
Электросварка. Видео. Как варить электросваркой
Автор: Михаил Щербаков
Электросварка. Видео
Это очень удобный формат для обучения электросварке. Ведь вы можете увидеть в действии все движения сварщика и процессы, происходящие во время выполнения сварного шва. И чтобы научиться варить электросваркой в принципе видеоуроков может быть достаточно, но важно понимать, что только ваша практика позволит вам действительно хорошо научиться варить электросваркой.
Ещё важный момент заключается в том, чтобы изучать теорию и осваивать практику сбалансированно. Я часто замечаю, как начинающие сварщики пытаются погрузиться глубоко в теорию или же пытаются варить, не понимая, что они делают и что на самом нужно делать. Чтобы научиться хорошо варить электросваркой, вам нужно поддерживать баланс при изучении теморетических основ электросварки и освоением практических приёмов выполнения сварных швов.
И последняя рекомендация.
Ну а теперь переходим к самим видео по электросварке.
Я разделил их на 3 категории:
1 — видеоуроки по электросварке,
2 — обзоры сварочного оборудования,
средств индивидуальной защиты и т.д.
3 — другое
Итак, начнём с видеоуроков.
________________________________________________________________________________
ВИДЕОУРОКИ
Как варить электросваркой. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/
В процессе просмотра видеокурса вы увидите, как выполнять разные виды сварных швов
_________________________________________________
Как выбрать сварочную маску «хамелеон». Это 1-й урок.
Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/vibor-hameleona/
_________________________________________________
Как выбрать сварочный инвертор. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/invertor/
_________________________________________________
4 способа установить ток сварки правильно. Это 1-й способ.
Полный курс на странице: http://svarka-elektrodom.ru/tok/
________________________________________________________________________________
ОБЗОРЫ
Обзор масок элетросварщика
 youtube.com/embed/plx5sJ4jQD4″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/plx5sJ4jQD4″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Костюмы сварщика (робы)
Приспособления для закрепления заготовок перед сваркой
Современные маски электросварщиков (Россия)
Защита органов дыхания сварщика

Оборудование для устранения магнитого дутья
и внутренних напряжений в металле
Выставка Weldex/Россварка 2013
Выставка Weldex/Россварка 2012
 youtube.com/embed/EIk3JyI3niQ?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/EIk3JyI3niQ?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
________________________________________________________________________________
ДРУГОЕ
Сварка в искусстве
Почему полезно мастерить своими руками
Обо мне и моей деятельности
А теперь в комментариях напишите, пожалуйста, какое видео вам понравилось больше всего и почему?
Что ещё вам рассказать? О чём снять видео?
обучение электросварке — Видео
Сварка электродом для чайников (Часть 1)
Aurora Online Channel02-04-2014
✅Как научиться ЭлектроСварке за 5 минут 💥⚡
KREOSAN04-11-2017
[ПРОСТЫМИ СЛОВАМИ О СВАРКЕ] КАК НАУЧИТЬСЯ ВАРИТЬ КРАСИВЫЕ ШВЫ!? САМЫЙ ПРОСТОЙ СПОСОБ
СВАРЩИК В ГОРОДЕ06-05-2018
Обучающее видео по дуговой сварке
TOTAL TORG12-02-2014
Как научиться варить электросваркой начинающим сварщикам? Ручная дуговая сварка.
FUBAG
27-03-2018
Сварка для новичков Как научиться
Самоделкин14-05-2019
Соединение деталей сваркой, первые шаги в ручной дуговой сварке | Detail joinment -Территория сварки
Территория сварки R29-01-2016
Самая главная ошибка всех начинающих сварщиков
Всё о сварке и самоделках.
07-09-2018
Как варить сваркой за пару минут
Как просто сделать12-08-2019
Как правильно варить дуговой сваркой
220 Вольт08-02-2018
Как вести электрод во время сварки
MastakSvarka10-03-2018
Как настроить сварочный ток
MastakSvarka17-02-2018
Сварка для начинающих сварщиков! Как я научился варить электросваркой?
