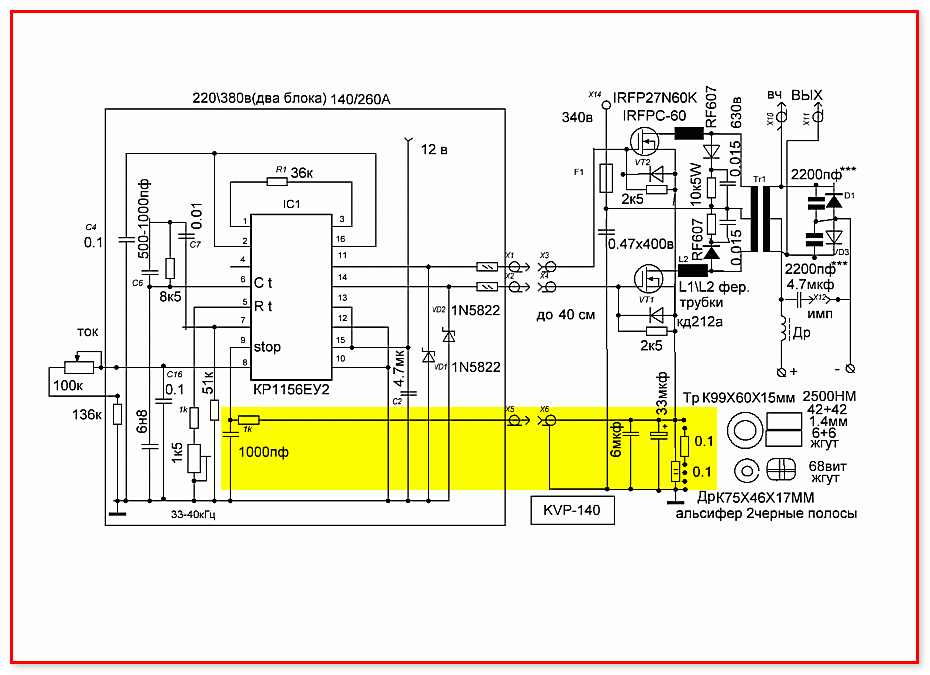 | ||
| Недостаточный поток охлаждающей жидкости. | Проверьте расход и давление; проверить фильтр охлаждающей жидкости. | ||
| Загрязненный газ. | Проверить герметичность газопровода. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
| Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на наличие загрязнений. | ||
Наконечник касается заготовки.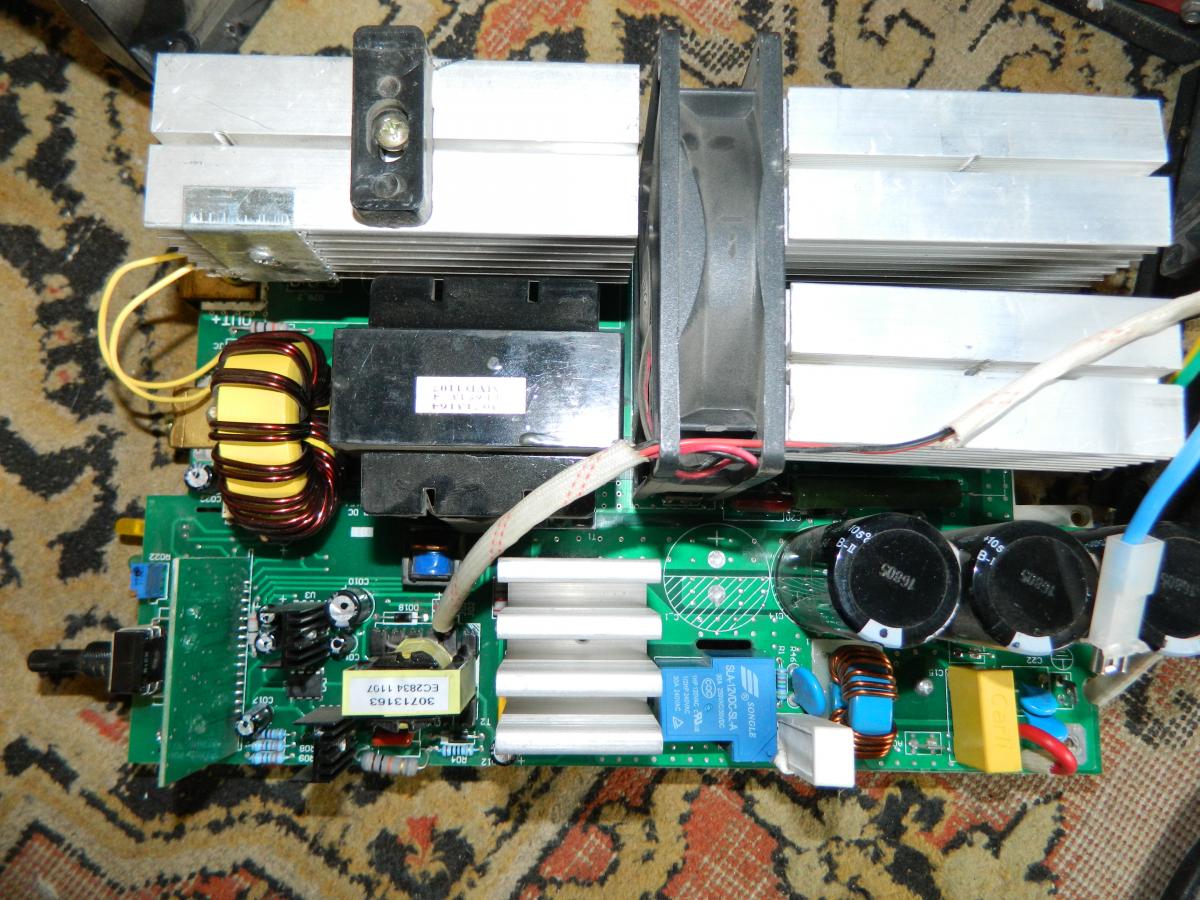 | Увеличьте дистанцию зазора. | ||
| 27. | Наконечник поврежден после периода сварки | Недостаточный поток охлаждающей жидкости. | Проверьте расход и давление; проверить фильтр охлаждающей жидкости. |
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием. | ||
Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
| 28. | Отсутствие необходимого проникновения | Слишком низкий расход плазменного газа. | Увеличьте скорость потока. |
| Неадекватный текущий уровень. | Увеличьте ток. | ||
| Минимальное смещение электрода. | Увеличьте дистанцию возврата. | ||
| Слишком высокая скорость движения. | Уменьшите скорость движения. | ||
