
как сделать инвертор для дома своими руками и схемы для этого, обзор электрического аппарата и отзывы об этом
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия.
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.

- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.

Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно.
К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими.
Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.

Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы.
Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций.
Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности. Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания. Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.

Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyjj-invertor.html
Устройство и принцип работы аппаратов для сварки, как выбрать сварочный аппарат
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы. Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
К плюсам относится также:
- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.

Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.

Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.

Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм.
Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет.
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме».
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность.
Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
Источник: https://tokar.guru/svarka/tipy-svarochnyh-apparatov-princip-raboty-ustroystva.html
Принцип работы сварочного инвертора: устройство аппарата, из чего состоит и как работает?
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы сварочного инвертора.
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков. Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом сварочного устройства являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом. Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д. Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.

В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата. Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Источник: https://tutsvarka.ru/vidy/printsip-raboty-svarochnogo-invertora
Особенности работы инвертора для сварки
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится. Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
- В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
- Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
- Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.

Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
- При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
- Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
- При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
- При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
- То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
- В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.

Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования. В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока. Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволока, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволока через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Источник: http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
И еще несколько слов о сварочных инверторах
Сварочный инвертор — это современно и правильно, хотя бы потому, что электроэнергии ему нужно почти в два раза меньше, чем обычному сварочному аппарату..jpg) |
Сварочный инвертор это устройство преобразующее входной переменный ток в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50 кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки.
Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
Сварочные инверторы являются наиболее современными источниками сварочного тока. В отличие от трансформаторов и выпрямителей, у инверторов отсутствует силовой трансформатор. Работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу — на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик — от крутопадающей до возрастающей — с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу — на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
Наш — более чем 25-летний опыт продажи и ремонта сварочных инверторов различных типов позволяет сформулировать основные потребительские характеристики этих сварочных аппаратов:
1. Малый вес (3-13 кг) и скромные размеры сварочных инверторов позволяют производить сварку, легко перемещаясь вместе с аппаратом;
2. В инверторе нет силового трансформатора, а значит нет внутренних потерь на перемагничивание железа, на нагрев обмоток при взаимодействии их электромагнитных полей, на поглощение части электромагнитной индукции регулировочным шунтом — то есть КПД инвертора просто несопоставим с КПД обычного сварочного трансформатора или выпрямителя. Так, при сварке электродом диаметром 3 мм обычный аппарат потребляет не менее 6-7 кВт, а любой, даже самый простенький инвертор не более 3,5 кВт;
3. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата — при зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый «горячий старт»), а при коротком замыкании сварочный ток сразу отключается — то есть «приморозить» электрод здесь практически невозможно;
4. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.
Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) — дуга на малых токах «шепчет», брызг нет — не сварка, а одно удовольствие.
5. Что же касается стоимости сварочных инверторов, то она уже достаточно давно, и не без участия производителей из КНР, вплотную приблизилась к стоимости традиционных сварочных аппаратов, тем более, что цены на обычные аппараты тоже на месте не стоят — так что разница в цене заслуженная.
Теперь о недостатках (ну как же без них) или, скажем так — об особенностях эксплуатации сварочных инверторов.
Здесь надо четко различать:
— эксплуатация на производстве;
— использование аппарата дома, в гараже, на даче.
На производстве основной враг инвертора пыль, причем любая — и от «болгарки» и от реконструкции стен.
На втором месте — желание, с помощью ивертора, разрезать пополам рельс. Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой «сварщик» старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. — «сердце» аппарата, выходит из строя прежде, чем аппарат отключится сам.
Дальше идут такие «мелочи» как небрежное обращение с аппаратом, продолжение его эксплуатации при появлении явных признаков неисправности, ослабление фиксации сварочных кабелей в панельных гнездах, да и просто передача инвертора неквалифицированному сварщику, хотя и «асы» тоже бывают хороши.
Что же касается эксплуатации аппарата в быту, то здесь характерны следующие проблемы: заметно низкое (ниже 180 В) напряжение в дачной или гаражной электросети (владелец аппарата даже и в этом случае, по наивности, ждет от него эффективной работы), а второе место делят между собой зимнее хранение аппарата в сарае или в гараже и передача аппарата соседу.
Но в большинстве случаев, аппараты у частных владельцев живут долго и счастливо.
Есть у сварочных инверторов еще одна особенность. Это труднопроизносимое название. Многие так и норовят сказать «инвектор». Впрочем, на отличные потребительские характеристики инверторов это почти не влияет.
Поэтому, договариваемся сразу, сварочный инвертор, как всякий хороший и дорогостоящий инструмент, надо беречь, на землю не бросать, кому попало не доверять, почаще продувать от пыли (хотя бы «обратным ходом» пылесоса) и все будет хорошо, тем более, что наш Сервис-центр давно уже освоил практически любой ремонт сварочных инверторов. ________________________________________________________________________________
НЕМНОГО ТЕОРИИ.
Принцип действия инвертора.
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
Схема выпрямителя с двухтактным транзисторным (рис.1) инвертором наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
Рис.1 Схема выпрямителя с транзисторным инвертором
Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис.2. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис.2а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Возможно также регулирование изменением частоты импульсов (рис.2б):
f ↑ => T ↓ => Uв ↑
Но наибольшее распространение получил способ широтно-импульсного регулирования (рис.2в):
t ↑ => Uв ↑,
поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
Рис.2 Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины импульсов (в).
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0,01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом, такой выпрямитель имеет замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей.
Выпрямитель с инвертором пока еще дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0,7, а иногда достигает 0,9.
СТАТЬЯ ПО СВАРОЧНЫМ ИНВЕРТОРАМ
Что такое сварочный инвертор и как он работает
Сварочные инверторы
Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и её легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые электрогенераторы, выпрямители и инверторы. Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Сварочные инверторы представляют собой переносное электрическое устройство, широко применяемое в промышленной и бытовой сфере, которое позволяет осуществлять ручное дуговое сваривание и резку как цветных, так и черных металлов.
Большую популярность данные устройства получили благодаря своей компактности и весу, что гарантирует качественную сварку на высотах и других местах, где использование классических сварочных трансформаторов является невозможным.
Также сварочные инверторы считаются отличным вариантом для использования неопытными сварщиками, поскольку имеется возможность автоматизации настраиваемых режимов работы, простоты применения и проведения различных видов и типов сварки. Ну а в случае со специалистами — позволит во много раз увеличить производительность путем замены стандартного сварочного транзистора или выпрямителя.
В нашем арсенале отдельно выделен бренд сварочных аппаратов — Weldmaster и серия «ИСКРА» Электроприбор
Принцип действия
Схема инверторных сварочных аппаратов не слишком сложная и ее принцип работы построен на преобразовании переменного тока одной частоты на переменный, но уже более высокой частоты. Подробнее этот процесс можно описать так: напряжение сети (переменный ток) поступая на выпрямитель, трансформируется в постоянный. Далее в работу включается преобразователь частоты, который обратно изменяет ток на переменный, который имеет увеличенную частоту. Следующей стадией является уменьшение напряжения с помощью трансформатора. Завершающим этапом преобразования служит силовой выпрямитель позволяющий получить на выходе ток, обладающий существенной силой и имеющий низкое напряжение.
Преимущества и особенности
Отличительной особенностью является осуществимость выдачи тока требуемой мощности, не уступая при этом большим по размерам аналогам.
Преимущества :
-
такие же рабочие характеристики как и у трансформаторных, при наличии существенно меньших размеров и веса аппарата;
-
простота и легкая настройка тока под любые поставленные задачи;
-
меньшее потребление электроэнергии благодаря использованию инверторной технологии, которая подразумевает применение пары преобразователей;
-
имеют большой коэффициент полезного действия, по сравнению с трансформаторами и преобразователями, который равняется 90%. Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
-
уменьшение разбрызгивания металла при сварочном процессе;
-
применение IGBT-элементов позволило повысить общую надежность устройства;
-
легкая и удобная доставка к месту проведения работ.

Как пользоваться
Первое что нужно сделать – это подготовить защитную спецодежду и экипировку. Далее следует определиться с материалом, требующим сварки (чугун, мягкая или нержавеющая сталь) и его толщиной. Опираясь на известную информацию, производится выбор необходимой силы тока и нужного диаметра электрода. Далее проводится настройка самого инвертора, после чего следует определение вида подключения, оно может быть прямым и обратным. Прямое необходимо для сварки толстого изделия («+» крепится на деталь, «-» соответственно электрод). Обратное подключение необходимо для тонких материалов («+» — электрод, «-» закрепляется на свариваемой детали). По завершению всех подготовительных процедур можно приступать к процессу сварки.
Кроме выше перечисленного, нужно обратить внимание на следующий нюанс: что именно требуется сварить (угол, вертикальная или горизонтальная поверхность, труднодоступные места и т.д), подобрать правильно положение электрода (углом вперед, назад или прямой).
Приобретение
Наш интернет-магазин предоставляет возможность купить лучшие инверторные сварочные аппараты по выгодным и доступным ценам. Наши специалисты всегда предоставят самую актуальную и полезную информацию и помогут правильно выбрать оборудование. Мы предлагаем недорогие инверторные СА благодаря тому, что сами являемся производителем и воплощаем идею максимального качества инструмента и доступности его как можно большему кругу потребителей. Так же у нас имеется быстрая доставка по городу и региону.
Как выбрать сварочный инвертор Статьи
« НазадКак выбрать сварочный инвертор 12.04.2017 01:03Сегодня выполнить какие-то сварочные работы вполне сможет и неподготовленный человек. А поможет ему в этом новое поколение сварочных аппаратов, так называемые инверторы. Как только, по ошибке, их не называют: «сварочный инвектор», «сварочный инжектор», «сварочный конвертор» и даже «сварочный инвептор» но правильное название — сварочный ИНВЕРТОР.