Сварочные Работы22-11-2016
Как тренироваться варить без сварочного аппарата в домашних условиях?
Tig Master08-11-2019
Как обучают сварщиков в Германии (коротко)
MastakSvarka13-06-2018
TIG-сварка или Сварка аргоном для новичка. С чего начать?
Гори Дуга С чего начать?
С чего начать? 13-11-2017
Как правильно вести электрод? (Уроки сварки.)
FUBAG12-07-2019
Угол наклона электрода при сварке вертикального шва
MastakSvarka08-12-2018
#Первый урок по сварке #Видео для начинающих сварщиков #Электросварка
Сварочные Работы14-04-2020
Теоретическая (вводная часть) к урокам «10 ошибок начинающего сварщика».
Oleg Suvorov
02-01-2016
Сварка урок 1
Гори Дуга10-04-2017
Как научиться варить аргонодуговой сваркой новичку? Настройка TIG-аппарата
FUBAG10-09-2018
Как стать сварщиком, азы сварки — Территория сварки
Территория сварки R15-12-2015
Обучение электросварке для мастеров любителей
Михаил Щербаков03-03-2015
Электро сварка учеба видео для начинающих
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.

Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности.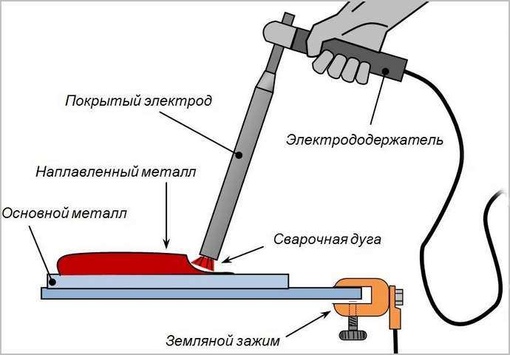 Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- |
60
120
d=3MM)
140-160 (при
d=4MM)
160
d=4MM)
225-300 (при
d=5MM)
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.

В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Электросваркой называется сварка, при которой части, которые необходимо соединить, нагреваются при помощи электротока. Видео о том, как правильно варить электросваркой, будут полезны всем, кто хочет научиться выполнять данный вид работ.
В этом видео речь пойдет о выборе электродов для электросварки, а также о технике безопасности при работе со сварочным аппаратом. Также из этого ролика вы узнаете, как начать сварочные работы.
Стыковое соединение
Об особенностях стыкового соединения при сварке узнаете из этого ролика.
Сварка вертикального шва
Посмотрев этот ролик, вы будете иметь представление о сварке вертикального шва.
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Сварка — Обустройство дома — Смотреть онлайн видео уроки для начинающих бесплатно!
В категории Сварка находятся бесплатные онлайн видео уроки по этой теме. Сварка — это технологический процесс соединения материалов в результате установления межатомных и межмолекулярных связей между свариваемыми частями, которое происходит при их нагреве (местном или общем) и пластическом деформировании. Сварка применяется для соединения изделий из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). При сварке может использоваться: газовое пламя, электрическая дуга, лазерное излучение, электронный луч, трение, ультразвук. Сварщик – это специалист, рабочий по сварочным работам. Изучение сварки по видео урокам будет полезно как для начинающих, так и для более опытных сварщиков. Видеоуроки из рубрики Сварка Вы можете смотреть бесплатно в любое удобное время. К некоторым видео урокам по сварке приложены дополнительные материалы для обучения, которые можно скачать. Приятного Вам обучения!
К некоторым видео урокам по сварке приложены дополнительные материалы для обучения, которые можно скачать. Приятного Вам обучения!