| 29. | Пористость сварных швов | Загрязнения на заготовке. | Очистите заготовку. |
Слишком большой расход плазменного газа. | Уменьшите скорость потока. | ||
| Недостаточное покрытие защитным газом. | Увеличьте скорость потока или используйте дополнительный щиток прицепа. | ||
| 30. | Незначительный подрез в носке шва | Слишком высокая скорость движения. | Уменьшите скорость движения. |
| Слишком большой расход плазменного газа. | Уменьшите скорость потока. | ||
| Размер отверстия в наконечнике слишком мал. | Используйте наконечник с большим отверстием. | ||
| Максимальное смещение электрода. | Уменьшите дистанцию возврата. | ||
| Неадекватный текущий уровень. | Увеличьте ток. | ||
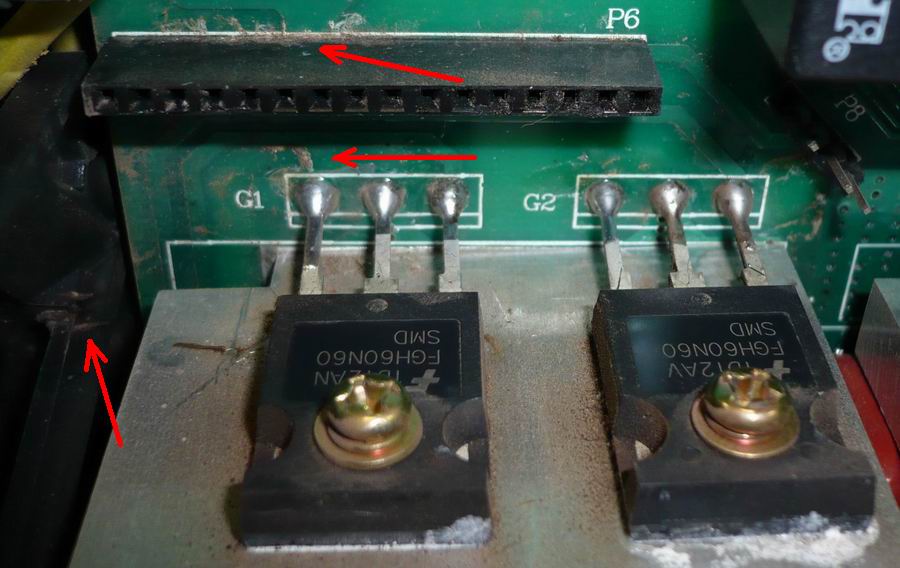 Сварка
системы иногда, кажется, развивают собственную личность, и время от времени возникают проблемы, которые вызывают большое разочарование
конечному пользователю. Климатические колебания, такие как изменение атмосферного давления, содержание влаги в атмосфере и космическое излучение.