Аппараты эти отличаются. от привычных нам тяжелых трансформаторов. многими показателями. Это и небольшой вес (всего несколько килограммов), и сравнительно небольшой размер, и удобство в работе, и масса других полезных функций и дополнений. На рынке сейчас представлено просто огромное количество моделей, поэтому осуществить правильный выбор довольно сложно. В статье мы расскажем, как выбрать сварочный инвертор для своих нужд.
Для чего обычному человеку, не имеющему опыта работы со сваркой, может потребоваться сварочный аппарат? Он может быть востребован практически везде. Если у вас есть дача или вы живете в частном доме, то часто приходится резать или соединять металлические уголки, арматуру, прочие детали. С помощью инвертора сделать это можно легко и быстро, даже без соответствующего опыта.
Принцип работы сварочного инвертора.
Любой сварочный аппарат-инвертор, отзывы о котором можно найти на множестве интернет-ресурсов, представляет собой сложное электронное устройство, питающееся от напряжения 220 В. Переменный ток идет на выпрямитель, откуда выходит постоянный ток, а затем сглаживается фильтром. Теперь инвертор преобразует его в высокочастотный переменный ток. Далее по цепочке, происходит выпрямление высокочастотного тока, то есть, преобразование его опять в постоянный ток. Ток сглаживается фильтром и поступает на электрод. За процессы преобразования тока отвечает главное электронное устройство инвертора — блок IGBT.
Переменный ток идет на выпрямитель, откуда выходит постоянный ток, а затем сглаживается фильтром. Теперь инвертор преобразует его в высокочастотный переменный ток. Далее по цепочке, происходит выпрямление высокочастотного тока, то есть, преобразование его опять в постоянный ток. Ток сглаживается фильтром и поступает на электрод. За процессы преобразования тока отвечает главное электронное устройство инвертора — блок IGBT.
Сварка сварочным инвертором производится легче, чем обычной сваркой, а высокая частота тока позволяет использовать трансформатор небольшого размера. Отсюда и легкость всего устройства. Например, для обеспечения аппарата сварочным током 150-160 ампер достаточно веса трансформатора 250 грамм. Можно сделать небольшое сравнение. Для того чтобы получить такой ток в обычном сварочном аппарате, ему необходим трансформатор весом около 20 кг.
Какой выбрать сварочный инвертор?
Об этом необходимо задуматься еще до покупки. Выбор сварочного инвертора зависит от того, как часто вы планируете его использовать. Для домашних нужд вполне будет достаточно и недорогой модели, стоимостью около 120-140 долларов и сварочным током 150-180 ампер, а для профессиональной деятельности обратите внимание на более дорогие агрегаты обеспечивающие токи до 250 ампер. При выборе устройства следует учитывать некоторые основные и дополнительные характеристики инвертора, о которых мы поговорим ниже.
Для домашних нужд вполне будет достаточно и недорогой модели, стоимостью около 120-140 долларов и сварочным током 150-180 ампер, а для профессиональной деятельности обратите внимание на более дорогие агрегаты обеспечивающие токи до 250 ампер. При выборе устройства следует учитывать некоторые основные и дополнительные характеристики инвертора, о которых мы поговорим ниже.
Процент нагрузки (ПН).
Одна из важнейших характеристик сварочных инверторов и означает она следующее — какой процент времени, из 5 минутного цикла, сварочный аппарат способен держать дугу при заданном токе. Для России лучше брать за основу именно 5-и минутный цикл. Разберем все это на примере конкретного аппарата.
Фото маркировки с корпуса сварочного инвертора Fubag IN 130.
Цифры подчеркнутые синим это процент нагрузки, зеленым это заданный ток. Для примера возьмем столбик где написано 5% и 130А.
5% — это ПН, ну а 130А — это 130 ампер.
Считаем — цикл 100% = 5 минут = 300 секунд.
300/100=3*5=15секунд.
Все эти расчеты означают, что при установленном токе 130 ампер (примерно электрод тройка) варить можно всего 15 секунд, а 4 минуты 45 секунд нервно курить, ожидая пока инвертор остынет.
Только так и никак иначе!
А вот при токе 45 ампер (примерно электрод 1.6мм).
300/100=3*60=180секунд
Можно варить 3 минуты и 2 минуты уже спокойно подождать пока остынет инвертор.
Вывод — перед покупкой определитесь какими электродами будете варить, если тройкой это 120 ампер, выбирайте аппарат который при токе 120 ампер обеспечит процент нагрузки не ниже 60%.
Регулировка сварочного тока.
Все инверторы оснащаются регулятором, способным изменять силу сварочного тока. Однако диапазон таких изменений может быть различным. Изменять ток бывает необходимо в различных ситуациях. Например, если сварка производится электродом толщиной 2 мм, то ток можно уменьшить, иначе электрод быстро раскалится докрасна и согнется. А вот для сварки толстыми электродами силу тока можно увеличить. Если этого не сделать, то будет наблюдаться эффект «залипания», когда электрод прилипает к свариваемой детали. Для бытовых нужд, а также для периодической работы вполне достаточно тока 150-180 А.
А вот для сварки толстыми электродами силу тока можно увеличить. Если этого не сделать, то будет наблюдаться эффект «залипания», когда электрод прилипает к свариваемой детали. Для бытовых нужд, а также для периодической работы вполне достаточно тока 150-180 А.
Защита от перепадов напряжения в сети.
Практически все аппараты хорошо выдерживают перепады сетевого напряжения. Бытовые приборы имеют показатель колебаний напряжения в пределах 10-15 %. Более дорогие модификации способны устойчиво противостоять скачкам напряжения до 25 %. Выбор сварочного инвертора лишь частично зависит от этого параметра, так как обычно в сети не бывает слишком маленького напряжения. Однако для гаражных, садовых и дачных участков, где проблемы с сетью явление довольно частое, на этот параметр следует обратить внимание.
Защита от влаги и пыли.
Каждый инвертор имеет присвоенный ему класс защиты. Наиболее распространенный класс — IP21. Он обеспечивает защиту от дождя, идущего сверху вниз, а также защищает аппарат от крупных частиц мусора и пыли. Более совершенная защита обеспечивается классом — IP23. Это уже косой дождь и более мелкая пыль.
Он обеспечивает защиту от дождя, идущего сверху вниз, а также защищает аппарат от крупных частиц мусора и пыли. Более совершенная защита обеспечивается классом — IP23. Это уже косой дождь и более мелкая пыль.
Совет: никогда не работайте вблизи включенного инвертора болгаркой и тем более не работайте инвертором рядом со шлифовальным станком. Металлическая пыль является злейшим врагом инвертора. Попадание такой пыли на печатную плату устройства может привести к замыканию дорожек и сгоранию инвертора.
Более подробно о классах защиты: IP (степень защиты оболочки)
Защита от перегрева.
Качественные аппараты оснащены защитой, которая отключает аппарат при его перегреве. Если, например, долгое время работать сваркой на максимальном токе, то возможно возникновение подобного перегрева. Особенно летом, при высокой температуре воздуха. Более простые модели такой функции не имеют. Но этот параметр не является критически важным, ведь работать непрерывно практически не получается. Поэтому перегреть инвертор достаточно трудно но можно — не забывайте об этом.
Поэтому перегреть инвертор достаточно трудно но можно — не забывайте об этом.
Ремонтопригодность.
Очень важно покупать такой инвертор, который можно будет отремонтировать после окончания срока гарантии. Дешевые китайские модели не обладают такой возможностью. Наиболее дорогая деталь аппарата, блок IGBT, в случае сгорания какой-то небольшой детальки, уже невозможно отремонтировать в таких устройствах.
Функция антизалипания.
Функция «Arc Force» дает возможность увеличивать силу сварного тока при ее максимальном сближении с деталью. Следовательно, электрод не будет прилипать к детали. Если электрод все же прилип (что бывает при малом сварочном токе), то функция «Anti-Stick» автоматически снижает ток, в результате чего электрод охлаждается.
Возможность сваривания других металлов.
Дорогие сварочные инверторы способны варить не только сталь, но и чугун, и нержавеющую сталь. Также они могут работать в среде инертных газов (аргонная сварка). Но и стоимость их будет значительно выше. Как выбрать сварочный инвертор со всеми этими функциями? Достаточно взглянуть в паспорт изделия, где имеются подробные сведения обо всех возможных режимах работы устройства.
Но и стоимость их будет значительно выше. Как выбрать сварочный инвертор со всеми этими функциями? Достаточно взглянуть в паспорт изделия, где имеются подробные сведения обо всех возможных режимах работы устройства.
Необходимая комплектация инвертора.
Покупая сварочный аппарат, убедитесь в наличии необходимых принадлежностей, без которых работа будет невозможной. Обычно любой агрегат комплектуется следующими компонентами:
• два толстых изолированных провода, которые надежно соединяются с устройством. Один провод имеет держатель для электрода, а второй — зажим для закрепления на свариваемой детали;
• щиток с темным стеклом. Лучше всего, совместно с покупкой аппарата, приобрести маску сварщика. В ней вам будет удобнее работать, нежели удерживать одной рукой щиток, а второй — держатель с электродом. Рекомендуется приобрести современную маску типа «Хамелеон», в которой стекло автоматически затемняется в зависимости от количества света, поступающего на стекло;
• комплект электродов обычно покупается отдельно от сварочного аппарата;
• приобретите также перчатки, в которых будете работать.