Всего материалов: 3
Показано материалов: 1-3
Страницы: 1
Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология
Онлайн урок «Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология» посвящен вопросу о том, что такое полуавтоматическая сварка, основы, технология сварки с автоматической подачей проволоки, обучение для начинающих сварщиков. Полуавтоматическая сварка металла или сварка с подачей проволоки стала обычным явлением в связи появления недорогих сварочных аппаратов, которые стали использоваться как в мастерских, так и в домашних условиях. В данном видео уроке будет изучаться…
Дуговая сварка металла — технология, аппарат, электроды. Часть 2 из 2
В этом онлайн уроке рассказывается о том, как правильно выполнять дуговую сварку, технология, аппарат, электроды и т.д. Существует достаточно много способов соединения металлов между собой. Это зависит от поставленной задачи, толщины и вида металла, положения сварки, требование к прочности соединения, а также от индивидуальной техники сварщика. Здесь рассматриваются основные методы дуговой сварки металлов. Не зависимо от того какой сварочный аппарат вы используете стационарный или переносной…
Основы ручной электродуговой (дуговой) сварки, обучение для начинающих. Часть 1 из 2
Видео «Основы ручной электродуговой (дуговой) сварки, обучение для начинающих» посвящено вопросу о том, как самостоятельно научиться выполнять сварочные работы. Дуговая сварка является одним из самых распространенных методов соединения металла. Электрический ток от сварочного аппарата образует дугу между металлом и электродом. На сварочном электроде горит специальное покрытие, которое выделяет газ, защищающий область контакта от взаимодействия кислородом. Газ перегорает и плавит метал. При этом…
1-3
Если у Вас есть качественные видео уроки, которых нет на нашем сайте, то Вы можете добавить их в нашу коллекцию. Для этого Вам необходимо загрузить их на видеохостинг (например, YouTube) и добавить код видео в форму добавления уроков. Возможность добавлять свои материалы доступна только для зарегистрированных пользователей.
Электросварка электродами для начинающих: как правильно варить
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
- В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
- Процесс сварки начинается с розжига дуги.
- Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур.
Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор.
Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом.
Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе.
После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика.
Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой.
Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания оп
ДУГОВАЯ СВАРКА [электроды, видео уроки, советы]
[Дуговая сварка] – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.
Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.
Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Видео:
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
Electro Weld :: Видео
МАШИНА ДЛЯ СВАРКИ С КОНТАКТОРОМ
4 ГОЛОВКИ ПЕЧИ КОЛЬЦА ЛАБИНЫ СВАРОЧНАЯ МАШИНА
СТАНДАРТНАЯ СВАРКА С РУЧНЫМ УПРАВЛЕНИЕМ
ПНЕВМАТИЧЕСКИЙ ПРИВАРНОЙ СТАНОК
Сварщик встык для тяжелых условий эксплуатации — для стержней
ПРОВОЛОЧНАЯ СВАРКА
МИКРО СВАРОЧНЫЙ МАШИНА