может влиять на процесс сварки в зависимости от используемого источника питания, выбранных электродов, свариваемого материала,
и выбранные параметры сварки.Таким образом, важно убедиться, что сварочная установка способна поглощать некоторые незначительные
внешние изменения без значительного влияния на качество и стабильность окончательного сварного шва.
Сварка
системы иногда, кажется, развивают собственную личность, и время от времени возникают проблемы, которые вызывают большое разочарование
конечному пользователю. Климатические колебания, такие как изменение атмосферного давления, содержание влаги в атмосфере и космическое излучение.
может влиять на процесс сварки в зависимости от используемого источника питания, выбранных электродов, свариваемого материала,
и выбранные параметры сварки.Таким образом, важно убедиться, что сварочная установка способна поглощать некоторые незначительные
внешние изменения без значительного влияния на качество и стабильность окончательного сварного шва. По мере прохождения каждого
На шаге ниже подумайте о том, что могло измениться в вашей процедуре сварки.
По мере прохождения каждого
На шаге ниже подумайте о том, что могло измениться в вашей процедуре сварки.Почему у моего сварочного аппарата MIG нет дуги?
Размещено: 24 апреля 2019 г. Автор: MattMЧто нужно проверить, когда ваш сварочный аппарат MIG перестает работать
Ваш сварщик — неотъемлемая часть мастерской, и он может помочь вам сделать практически все, о чем вы можете подумать. Но когда он перестает работать, кажется, что это в самый неподходящий момент, и не всегда есть кто-то, с кем можно было бы устранить неполадки. Мы решили дать краткий перечень возможных причин, по которым ваш сварщик не зажигает дугу, которую вы можете исправить самостоятельно.
Но когда он перестает работать, кажется, что это в самый неподходящий момент, и не всегда есть кто-то, с кем можно было бы устранить неполадки. Мы решили дать краткий перечень возможных причин, по которым ваш сварщик не зажигает дугу, которую вы можете исправить самостоятельно.
- Заземление — Сварщику MIG необходимо хорошее чистое заземление. Это начинается с самого сварщика. Ваш заземляющий кабель должен быть надежно закреплен внутри сварочного аппарата. Проверьте соединение внутри устройства и убедитесь, что барашковая гайка или фиксатор, удерживающий кабель на месте, не ослаблен и не сломан.Следующее, что нужно проверить — это заземляющий кабель и сам зажим. Зажим заземления требует значительных усилий и может привести к попаданию на него мусора или самого кабеля со временем изнашиваться и порваться. Если вы заметили, что ваш кабель заземления изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать кабель заземления и зажим. Наконец, убедитесь, что вы проверили область на заготовке, к которой вы прикрепляете зажим заземления. Он должен быть чистым, без ржавчины, краски или налета.
- Подвод питания к сварочному аппарату — Ваш сварочный аппарат включает питание и подает проволоку, но не зажигает дугу или дает только небольшую искру? Возможно, на сварочный аппарат поступает недостаточная мощность.Для включения сварочного аппарата и работы внутреннего вентилятора и приводного двигателя требуется небольшая мощность, но если у вас плохая проводка в розетке, у вас может возникнуть эта проблема. Используйте мультиметр, чтобы проверить, что у вас есть около 110–120 В. Еще одна распространенная проблема, которую мы видим, — слишком длинный или слишком маленький удлинитель. Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не подходит для работы сварочного аппарата MIG на 135 ампер.Попробуйте подключить сварочный аппарат к розетке и проверьте, загорится ли дуга. Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ.
- Расходные материалы для сварщика — Вы не поверите, но расходные детали в вашей сварочной горелке MIG могут стать причиной отсутствия дуги у сварщика. Все эти части помогают проводить мощность через провод, выходящий из резака. Если ваш наконечник забит или загрязнен сварочными брызгами, это может вызвать проблему. Также, если наконечник неправильного размера и слишком большой, он может не соединиться с проводом и вызвать нестабильную дугу.Мы рекомендуем держать на сварочной тележке комплект расходных материалов для сварочного аппарата MIG.
- Чистая поверхность сварного шва — Сварщику MIG требуется чистая поверхность, чтобы сделать качественный шов или вообще сварной шов. Если вы пытаетесь выполнить сварку на участке, имеющем ржавчину, старую краску, герметик для швов, масло или любое другое покрытие, ваш сварщик, возможно, не сможет зажечь дугу. Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной для удаления всех покрытий, а затем протереть металл с помощью PRE Low Voc, чтобы очистить металл от любых масел или жира.Если поверхность шва и область зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.