Особенности сварочных инверторов — Меандр — занимательная электроника
В настоящее время на рынке в большом количестве представлены инверторные сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от питающей сети частотой 50 Гц поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов в переменный, но уже высокой частоты 20…50 кГц. Затем переменное напряжение высокой частоты понижается до 70…90 В, а сила тока соответственно повышается до необходимых для сварки 100…200 А. Высокая частота преобразования является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Затем переменное напряжение высокой частоты понижается до 70…90 В, а сила тока соответственно повышается до необходимых для сварки 100…200 А. Высокая частота преобразования является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Рис. 1
Устройство сварочного инвертора показано на рис.1, на котором обозначено:
УК — устройство контроля температуры, отключающее инвертор при перегреве;
В — сетевой выпрямитель;
Ф — фильтр;
ТП — транзисторный преобразователь напряжения;
ВВ — выходной выпрямитель;
ВИП — контролер входного напряжения, отключающий инвертор при слишком высоком или слишком низком напряжении в питающей сети;
УУ — устройство управления.
Упрощенная схема силовой части сварочного инвертора показана на рис.2. Как видно из рис.2, силовая часть включает в себя мостовой инвертор, работающий на высокочастотный трансформатор Т1, напряжение с которого выпрямляется диодами VD5 и VD6.
Рис. 2
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не преобразованием напряжения низкой частоты 50 Гц, как это происходит в традиционных сварочных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160 А, достаточно трансформатора, масса которого 250 г, а в обычных сварочных аппаратах для этого необходим трансформатор с медной обмоткой и массой более 18 кг.
Преимущества сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того, возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргон с дуговой сварки неплавящимся электродом. Помимо этого в каждом инверторе есть функции:
Помимо этого в каждом инверторе есть функции:
- «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока;
- «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью;
- «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Технические преимущества:
- Высокий КПД — 85…95%.
- Высокий коэффициент мощности — 0,99.
- Минимальный расход дефицитных электротехнических материалов.
- Широкий диапазон регулирования параметров режима — от нескольких ампер до сотен и тысяч. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами диаметром 1,6 или 2 мм. Дуга на малых токах «шепчет», брызгчет — не сварка, а одно удовольствие.
- Плавная регулировка сварочного режима в широком диапазоне токов и напряжений.
- Минимальные потери электрической энергии в сварочных кабелях и соединительных элементах.
- Небольшие габариты и масса, удобство переноски и доставки источника к месту сварки.
- Высокий уровень элекгробезопасности за счет использования двойной изоляции.

Технологические преимущества:
- Сварка покрытыми электродами любых марок на постоянном и переменном токе.
- Универсальность внешней статической характеристики, обеспечивающей ручную дуговую сварку покрытым электродом, неплавящимся в среде аргона, механизированную плавящимся электродом в защитных газах.
- Стабильность зажигания дуги за счет высокого Uxx.
- Возможность сварки короткой дугой, уменьшающей энергопотери и улучшающей качество сварного соединения благодаря уменьшению зоны термического влияния.
- Качественное формирование шва во всех пространственных положениях.
- Минимальное разбрызгивание при сварке.
- Возможность исключить магнитное дутье при сварке на постоянном токе.
- Сварка трудносвариваемых сталей и сплавов. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата. При зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый, «горячий старт»), а при коротком замыкании сварочный ток сразу отключается, то есть «приморозить» электрод здесь практически невозможно.

Возможность сварки сложных металлоконструкций сварщиками невысокой квалификации.
Недостатки сварочных инверторов
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Если опыт сварщика достаточно высок или не требуется особого качества работ, то при покупке сварочного аппарата можно обойтись и меньшими деньгами.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так, при температуре ниже минус 15°С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие комплектующие использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
Хранение сварочного инвертора в гараже также нежелательно (резкие перепады температур приводят к появлению конденсата на платах, что может повредить отдельные узлы). Проблема эксплуатации сварочных инверторов при температурах ниже нуля, к сожалению, очень слабо освещена производителями.
Ремонт традиционных сварочных аппаратов обычно дешевле. При выходе их строя «сердца» инвертора (модуля IGBT) придется отдать от 1/3 до половины стоимости самого аппарата. Поломка происходит в случаях резкой перегрузки, например, когда сварщик пытается как можно быстрее разрезать очень толстый и прочный металл (например, рельсу), а также при больших скачках напряжения в питающей сети. В подобных случаях защита аппарата (тепловое реле) просто не успевает сработать.
В подобных случаях защита аппарата (тепловое реле) просто не успевает сработать.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 м, но к этому нужно просто привыкнуть.
После зажигании дуги напряжение от инвертора делится между проводами и дугой. Чем длиннее провод, тем больше его сопротивление, а чем больше его сопротивление, тем больше будет падение напряжения на них, а не на дуге. То есть получится, что инвертор «не тянет», и дуга зажигается и туг же гаснет.
Можно увеличивать сечение провода, уменьшая, тем самым, сопротивление, но в конечном итоге вы все равно упретесь в размеры клемм подсоединения к инвертору, и тогда начнут гореть они. Производители оптимизируют все размеры и толщину стандартных проводов, так что «стандартные» сварочные провода со стандартными клеммами и оптимальным сопротивлением как раз и будут до 2,5 м длины.
Чем выше напряжение, тем меньше потерь при передаче одинаковой мощности по проводам того же сечения. Для передачи электрической энергии от розетки 230 В к инвертору с одинаковыми потерями потребуется гораздо меньший по толщине (и соответственно цене) провод, чем для более низкого напряжения на его выходе к дуге. Но тут также не стоит использовать провод меньшей толщины, чем подвод к розетке — все-таки сварочные аппараты, особенно в момент зажигания дуги, — это одна из самых больших нагрузок для бытовой проводки.
Для передачи электрической энергии от розетки 230 В к инвертору с одинаковыми потерями потребуется гораздо меньший по толщине (и соответственно цене) провод, чем для более низкого напряжения на его выходе к дуге. Но тут также не стоит использовать провод меньшей толщины, чем подвод к розетке — все-таки сварочные аппараты, особенно в момент зажигания дуги, — это одна из самых больших нагрузок для бытовой проводки.
Передняя панель сварочного инвертора показана на рис.3.
Рис. 3
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка — ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема — это поджигание дуги
У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток задается по шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15°С, и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов разработаны для работы с короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать заданный ток, и к тому же он постоянный.
Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля веды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, что сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
На что обращать внимание при выборе сварочного инвертора
Защита от скачков напряжения
Практически все сварочные аппараты инверторного типа имеют встроенную защиту от скачков напряжения. Оптимальный уровень защиты — допустимо отклонение напряжения на ±20…25%. Т.е. при скачках напряжения в сети в диапазоне от 170 В до 270 В ваш аппарат будет защищен. Как правило, указанную защиту имеют дорогие модели для промышленного использования. У аппаратов для бытового применения этот показатель обычно составляет 10…15%.
Вентиляция
Пыль — это главный враг сварочного инвертора. В основном пыль всасывается вентилятором охлаждения, без которого обойтись никак нельзя. Естественно, производители придумывают различные способы вентиляции с целью уменьшения попадания пыли на наиболее чувствительные узлы. Одним из таких методов является туннельная вентиляция, когда радиатор располагается вдоль всего корпуса, а основные узлы находятся внутри радиатора. Но это уж для очень грязных производств. В большинстве случае платить за супервентиляцию не стоит. Лучше всего просто снять корпус, после чего убрать пыль продувкой и мягкой кистью. Это самый надежный способ. Всем, у кого есть собственный настольный компьютер (у них похожая проблема), такая процедура должна быть знакома.
Но это уж для очень грязных производств. В большинстве случае платить за супервентиляцию не стоит. Лучше всего просто снять корпус, после чего убрать пыль продувкой и мягкой кистью. Это самый надежный способ. Всем, у кого есть собственный настольный компьютер (у них похожая проблема), такая процедура должна быть знакома.
Наличие запасных частей
Поинтересуйтесь на сервисе наличием печатных плат (их отказ — это наиболее частая и дорогая поломка) на интересующий вас аппарат. Если платы только под заказ, то это хороший признак, так как запчасть редко запрашивается. Если сервис на вопрос о запчастях затрудняется сказать что-либо вразумительное: когда она может быть, цена, откуда завозится и т.п., то от покупки лучше воздержаться.
Возможные неисправности сварочных инверторов и способы их устранения приведены в таблице.