Станок для стыковой сварки полотна ленточной пилы
ТЯЖЕЛЫЙ UBW ДЛЯ СВАРКИ БИМЕТАЛЛИЧЕСКОЙ И УГЛЕРОДНОЙ СТАЛИ
Пневматический точечный сварочный аппарат с пневмоприводом
Аппарат для точечной сварки с педальным управлением
НАСТОЛЬНАЯ ТОЧЕЧНАЯ СВАРКА
ПЕРЕНОСНАЯ ТОЧЕЧНАЯ СВАРКА С РУЧНЫМ УПРАВЛЕНИЕМ
Портативный пистолет для точечной сварки со встроенным трансформатором
SPOT Пневматическое пятно с 10 головками
СВАРКА ОКРУЖНЫМ ШВОМ
БАРАБАННАЯ СВАРКА ШВА
ПРЕПАРАТ
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ ПОДЪЕМНЫХ ДВЕРЕЙ
СВАРОЧНЫЙ СВАРОЧНЫЙ БИМЕТАЛЛИЧЕСКИЙ ЛЕЗВИЕ — 30 кВА- UBW
MULTI 8-ГОЛОВНОЙ ПРИВАРИТЕЛЬ СЕТКИ ДЛЯ ПАНЕЛЕЙ И СТОЙК
СВАРОЧНЫЙ МАШИНА
MS RING WELDER
FLASH BI МЕТАЛЛИЧЕСКАЯ СВАРКА С АВТОМАТИЧЕСКИМ ОТЖИГОМ
СВАРОЧНЫЙ СВАРОЧНЫЙ ЗАЖИМ
Станок для резки вала — сварочный резак e
Сварщик окружного шва 100 Ква для радиаторов
Приварная гайка
СВАРОЧНЫЙ ПРИВАРНОЙ ОБОДОЙ ЦИКЛА
ПНЕВМАТИЧЕСКИЙ ПРИВАРНЫЙ МАШИНА
ВИДЕО СВАРКИ MIXI BLADE FINS SPOT WELDER
ВИДЕО ПОРТАТИВНОЙ ПНЕВМАТИЧЕСКОЙ СВАРКИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
ВИДЕО ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ
ВИДЕО СВАРКИ АККУМУЛЯТОРА
МАШИНА ДЛЯ СВАРОЧНОГО ШВА ПРОДОЛЬНОГО ШВА
ВИДЕО РЕМОНТА ТОЧЕЧНОЙ СВАРКИ
ПАТРУБКА
ДВОЙНАЯ ТОЧЕЧНАЯ СВАРКА
ФИЛЬТРЫ СЕТКА ДЛЯ СВАРОЧНОГО ПРОДОЛЬНОГО ШВА
ФИЛЬТР С РУЧНЫМ УПРАВЛЕНИЕМ ДЛЯ СВАРОЧНОГО ШВА
ШАРОВАЯ СВАРКА MS
ТОЧЕЧНАЯ СВАРКА И Пайка
ГАЙКА СВАРОЧНАЯ
БАТАРЕЙНЫЙ СВАРОЧНЫЙ ПРИБОР
СВАРОЧНЫЙ СВАРОЧНЫЙ ЗАЖИМ
ЭЛЕКТРОСВАРОЧНАЯ СЕТКА ДИСПЛЕЙНАЯ ПАНЕЛЬ ПРОЕКЦИОННАЯ СВАРКА
ЭЛЕКТРОСВАРОЧНЫЕ ОДНОСТОРОННИЕ РУЧКИ
ELECTROWELD 100 KVA TMT BARS & REBARS WELDER
Эскизный сварной шов на Coub
Эскизный сварной шов на Coub- Дом
- Горячей
- Случайный
Подробнее…
Показать меньше
- Мне нравится
- Закладки
- Сообщества
Животные и домашние животные
Мэшап
Аниме
Фильмы и сериалы
Игры
Мультфильмы
Искусство и дизайн
Музыка
Новости и политика
Спорт
Наука и технологии
Знаменитости
Природа и путешествия
Мода и красота
танец
Авто и техника
NSFW
Рекомендуемые
Coub of the Day
-
Темная тема
Учебное пособие по сварке Скачать бесплатно для Windows
Брайан Додсон 3 Коммерческий
Инструменты, чтобы стать успешным «Черным поясом шести сигм».
Аудио-армейское учебное пособие 1
Учебное пособие для Совета по продвижению аудио армии. Компьютер читает? и ответы.
Служба образовательного тестирования 1 Коммерческий
Если вы ищете лучшее, самое надежное руководство, вы его нашли.
Служба образовательного тестирования 5 Коммерческий
Это электронное руководство Praxis ™ Study Guide было создано разработчиками тестов ETS.
Служба образовательного тестирования 3 Коммерческий
Это приложение представляет собой учебное пособие, созданное тестировщиками ETS.
Служба образовательного тестирования 2 Коммерческий
Это руководство — ваш самый надежный источник всего, что вам нужно знать.
Служба образовательного тестирования Коммерческий
Если вы ищете лучшее руководство по тесту Praxis Audiology, то вот оно.
Служба образовательного тестирования 2 Коммерческий
Дает вам ценные стратегии сдачи тестов и предоставляет аутентичные тестовые вопросы.
Обзоры Crush Условно-бесплатное ПО
Сдайте экзамен CPA с первой попытки с помощью Crush The CPA Exam Study Guide.
Red Triangle Productions — ООО 3 Коммерческий
Разработан, чтобы эффективно помочь вам в начальной школе.