 Он должен быть чистым, без ржавчины, краски или налета.
Он должен быть чистым, без ржавчины, краски или налета.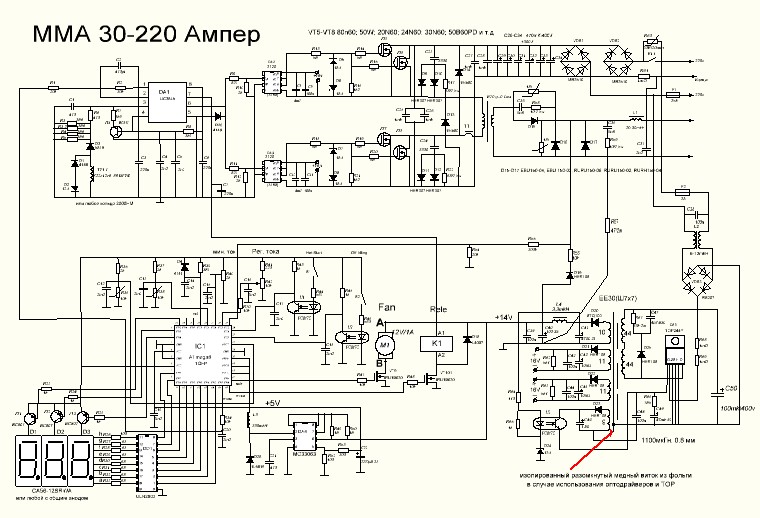 Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ.
Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ. Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной для удаления всех покрытий, а затем протереть металл с помощью PRE Low Voc, чтобы очистить металл от любых масел или жира.Если поверхность шва и область зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.
Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной для удаления всех покрытий, а затем протереть металл с помощью PRE Low Voc, чтобы очистить металл от любых масел или жира.Если поверхность шва и область зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.Если у вас все еще возникают проблемы со сварочным аппаратом Eastwood, вы можете позвонить в нашу техническую группу по телефону: 1-800-343-9353 для дальнейшего устранения неисправностей сварщика. Мы обнаружили, что большинство проблем сварщика незначительны и могут быть устранены с помощью описанных выше действий.
Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто связаны с сварочным трансформатором.Вы можете выяснить, является ли трансформатор источником проблемы, выполнив быструю серию тестов на трансформаторе. P Вам не нужно будет платить кому-либо за диагностику проблем со сварщиком.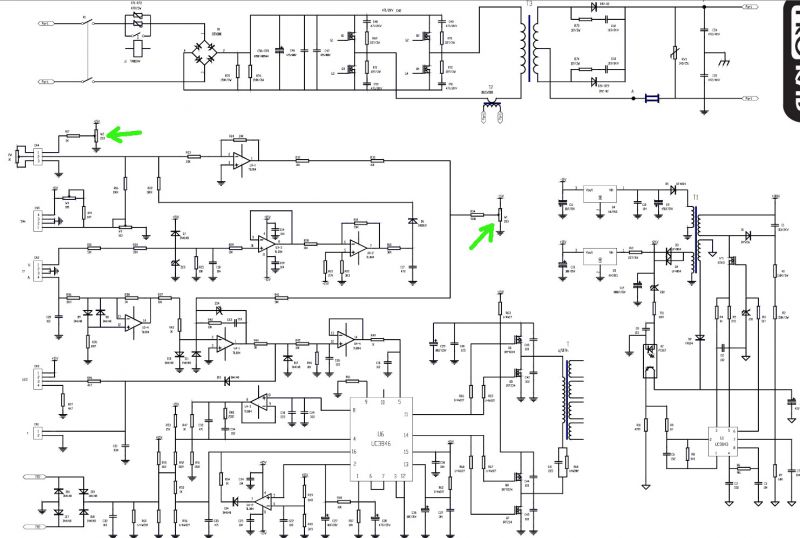
Как проверить сварочный трансформатор? Есть 10 шагов для тестирования сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Изобразите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте напряжение питания 08 9010
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение неполадок производительности сварочного аппарата
Вы сможете быстро выполнить эти 10 шагов сварщик трансформатор с легкостью, как только вы поймете, как выполнить каждый шаг.Ниже вы найдете подробное руководство по устранению проблем со сварочными трансформаторами.
1.
 Проведите визуальный осмотр трансформатора
Проведите визуальный осмотр трансформатораНачните с получения руководства по эксплуатации сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG, произведенного Hobart.