| Неисправность | Причина неисправности | Методы устранения |
| Нестабильное горение дуги или сильное разбрызгивание металла при сварке | Неправильно подобран сварочный ток. Сила тока должна соответствовать рекомендуемым значениям, указанным на пачке электродов или 25-40 А на 1 мм диаметра электрода Сила тока должна соответствовать рекомендуемым значениям, указанным на пачке электродов или 25-40 А на 1 мм диаметра электрода | Установите силу тока соответствующую диаметру электрода |
| Постоянное прилипание электрода, при правильном выборе силы сварочного тока | Низкое напряжение питающей сети, напряжение должно соответствовать 220 В ±15% | Приобрести стабилизатор напряжения мощностью не менее 3 кВт |
| Не зажаты кабельные вставки в панельных гнездах | Зажмите их поворотом по часовой стрелке | |
| Сечение провода питающей сети менее 2,5 мм2 | Используйте провод сечением не менее 2,5 мм2 | |
| Подгорание контактов в соединениях питающей сети | Устраните причину подгорания контактов | |
| Чрезмерно длинный удлинитель — более 40 м | В данном случае лучше применять провод сечением не менее 4 мм2. | |
| Сварки нет, хотя сварочный инвертор включен, индикатор сети горит | Нет контакта или плохой контакт зажима «массы» и детали | Восстановите контакт |
| Обрыв сварочных кабелей | Восстановите целостность сварочных кабелей.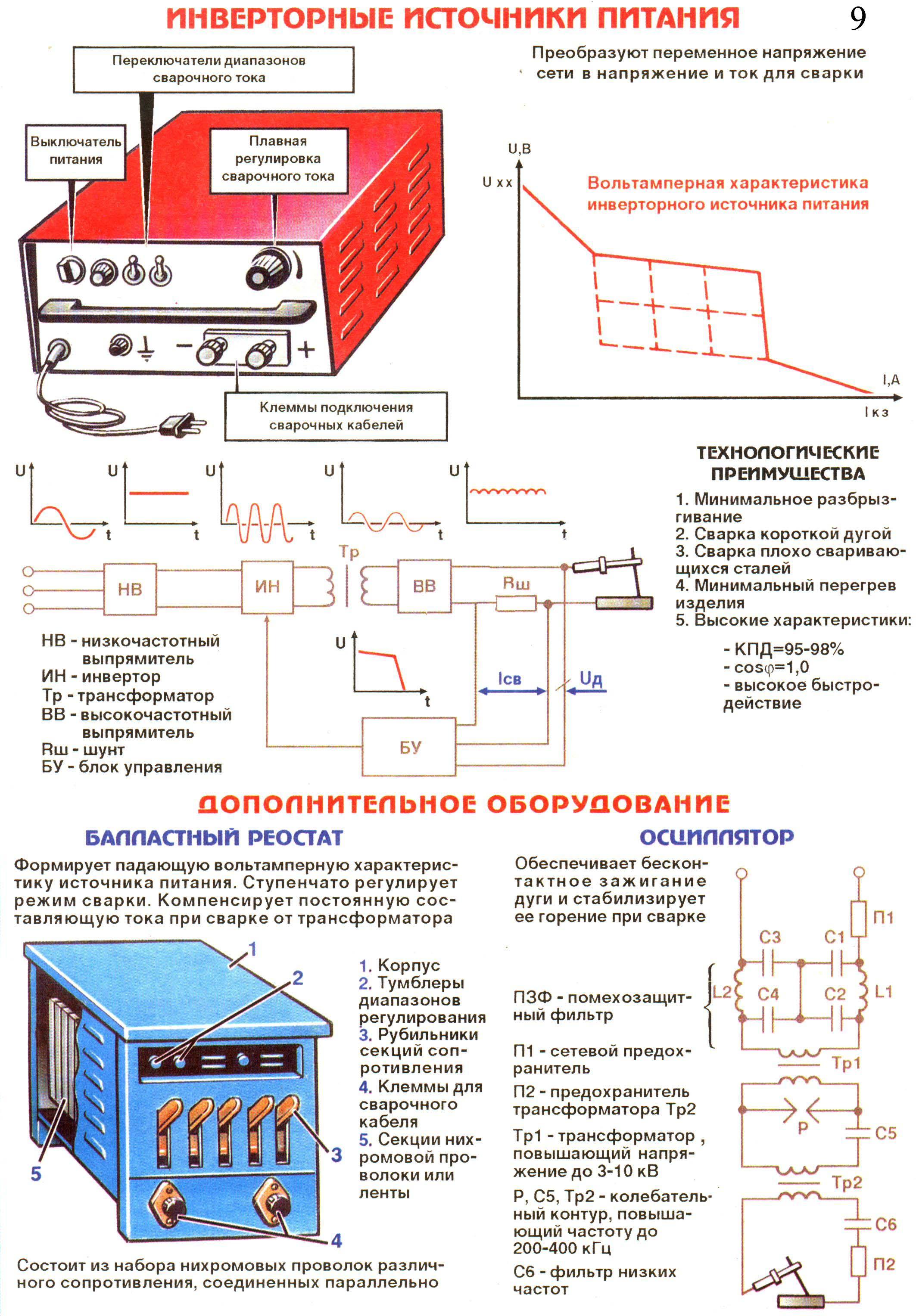 | |
| Отключение напряжения при сварке | Автоматический выключатель питающей сети неисправен или не соответствует номиналу по току (менее 25 А) | Поменяйте автоматический выключатель |
| Загорается индикатор перегрева при сварке | Превышен параметр «продолжительности нагрузки». Индикатор перегрева включается при нагреве свыше 80°С | Прекратите сварку и дайте аппарату остыть до отключения индикатора |
Температурный диапазон эксплуатации инвертора
С температурой, которая выше нуля, все более-менее просто: чем выше окружающая температура, тем быстрее сработает защита аппарата. К тому же предельно допустимая для инвертора температура окружающей среды в +40°С — это достаточно редкое явления в наших широтах.
А вот работа при низких температурах — это скользкая тема. Внутренности инвертора — это различные микроконтроллеры, транзисторы, конденсаторы и т.д. Каждый элемент имеет свой рабочий диапазон температур, разумеется, что чем шире диапазон, тем он дороже. А вот при каких температурах все будет работать в сборе — это может и должен сказать сам производитель. К сожалению, подобную информацию часто трудно найти. Либо ее нет совсем, либо производитель делает ссылку на соответствие определенным стандартам.
А вот при каких температурах все будет работать в сборе — это может и должен сказать сам производитель. К сожалению, подобную информацию часто трудно найти. Либо ее нет совсем, либо производитель делает ссылку на соответствие определенным стандартам.
В Европе это стандарт EN 60974-1 «Arc welding equipment. Part 1: Welding power sources». Аналогичный российский — ГОСТ P МЭК 60974-1-2004. Указанные стандарты предполагают температуру эксплуатации при ручной дуговой сварке от -40°С до +40°С. Однако если производитель в паспорте ссылается на указанный стандарт, то еще не факт, что ваш инвертор запуститься при -15°С и ниже. Желательно заглянуть в каталог и на сайт производителя. В Европе каталог считается очень весомым документом (вспомните большие штрафы за недобросовестную рекламу).
В принципе, широко известно, что электроника не «любит» температур ниже 0°С. У инвертора при предельно низких температурах обычно загорается лампочка «перегрузка», и аппарат не запустится. Гораздо хуже, если аппарат все- таки заработает и нагреется, в результате чего, после его выключения, внутри образуется конденсат, что может быть опасным для некоторых узлов. Если в паспорте вашего аппарата четко не указан температурный диапазон эксплуатации, то лучше воздержитесь от сварки на морозе.
Гораздо хуже, если аппарат все- таки заработает и нагреется, в результате чего, после его выключения, внутри образуется конденсат, что может быть опасным для некоторых узлов. Если в паспорте вашего аппарата четко не указан температурный диапазон эксплуатации, то лучше воздержитесь от сварки на морозе.
Бытовой сварочный инвертор
При покупке не стоит опасаться термина «бытовой». Понятия бытовой, профессиональный и промышленный инструмент пока не являются терминами юридически и технически унифицированными (да и вряд ли такое возможно). В то же время, брэндовые производители при классификации своей продукции придерживаются примерно следующих правил: под термином «бытовой» понимают обычно непрерывную работу оборудования (инструмента) на протяжении 15…30 мин с дальнейшим перерывом примерно до одного часа. Профессиональный инструмент предполагает эксплуатацию с 8-часовым циклом, а промышленный (industrial) можно эксплуатировать в 3 смены с небольшими технологическими перерывами. Прочие технические характеристики бытового и профессионального инструмента практически одинаковы. Т.е. вы одинаково качественно сможете проварить шов как бытовым, так и промышленным аппаратами. Но длина шва за единицу времени работы бытового инвертора будет меньшей. В то же время вполне логично, что бытовой инструмент большой мощности и (или) для каких-либо специальных задач не выпускается, только профессиональный.
Прочие технические характеристики бытового и профессионального инструмента практически одинаковы. Т.е. вы одинаково качественно сможете проварить шов как бытовым, так и промышленным аппаратами. Но длина шва за единицу времени работы бытового инвертора будет меньшей. В то же время вполне логично, что бытовой инструмент большой мощности и (или) для каких-либо специальных задач не выпускается, только профессиональный.
Рекламные уловки
Некоторые торговцы пытаются акцентировать внимание покупателя на стандартных функциях инвертора: Hot start (горячий старт), Anti-Slicking (антиприпипание при выключении, эффект примерзания) и Arc-Force (форсаж дуги — антиприлипание при сварке). Названные функции тесно связаны с инверторной технологией. Более того, инвертор, в частности, для того и изобретался. Поэтому «выпячивание» подобных плюсов носит сугубо рекламный характер (если не сказать хуже).
У инверторной технологии есть еще ряд других возможностей, которые не всегда используются. Например, возможность её использования для зарядки аккумулятора. К сожалению, её предоставляют не все производители, хотя технически это несложно и недорого, а для стран СНГ было бы очень актуально.
Например, возможность её использования для зарядки аккумулятора. К сожалению, её предоставляют не все производители, хотя технически это несложно и недорого, а для стран СНГ было бы очень актуально.
Запас по мощности
Все данные по производительности сварочных аппаратов приводятся из расчета 220…230 В в питающей сети. И даже если ваш аппарат рассчитан на работу в диапазоне 170…270 В — производительность его при 170 В будет значительно ниже, чем при 230 В. То есть некий запас по мощности очень даже пригодится. При нынешнем состоянии электроэнергетики, чтобы без проблем варить электродом 3 мм, надо брать аппарат с возможностью сварки до 4 мм.
Не всегда высокая цена соответствует хорошему качеству. Поскольку работающий сварочный инвертор можно собрать дома или в гараже, то цена сварочного аппарата сильно зависит от серийности производства. Обычно, чем крупнее производитель, тем более интересную цену он может предложить. Но всегда есть исключения. Поэтому для выбора действительно достойного сварочного аппарата лучше обратить внимание на другие косвенные признаки: наличие сервиса, каталогов, сайта, инструкций на языке страны покупки, четкость инструкции и т. п. Сертификат — это последний документ куда надо смотреть (в 90% случаев производителем все равно будет Китай, даже если написано что-либо иное). Особенно это касается российских торговых марок. Почти все российские торговые марки, присутствующие на Украине, — это таким образом «замаскированная» китайская продукция.