McMillan Study Guides, Inc. 22 Коммерческий
Позволяет узнать более 9800 вопросов из различных доменов.
3 ESL Pro Systems Ltd. Условно-бесплатное ПО
Удобное руководство по грамматике английского языка для подготовки к экзаменам или учащихся.
REA, Inc.2 Коммерческий
Это удобное учебное пособие содержит более 600 вопросов, которые необходимо изучить.
Cisco Press 19 Коммерческий
Учебное пособие, посвященное целям экзамена CCNA ICND.
McMillan Study Guides, Inc. 12 Коммерческий
2009 PDG GOLD — это учебное пособие для НКО и ГНКО.
Avsoft, Inc. 1 Коммерческий
Это руководство по изучению самолета поможет студентам попрактиковаться в вопросах для повторения.
Microsoft Press 1 Коммерческий
Это официальное учебное руководство посвящено планированию ролей сервера.
аудиообучение 1 Коммерческий
PCAT AudioLearn — это аудиогид для вступительного экзамена в фармацевтический колледж.
Physichem 28 Коммерческий
Отличное учебное пособие, содержащее вопросы с ответами по всем направлениям.
Конструкторы очков Коммерческий
PTEXAM, Полное учебное пособие. Максимальный ресурс NPTE.
CertMagic.com Условно-бесплатное ПО
Техническое содержание200-530 Study Guide разработано сертифицированными специалистами.
Программное обеспечение EPractize Labs 8 Условно-бесплатное ПО
Учебное пособие и имитатор вопросов для пробного экзамена (книга по программному обеспечению).
Ожидаемая продолжительность жизни подводного сварщика: сложная картина
Думаете записаться на подводную сварку? Это не «типичная» работа, но подводные сварщики — не типичная компания. Во время общения со сварщиками-водолазами по всему миру я заметил несколько общих черт:
- Go-getters
- Механическое мышление
- Устранение неполадок
- Страсть к строительным проектам
- Жажда времени на дно (в воде)
Сварщик-водолаз: опасность стереотипов о профессии
Одна характеристика, отсутствующая у подводных сварочных аппаратов:
Стремление к занятиям с повышенным риском
Они не ищут способов умереть.
Как раз наоборот: подавляющее большинство моих знакомых подводных сварщиков консервативно относятся к безопасности на море. Они уважают опасность как неотъемлемую часть выполняемой ими работы. С самого начала обучения в школе дайвинга сварщики гипербарической сварки узнают, как безопасность поможет им.
Несмотря на то, что подводная сварка имеет «приключенческий» элемент, вы не будете охотиться за сокровищами или работать в подводном бомбоубежище, в то время как великие белые стреляют в вас лазерными лучами.
Подводная конструкция, незамысловатая и простая.
4 исследования, показывающие ожидаемую продолжительность жизни подводных сварщиков
Эти различные исследования помогают нам более четко понять некоторые области ожидаемой продолжительности жизни и смерти дайверов:
- Причины смерти
- Смертность и возрастная корреляция
- Отсутствие широкомасштабных исследований смертей подводных сварщиков
1. Исследование DTIC: 1943
Многие люди считают, что поражение электрическим током — причина смерти номер один среди подводных сварщиков.Я могу понять соотношение:
Вода и электричество = непредсказуемость электрического тока в сварочном электроде. Таким образом, электричество попадает в окружающую воду и убивает подводного сварщика.
Но мокрая сварка — это гораздо более точная наука, чем принято считать. Сварщики-водолазы принимают все меры предосторожности при соединении металла в воде, включая дополнительную защиту в прорезиненном сухом костюме. Кроме того, подводная сварка — это лишь малая часть обязанностей подводных сварщиков.Утилизация, проверки и установка материалов — все это большая часть того, что они делают.
Зарегистрирован только один случай гибели сварщика под водой во время сварки под водой. Он поступает из Центра технической информации Министерства обороны США (DTIC).