Глубоко в руководстве пользователя находится схема в разрезе частей, показывающая многочисленные части, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части для доступа к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат для доступа к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.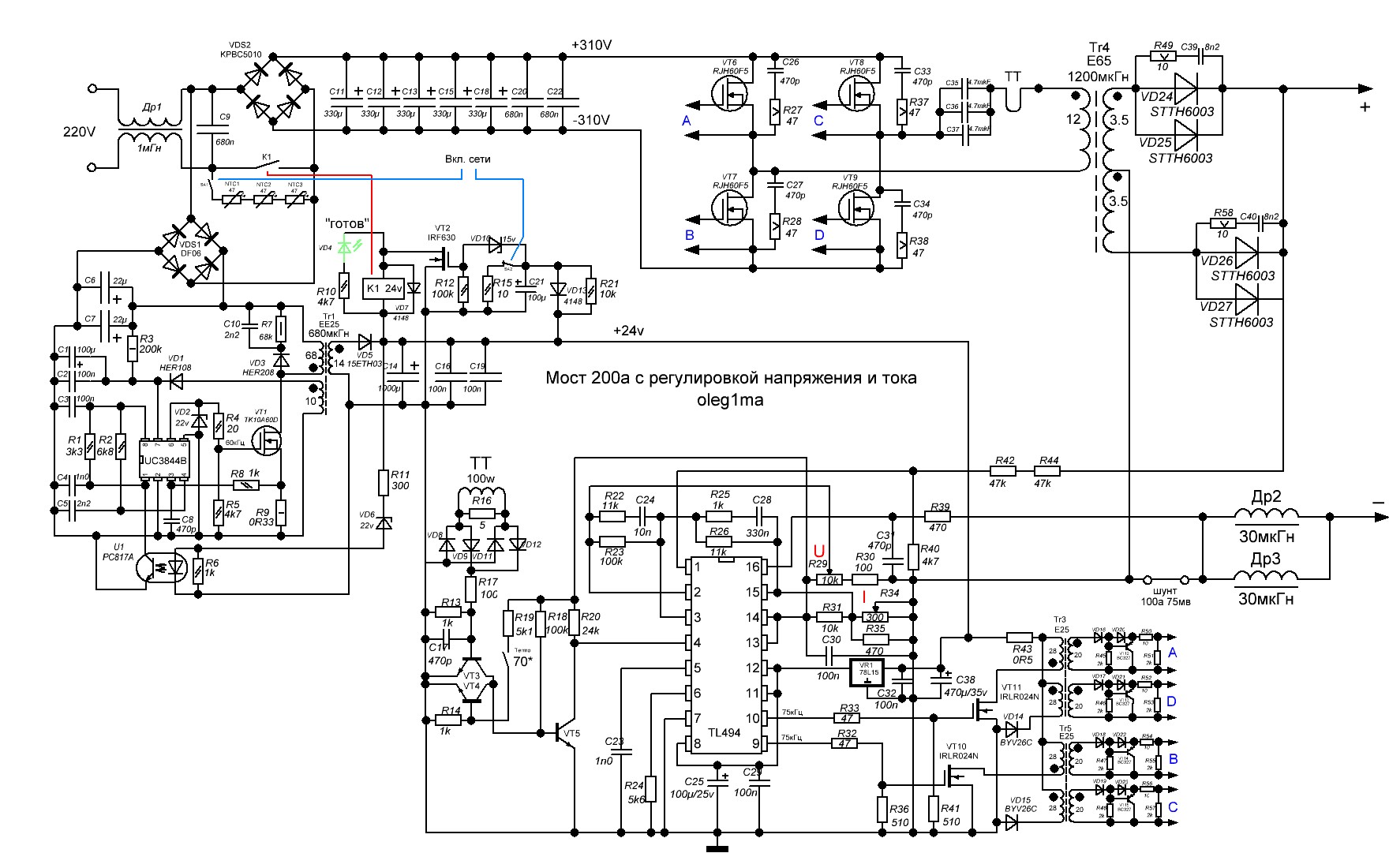
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформации или плавление внешней части трансформатора или деталей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева
- Ослабленные соединения: ослабленные соединения могут быть заставляя ваш трансформатор пойти наперекосяк.
- Выпуклость: трансформатор необходимо заменить, если кажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2. Определите схему подключения
Для тестирования трансформатора в сварочном аппарате необходимо понимать, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.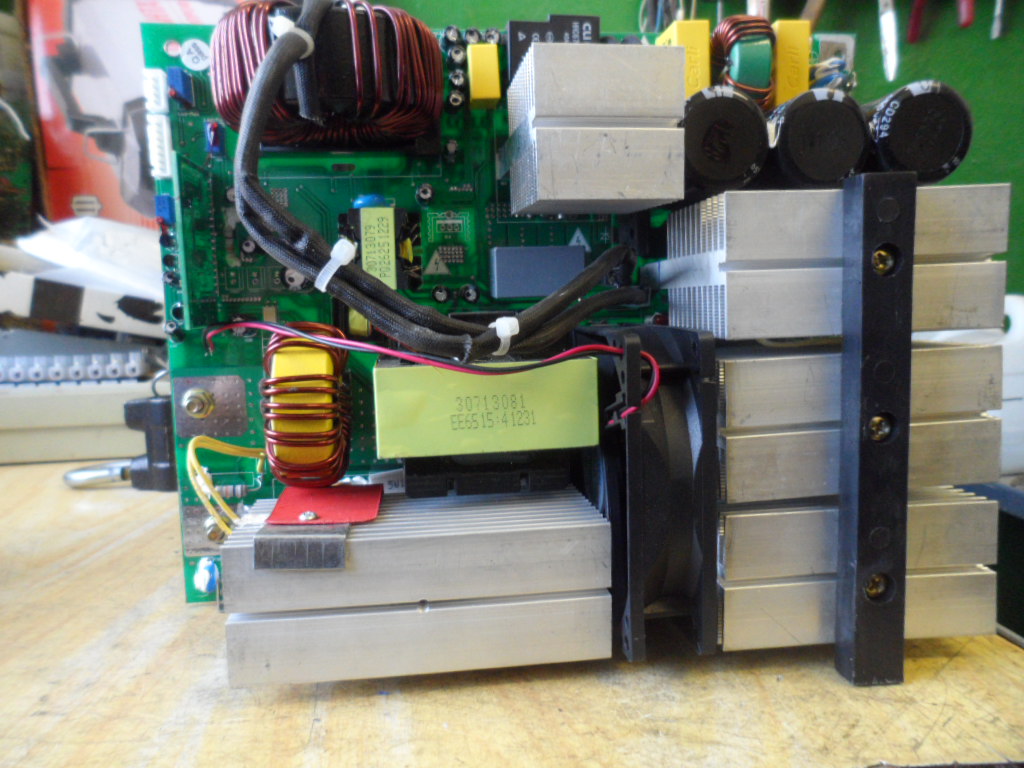
В основном трансформаторы, используемые при сварке, соответствуют этой проектной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки подключена к сварочному стержню, а другая — к сварные детали
- Первичный и вторичный ответвители служат для снижения напряжения в системе
- Отводы (не входят в комплект поставки всех сварочных аппаратов)
- Они позволяют сварщику регулировать напряжение путем поворот крана
Когда у вас есть общее представление о схеме подключения сварочного трансформатора, вы можете приступить к выполнению тестов, чтобы определить, как трансформатор работает, и все это при использовании недорогого оборудования.
3. Приобретите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, например, производства Etekcity, предоставит вам возможности:
- Измерение напряжения переменного / постоянного тока от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным шагом в процедуре проверки сварочных трансформаторов, о чем будет сказано ниже в этой статье.
Ссылки по теме: В чем разница между сваркой на переменном и постоянном токе >> Сравнение переменного и постоянного тока
4. Убедитесь, что питание отключено
Перед тем, как подключить мультиметр или провести какое-либо тестирование, убедитесь, что система отключена от всех источников питания. Для таких аппаратов, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы представляют собой важные стандарты безопасности. Работа с системой, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «выпуск воздуха из конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Однако, если трансформатор не имеет резисторов стока, тогда вам может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен
Рекомендуется дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем прочитать инструкцию по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем соедините 2 провода мультиметра вместе, чтобы убедиться, что вы получите показание 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первое испытание, которое вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и приложения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, то вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному проводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с указанным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также можете проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
Если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора — типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению в понижающем трансформаторе, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и согласованы.
Показания выходного напряжения должны быть по крайней мере в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы получили неожиданное значение, вам потребуется устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, тогда, вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Прежде чем вы продолжите чтение, вот статья, которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство.
8. Выполните проверку целостности первичных обмоток.
Начните с перемещения ручки на мультиметре, чтобы измерить сопротивление. Для начала измерения сопротивления необходимо переместить ручку в секцию омметра мультиметра.
Начните с соприкосновения отдельных выводов мультиметра. Мультиметр должен показывать обрыв.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем коснитесь положительным и отрицательным выводами мультиметра до противоположных входных клемм.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема, вероятно, означает, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Проверьте целостность вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичной обмотки трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать обрыв.
Если мультиметр не показывает целостность цепи, необходимо проверить вторичную цепь на предмет замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с производительностью сварщика часто связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин, по которой сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально, когда вы его впервые запускаете, но вскоре перестает работать.
Если ваш сварочный аппарат потребляет постоянный ток, то такая нестабильная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформаторов?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Ссылки по теме: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте о том, насколько легче отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже существуют намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, в последние годы инверторы немного догнали.
Инверторные сварочные аппараты по-прежнему дороже трансформаторных сварочных аппаратов , хотя средняя стоимость инверторов с годами снизилась. Если в домашней мастерской вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — лучший вариант для сварщиков своими руками.
Инверторытакже обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторыдешевле ремонтировать или заменять, потому что вы можете использовать запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом проверки и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника. Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница в технических характеристиках вашего трансформатора, вам следует немедленно подумать о замене трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет большее сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку в этой точке подключается основная электрическая мощность.На выходной (или вторичной) стороне электрический ток подается на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другой способ найти свой первоисточник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная — три провода.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а вторичное меньшее напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток и уменьшить его величину, поскольку полярность направленного тока меняется несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Сварщики с инвертором лучше, чем сварщики трансформатора?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как занимаемое пространство, эффективность и долговечность.
Инверторыобычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и создают более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторызанимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. Инверторы имеют больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем у трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторыобладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики дуговой сварки выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного тока или синтезированного переменного тока, такие как Dekopro Arc Welder.
Несмотря на то, что для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питанияобладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как можно сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Руководство покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Популярные проблемы электронных сварочных аппаратов и их решения
По сути, электронный сварочный аппарат представляет собой электрическую банку и имеет свои принципы работы. Если пользователь не понимает, запустить его будет сложно
Если вы не знаете, как справиться с последствиями для работы, это усложняет гарантийный процесс.Сначала вы должны понять функцию каждого блочного узла сварочного аппарата.
Кнопка основного питания: основная функция — выпрямитель и преобразование переменного напряжения в постоянное.
Преобразователь напряжения постоянного тока в высокое напряжение переменного тока: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припой для выпрямительных блоков: возьмите высокочастотный переменный ток, выпрямитель, фильтр и дайте сварной стопке.
Блок обратной связи: сварочный ток / напряжение припоя на выходе обратной связи к импульсному блоку для стабилизации сварочного тока / сварочного напряжения.
Блок настройки сварочного тока: установка сварочного тока / сварочного напряжения.
Генератор управляющих импульсов: генерирует импульсы переменной длительности, которые изменяют среднюю мощность нагрузки.
Некоторые популярные проблемы и решения:
Утечка электричества:
Приводит к нему при прикосновении к крышке электрошок
Причины: Сварочный аппарат долгое время работает в пыльной среде, которая прилипает к аппарату, или аппарат намокает.Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Удалите металлическую пыль с помощью воздушного компрессора или сушилки. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина громко работает:
В случае поломки машины из-за незакрепленных пузырей. Вы можете снова затянуть
Если машина разбилась при движении, возьмите гарантию.
Сварочный аппарат слабый:
Есть много причин и решений
Неправильно отрегулирован сварочный электрический ток: поверните рулевое колесо, чтобы увеличить сварочный ток.
Размер входного провода маленький: замените его на больший.
Неконтролируемый электрический контакт: Проверить, затянуть лампочки от источника питания к машине.
Низкая мощность (ниже 180 В): поверните рулевое колесо, чтобы увеличить напряжение, чтобы компенсировать низкую мощность. Если этого недостаточно, купите машину, стабильно работающую при слабой мощности.
Слишком большое отведение сварочного аппарата от источника питания вызывает падение давления: следует использовать проволоку большого диаметра.
сверхмощный сварочный аппарат:
Регулировать выходную мощность нецелесообразно: поворотный руль и замедление тока против часовой стрелки.
Входная мощность слишком велика: отрегулируйте напряжение источника или замените источник питания.
Примечание:
Соблюдение техники безопасности при электричестве, электросварке, пожаре и взрыве. Рабочие должны проверять машины, оборудование, инструменты, инструменты и оборудование для охраны труда перед работой и устранением неисправностей
выключите машину и оборудование и поместите их в безопасное положение, очистите и утилизируйте инструменты, оборудование
Пять основных причин отказа инвертора
Сводка
- Наиболее частой причиной выхода из строя или неисправности инверторов является неправильная установка, часто сочетание несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей.Но это еще не все.
Одним из самых пренебрегаемых электрических продуктов, используемых в промышленной автоматизации, является скромный инвертор. Оборудование редко бывает настолько простым и надежным, что инженеры-технологи забывают о его существовании. Здесь Джонатан Уилкинс, менеджер по маркетингу поставщика устаревших и запасных частей для промышленной автоматизации, European Automation, объясняет, почему даже самые устойчивые компоненты иногда выходят из строя, и что делать, когда это происходит.
Инверторы, приводы, частотно-регулируемые приводы, приводы с регулируемой скоростью, приводы с регулируемой частотой — категория продуктов, используемых для управления скоростью электродвигателя и, таким образом, снижения потребления энергии в приложениях с регулируемой скоростью, имеет больше имен, чем Prince. Хотя, если подумать, я полагаю, что на самом деле у него всего три, если вы включите его решение в 1993 году стать известным с помощью символа, а не слова.
Силовые инверторы могут быть полностью электронными или сочетать механические эффекты с электронной схемой.Поскольку инверторы преобразуют электричество постоянного тока от батарей, солнечных панелей или топливных элементов в электричество переменного тока, приложения, в которых они могут быть использованы, чрезвычайно разнообразны. Электродвигатели используются повсюду в промышленности, в том числе в секторе продуктов питания и напитков для чего угодно, от вентиляторов, вентиляторов или конвейерных лент до насосов и рефрижераторов.
При этом очевидно, как отказ или поломка инвертора может вызвать перебои в производстве и значительные финансовые потери. Наиболее частой причиной выхода из строя или неисправности инверторов является неправильная установка, часто сочетание несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей.После того, как вы пройдете тест на установку и ваш продукт будет готов к работе, есть несколько вещей, на которые вам стоит обратить внимание.
Износ конденсатора
Первой причиной отказа инвертора является электромеханический износ конденсаторов. В инверторах используются конденсаторы для обеспечения плавной выходной мощности при различных уровнях тока; однако электролитические конденсаторы имеют ограниченный срок службы и стареют быстрее, чем сухие компоненты. Это само по себе может быть причиной отказа инвертора.Конденсаторы также очень чувствительны к температуре. Температуры выше указанной рабочей температуры, часто вызванные сильным током, могут сократить срок службы компонента. Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, вызванных износом.
Чрезмерное использование
Мы упоминали, как иногда менеджеры процессов могут забыть об инверторах.Это случается чаще, чем вы думаете. Использование инверторов за пределами их рабочих пределов, по выбору, по недосмотру или отсутствию знаний, может способствовать отказу инверторного моста. Использование любого компонента с номиналом, превышающим его рабочий предел, сократит его срок службы и приведет к отказу, поэтому устранение этой проблемы просто сводится к проверке правильности работы всех инверторов.
Повышенное и пониженное напряжение
Следующие две проблемы, которые могут вызвать отказ инвертора, — это перегрузка по току и перенапряжение.Если ток или напряжение повышаются до уровня, на который инвертор не рассчитан, это может вызвать повреждение компонентов устройства, чаще всего моста инвертора. Часто это повреждение вызывается избыточным теплом, выделяемым скачком напряжения или тока. Чрезмерного тока можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда скачки напряжения вызваны деятельностью человека, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Ультразвуковые колебания
Последняя проблема в списке — это проблема, которая способствует механической нагрузке на инвертор. Ультразвуковые колебания, возникающие в сердечниках индуктивных компонентов, вызывают трение, добавляя к нежелательному теплу, генерируемому устройством, и дальнейшему повреждению компонентов инвертора. Как и в случае с любым другим электрическим оборудованием, обслуживание является ключевым, и его нельзя упускать из виду. Со временем электрические соединения имеют тенденцию к ослаблению или коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа.Однако, как говорится, лучше перестраховаться, поэтому чистка клемм в аккумуляторном ящике, предохранителей и соединения инвертора не реже одного раза в шесть месяцев имеет решающее значение. Кроме того, процесс очистки должен выполняться правильно, иначе он может нанести больше вреда, чем пользы. В идеале следует использовать металлическую щетку и средство для растворения жира. После очистки и технического обслуживания на все клеммы аккумуляторной батареи необходимо нанести защитный герметик. Решая, какое защитное покрытие использовать, избегайте покрытий на основе консистентной смазки, потому что они имеют тенденцию притягивать загрязнения, такие как пыль, что приводит к усилению разрушения соединений, а также скрывает ухудшение от дальнейших визуальных проверок.Хотя правильная установка и обслуживание могут значительно продлить срок службы инверторов, в случае отказа есть несколько путей, которыми вы можете воспользоваться. Возможно, стоит подумать о покупке отремонтированной детали, особенно для старых или устаревших моделей.
О компании European Automation:
Компания European Automation продает и продает новые, бывшие в употреблении, отремонтированные и устаревшие запчасти для промышленной автоматизации. Его глобальная сеть предпочтительных партнерских складов и полностью принадлежащих распределительных центров позволяет компании предлагать уникальные услуги в области автоматизации по всему миру.