п. Сертификат — это последний документ куда надо смотреть (в 90% случаев производителем все равно будет Китай, даже если написано что-либо иное). Особенно это касается российских торговых марок. Почти все российские торговые марки, присутствующие на Украине, — это таким образом «замаскированная» китайская продукция.
В зависимости от того, где будет работать сварочный аппарат, нужно покупать бытовой или профессиональный инвертор. Разница между ними в продолжительности времени работы, как это уже указывалось ранее. Есть также промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. Поэтому при низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские Selco и Helvi, французский Gysmi, корейский Power Man, немецкий Fubag, также есть российский инверторный сварочный аппарат «Торус».
Из наиболее известных производителей можно отметить итальянские Selco и Helvi, французский Gysmi, корейский Power Man, немецкий Fubag, также есть российский инверторный сварочный аппарат «Торус».
Автор: Петр Николаенко, г. Днепропетровск
Источник: Электрик №5/2016
Как работает сварочный инвертор? — ElectrikTop.ru
Появление на рынке электрифицированного инструмента сварочных инверторов произвело своеобразную технологическую революцию. Благодаря им, операция соединения металлов путем использования свойств электрической дуги стала доступна не только профессиональным сварщикам, но и любому домашнему мастеру. Сегодня мы расскажем вам о том, на чем основан принцип действия инвертора и на что стоит обратить внимание при покупке этого инструмента.
Высокая частота – ключ решения проблемы
Первым, кто сумел применить на практике эффект разогрева металлов дугой электрического разряда и перенос ею его молекул, был русский инженер-электротехник Николай Бернандос. Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка.
Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка.
Фактически она являлась прообразом современной сварки TIG. Через шесть лет инженер Николай Славянов создал установку, в которой электрод, провоцировавший возникновение электрической дуги, одновременно играл и роль расплавляемого присадочного прутка. Так возникла ММА – сварка с плавящимся электродом.
Общим в этих электроустановках является природа возникновения электрической дуги. Она зажигается в результате пробоя газовой среды – промежутка между двумя проводниками. Чтобы поставить ее под контроль, инженерам требовалось устройство, обладающее электрической инерцией, поскольку лавинообразное нарастание тока способно уничтожить все на своем пути.
Таковым является трансформатор переменного тока, состоящий из двух обмоток, размещенных на металлическом сердечнике. Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему. Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги. Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести.
Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему. Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги. Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести.
Чтобы трансформатор мог работать в режиме короткого замыкания, его обмотки должны эффективно противодействовать силе тока, разрушающей их. Для этого сечение провода делают очень большим, а сердечник максимально массивным.
Инженерами-электротехниками был обнаружен эффект, заключающийся в том, что физическое воздействие потока электронов на проводник тем сильнее, чем ниже частота его колебаний. Например, если по медному проводу сечением 1 мм2 пропустить ток частотой 50 Гц и силой 50 ампер, то он расплавится. Но если при тех же количествах ампер его частота будет равна 20-30 кГц, то он останется холодным.
Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.
Сварочные аппараты, на обмотки трансформаторов которых подается ток промышленной частоты 50 Гц, имеют большую массу и габариты из-за того, они должны работать в режиме короткого замыкания и не разрушаться при этом.
Они вызывают чрезмерные перегрузки в электросети, что существенно затрудняет их применение в быту. Возможность воплотить в жизнь идею использования высокочастотных колебаний при сварочных работах появилась лишь в конце XX века, когда на основе полупроводниковых приборов сконструировали источники высокочастотных незатухающих колебаний.
Сварочные инверторы
Схема, когда ток промышленной частоты 50 Гц преобразуется в высокочастотный, получила название инверторной от английского слова inversion – преобразование, изменение. Принцип работы инвертора любого типа заключается в следующем:
Принцип работы инвертора любого типа заключается в следующем:
- Переменный ток промышленной частоты 50 Гц выпрямляется. Для этого его сначала подают на понижающий трансформатор переменного тока. А потом на так называемый диодный мост, состоящий из четырех элементов с односторонней проводимостью. На его выходе получается пульсирующее напряжение, которое сглаживается конденсатором. Это первая стадия инверсии.
- Постоянное напряжение используется для питания полупроводникового генератора незатухающих колебаний, представляющих собой бесконечную последовательность прямоугольных импульсов разной полярности. Ее принято называть квазисинусоидой из-за схожести с эпюрой напряжения генератора переменного тока. Это вторая стадия инверсии – получение переменного тока высокой частоты.
Устройство сварочного инвертора значительно отличается от электроустановок, построенных по этому принципу. Например, от частотного преобразователя, использующегося для управления скоростью вращения асинхронных электродвигателей.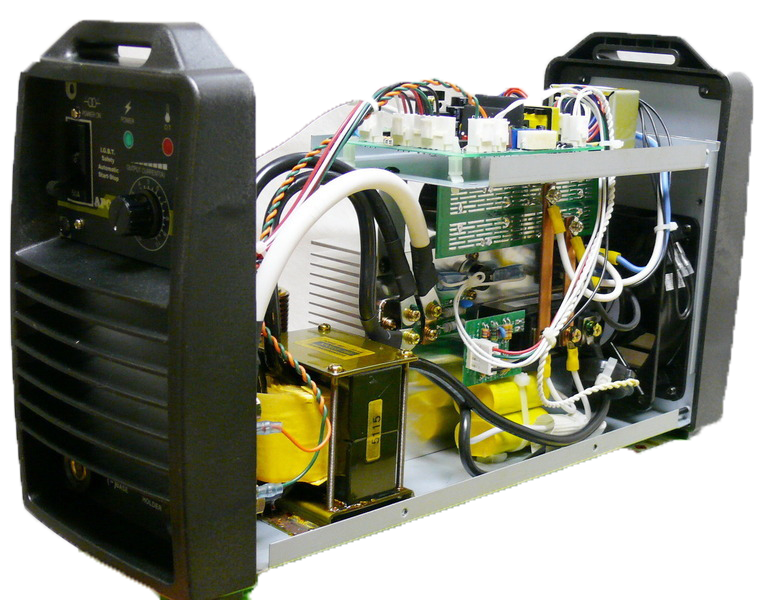
В первую очередь тем, что частота колебаний в нем повышается до десятков килогерц (у частотников она не выше 60 Гц). Это позволяет сделать трансформатор, который работает в режиме короткого замыкания, компактным.
При этом величина выходного напряжения трансформатором уменьшается, а не увеличивается, как в том же частотнике. На вход прибора подается питание 220 вольт, а с разъемов для подключения проводов снимается от 40 до 80 вольт. Это делается не только с целью получения сварочного тока более 50 ампер, что является основным условием возникновения электрической дуги, но и для того, чтобы обезопасить сварщика от поражения электрическим током.
Принцип работы сварочного инвертора отличается еще и тем, что в нем производится двойная инверсия – для зажигания дуги и переноса металла в ней используется постоянный ток, получаемый выпрямлением высокочастотных колебаний.
Это усложняет схему и приводит к удорожанию прибора, но конструкторы идут на такие ухищрения по той причине, что они создавали устройство для массового и непрофессионального использования.
Дело в том, что дуга постоянного тока горит более устойчиво, поэтому можно получить качественный шов даже при минимальных навыках. Кроме того, температуру ее горения легче регулировать, что позволяет сваривать не только массивные конструкции, но и листовые металлы.
Бытовое применение такого прибора облегчается еще и тем, что сварка инвертором не вызывает перегрузки сети (при использовании промышленного оборудования 50 Гц падение напряжения заметно по ослаблению силы свечения ламп накаливания). А происходит это по той причине, что генератор высокочастотных импульсов играет роль гальванической развязки.
Выбор сварочного инвертора
Зная то, как работает оборудование сварочного инверторного аппарата, вы можете сделать правильный выбор при его покупке. Надо обращать внимание на следующие параметры:
- Потребляемая мощность. Эта величина влияет на то, как долго может сварочник работать под нагрузкой без критического нагрева элементов схемы. Для рядового потребителя она может быть не слишком понятна, поэтому в технических характеристиках указывается еще и продолжительность включения на максимальном токе (ПВ) в процентах. Например, если ПВ равно 60%, то рабочий цикл состоит из шести минут работы под нагрузкой и четырех на холостом ходу для остывания. Любительские модели мощностью до 2 кВт имеют ПВ, равным 30%. А у профессиональных устройств (от 4 кВт и выше) ПВ всегда выше 50%.
- Диапазон рабочих токов. Обычно он делается в пределах от 16 до 220 ампер. Для бытового применения достаточно 110-120 ампер. Двести двадцать необходимо для сваривания фасонного металлопроката большого сечения и массы.
- Холостой ход. Напряжение на выходных контактах инвертора без нагрузки. Для сварщика напряжение холостого хода сварочного инвертора является фактором, влияющим на легкость поджигания дуги. Чем оно больше, тем проще. Однако большой ХХ ведет к тому, что шов становится пористым и забивается шлаком, что ослабляет его. Для работ с чистым металлом достаточно, чтобы ХХ был равен 40 вольтам. Для грубой сварки из ржавых труб и профилей необходимо 70-80 вольт.
- Опции. Hotstart – увеличение сварочного тока в момент касания электродом поверхности. Она помогает при работе со ржавым металлом или низком уровнем напряжения на входе инвертора. Arcforce – форсаж дуги, который не дает ей погаснуть во время работы, если, например, встретился толстый слой окислов. Antistick – сброс сварочного тока до нуля при прилипании электрода. Позволяет легко оторвать его от шва без осыпания слоя флюса. Экономит расходный материал. Начинающим сварщикам они помогут быстро освоить азы профессии и уберегут от неизбежного брака в работе.
 Эта величина влияет на то, как долго может сварочник работать под нагрузкой без критического нагрева элементов схемы. Для рядового потребителя она может быть не слишком понятна, поэтому в технических характеристиках указывается еще и продолжительность включения на максимальном токе (ПВ) в процентах. Например, если ПВ равно 60%, то рабочий цикл состоит из шести минут работы под нагрузкой и четырех на холостом ходу для остывания. Любительские модели мощностью до 2 кВт имеют ПВ, равным 30%. А у профессиональных устройств (от 4 кВт и выше) ПВ всегда выше 50%.
Эта величина влияет на то, как долго может сварочник работать под нагрузкой без критического нагрева элементов схемы. Для рядового потребителя она может быть не слишком понятна, поэтому в технических характеристиках указывается еще и продолжительность включения на максимальном токе (ПВ) в процентах. Например, если ПВ равно 60%, то рабочий цикл состоит из шести минут работы под нагрузкой и четырех на холостом ходу для остывания. Любительские модели мощностью до 2 кВт имеют ПВ, равным 30%. А у профессиональных устройств (от 4 кВт и выше) ПВ всегда выше 50%. Однако большой ХХ ведет к тому, что шов становится пористым и забивается шлаком, что ослабляет его. Для работ с чистым металлом достаточно, чтобы ХХ был равен 40 вольтам. Для грубой сварки из ржавых труб и профилей необходимо 70-80 вольт.
Однако большой ХХ ведет к тому, что шов становится пористым и забивается шлаком, что ослабляет его. Для работ с чистым металлом достаточно, чтобы ХХ был равен 40 вольтам. Для грубой сварки из ржавых труб и профилей необходимо 70-80 вольт.Сварочный инвертор необходим каждому домашнему мастеру. Он дает реальную свободу действий при ремонте и монтаже металлических конструкций.
И пару слов о фрезерной резке. Работа фрезерного оборудования требует к себе внимательного и грамотного отношения, поэтому требуется применение специальных устройств для охлаждения рабочего элемента с целью предотвращения его повреждений в процессе эксплуатации. И вот именно поэтому подача сож в данном деле считается крайне важной, поэтому предварительно должны быть изучены все основные и второстепенные параметры во избежание проблем в последующем. Данное устройство направлено на то, чтобы подать кислород к рабочим деталям фрезерного оборудования, обеспечивая при этом максимальную безопасность общего плана функционирования. Но предварительно стоит проконсультироваться со специалистами для правильного выбора деталей и веществ для охлаждения.
И вот именно поэтому подача сож в данном деле считается крайне важной, поэтому предварительно должны быть изучены все основные и второстепенные параметры во избежание проблем в последующем. Данное устройство направлено на то, чтобы подать кислород к рабочим деталям фрезерного оборудования, обеспечивая при этом максимальную безопасность общего плана функционирования. Но предварительно стоит проконсультироваться со специалистами для правильного выбора деталей и веществ для охлаждения.
Сварочный мостовой инвертор
Существует несколько схем управления инвертором, входящим в состав сварочного преобразователя. Все они основаны на мостовом принципе. В качестве элементов управления
 В зависимости от типа используемых ключей, сварочный мостовой инвертор может быть выполнен по однополярной и двухполярной схеме.
В зависимости от типа используемых ключей, сварочный мостовой инвертор может быть выполнен по однополярной и двухполярной схеме.Наиболее популярны следующие схемы и их вариации:
- полный мост (двухполярная схема). Ее разновидность – резонансный полный мост.
- «косой мост» (ассимитричный) – однополярный.
- полумост, двухполярный. Ее разновидность – резонансный полумост.
Сварочный мостовой инвертор по классической схеме полного моста позволяет снять мощность в два раза больше чем с полумостом, при одинаковых значениях силы тока. Схема представлена на схеме 1.
Транзисторные ключи полного моста открываются по диагонали, Т1 и Т3; Т2 и Т4. Когда одна пара ключей открыта, вторая пара запирается. Высокочастотный трансформатор инвертора отслеживает амплитуду протекающего тока. Выходные параметры тока регулируются: изменением времени импульса, при неизменном напряжении по отсечки или изменением отсечного напряжения трансформатора, при постоянной длительности импульсов по времени. Резонансный полный мост мало чем отличается от обычного.
Резонансный полный мост мало чем отличается от обычного.
Схема резонаторного полумоста изображена на схеме 2.
Полумост является однополярной схемой. Недостатком ее состоит в половинном питании по напряжению. Этот недостаток используется в инверторах малой мощности с положительной стороны. Возможно использование меньшего размера магнитного сердечника без опасения достижения его насыщения. Транзисторные ключи полумоста работают в режиме переключения. Между импульсами существует «мертвое» время. Недостаточная по времени пауза может способствовать пробою транзисторов. Отличие резонансного полумоста от классической схемы состоит в том, что коммутация (ключей) происходит в нулевых точках по току и напряжению. В этом случае необходимость использования драйверов отпадает. Резонансная схема позволяет обойти защиту по току, а ее падающая вольтамперная характеристика не нуждается в дополнительном формировании. Выходной ток ограничивается индуктивностью магнитопровода трансформатора в процессе намагничивания. Резонансный принцип не позволяет избежать временных пауз в работе ключей.
Резонансный принцип не позволяет избежать временных пауз в работе ключей.
Не смотря на существенные различия схем, работа мостового инвертора основывается на использовании ключей в виде транзисторов или силовых тиристоров.
Читайте также
инверторный сварочный аппарат, инверторный сварочный аппарат Поставщики и производители на Alibaba.com
Если вы ищете высокопроизводительные, надежные и современные. инвертор сварочного аппарата , не ищите ничего, кроме Alibaba.com. Огромная коллекция умелых и технологичных. Сварочный аппарат инверторный доступны на сайте для покупки по самым доступным ценам. Эти. Сварочный аппарат с инвертором идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми.Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании.Настоящие качественные и оперативные. Сварочный аппарат инвертор сам изготовлен из прочных качественных материалов, чтобы обеспечивать стабильную производительность и непревзойденную надежность. Эти. Инвертор для сварочного аппарата оснащены современными технологиями, такими как инвертор постоянного тока MMA, сварочный аппарат переменного тока, и имеют различные допустимые напряжения. Компетентный.Сварочный аппарат , инверторный , на месте также легкий, и переносное инверторное сварочное оборудование с IGBT, которое отличается долгим сроком службы и минимальными затратами на техническое обслуживание.
Alibaba.com имеет огромную коллекцию. Сварочный аппарат инвертор различных форм, размеров, цветов, характеристик, мощностей и может соответствовать любым требованиям. Эти продуктивные. Сварочный аппарат с инвертором используется в мастерских по ремонту оборудования, в домашних условиях, на производственных предприятиях, в автомастерских и т.
Посетите Alibaba.com и изучите разнообразие. Сварочный аппарат инверторный , который соответствует вашему бюджету и требованиям. Эти продукты имеют сертификаты ISO, CE, ROHS, EMC и доступны по заказу OEM. Для некоторых моделей также доступна установка на месте и послепродажное обслуживание.

 Д. И во многих других благодаря своей превосходной надежности.Эти. Сварочный аппарат инвертор также доступен в индивидуализированных вариантах и обеспечивает отличное формирование сварного шва.
Д. И во многих других благодаря своей превосходной надежности.Эти. Сварочный аппарат инвертор также доступен в индивидуализированных вариантах и обеспечивает отличное формирование сварного шва. Minigb zx7-200 220v 200a мини-электросварочный аппарат igbt dc инвертор arc mma stick welder 220v продажа
Способы доставки
Общее примерное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам. Общее время доставки делится на время обработки и время доставки.
Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки вашего товара (ов) к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваш товар (-ы) дойдет с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправлено в: Корабль изЭтот склад не может быть доставлен к вам.
| Способ доставки | Время доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков поставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить. * В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим на ваш мобильный телефон код подтверждения, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
Мы отправим на ваш мобильный телефон код подтверждения, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
УСТРОЙСТВА СНИЖЕНИЯ НАПРЯЖЕНИЯ
VRD означает устройство снижения напряжения.