Этот инцидент произошел в 1943 году в школе глубоководного дайвинга. Студент выполнял влажную сварку на глубине 10 футов. На нем были купальник, резиновые перчатки и изготовленный на заказ глубоководный шлем Navy Mark V. Но он был босиком.
2.Исследование CDC: 1989 — 1997 гг.
Продолжительность жизни подводного сварщика не такая, как у вашего офисного работника. По последним данным, число погибших сварщиков-водолазов в раза превышает средний показатель по стране в человек. Этот средний уровень смертности дайверов был исследован на основе статьи Центра по контролю и профилактике заболеваний США (исследование OSHA) за период с 1989 по 1997 год. Я более подробно расскажу об этом исследовании в этой статье, но вот разбивка:
Соответствующий ежегодный уровень смертности 5 из примерно 3000 сварщиков-подводников, работающих полный рабочий день.В нем рекламируется утопающих, — причина смерти номер один.
Крупные исследования ожидаемой продолжительности жизни подводных сварщиков все еще ограничены из-за небольшой численности населения в этой области. В любой момент времени в Соединенных Штатах работают около 5 500 — 7 500 дайверов. Это число падает во время «межсезонья» оффшора. Давайте посмотрим на текущий уровень смертности, используя текущее население профессии:
6500 (среднее количество сварщиков-подводников в США)
6 500/3 000 = 2.17
2,17 Х 5 = 11
Исходя из старых показателей смертности и новой статистики населения, ежегодно умирает около 11 сварщиков-водолазов.
Кроме того, подводная сварка и коммерческое дайвинг занесены в список «неопасных» профессий в глазах правительства. Их маркировка практически не дает стимулов для ужесточения правил и обеспечения их соблюдения. (если вы состоите в дайвинг-профсоюзе, это другое дело).
3.Исследование NCBI: 1968 — 1978
Image CreditЕще одно исследование, опубликованное несколькими десятилетиями ранее, было проведено среди подводных сварщиков в Мексиканском заливе и Северном море. Его результаты?
- Смертей в Мексиканском заливе: 900
- В Северном море: 700
Согласно полученным данным, автор связывает гибель подводных сварщиков с двумя основными характеристиками:
- Факторы хозяина : Уровень опыта и поведенческая дисфункция
- Факторы окружающей среды : Отказ оборудования и ошибки супервизора / тендера
В исследовании также представлены несколько решений для увеличения продолжительности жизни дайверов.Хотя эти улучшения могут показаться читателям очевидными, на их полное внедрение уйдут годы. Все имеют дело с препаратом , прежде чем гипербарический сварщик прыгает в воду.
- Улучшенная обработка и выбор подводного сварочного аппарата
- Модернизированная система для обслуживания и использования водолазного и морского оборудования
- Улучшенные тренировки и процедуры экстренного погружения
- Дополнительные тренировки по дайвингу для соответствующих ситуаций
Как видите, особой причины нет смерти », представленные в этом исследовании, только внешние факторы, которые увеличивают его присутствие — в том числе отсутствие опыта дайвера .
4. Исследование TDA: 2002–2014 гг.
Кайла Рихтер, инструктор по дайвингу, не согласна с тем, что «недостаток опыта дайвера» является основным фактором смерти от подводной сварки. Она опубликовала свои выводы.
Она основывала свои данные главным образом на цифрах Ассоциации дайверов (TDA), организации, которая борется за повышение безопасности коммерческого дайвинга во всем мире. Это также позволяет дайверам сообщать о несчастных случаях и несчастных случаях (некоторые официально задокументированы, другие нет).
Используя отчеты TDA за 2002–2014 годы, Кайла использовала 251 задокументированную гибель дайверов.Все сообщили, что возраст дайвера составляет лет.
Из них она произвела выборку из 40 отчетов и обнаружила, что средний возраст дайвера — 37 лет. Затем Кайла взяла большую выборку и обнаружила, что средний возраст смертей подводных сварщиков составляет от 35 до 40 лет (не окончательно, но основано на по ее результатам).
Что это значит?
Большинство подводных сварщиков поступают в школу подводного плавания в возрасте 20 лет. Если сварщики-водолазы умирают в возрасте 35–40 лет, они, скорее всего, проработали в полевых условиях 10–15 лет. Значит, дело не в неопытных ныряльщиках.
Компаниям сходит с рук плохие меры безопасности, и расследования нуждаются в серьезном пересмотре, если они действительно направлены на улучшение условий для сотрудников, а не на защиту интересов компании. — Кайла Рихтер
Сравнение уровня смертности на наземных сооружениях: строительство и производство
Все эти исследования полезны, но как мы можем сравнить их с чем-то более знакомым? Как я уже упоминал ранее, подводные сварщики работают разнорабочими на морском строительстве.Самые близкие сравнения с этим находятся в строительстве и производстве. Я проанализировал несчастные случаи на производстве со смертельным исходом от Бюро труда и статистики (BLS) за 2014 год в этих двух секторах:
Строительство верхнего строения
- Население (P): 52
- Смертей, связанных с работой (Вт): 874
Соответствующий годовой коэффициент смертности (W / P) : 2
Производство верхних строений
- Население (P): 12 301
- Смертей, связанных с работой (Вт): 341
Соответствующий годовой коэффициент смертности (Вт / P) : менее 1
Если мы посмотрим на эти цифры за чистую монету, то получится тревожная картина: продолжительность жизни подводного сварщика примерно в 5-10 раз ниже, чем у рабочих, работающих на строительстве или производстве.
Однако это основано только на имеющихся у нас данных. BLS не регистрирует смертельные случаи, связанные с гипербарическими сварщиками, поэтому сравнение не одно за другим.
Как умирают подводные сварщики
По статистике, у дайверов больше шансов погибнуть при проведении инспекции, чем при сварке под водой.
В первом упомянутом мной исследовании CDC утопление упоминалось как причина смерти номер один среди подводных сварщиков. Это актуально и сегодня. Но утопление случается по-разному.События, предшествующие утоплению, чрезвычайно важны.
- Инициирующее событие: (например, пуповины сварщика под водой сильно перекручены)
- Выведение из строя / опасное событие : (например, он / она паникует, вызывая еще большее перекручивание и разрыв линии)
- Выведение из строя травмы : ( Например, к тому времени, когда надводная команда достигает водолаза, он / она уже находится вне воздуха)
Как мы видим, надлежащая подготовка и обучение к каждой работе абсолютно необходимы для безопасности подводного сварщика.От этого зависит их жизнь. Каждая ситуация требует различных типов подготовки, и даже тендеры на погружение частично несут ответственность за этапы планирования в проекте.
Ожидаемая продолжительность жизни, показатели смертности и окончательные выводы
[adrotate group = ”3 ″]
Как мы видели, исследование TDA дает 10-15 лет жизни в коммерческом дайвинге. Но, в конце концов, продолжительность жизни подводного сварщика зависит не только от одного фактора.
Двумя наиболее важными факторами обеспечения безопасности сварщиков-водолазов являются надлежащее обучение и правила безопасности компании.Мы знаем, что коммерческий дайвинг — опасная профессия. Но это необходимо, как и верхнее строительство. Ответственность и меры предосторожности имеют решающее значение в этих работах.
Все еще чешете затылок и не знаете, подойдет ли вам эта работа? Что ж, если вы не знаете свою продолжительность жизни, вы всегда можете рассчитать ее самостоятельно.
Как тебе игра в Бога?