Когда VRD устанавливается на сварочный аппарат, он снижает
максимальное ненагруженное напряжение холостого хода на
Выходные клеммы сварочного аппарата на безопасное напряжение обычно
это пониженное напряжение составляет около 12 вольт (австралийские стандарты
1674.2 2003 заявляют, что это напряжение должно быть меньше 35
Вольт постоянного тока и 25 Вольт переменного тока).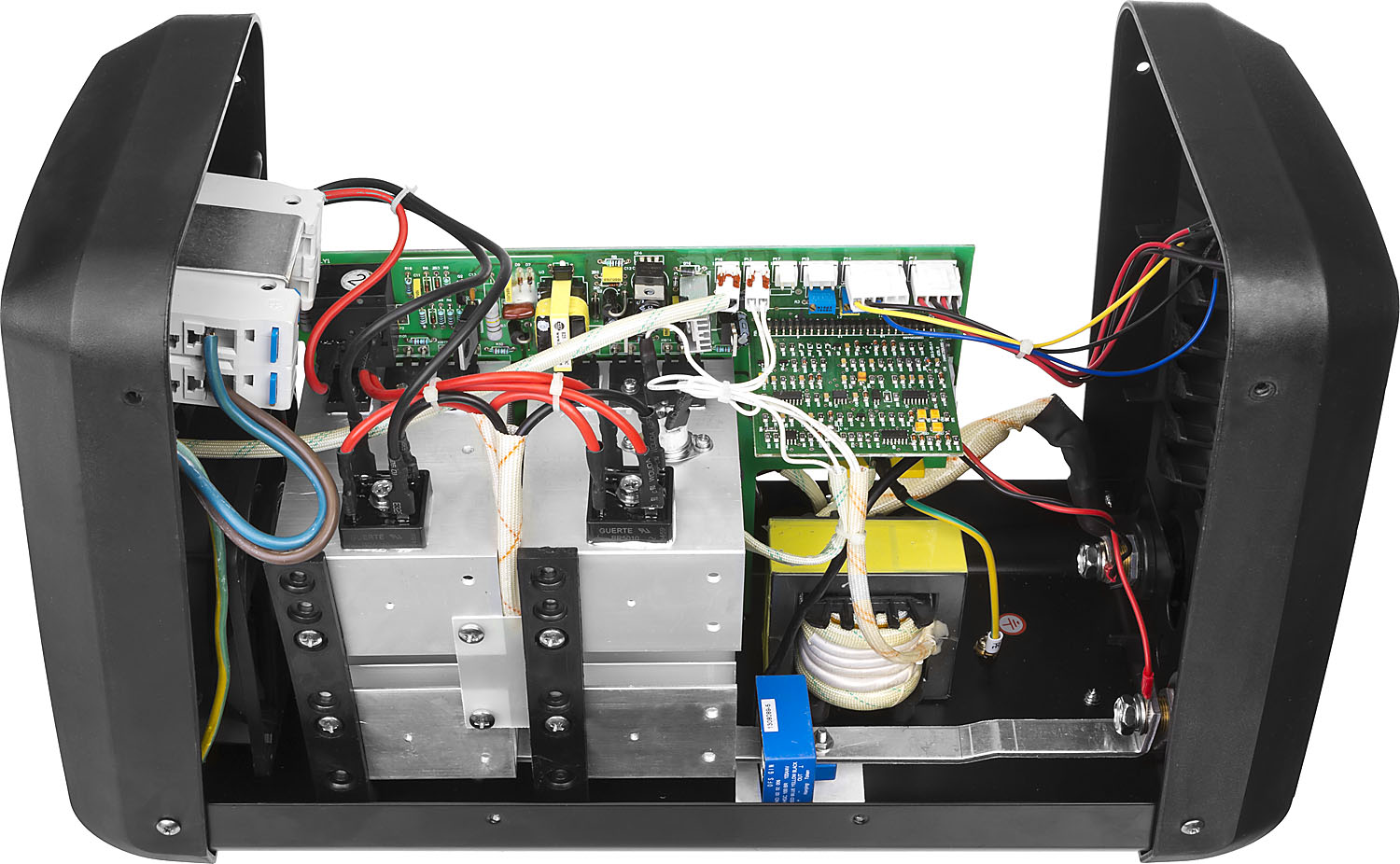 При загрузке менее
Сопротивление 200 Ом приложено к выходу
сварочный аппарат, VRD определит это и включит
на полную мощность, после чего начнется сварка. При загрузке менее
Сопротивление 200 Ом приложено к выходу
сварочный аппарат, VRD определит это и включит
на полную мощность, после чего начнется сварка. |
Когда сопротивление на выходе превышает 200 Ом или электрод снимается с детали, тогда VRD вернет мощность сварщика обратно к уменьшенной состояние выхода.
Правила, относящиеся к снижению напряжения, можно получить с сайта www.standards.com.au «Введите в Стандарте № 3195».
Зачем это нужно
Многие новые сварщики и некоторые старые аппараты
напряжение в цепи превышает 105 вольт постоянного тока или 85 вольт
переменный ток Это напряжение в настоящее время является допустимым и нормальным (сухим). условия могут быть вполне безопасными.
условия могут быть вполне безопасными.
Единственная беда — 95% сайтов не имеют этих нормальных
условия например (влажный или мокрый, едкий, соленый, работающий при
высоты или в замкнутом пространстве) поражение электрическим током в этих
условия могут оказаться фатальными. (Мерцание желудочков,
падение с высоты и невозможность убежать от источника питания
в замкнутом пространстве) не говоря уже о серьезных физических
травмы, полученные в результате вторичного поражения электрическим током.
шок.
Поражение электрическим током от источника питания сварщика также может вызвать
серьезные внутренние травмы человеческого тела. Эти травмы
не всегда сразу заметны.
Еще одна безопасная практика работы — иметь выключатель мертвого человека (изоляция). в цепи электродов этот переключатель изолирует питание
от электрода в случае необходимости. Эта система требует
обученный наблюдатель для работы с выключателем Dead Man должен
сварщик попадет в любые опасные для жизни ситуации.
в цепи электродов этот переключатель изолирует питание
от электрода в случае необходимости. Эта система требует
обученный наблюдатель для работы с выключателем Dead Man должен
сварщик попадет в любые опасные для жизни ситуации.
Также рекомендуется протестировать все вышеперечисленные устройства. регулярно. SafeTac производит VRD, выключатель мертвого человека и тестовый блок, упомянутый выше. Другие устройства VRD и безопасности могут быть разработаны в соответствии со специальными требованиями оператора и компании.
- Необходимо проверить уровень изоляции сварочного аппарата регулярно.
- Устройства понижения напряжения используются в качестве вспомогательных средств оператора безопасность.
БЕЗОПАСНАЯ РАБОТА ОБЯЗАТЕЛЬНО СЛЕДУЕТ СОБЛЮДАТЬ ПРАКТИКИ!
Coreone Welding> TIG> Профессиональный сварочный аппарат TIG 200 AC / DC
Сварочное оборудование TIG от Coreone
Сварочное оборудование Coreone TIG
Поставляется в комплекте с TIG-машиной переменного / постоянного тока 200 Ампер, горелкой WP / SR17 TIG длиной 13 футов, кабелем заземления длиной 13 футов с зажимом, расходомером аргона с 6-футовым газовым шлангом с фитингами, адаптером входного кабеля 115/230 В. Расходные материалы для сварки TIG продаются отдельно
Расходные материалы для сварки TIG продаются отдельно
Сварочный аппарат Coreone TIG
Генератор прямоугольных импульсов CoreTig Digital Pulse на 200 А переменного / постоянного тока с инверторным управлением устанавливает стандарт для ТИГ-машины «премиум-класса» по привлекательной цене. С 3-летней гарантией эта машина обладает невероятной производительностью и функциями. Работает от 115 В и 230 В.
Конкурентное преимущество
Этот сварочный аппарат построен в соответствии с нашими строгими спецификациями и изготовлен в соответствии с CAN / CSA 60974.1
Полная функциональность TIG, предлагает простой пошаговый цифровой контроль функций и параметров, обеспечивая полный профессиональный контроль. ВЧ-зажигание дуги обеспечивает мгновенное зажигание дуги Pre Gas, не оставляя включений вольфрама или загрязнения вольфрамового электрода. Цифровая настройка времени подачи газа до подачи газа, пускового тока, времени нарастания и спада тока, уровня конечного тока и времени подачи газа после окончания с возможностью выбора функции триггера 2T или 4T позволяет контролировать процесс сварки на профессиональном уровне с самого начала заканчивать.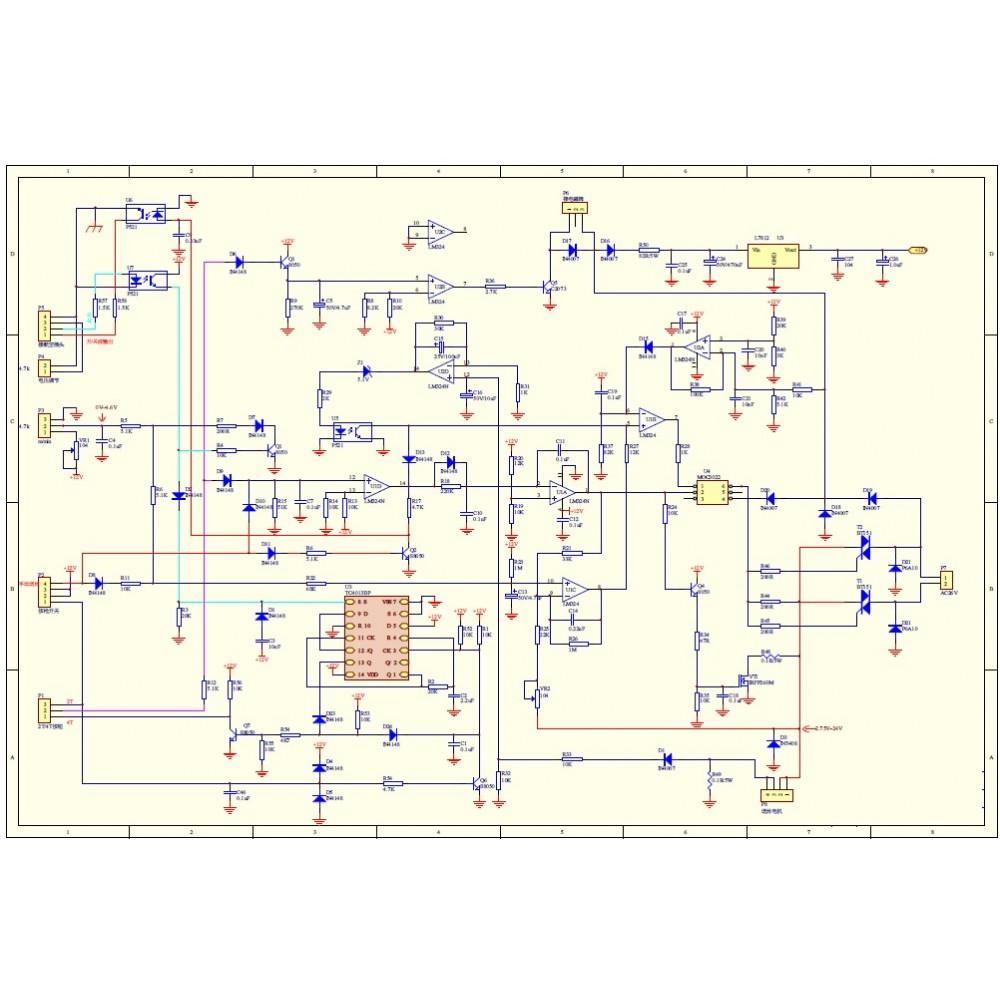 Цифровое импульсное управление обеспечивает полную настройку пикового и базового тока, частоты и ширины импульса, обеспечивая контроль тепловложения, проникновения и искажений. Балансировка прямоугольной волны переменного тока позволяет контролировать поток электронов в вольфраме, дугу TIG на переменном токе можно регулировать от максимальной очистки оксидного слоя на алюминии до более глубокопроникающего шва. Интерфейс дистанционного управления обеспечивает дистанционное управление силой тока с помощью педали. Функция выбора вольфрама позволяет пользователю инициировать более мягкий запуск дуги при использовании небольшого вольфрама с тонкими металлами, избегая прожигания при работе.При использовании вольфрама большего размера требуется больший начальный ток, а за счет выбора большего размера вольфрама можно избежать прерывания дуги или отсутствия зажигания дуги. Дуговая сварка на постоянном токе обеспечивает плавную и стабильную дугу для легкой сварки электродов, обеспечивающих высокое качество сварных швов, включая чугун, нержавеющую сталь с низким содержанием водорода.
Цифровое импульсное управление обеспечивает полную настройку пикового и базового тока, частоты и ширины импульса, обеспечивая контроль тепловложения, проникновения и искажений. Балансировка прямоугольной волны переменного тока позволяет контролировать поток электронов в вольфраме, дугу TIG на переменном токе можно регулировать от максимальной очистки оксидного слоя на алюминии до более глубокопроникающего шва. Интерфейс дистанционного управления обеспечивает дистанционное управление силой тока с помощью педали. Функция выбора вольфрама позволяет пользователю инициировать более мягкий запуск дуги при использовании небольшого вольфрама с тонкими металлами, избегая прожигания при работе.При использовании вольфрама большего размера требуется больший начальный ток, а за счет выбора большего размера вольфрама можно избежать прерывания дуги или отсутствия зажигания дуги. Дуговая сварка на постоянном токе обеспечивает плавную и стабильную дугу для легкой сварки электродов, обеспечивающих высокое качество сварных швов, включая чугун, нержавеющую сталь с низким содержанием водорода. Управление зажиганием дуги и силой дуги позволяет установить идеальные условия дуги независимо от того, какой электрод вы выберете. Оптимизированная автоматическая защита входного питания обеспечивает автоматическое выключение машины при возникновении значительных колебаний.Уникальная конструкция воздушного канала увеличивает тепловыделение силового устройства, цепей управления, сводит к минимуму поглощение пыли, тем самым значительно увеличивая срок службы и надежность.
Управление зажиганием дуги и силой дуги позволяет установить идеальные условия дуги независимо от того, какой электрод вы выберете. Оптимизированная автоматическая защита входного питания обеспечивает автоматическое выключение машины при возникновении значительных колебаний.Уникальная конструкция воздушного канала увеличивает тепловыделение силового устройства, цепей управления, сводит к минимуму поглощение пыли, тем самым значительно увеличивая срок службы и надежность.
Руководства для оборудования Coreone
Полный список руководств по: нажмите здесь
Подробнее о продукте
- Новейшая технология инвертора 43 кГц
- AC / DC HF TIG / ARC Функция
- Дуговое зажигание ВЧ-колебания
- прямоугольная волна переменного тока 20-250 Гц
- Регулируемый регулятор баланса переменного тока
- Частота импульсов 1 — 200 Гц
- Ширина импульса 50%
- Базовый ток 5 — 200 А
- Наклон вверх 0-10 с
- Нисходящий наклон 0-15 с
- Предварительный газ 0-5 с
- Пост газа 0. 5-20 сек
- Функция триггера 2 / 4T-Spot
- Ток зажигания дуги Автоматическая
- Время зажигания дуги Автомат
- Педаль стандартная
- Расходные детали для сварки TIG продаются отдельно
 5-20 сек
5-20 секБеспроводной пульт дистанционного управления сварочным аппаратом | Tru Remote
Tru-Remote — это действительно революционный продукт, который должен быть частью набора инструментов каждого сварщика.Этот беспроводной цифровой пульт дистанционного управления для сварки имеет 100% точность, где бы вы ни находились. Сварочный пульт дистанционного управления предоставляет любому сварщику удобный доступ ко всем элементам управления сварочного аппарата, не заставляя сварщика находиться в пределах досягаемости сварочного аппарата.
Tru-Remote может сэкономить вам достаточно денег, чтобы заменять сварочный аппарат каждые 4 года! Tru-Remote обеспечивает беспроводной рабочий диапазон 500 футов со 100% точностью, повышая производительность, позволяя изменять температуру для плоских, горизонтальных, вертикальных и потолочных сварных швов, не покидая рабочей площадки. Этот продукт не только надежен и удобен, но и сделает любую рабочую площадку более безопасным местом.
Этот продукт не только надежен и удобен, но и сделает любую рабочую площадку более безопасным местом.
Tru-Remote безвреден для окружающей среды, поскольку ваш сварочный аппарат работает только во время производства, а также сокращает количество лазаний и поездок с оборудованием, создавая более безопасную и эффективную рабочую среду.
Tru-Remote поставляется со всеми деталями, необходимыми для установки, включая передатчик, приемник, вилки, и имеет годовую гарантию на детали и работу.
Он окупается всего за шесть месяцев!
Все еще работаете с этим пультом дистанционного управления шнуром и набором номера?
Если да, то вы сжигаете деньги, и мы можем это доказать.
В среднем наши клиенты экономят более 10 долларов в день.
Узнать больше.
Галерея буровых установок
Взгляните на некоторые установки, оснащенные Tru-Remote!
Посмотреть
Загрузки программного обеспечения
Получите программное обеспечение и драйверы Tru-Remote.
Подробнее
Оборудование Nelson® N800i и N1500i
N800i Быстрые факты:
Диапазон шпилек: 3/16 ”- 1/2” (4 мм — 12 мм)
На все оборудование Nelson ® предоставляется гарантия сроком 2 года или 1 000 000 сварных швов. Этот аппарат поддерживает следующие сварочные процессы: дуговая дуга, газовая дуга и короткоцикловый. Его легкий портативный дизайн позволяет одному человеку переносить всю сварочную систему.Это полностью цифровая инверторная система третьего поколения, которая обеспечивает на 50% больше мощности, чем доступные сопоставимые продукты. Он также способен пропускать больше кабеля, чем доступные сопоставимые продукты (100–600 футов).
N800i Технические характеристики:
- Входная мощность, 3 фазы, 200-575 В, 50/60 Гц при 15/30 А
- Сварочный ток 50-800А
- Время сварки 5-1000 мс
- Диапазон шпилек от # 10 до 1/2 дюйма (2-12 мм)
- Рабочий цикл
- 1/2 дюйма (13 мм) 3 в минуту
- 3/8 дюйма (10 мм) 6 в минуту
- 1/4 дюйма (6 мм) 12 в минуту
N1500i Быстрые факты:
Диапазон шпилек: 3/16 дюйма — 3/4 дюйма (5 мм — 19 мм)
Этот новый, надежный и легкий аппарат для приваривания шпилек не отличается малой мощностью и точностью. Он может обеспечивать до 1500 А для приварки шпилек полного диаметра основания 3/4 дюйма (19 мм). Дружественный пользовательский интерфейс имеет 10 кнопок предварительной настройки, яркие буквенно-цифровые дисплеи, графический пистолет и индикатор качества сварки. Его простота сокращает время настройки, обучение оператора и сокращает количество ошибок. Прецизионное управление на частоте 60 000 Гц обеспечивает наиболее стабильную дугу, точный подвод тепла и высочайшее качество процесса сварки.
Он может обеспечивать до 1500 А для приварки шпилек полного диаметра основания 3/4 дюйма (19 мм). Дружественный пользовательский интерфейс имеет 10 кнопок предварительной настройки, яркие буквенно-цифровые дисплеи, графический пистолет и индикатор качества сварки. Его простота сокращает время настройки, обучение оператора и сокращает количество ошибок. Прецизионное управление на частоте 60 000 Гц обеспечивает наиболее стабильную дугу, точный подвод тепла и высочайшее качество процесса сварки.
N1500i Технические характеристики:
- Входная мощность, 3 фазы, 200-575 В, 50/60 Гц, 30/60 А
- 1 фаза 200-575 В, 50/60 Гц при 30/60 А (пониженная мощность)
- Сварочный ток 50-1500А
- Время сварки 5-1000 мс
- Диапазон шпилек от 3/16 дюйма до 3/4 дюйма (5-19 мм)
- Рабочий цикл
- 3/4 дюйма (19 мм) 4 в минуту
- 1/8 дюйма (16 мм) 8 в минуту
- 1/2 дюйма (13 мм) 19 в минуту
- 3/8 дюйма (10 мм) 29 в минуту
- 5/16 ”(8 мм) 36 в минуту
- 1/4 дюйма (6 мм) 48 в минуту
- 3/16 дюйма (5 мм) 52 в минуту