Tig Welding | Сварка МИГ
Перейти к навигации
1-877-755-WELD (9353)
часто задаваемые вопросы Корзина Условия продажи / ГарантияПродажа / Гарантия Поиск дилеров- Главная
- Продукты
- Принадлежности / оборудование
- Расходные материалы
- Запчасти
- Форумы Ресурсы
- Руководства
- Контакты
- О
- Сварщики MIGMAX Сварочные аппараты Сварочные аппараты 9070
- Многопроцессный: TIG / Stick / Plasma
- Многопроцессорный: MIG / TIG / Stick
- Водяные охладители
- Генераторы
- Аналоговый DC:
- PowerARC 140STi
- PowerARC 200STi
- Power i-TIG201 300ST
- Цифровой пост. Ток:
- PowerARC 160iSTH
- PowerARC 161STH
- PowerARC 210STL
- Power i-TIG 200T
- PowerARC 280STH
- Аналоговый источник питания AC / DC:
- PowerTIG885DB
- PowerTIG 907 PowerTIG 315LX
- Цифровой AC / DC:
- PowerTIG 210EXT
- PowerTIG 255EXT
- PowerTIG 325EXT
- PowerTIG 350EXT
- MIG:
- Power i-MIG 140E
- Power i-MIG 200E
- MIG / Stick:
- Power i-MIG Power 200
- MIG Power i-MIG 275S
- Power i-MIG 315
- Pulse MIG / Stick:
- Power i-MIG 253DPi
- Power i-MIG 353DPi
- Power i-MIG 275P
- MIG / TIG / Stick:
- PowerMTS 251Si
- PowerMTS 400
- Lightning MTS 225
- Lightning MTS 275
- PowerARC 140STi
- PowerARC3 PowerARC3 E6010 (E60)
- PowerARC 210STL (E6010)
- PowerARC 160iSTH
- PowerARC 161STH (E6010)
- PowerARC 280STH (E60 Super10)
- PowerPlasma 52i
- PowerPlasma 62i
- PowerPlasma 82i
- PowerPlasma 102i
- PowerPlasma 628 P с ЧПУ 90 кг 90 кг PowerPlasma 629lasma с ЧПУ 90 кг
- SuperUltra 206Si
- PowerUltra 206Pi
- UltraArc 205
- PowerPRO 164Si 4 PowerPRO 164Si4 PowerPRO 164Si4 Цифровой PowerPRO 164Si4 Power DC:
- PowerPRO 256D
- PowerMTS 211Si
- PowerMTS 251Si
- PowerMTS 400
- Lightning MTS 225
- Lightning MTS 225
- Lightning MTS 225
- Lightning
- PowerCool W300 (240 В)
- PowerCool W350 (120 В)
- PowerCool W400 (240 В)
- EV1000i Electra Wave
- EV2200i Electra Wave
- EV2800i Electra Wave
- EV3500i Electra Wave
- Дизельный генератор EV6500ATS
- Горелки и педали Nova TIG
- Горелки TIG
- Пистолеты MIG903 Пистолеты MIG-9024 Plush
- Ножные педали для сварки TIG
- Ползунки управления усилителем для сварки TIG
- Держатели рукояток и зажимы заземления
- Регуляторы и фильтры
- Тележки для сварщиков
- Крышки для сварщиков
- Сварочный стол и инструменты
- NOVA серии TIG Горелки TIG серии NOVA с гибкой шейкой
- Горелки TIG серии NOVA Rota-Flex
- Горелки TIG серии NOVA Slim-Form Горелки TIG с газовым клапаном
- Горелки TIG с регулировкой мощности
- Горелки MIG серии 15
- Пистолеты
- Пистолеты MIG 25 серии
- Пистолеты MIG 36 серии
- AG-60 / SG-55 Плазменные горелки
- Плазменные горелки S-45
- Плазменные горелки iPT-60
- Плазменные горелки iPT-80
- Плазменные горелки iPT-100
- Плазменные горелки S-75 Плазменные горелки
- A-81 61 A-101 909 Горелки
- Плазменные горелки P-80
- Плазменные горелки с ЧПУ / станками
- MIG / TIG / Stick PowerMTS 211Si
- DC Stick / DC Live Lift TIG:
- Пусковая сварка с ручкой постоянного тока / Пусковая сварка постоянного тока:
- Пусковая сварка с ручкой постоянного тока / ВЧ-пуском ВЧ:
- IGBT:
- IGBT с ЧПУ (станок) Горелка:
- MOSFET Аналоговый DC:
- IGBT Аналоговый DC:
- IGBT Аналоговый AC / DC:
- MIG / DC TIG / Stick:
- MIG / AC-DC TIG / Stick: