
Как варить тонкую нержавейку аргоном
Сварка аргоном нержавеющей стали обязательно должна проводиться с учетом ее характеристик, свойств и химического состава. Если эти нюансы не учитывать, то результат может быть далек от ожидаемого.
Аргоновая сварка нержавейки: что учесть при работе?
Перед тем как начать варить аргоном необходимо разобраться в свойствах алюминия и нержавейки. Нержавеющая сталь имеет более низкий уровень теплопроводности. Эти материалы имеют высокое электрическое сопротивление.
Если с нержавеющей сталью работать в неправильном термическом режиме, то произойдет потеря ее отличной антикоррозийной функции. То есть в материале появится коррозия и его качество заметно ухудшится. Однако существуют способы недопущения таких ситуаций. Один из них заключается в том, что материал необходимо очень быстро охладить после работы. Если подручных средств для этого нет, то воспользуйтесь обычной холодной водой. Так вы снизите негативные последствия до минимума.
Важно! Алюминий охлаждать вышеуказанным методом нельзя. А в случае со стальными изделиями он подходит только для хромоникелевых материалов.
Сварка аргоном нержавейки: нюансы и особенности
Сварка аргоном стали имеет свои особенности. Главным препятствием при работе, которое может возникнуть является возможность растрескивания материала. Такая проблема случается довольно часто. Проблемы связаны с особенностями этого материала, которые обязательно следует изучить до начала работ с ним:
- Низкий уровень теплопроводности. Нержавейка практически в 2 раза уступает другим материалов, поэтому при работе с ней часто возникают трудности. Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%;
- Высокое линейное расширение дает большую литейную усадку. Эти нюансы способствуют возникновению деформации металла при проведении сварки.
 В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается;
В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается; - Высокое электрическое сопротивление является еще одной проблемой. Это связано с тем, что электрод, который производится из стали, во время работы очень сильно нагревается и негативно влияет на качество сварки. Отрицательное воздействие можно уменьшить путем использования более коротких электродов. Их длина не должна превышать 350 мм.
 В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается;
В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается;Сварка в среде аргона нержавейки: подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- Применение в работе покрытых электродов;
- Использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.

Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Сварка нержавейки аргоном: технология и инструменты
Для работы вам понадобится не только материал, но и другие вещи:
- сварочный аппарат для сварки нержавейки аргоном;
- электроды, которые необходимо выбирать исходя из конкретных характерных особенностей материала, с которым планируется работа;
- проволока из нержавеющей стали;
- щетка из стали;
- растворитель и чистая вода.
Сварка аргоном нержавейки: обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Аргонодуговая сварка нержавеющей стали: режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.
Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология – импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
 Она является самым выгодным вариантом для соединения деталей.
Она является самым выгодным вариантом для соединения деталей.Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам.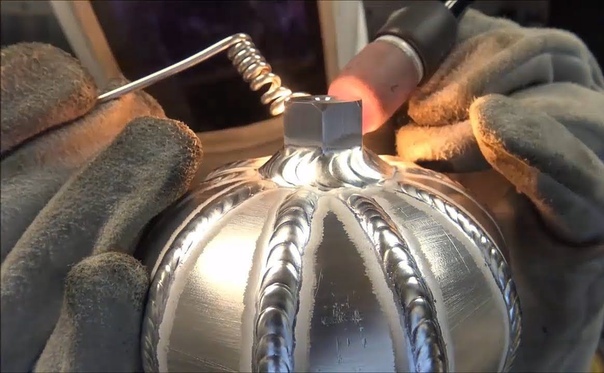 Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Меры безопасности при сварке
Помните, нарушение техники безопасности могут привести к серьезным последствиям. Можно не только испортить исходный материал, но и получить травмы и даже увечья. Никогда не начинайте работу, не ознакомившись с правилами безопасности и нюансами работы с инструментом. Поэтому перед началом работы примите к сведению и подробно рассмотрите правила и технику работы:
- вначале рекомендуется изолировать все провода, которые непосредственно связаны с блоком питания тока и со сварочной дугой. В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
- сварку аргоном металлических изделий необходимо проводить в сухой одежде, специальных рукавицах и галош;
- важно правильно и аккуратно оборудовать рабочее место и убрать все лишние инструменты и вещи;
- проводить сварочные работы рекомендуется в помещении с хорошей вентиляцией воздуха.
 В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;Работы по сварке довольно сложные и требуют некоторых знаний и подготовки. Помните, недостаточно посмотреть обучающее видео. Важно приобрести опыт и практические навыки работы под руководством опытного мастера, которые сможет дать практические советы и рекомендации.
Интересное видео
К категории нержавеющих относятся высоколегированные стали с выраженной устойчивостью к воздействию коррозии. Главным легирующим компонентом в составе данных материалов является хром. В зависимости от класса нержавейки, в ее состав может входить до 20% этого легирующего элемента. Помимо этого, сталь может содержать такие компоненты, которые будут повышать ее антикоррозионные характеристики и придавать определенные физико-механические свойства. К числу таких элементов относятся титан, никель, молибден и пр. Нержавейка и алюминий относятся к числу материалов, варка которых требует соблюдения определенных условий. Перед тем как варить нержавейку, следует ознакомиться с некоторыми ее особенностями. И алюминий, и нержавейку можно варить аргоном. Перед тем как варить аргоном, нужно ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.
Помимо этого, сталь может содержать такие компоненты, которые будут повышать ее антикоррозионные характеристики и придавать определенные физико-механические свойства. К числу таких элементов относятся титан, никель, молибден и пр. Нержавейка и алюминий относятся к числу материалов, варка которых требует соблюдения определенных условий. Перед тем как варить нержавейку, следует ознакомиться с некоторыми ее особенностями. И алюминий, и нержавейку можно варить аргоном. Перед тем как варить аргоном, нужно ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.
Сварка в среде аргона – высотехнологический процесс, который позволяет получать высококачественные сварные швы при выполнении малых объемов сварочных работ.
Что нужно учитывать при варке нержавейки аргоном?
Перед тем как варить аргоном, изучите следующие важные свойства алюминия и нержавейки. Так, нержавеющая сталь имеет практически в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация теплоты в процессе выполнения сварочных работ будет увеличиваться, за ней будет повышаться и проплавление материала в месте соединения. Данное свойство нержавейки обуславливает необходимость снижения силы тока в среднем на 20%, если сравнивать его с аналогичным показателем при работе с обычными сталями.Нержавейка, как и алюминий, характеризуется довольно большим коэффициентом линейного расширения. При варке изделий из нержавейки из-за этого свойства отмечается существенная литейная усадка. Она приводит к увеличению деформации материала при выполнении сварки и после нее. Если между свариваемыми заготовками из нержавейки или алюминия не будет достаточного зазора, могут появиться существенные трещины.
В результате концентрация теплоты в процессе выполнения сварочных работ будет увеличиваться, за ней будет повышаться и проплавление материала в месте соединения. Данное свойство нержавейки обуславливает необходимость снижения силы тока в среднем на 20%, если сравнивать его с аналогичным показателем при работе с обычными сталями.Нержавейка, как и алюминий, характеризуется довольно большим коэффициентом линейного расширения. При варке изделий из нержавейки из-за этого свойства отмечается существенная литейная усадка. Она приводит к увеличению деформации материала при выполнении сварки и после нее. Если между свариваемыми заготовками из нержавейки или алюминия не будет достаточного зазора, могут появиться существенные трещины.
Процесс аргоновой сварки.
Нержавейка и алюминий характеризуются высоким электрическим сопротивлением. При работе с такими материалами электродами из высоколегированных сталей последние будут очень сильно нагреваться. Для исключения негативного эффекта хромоникелевые электроды выпускаются длиной до 35 см.
Нержавеющая сталь теряет свою высокую антикоррозийную способность при работе с ней в неправильном термическом режиме. Данное явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500°С и больше по краям зерен начинает образовываться карбид хрома и железа. В дальнейшем эти зерна становятся очагами коррозии. Избавляться от такого неприятного явления можно разными способами. Один из них предполагает быстрое охлаждение любыми доступными методами, вплоть до банального поливания свариваемого материала холодной водой, чтобы свести уменьшение коррозийной устойчивости к минимуму. Однако важно учитывать, что охлаждать алюминий водой нельзя, да и в случае со сталями этот метод подходит исключительно для хромоникелевых аустенитных материалов.
Как подготовить нержавейку к варке?
И алюминий, и нержавеющая сталь требуют соответствующей подготовки перед работой. Существует несколько способов варки нержавеющей стали. Наибольшее распространение получили следующие:
Наибольшее распространение получили следующие:
Режимы сварочных работ в среде инертных газов.
- Работа с использованием покрытых электродов.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки с применением нержавеющей проволоки.
Каждый из этих методов имеет свои особенности и подходит для выполнения конкретного перечня работ. В процессе варки нержавейки аргоном вам понадобятся:
- Сварочный аппарат.
- Электроды. Подбираются в соответствии с характеристиками обрабатываемого материала.
- Нержавеющая проволока.
- Стальная щетка.
- Растворитель.
Прежде чем сваривать детали, нужно обработать их кромки. Делается это почти так же, как и в случае работы с низкоуглеродистыми сталями. Особенность лишь одна: чтобы обеспечить свободную усадку шва, при создании сварного стыка нужно делать некоторый зазор. Конечно же, в разумных пределах.
Перед работой нужно зачистить поверхности кромок. Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Для этого воспользуйтесь стальной щеткой. Также кромки нужно промыть растворителем. Подойдет ацетон либо авиационный бензин. Такая обработка позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги будет снижаться и в шве начнут появляться поры.
Инструкция и рекомендации по варке покрытыми электродами
Метод аргоновой сварки с применением плавящегося электрода.
Варка нержавеющей стали с применением покрытых электродов позволяет получать швы нормального качества безо всяких проблем. Поэтому если очень высоких требований к качеству соединения вы не предъявляете, то отдавайте выбор в пользу именно этого метода сварки.
Существует достаточно много типов электродов, каждый из них подходит для работы с нержавеющими сталями определенного состава. Вся эта информация приводится в ГОСТе. Зная марку свариваемой стали, вы сможете без проблем определить, какие электроды нужно использовать для работы с ней. Выбирайте такие электроды, которые не будут снижать коррозионную устойчивость материала и портить его механические характеристики.
Как правило, работа ведется с применением обратного постоянного уровня. Нужно стараться делать все так, чтобы шов проплавлялся как можно меньше. Используйте для работы небольшие по диаметру электроды. Нужно, чтобы тепловой энергии выделялось минимальное количество. Ранее отмечалось, что при работе с нержавеющей сталью нужно использовать ток на 15-20% слабее, чем при варке простой стали, не забывайте об этом.
Электроды имеют низкое значение теплопроводности и высокое электрическое сопротивление. Из-за этого применять высокие токи нельзя. При нарушении данного правила электроды будут перегреваться и разрушаться. По этим же причинам электроды для нержавейки плавятся быстрее, чем те, с использованием которых варятся обычные стали. И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной устойчивости шва нужно сделать все, чтобы он охлаждался как можно быстрее. К примеру, вы можете охлаждать его при помощи медных прокладок или воздухом. Если обрабатываемая вами нержавеющая сталь относится к категории хромоникелевых аустенитных, вы можете охлаждать ее даже при помощи воды.
Инструкция по сварке вольфрамовым электродом
Схема движения электрода.
Такой режим применяется в тех случая, когда нужно сварить изделия из очень тонкой нержавейки или получить сварное соединение высокого качества. К примеру, сварка аргоном с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым транспортируются газы или жидкости под давлением.
Работа ведется на переменном либо постоянном токе. Переменный подходит для работы с алюминием. Полярность тока – прямая. Используется аргон. Прежде чем приступать к сварке, следует подготовить присадочную проволоку к работе. Лучше, если она будет иметь более высокую, чем у нержавейки или алюминия, степень легирования.
При работе электродом нельзя совершать колебательных движений: из-за них защитное пространство зоны сварки нарушится, металл шва окислится. Обратную сторону шва нужно защищать от воздуха путем поддува аргона.
При работе стремитесь к тому, чтобы в сварочную ванну не попадал вольфрам. Можете применять бесконтактный поджог дуги. Также ее можно зажигать на угольной либо графитовой пластине с дальнейшим переносом на основной металл.
Можете применять бесконтактный поджог дуги. Также ее можно зажигать на угольной либо графитовой пластине с дальнейшим переносом на основной металл.
Когда сварочные работы будут завершены, не нужно выключать подачу аргона сразу. Сделайте это примерно через 15 секунд. Этим вы исключите чрезмерное окисление нагретого рабочего электрода. Так он прослужит заметно дольше.
Как варить нержавейку полуавтоматом в среде аргона?
Данный метод сварки является наиболее предпочтительным. Он обеспечивает максимально высокую производительность и позволяет получать швы очень хорошего качества. С целью повышения качества сваривания в проволоку добавляется никель.
Процесс сварки нержавеющей стали полуавтоматом в среде аргонов лучше всего подходит для соединения толстых материалов. В данном случае скорость сваривания будет максимальной. Следовательно, увеличится и производительность. Защитной средой в таких условиях является смесь из углекислого газа и аргона. За счет углекислого газа повышается смачиваемость на краях шва.
За счет углекислого газа повышается смачиваемость на краях шва.
Существует несколько техник, которые позволяют варить нержавейку полуавтоматом, а именно:
- Сварка короткой дугой.
- Работа со струйным переносом.
- Импульсный режим.
Струйный перенос подходит для сварки толстых металлов, а короткая дуга – для более тонких изделий.
Среди преимуществ импульсного режима можно выделить то, что он является наиболее контролируемым процессом. Металл проволоки подается в сварочную ванну импульсно. Каждый из таких импульсов – это отдельная сварочная капля. Этот режим позволяет уменьшать среднее значение тока дуги, что является очень важным при работе с нержавейкой, т.к. тепловложение и зона термического влияния уменьшаются.
Помимо этого, импульсный режим практически полностью исключает брызги металла. Это позволяет существенно экономить расходные материалы и повышать производительность за счет уменьшения времени, необходимого для зачистки шва.
Таким образом, существует несколько режимов варки нержавейки аргоном. Выберите наиболее подходящий для вашего случая. Удачной работы!
Среди известных способов сплавления металлических изделий аргоновая сварка нержавейки занимает особое место, поскольку по ряду технических характеристик она существенно отличается от других методов.
Сварка в среде инертного газа аргона обычно применяется в ситуациях, когда требуется соединение заготовок сравнительно небольшой толщины. Технология обеспечивает получение надежных и коррозионностойких соединений с аккуратными и ровными сварными швами.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается.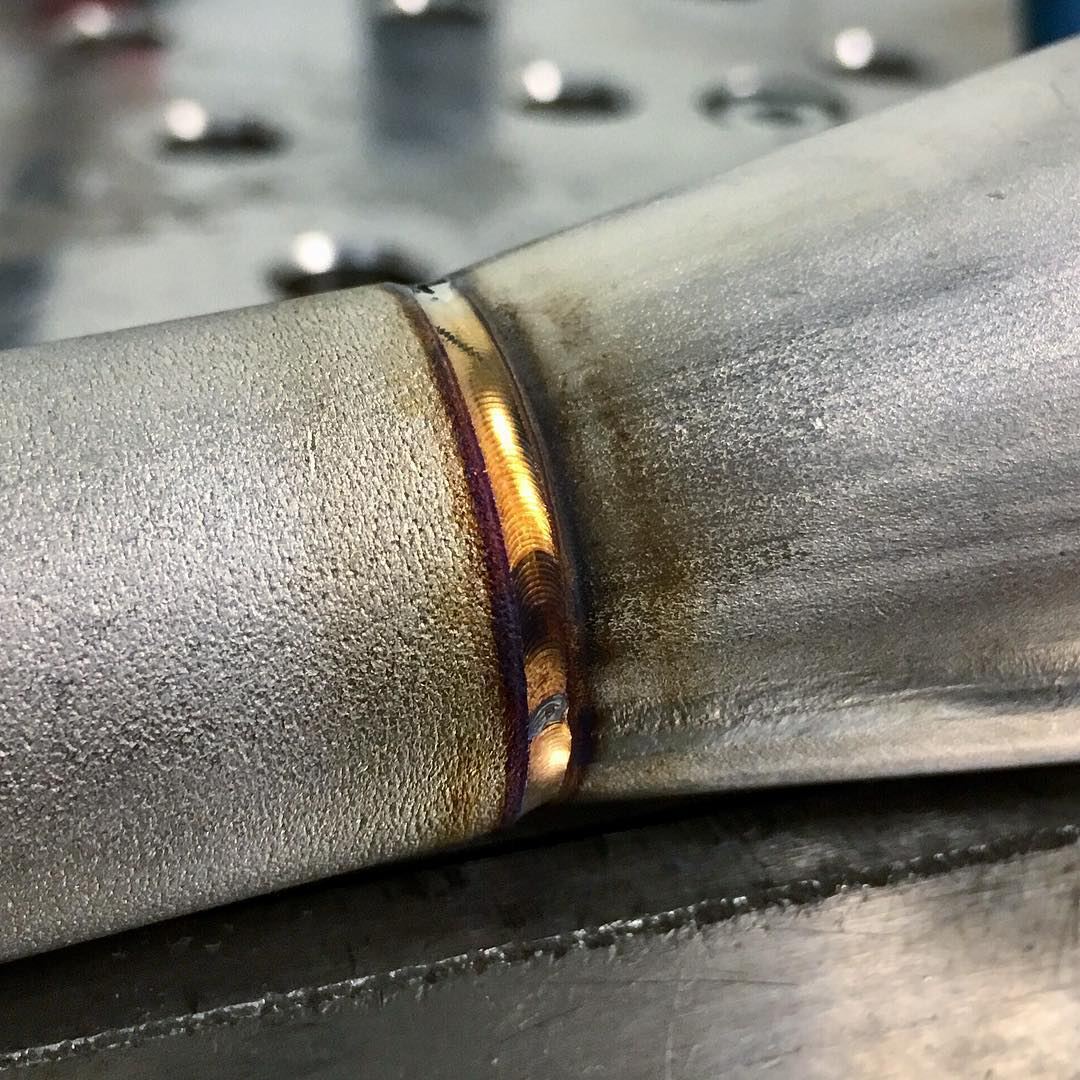 С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Расходование инертного газа
Расход аргона при сварке нержавейки в каждом конкретном случае определяется стоящими перед исполнителем задачами и объёмами сварочных операций.
При этом для объектов, требующих наплавления значительного количества свариваемого материала расход рассчитывается на каждый килограмм проволоки. Этот способ считается наиболее универсальным и очень часто используется в условиях серийного производства изделий из нержавейки.
Ещё один принцип расчёта объёма аргона основывается на том же показателе его расхода, но уже в литрах на метр полученного шва. Таким способом удобнее всего пользоваться при сварке одинаковых (однотипных) деталей из нержавейки и на малых производствах. Формула для расчёта в этом случае несколько усложняется и выглядит так:
- Руг – это удельный показатель расхода аргона в заданных условиях, определяемый по таблице;
- Т – общая продолжительность сварки аргоном;
- Рдг – поправочный показатель, учитывающий расходы аргона на подготовительные процедуры подогрева.
Обратите внимание, что все входящие в эту формулу величины оцениваются только в литрах. Также важно учитывать, что при сварке нержавейки и ряда цветных металлов этот показатель может увеличиваться почти в 1,5, а порой и в 2 раза.
Особенности сваривания полуавтоматом
Аргонодуговая сварка специальных сплавов с использованием неплавящихся электродов из вольфрама осуществляется аппаратами переменного или постоянного тока, включёнными в прямой полярности.
Сварка нержавейки в среде аргона с применением полуавтомата обеспечивает существенное повышение эффективности производимых операций. Особо отмечается тот факт, что сварка полуавтоматом может применяться и для сплавления заготовок нержавейки значительной толщины.
При работе по указанной методике необходимо учитывать следующие особенности сварки с использованием аргона:
- подаваемая в зону горения проволока должна содержать добавки никеля, оказывающие существенное влияние на качество будущего соединения;
- когда требуется сваривать детали из нержавейки большей толщины – для улучшения показателя смачиваемости шва в общий объём аргона добавляется небольшое количество углекислого газа;
- в указанных условиях обязателен выбор подходящего режима работы оборудования и инструмента.

Последний пункт требований предполагает, что сварочные операции в аргоне могут проводиться по технологии так называемой «короткой» дуги, методом струйного переноса или же в импульсном режиме.
Самым контролируемым из всех перечисленных считается случай, когда сварочный аппарат работает в импульсном режиме, а проволока подаётся к месту сварки небольшими порциями.
Благодаря этому удаётся уменьшить эффект разбрызгивания раскалённых частиц, а также сузить границы термической обработки сплавляемых заготовок нержавейки. К тому же данный подход позволяет снизить расход достаточно дорогой сварочной проволоки.
Ещё одним существенным достоинством этого метода является высокая скорость обработки шва и прилегающего к нему участка.
Что касается других технологий, то посредством струйного переноса, как правило, свариваются заготовки и оборудование со стенками значительной толщины, а так называемая «короткая» дуга больше годится для обработки тонких нержавеющих изделий.
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
- важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином. Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
- особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
- для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
- необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).

В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
как выполнить качественный шов в домашних условиях?
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода. Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей. Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А. Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
- СЭЗ ЗИО-8 d4,0.
- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.
Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же. Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы. Кроме того, позволит значительно продлить срок службы.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.

Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.

Ведь это задача, к которой требуется особая подготовка.
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после. Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины. Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего голосов: 0 Средний: 0/5]
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки. Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами. Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
Сварка нержавейки аргоном: технология, как правильно варить
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие
от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
 Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться.
 При большой длине шва лучше выбирать электроды длиной около 35 см.
При большой длине шва лучше выбирать электроды длиной около 35 см.Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной
или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.

- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.

Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.

В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Аргонодуговая сварка (TIG) нержавейки
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.Таблица 1
| Толщина металла, мм | Диаметр электрода, мм |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.

Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
 Лучше выбирать прибор, работающий на выпрямленном токе.
Лучше выбирать прибор, работающий на выпрямленном токе.Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
 Она должна быть постоянно в защитной зоне аргона.
Она должна быть постоянно в защитной зоне аргона.Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Технология сварки нержавейки аргоном:расход аргона при сварке
Нержавеющая сталь относится к высоколегированным материалам, которые трудно поддаются сварке. Это получается за счет того, что металл в расплавленном состоянии ведет себя совершенно не так, как другие разновидности. Сварочная ванна получается очень жидкой, так что это заметно усложняет процесс получения нормального валика. Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.
Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.
Сварка нержавейки аргоном
Аргонно-дуговая сварка нержавейки дает достаточно высокое качество за счет того, что защитным элементом во время процесса выступает инертный газ аргон. Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
Схема аргонно-дуговой сварки
При работе нужно использовать особые режимы. Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Что нужно учитывать при сварке нержавейки аргоном
Когда производится сваривание при помощи аргона, то следует в первую очередь учитывать свойства металла. Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Стоит учитывать, что прогревание должно быть равномерным, чтобы исключить тепловые деформации. Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.
Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.
Использование флюса для сварки нержавейки аргоном
Подготовка нержавейки
Аргоновая сварка нержавейки начинается с подготовительных этапов. Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.
На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.
Зачистка нержавейки
Режимы аргоно-дуговой сварки нержавеющей стали
От выбора правильного режима зависит многое в данном деле. Так можно определить требуемый расход аргона при сварке нержавейкой, чтобы все прошло на требуемом уровне. В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
| Толщина металла, мм | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Количество аргона, л/мин |
| 1 | 30…60 | 11 | 1 | 2,5 |
| 1,5 | 40…70 | 12 | 1 | 2,7 |
| 2 | 50…80 | 13 | 2 | 2,9 |
| 2,5 | 60…90 | 14 | 2 | 3 |
| 3 | 70…100 | 15 | 3 | 3,3 |
| 4 | 80…120 | 18 | 4 | 3,5 |
| 5 | 100…140 | 20-22 | 4 | 4 |
Технология сварки нержавейки аргоном
Все начинается с подготовительных этапов. Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
«Обратите внимание!
Все перемещения следует делать исключительно равномерно, так как слишком быстрые перепады температуры могут вызвать брак.»
Сварка нержавеющей стали аргоном хоть и облегчает работу с этим металлом, но здесь все равно нужно иметь навыки. Движения должны быть четкими и равномерными, так как в ином случае металл будет растекаться в различные стороны, а формирование валика будет неправильным. После того, как все будет заварено до конца, следует быстро остудить материал, чтобы не произошла потеря качеств стойкости к коррозии.
Контроль качества
После того как закончится дуговая сварка нержавеющей стали, то следует проконтролировать качество полученного результата. Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
- Контроль по внешнему виду – осуществляется путем визуального осмотра, где можно определить только явные дефекты, которые образовались на поверхности;
- Радиационный контроль – неразрушающий метод, который включает в себя радиоскопию, радиографию и радиометрию;
- Магнитный контроль – куда входят порошковые, графически и феррозные разновидности способом проверки качества;
- Акустический контроль – основан на звуковых и ультразвуковых разновидностях, таких эхо-импульсивная разновидность, резонансная, теневая, реверберационная, свободных колебаний и эмульсионная;
- Тепловой контроль – основан на контрасте температур, а также на методе теплового поля и термометрическом анализе;
- Течеискание – данный метод рассчитан на поиск течи, а также на проверку герметичной целостности;
- Капиллярный метод – основан на просачивании жидкостей через мелкие трещины в металле, куда входят такие разновидности как цветной и люминесцентный способ;
- Электромагнитный – основан на принципе действия вихревых токов. Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
 Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
Здесь выделяют фазовую, амплитудную и их смешанную разновидность.«Обратите внимание!
Для наиболее точного результат лучше всего использовать несколько методов, если качество сварного соединения действительно важно.»
Меры безопасности
Дуговая сварка нержавеющей стали является не совсем безопасным делом. Здесь нужно соблюдать несколько мер безопасности, халатное отношение к которым может привести к несчастным случаям. В первую очередь стоит помнить о газовой безопасности, так что баллон с аргоном требуется отставлять на достаточно расстояние от открытого источника огня, которое было бы приемлемым для проведения сварочных работ. Не стоит забывать и об электробезопасности. Не следует заниматься сваркой при повышенной влажности.
Не лишними будут методы личной безопасности, так как нужно помнить о горячих предметах, возможном разбрызгивании раскаленного металла и так далее. Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Особенности процесса
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.

Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
 Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса.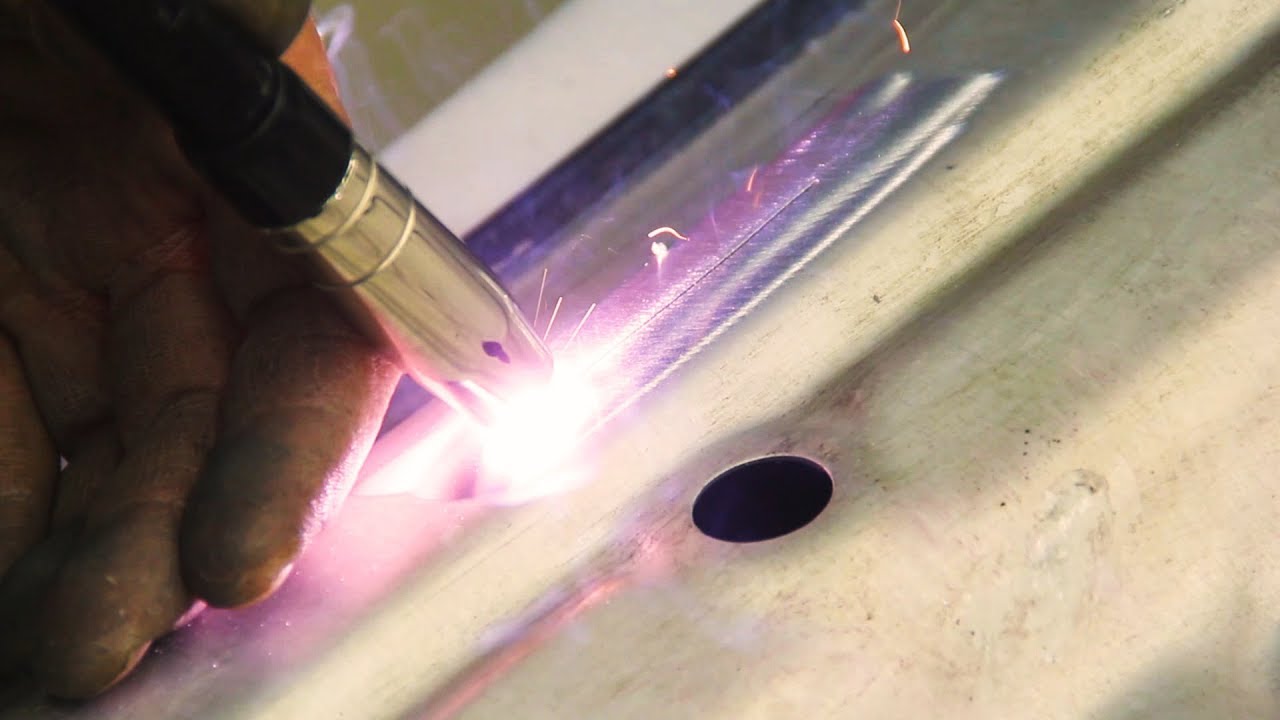 Для того, чтобы сделать это, понадобятся два дополнительных узла.
Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиУзнаем как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
Как правильно варить трубу аргоном
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач: Она не присоединится к заготовке, но будет выполнять ряд задач: |
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1. 0 0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2. 4-3.2 4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4. 0 0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.

При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| марка | тип | материал стержня электрода | коэффициент наплавки, r/a. ч ч | применение |
| озл-8 | э-07 |
 Аналогично
АналогичноСварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| лист, мм | проволока, мм | сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.

Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
OK Autrod 347 Si (OK Autrod 16.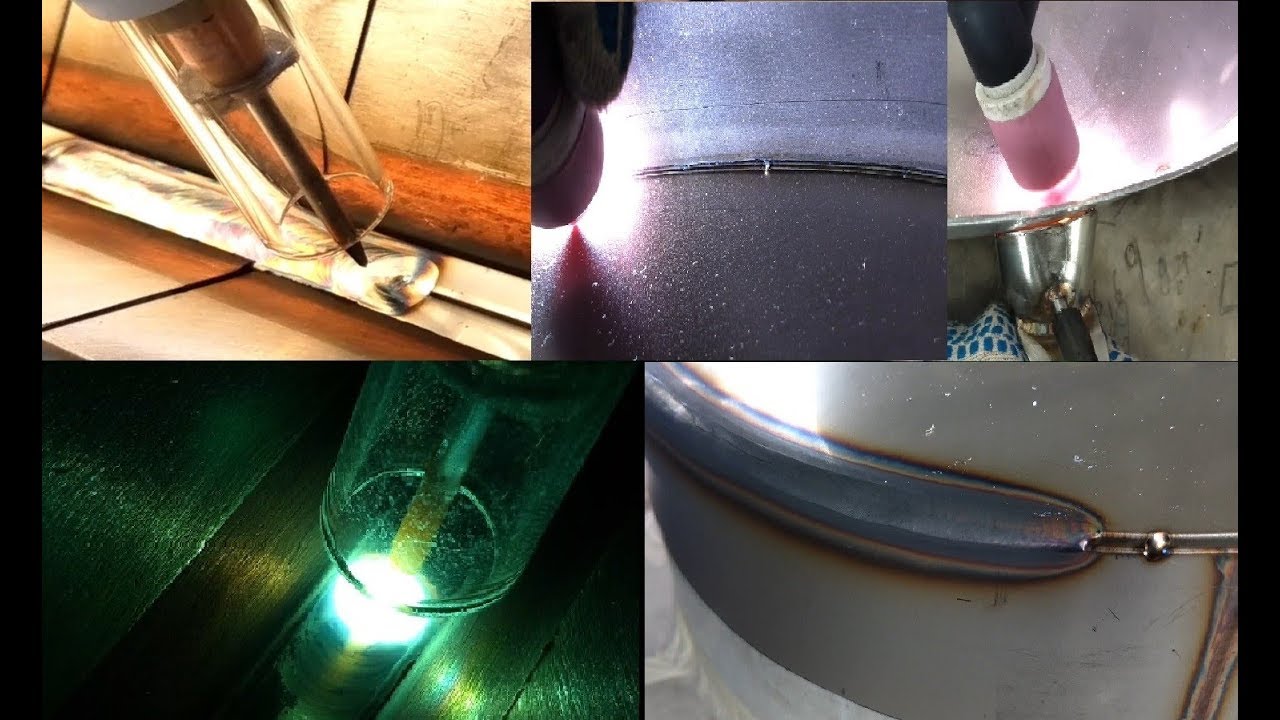 11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). 11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач: |
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
2 (. 078i n) 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2. 4-3.2 4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3. 2-4.0 2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.

Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| марка | тип | материал стержня электрода | коэффициент наплавки, r/a. ч | применение |
| озл-8 | э-07 |
 Аналогично
Аналогично Аналогично
АналогичноСварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| лист, мм | проволока, мм | сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Что можно приготовить аргонной сваркой. Как варить нержавеющую сталь с помощью вольфрамового электрода? Основные принципы сварки
Сварка аргоном широко применяется при соединении различных металлических сплавов: она используется для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Эти металлы сложны, и сварка аргоном — один из немногих способов их эффективного соединения. Его можно использовать для сварки труб, деталей или декоративных предметов.
Технология аргонной сварки сложна и не подойдет новичкам.Сварку лучше начинать с материалов попроще цветных металлов.
Если у вас есть опыт в сварке, то вы можете попробовать этот метод своими руками и существенно сэкономить на найме специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление необходимо для работы, и как работать с разными типами металлов (как трубы, диски и прочая нержавеющая сталь , латунь, сталь и др.обрабатываются).
В результате вы можете повторить весь процесс самостоятельно, а видео и фотографии сделают вашу работу проще.
Технология и принцип аргонно-дуговой сварки — это симбиоз, включающий элементы, присущие электродуговой и газовой сварке.
Процесс сочетает использование электрической дуги с электросваркой, а наличие газа и аналогичный принцип работы взяты из метода газовой сварки.
Принцип работы аргонодуговой дуги заключается в том, что дуга нагревается и приобретает способность плавить кромку нержавеющей стали, труб, дисков и других металлических стыков — это основа всей технологии работы.
Наличие газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления или воздействию примесей и кислорода — это влияет на качество сварного шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то работать с ним без аргона практически невозможно, так как он воспламеняется под действием кислорода.
Сварка в атмосфере аргона качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, улучшает качество шва, а также способствует сохранению всех физических характеристик металла и полностью соответствует ГОСТу.
Кроме того, расход аргона при сварке в таком виде ниже, чем при работе с другим сварочным оборудованием.
Аргон весит на 38% больше, чем кислород, благодаря чему он может вытеснять его из рабочей зоны и защищать ванну в рабочей среде от внешних воздействий.
Газ необходимо подавать в рабочую зону до зажигания дуги не позднее, чем за 20 секунд, а прекращать подачу через 10 секунд, когда процесс закончится.
Аргон — инертный газ, поэтому он не соединяется с внешними газами или сплавами металл-сталь в окружающей среде.
При работе с аргоном своими руками следует помнить, что после подачи газа пространство будет насыщаться электроном, который превращает среду аргона в проводник электричества.
Сварка аргоном включает метод воздействия на материал электродом, который может быть двух типов: расходный и неплавящийся.
Если вы решили сваривать неплавящимся электродом, то для этого используется вольфрамовый предмет, потому что это самый тугоплавкий из всех материалов.Из него, например, делают нити накаливания, которые помещают в лампы.
Размер и тип электрода зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавеющей стали, латуни, титана и т. Д. Вам нужно будет применять разные типы не -направляемый электрод на материал.
Размер и характеристики складываются из энергии, потребляемой электродом, которая будет израсходована во время работы.
Технология аргонно-дуговой сварки выполняется в трех вариантах: ручная сварка неплавящимся электродом (РАД), автоматическая аргонодуговая сварка неплавящимся электродом (ААД), автоматическая аргонодуговая сварка неплавящимся электродом.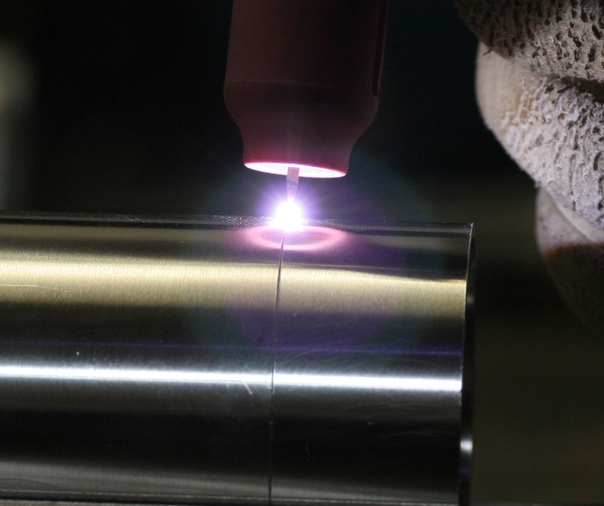 электрод (AADP).
электрод (AADP).
Если вы собираетесь приобрести готовый аппарат для работы, то выбирайте модели типа TIG — эта аббревиатура обозначает способ сварки с использованием вольфрама в инертной атмосфере.
Устройство полностью соответствует ГОСТу.
Как это работает?
Для сварки потребуется специальное оборудование, например горелка.
Горелка, предназначенная для сварки в атмосфере аргона, снабжена вольфрамовым неплавящимся электродом — основной частью, благодаря которой работает аппарат.
Электрод расположен снаружи корпуса устройства (примерно 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно использовать электроды разного размера — держатель способен фиксировать их все.
Однако размер электрода выбирается в соответствии с обрабатываемым металлом, и от этого также зависит потребление энергии при эксплуатации.
Внутри, рядом с электродом, находится керамическая насадка — она надевается так, чтобы охватить электрод. С помощью форсунки в рабочую зону будет поступать газ, поэтому этот элемент тоже очень важен.
С помощью форсунки в рабочую зону будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно нужна добавка для работы своими руками, а иначе присадочная проволока — она изготовлена из такого же материала, как и металлические заготовки.
Диаметр присадочной проволоки также должен соответствовать обрабатываемому металлу — его точный размер можно узнать в специальной таблице.
Ручная сварка в среде аргона — самый доступный метод, который легко повторить сами новички.
В этом случае сварщик должен держать присадочную проволоку и горелку.
Перед тем, как приступить к сварке, необходимо обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистка может производиться механическим или химическим способом, в зависимости от ваших предпочтений и возможностей.
Первый этап сварки такой же, как и в дуговом процессе: к обрабатываемой детали необходимо приложить «массу».
Если вы обрабатываете мелкие детали из стали или другого материала, то подача может производиться просто в область рабочего стола или ванны, где выполняется работа.
При этом способе сварки проволока в электрической цепи отсутствует и будет подана отдельно чуть позже.
Резак следует закрепить в одной руке мастера, а проволоку — в другой. Горелка всегда оборудована кнопкой, регулирующей подачу газа и тока.
Газ нужно подавать раньше — за 20 секунд до старта. При выборе силы тока и давления вам необходимо сосредоточиться на типе обрабатываемого материала или вашем прошлом опыте самостоятельной работы.
Горелка, оснащенная электродом, должна располагаться очень близко к обрабатываемому материалу — на расстоянии около 2 мм друг от друга.
На таком расстоянии между металлом и электродом появится электрическая дуга, способная оплавить край деталей, достаточно просто направить ее в нужном направлении.
За всем процессом сварки можно проследить видео для начинающих — посмотрите его перед тем, как начать своими руками.
Такая близость электрода к металлу объясняется тем, что в этом случае получается короткая дуга, и от этого зависит, насколько глубоко будет расплавлена часть стали, нержавеющей стали или другого материала.
Если дуга большая, то шов получится очень широким и некрасивым, особенно при покрытии труб, дисков или декоративных предметов из нержавеющей стали, латуни и т. Д.
Помимо эстетического фактора, большой шов снижает эффективность сварки — чем он больше, тем менее стабильно и больше в нем напряжения.
Присадочная проволока подается в рабочую зону медленными, постепенными движениями: горелка должна двигаться вдоль шва, избегая пересечения шва поперек.
Качество шва зависит от того, насколько хорошо работает оборудование, а также от навыков мастера: чем плавнее и точнее будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавеющая сталь, латунь или другие металлы.
Если проволока проходит через оборудование слишком резко, металл вылетает наружу и причиняет травму.
Не так-то просто правильно воспроизвести технологию аргонной сварки своими руками, если вы никогда этого не делали — плавные и точные движения достигаются только на практике.
Однако не стоит начинать изучать аргонную сварку, потому что это очень сложный процесс.
При работе лучше всего располагать провод перед горелкой.
Резак и провод должны располагаться под углом к рабочей зоне, чтобы шов был прямым и уже.
Чтобы зажечь дугу во время сварки, вам понадобится специальное оборудование — генератор колебаний.
Он посылает импульсы с высоким напряжением на электроды, которые отвечают за ионизацию дугового промежутка.
Обычное сетевое напряжение 220 В, с этой мощностью генератор способен преобразовывать и подавать напряжение до 6000 В при поддержании частоты до 500 кГц.Благодаря этой мощности зажигание электрода происходит быстро и легко.
Оборудование, соответствующее ГОСТу, является единственным способом правильно зажечь электрод, поскольку воспламенение электрода с свариваемой поверхности запрещено — из-за высокого потенциала ионизации, который при таком способе зажигания приведет к загрязнению электрода. металл труб, диски из стали, латуни и других материалов.
металл труб, диски из стали, латуни и других материалов.
Особенности сварочных аппаратов и режимов сварки
Для аргонной сварки требуется специальный аппарат, соответствующий ГОСТу.
Обычно оборудование изготавливается путем усовершенствования классического сварочного аппарата для дуговой сварки, к которому добавляется дополнительное оборудование для выполнения аргонной сварки.
Для работы необходимо следующее оборудование:
- трансформатор для сварки, имеющий напряжение холостого хода не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения на горелку;
- осциллятор; Регулятор времени обдува
- .
Поскольку газ для работы по ГОСТу необходимо подавать за 20 секунд до его запуска, необходим аппарат, который мог бы регулировать этот процесс.
Также в процессе вам понадобятся: горелка
- ;
- баллон с редуктором, содержащим аргон; электродов
- ;
- трансформатор подходящего размера;
- амперметр, отвечающий за питание;
- аккумулятор и прочее оборудование.

Все оборудование доступно для покупки в специализированном магазине, либо оно может быть собрано своими руками, но в этом случае оно должно соответствовать ГОСТу (какие условия прописывает ГОСТ, вы можете посмотреть в специальной литературе).
Собрав своими руками, вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Стоимость денег в этом случае будет намного ниже, и если у вас есть необходимые знания, вы можете улучшить устройство, чтобы снизить его расход при эксплуатации.
Рабочий режим и давление питания очень важны, когда вы начинаете работу.
Как работать с разными металлами, посмотрите видео, прежде чем приступить к своим действиям.
Выбор правильного режима поможет снизить давление и потребление энергии во время работы.
Давление и другие показатели зависят от типа обрабатываемого металла (сталь, латунь, нержавеющая сталь и др.), От этого зависит выбор полярности и места подачи тока.
Сварку меди с аргоном, а также стали и ее сплавов обычно проводят в режиме постоянного тока с прямой полярностью.
Сварка чугуна аргоном и сварка титана производятся в одинаковых условиях, давление при сварке чугуна аргоном и титаном тоже одинаковое, но для сварки алюминия, бериллия, магния лучше использовать обратную полярность и чередование. ток, потому что эти индикаторы лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление необходимо для чугуна, титана, алюминия и других металлов можно узнать в специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугун, титан, алюминий и др.), Все эти значения можно найти в таблице.
Опытным мастерам разрешено поэкспериментировать с силой тока и подобрать ее самостоятельно, используя опыт и знания. Количество потребляемого аргона зависит от того, насколько быстро движется воздух.
В помещении он минимальный, а на открытом воздухе — самый высокий.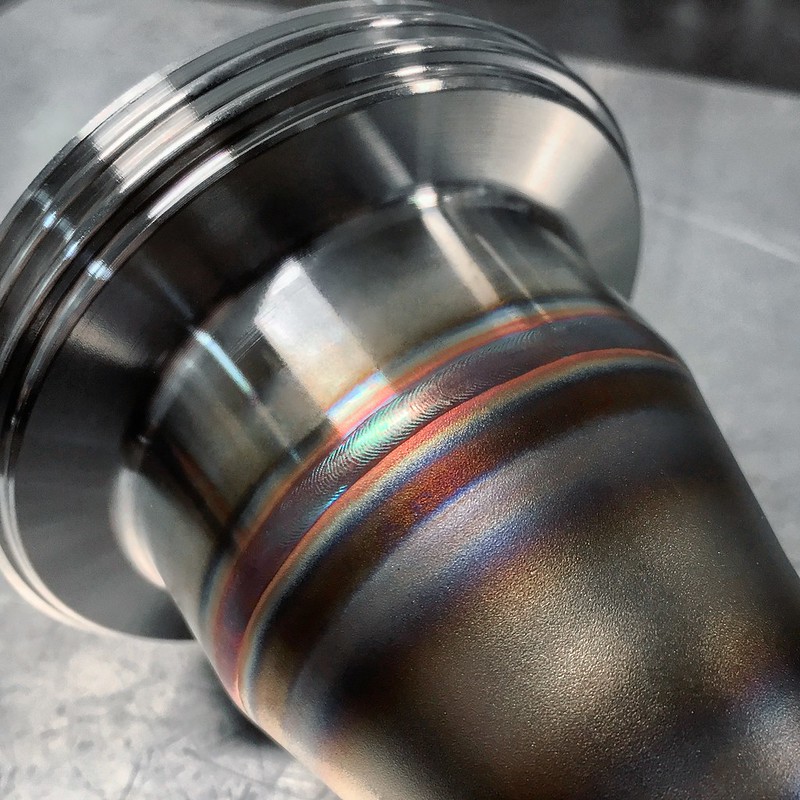
Если работа ведется на постоянном токе, то тепло на аноде и катоде отводится неравномерно: в первом случае этот показатель составляет 30%, а во втором — 70%.
Электродом лучше всего работать на прямой полярности, потому что в этом случае он лучше нагреется и сможет качественно расплавить нужную площадь детали, а потребление энергии будет меньше.
Посмотрите весь процесс сварки чугуна и титана аргоном на видео и фото — эти уроки объяснят вам, как работать с разными материалами, а также основные этапы работы.
Оглядываясь назад, можно увидеть большое количество изделий из нержавеющих сталей, меди и бронзы, алюминия и их сплавов. В отличие от обычного железа у этих металлов есть свои особенности.
Сварка аргоном — лучший способ ремонта металлов и сплавов с уникальными свойствами.Для работы вам понадобится газовый баллон, специальное оборудование и определенные технические навыки.
Сварка в аргоне — это газовая сварка, совмещенная с дуговой сваркой. Термоядерный синтез осуществляется в поле электрической дуги в атмосфере инертного газа. Почему ты не можешь делать это как обычно в воздухе?
Термоядерный синтез осуществляется в поле электрической дуги в атмосфере инертного газа. Почему ты не можешь делать это как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплава. Продукты окисления попадают в шов, разрыхляя его. Пузырьки воздуха могут попасть в образовавшиеся поры, что в конечном итоге ухудшит качество шва.Оказывается, готовить в принципе можно, но связь будет очень слабой.
Чтобы избежать негативных последствий, была разработана технология аргонной сварки. Инертная атмосфера полностью исключает возможность окисления. Относительный молекулярный вес аргона составляет 40 а.е.м.
Воздух не может присутствовать в сварочной ванне даже в остаточных количествах. Сварка аргоном гарантирует прочность и долговечность шва.
Для работы в аргоне можно использовать расходные электроды или те, которые остаются неизменными.Не плавится при температуре вольфрамовой дуги. Тип и диаметры электродов подбираются по таблицам из справочников. Главный показатель, определяющий выбор электродов, — это легированные материалы.
Главный показатель, определяющий выбор электродов, — это легированные материалы.
Различные технологии
Чаще всего приходится работать со сталями с различным содержанием добавок и алюминиевыми сплавами. Рассмотрим международную классификацию видов аргонной сварки, применяемых для этих материалов:
- Сварка мМА выполняется вручную в поле электрической дуги, образованном электродом с покрытием.При переменном токе таким способом можно сваривать только углеродистую сталь. При постоянном токе — как углеродистая, так и нержавеющая сталь, а также алюминий и его сплавы; Сварка
- TIG выполняется вручную в аргоне или другом инертном газе с вольфрамовым электродом. При переменном токе таким способом можно варить только алюминий и его сплавы. У постоянных — углеродистая и нержавеющая сталь; Сварка
- МИГ — это полуавтоматическая сварка плавящейся проволокой. В технологии используется переменный ток.Сварке подлежат как сталь, так и алюминий со сплавами.

В русскоязычном информационном пространстве параллельно с международной терминологией часто используется национальная классификация.
Это вполне оправдано и понятно. Технологические подходы во многих странах различаются, что влечет за собой различия в терминологии и сокращениях.
Отечественная терминология
В отечественной технической литературе может быть несколько другая терминология, связанная со сваркой в аргоне.Существуют также государственные стандарты, которые описывают требования к производительности процессов.
Аббревиатура RAD означает ручную дуговую сварку в аргоне неплавящимся электродом.
Аббревиатура AMA означает автоматический тип аргонодуговой сварки неплавящимся электродом.
Все варианты автоматической сварки плавящимися электродами объединены аббревиатурой AADP.
Эксперты легко ориентируются в терминологии. Начинающим мастерам предстоит изучить необходимый метод, запомнить его название и овладеть техникой.
Специалисты при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Их исполнение обязательно при строгом контроле.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. Стандарт содержит требования по работе с неплавящимися электродами с добавками и без них, а также с расходуемыми электродами.
В последнем случае добавки не нужны.Аргонодуговая сварка — это вид сварки в инертной атмосфере, указанный в настоящем ГОСТе.
Необходимое оборудование
Для аргонной сварки потребуется комплект оборудования, отличный от стандартного, используемого для традиционной сварки на воздухе. Необходимо обеспечить подачу аргона, отрегулировать режим его подачи, иметь источник тока и устройства для зажигания дуги. Ручная сварка TIG может выполняться с помощью следующего простейшего набора:
- горелки;
- специальная насадка для горелки;
- трансформатор, питающий ток от сети;
- генератор для зажигания дуги;
- регулятор продолжительности подачи аргона в рабочую зону;
- баллон газовый, обязательно с редуктором;
- комплект электродов; Присадочная проволока
- ;
- спецодежда и очки;
- некоторые дополнительные устройства.

Назначение всего необходимого понятное и не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха достаточно прикоснуться к поверхности металла, чтобы зажечь электрическую дугу. При аргонной сварке дуга таким образом не зажигается. Осциллятор необходим для запуска процесса.
Готовый прибор для сварки TIG очень прост в использовании. При покупке нужно обращать внимание на его предназначение. Устройство переменного тока подходит для работы с алюминиевыми сплавами.Обозначается буквами AC.
Для стальных сплавов разработан блок питания постоянного тока. Обозначается DC. Если вы планируете на постоянной основе ремонтировать различные металлические детали, рекомендуется приобрести универсальный прибор. Может работать в обоих режимах, легко совмещается с центральной электросетью.
При покупке готового прибора дополнительно потребуется купить только баллон аргона, расходомер, шланги для подключения баллона. Все остальные устройства встроены в агрегат.
Все остальные устройства встроены в агрегат.
Особенности процесса
Возможности аргонной сварки великолепны. Работа с каждым конкретным металлом имеет особенности, без которых невозможно получить хороший шов.
Оксидная пленка всегда присутствует на поверхности алюминиевых изделий. На воздухе очень быстро окисляется. Даже если этот слой счистить механически, в течение нескольких минут образуется новый.
Оксид алюминия — очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, подав переменный ток или соединение с обратной полярностью.
В этом случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями составляет 6 л / мин, с толстыми (более 5 мм) — до 15 л / мин.
Может производиться с добавками для стержней из нержавеющей стали или без них. Угол наклона электрода при варке без добавки 90 ° С.
Сварка прутком осуществляется наклонным электродом. Требуется термостойкое сопло горелки. Температура рабочей зоны очень высокая.
Температура рабочей зоны очень высокая.
По окончании сварки нельзя резко останавливать подачу газа. Шов может потрескаться. Подождите, пока рабочая зона полностью остынет, затем выключите газ.
Разница между медью и титаном
Медь уникальна. Металл также очень легко окисляется, имеет высокую теплопроводность (в 6 раз больше, чем у железа). Для сварки медных деталей требуется высокая температура дуги.
В этом случае придется существенно увеличить расход аргона.Расход составляет от 7 л / мин для тонких заготовок (1,2 мм) до 14 л / мин при многократных проходах заготовок толщиной 25 мм.
Медь также отличается большим линейным расширением, которое может привести к растрескиванию горячего материала. Для предотвращения негативных явлений медь нагревают постепенно до 300 ° С, бронзовые сплавы — до 600 ° С. Только после этого можно приступать к работе.
Для работы с титаном аргон должен направляться с тыльной стороны детали. Поэтому стоит заранее приобрести специальные форсунки для подачи газа. Расход аргона 6-7 л / мин.
Расход аргона 6-7 л / мин.
Сварка аргоном — это процесс с множеством параметров. Все можно и нужно учитывать, руководствуясь специальными справочниками. Знание основ упрощает ориентирование в технической литературе.
В категорию нержавеющих сталей входят высоколегированные стали с ярко выраженной устойчивостью к коррозии. Основным легирующим компонентом этих материалов является хром. В зависимости от класса нержавеющей стали она может содержать до 20% этого легирующего элемента.Кроме того, сталь может содержать компоненты, которые улучшают ее антикоррозионные характеристики и придают определенные физико-механические свойства. К таким элементам относятся титан, никель, молибден и др. Нержавеющая сталь и алюминий относятся к материалам, сварка которых требует соблюдения определенных условий. Перед тем, как ознакомиться с некоторыми его особенностями. Как алюминий, так и нержавеющая сталь можно готовить с использованием аргона. Перед приготовлением на аргоне необходимо ознакомиться с особенностями обрабатываемого материала и соответствующим образом подготовить его к работе.
Сварка аргоном — это высокотехнологичный процесс, позволяющий получать качественные сварные швы при выполнении небольших объемов сварки.
Что следует учитывать при варке нержавеющей стали в аргоне?
Прежде чем готовить с использованием аргона, изучите следующие важные свойства алюминия и нержавеющей стали. Так, нержавеющая сталь имеет почти в 2 раза меньшую теплопроводность, чем низкоуглеродистые стали. В результате концентрация тепла в процессе сварки увеличится, а затем увеличится проплавление материала в месте соединения.Это свойство нержавеющей стали обуславливает необходимость снижения силы тока в среднем на 20% по сравнению с аналогичным показателем при работе с обычными сталями. Нержавеющая сталь, как и алюминий, отличается довольно большим коэффициентом линейного расширения. При сварке изделий из нержавеющей стали благодаря этому свойству отмечается значительная усадка отливки. Это приводит к повышенной деформации материала при сварке и после нее. Если между свариваемыми деталями из нержавеющей стали или алюминия недостаточно зазора, могут появиться значительные трещины.
Нержавеющая сталь и алюминий характеризуются высоким электрическим сопротивлением. При работе с такими материалами электродами из высоколегированных сталей последние будут очень горячими. Чтобы исключить негативный эффект, доступны хромоникелевые электроды длиной до 35 см.
Нержавеющая сталь теряет свои высокие антикоррозионные свойства при обращении с ней в неправильных термических условиях. Это явление известно как межкристаллитная коррозия. Физико-химическая природа явления сводится к тому, что при повышении температуры до 500 ° С и более по краям зерен начинает образовываться карбид хрома и железа.Впоследствии эти зерна становятся очагами коррозии. Избавиться от такого неприятного явления можно разными способами. Один из них — быстрое охлаждение любыми доступными способами, вплоть до банального обливания свариваемого материала холодной водой, чтобы минимизировать снижение коррозионной стойкости. Однако важно учитывать, что охлаждение алюминия водой невозможно, а в случае сталей этот метод подходит только для хромоникелевых аустенитных материалов.
Как подготовить нержавеющую сталь к варке?
И алюминий, и нержавеющая сталь требуют надлежащей подготовки перед использованием. Варить нержавеющую сталь можно несколькими способами. Наиболее распространены следующие:
- Работа с электродами с покрытием.
- Применение вольфрамового электрода.
- Полуавтоматический режим сварки проволокой из нержавеющей стали.
Каждый из этих методов имеет свои особенности и подходит для выполнения определенного перечня работ.В процессе варки нержавейки на аргоне вам понадобится:
- Сварочный аппарат.
- Электроды. Их подбирают по характеристикам обрабатываемого материала.
- Проволока нержавеющая.
- Стальная щетка.
- Растворитель.
Перед сваркой деталей необходимо обработать их края. Это делается примерно так же, как при работе с низкоуглеродистыми сталями. Есть только одна особенность: чтобы обеспечить свободную усадку шва, при создании сварного шва нужно сделать некоторый зазор. Конечно, в разумных пределах.
Конечно, в разумных пределах.
Перед работой нужно очистить поверхность краев. Для этого воспользуйтесь стальной щеткой. Также края необходимо промыть растворителем. Подойдет ацетон или авиационный бензин. Эта процедура позволяет избавиться от жира и является обязательной. Ведь при наличии жира устойчивость дуги снизится и в шве начнут появляться поры.
Сварка нержавеющей стали покрытыми электродами позволяет без проблем выполнять сварные швы нормального качества.Поэтому, если вы не предъявляете очень высоких требований к качеству стыка, то отдайте выбор в пользу именно этого метода сварки.
Существует множество типов электродов, каждый из которых подходит для работы с нержавеющими сталями определенного состава. Вся эта информация приведена в ГОСТе. Зная марку свариваемой стали, можно легко определить, какие электроды нужно использовать для работы с ней. Выбирайте электроды, которые не снижают коррозионную стойкость материала и не ухудшают его механические свойства.
Как правило, работа ведется с использованием обратного постоянного уровня. Нужно постараться сделать все, чтобы шов как можно меньше плавился. Используйте для работы электроды малого диаметра. Необходимо, чтобы выделялось минимальное количество тепловой энергии. Ранее отмечалось, что при работе с нержавеющей сталью нужно использовать ток на 15-20% слабее, чем при сварке простой стали, не забывайте об этом.
Электроды имеют низкую теплопроводность и высокое электрическое сопротивление.Из-за этого нельзя использовать большие токи. При нарушении этого правила электроды перегреются и разрушатся. По тем же причинам электроды из нержавеющей стали плавятся быстрее, чем электроды, с которыми свариваются обычные стали. И неопытных сварщиков это обычно очень удивляет.
Для сохранения коррозионной стойкости шва необходимо сделать все, чтобы он остыл как можно быстрее. Например, можно охладить его медными прокладками или воздухом. Если нержавеющая сталь, которую вы обрабатываете, представляет собой хромоникелевую аустенитную сталь, вы можете даже охладить ее водой.
Инструкции по сварке вольфрамовым электродом
Этот режим используется в тех случаях, когда необходимо сварить изделия из очень тонкой нержавеющей стали или получить качественный сварной шов. Например, аргонная сварка с использованием вольфрамовых электродов лучше всего подходит для нержавеющих труб, по которым под давлением проходят газы или жидкости.
Работа ведется на переменном или постоянном токе. Переменная подходит для работы с алюминием. Полярность тока прямая.Используется аргон. Перед тем как приступить к сварке, следует подготовить присадочную проволоку к работе. Лучше, если он будет иметь более высокую степень легирования, чем нержавеющая сталь или алюминий.
При работе с электродом нельзя совершать колебательные движения: из-за них будет нарушено защитное пространство зоны сварки, металл шва окислится. Обратную сторону стыка необходимо защитить от воздуха, продув аргон.
При работе следите за тем, чтобы в сварочную ванну не попал вольфрам.Можно использовать бесконтактное зажигание дуги. Его также можно поджечь на угольной или графитовой пластине с дальнейшей передачей на основной металл.
По окончании сварки нет необходимости немедленно отключать подачу аргона. Сделайте это примерно через 15 секунд. Это предотвратит чрезмерное окисление нагретого рабочего электрода. Так продлится намного дольше.
Как приготовить полуавтомат из нержавеющей стали в аргоне?
Этот метод сварки является наиболее предпочтительным. Он обеспечивает максимально возможную производительность и обеспечивает очень хорошее качество швов.В проволоку добавлен никель для улучшения качества сварки.
Полуавтоматический процесс аргонной сварки нержавеющей стали лучше всего подходит для соединения толстых материалов. В этом случае скорость сварки будет максимальной. Следовательно, повысится и производительность. Защитная среда в таких условиях — смесь углекислого газа и аргона. Двуокись углерода увеличивает смачиваемость на стыках кромок.
Есть несколько методов, позволяющих, а именно:
- Сварка короткой дугой.
- Работа со струйным переводом.
- Импульсный режим.
Распылительный перенос подходит для сварки более толстых металлов, а короткая дуга подходит для более тонких деталей.
Среди преимуществ импульсного режима можно выделить то, что это наиболее управляемый процесс. Металлическая проволока подается в сварочную ванну импульсным образом. Каждый из этих импульсов представляет собой отдельный сварной валик. Этот режим позволяет снизить среднее значение тока дуги, что очень важно при работе с нержавеющей сталью, поскольку снижаются тепловложение и зона термического влияния.
Кроме того, импульсный режим практически исключает разбрызгивание металла. Это позволяет значительно сэкономить расходные материалы и повысить производительность за счет сокращения времени, необходимого для очистки шва.
Таким образом, существует несколько режимов сварки нержавеющей стали аргоном. Выберите лучший для вашего случая. Удачной работы!
Сварка TIG — это навык, который легко приобрести даже без специальных навыков. Видеоуроки для начинающих помогают освоить этот навык. Мастера-сварщики помогут разобраться, как приготовить на аргоне.Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Возможность выполнять аргонную сварку значительно экономит деньги. Вызов специалиста — «дорогое удовольствие». Особенно в копеечку это будет стоить, если нужно регулярно выполнять сварочные работы. Поэтому серия видеоуроков даст возможность без особых усилий овладеть полезным навыком. Для начала разберем, где применяется аргонная сварка.
Где применяется аргонная сварка?
Подходит для сварки металла : легированной стали, алюминия, титана.Этот вид сварки эффективен при работе со сплавами. Например, алюминий очень сложно сваривать другими способами. А в процессе использования газа аргона алюминий соединится прочным и красивым швом.
Метод имеет ряд преимуществ перед другими методами:
- Формируется плазменный поток, усиливающий нагрев и плавление кромок.
- Работа ведется как с крупными деталями, так и с ювелирными изделиями.
- Расход присадочного материала минимален.
- Швы ровные и надежные.
Основные принципы работы аргонной сварки
Если у мастера есть опыт газовой сварки, то с аргонной техникой разобраться будет несложно. Они очень похожи между собой: э-э электрическая дуга нагревает края соединения деталей.
В процессе используется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокое качество шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому сварной шов получается дефектным и имеет низкую прочность.
Оборудование необходимое к аппарату
- Трансформатор сварочный. На его основе можно изготовить самодельный прибор (напряжение до 60 В).
- Kunderboard.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргон.
- Вольфрамовые стержни.
- Шланг, соединяющий газовые баллоны и горелку.
- Электрические провода, соединяющие сеть, аппаратуру, горелку и землю.
- Присадочная проволока.
Основной частью конструкции аппарата является горелка … В ней установлен вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый патрон. Он отлично фиксирует электроды разного размера, которые подбираются в зависимости от вида работы. Электрод выступает над концом держателя на 2-5 мм.
Вокруг горелки находится сопло … Оно выполняет две защитные функции: сохраняет рабочую зону и защищает вольфрамовый электрод.
Используются расходные и неплавящиеся электроды. Чаще всего их изготавливают из вольфрама . — это самый неплавкий материал. Расход электрода зависит от легируемого материала и толщины заготовки. Сам электрод влияет на потребление энергии, затрачиваемой на стыковку деталей.
Для свариваемого материала используется присадочный материал в виде тонкой металлической нити. Добавка для проволоки должна быть по возможности подходящей для свариваемых деталей по составу.Также учитывается диаметр проволоки. Для новичков специальные таблицы помогут определиться с размерами материала наполнителя.
Газ следует подавать за 20 секунд до появления дуги и гаснуть через 10 секунд.
Дополнительное устройство — осциллятор — изменяет тип электрической дуги, делает ее более устойчивой и, соответственно, облегчает процесс сварки. Он генерирует высокочастотные импульсы тока.
Для новичков это улучшение позволит выполнять сварку быстрее и лучше.Как собрать устройство и подключить его для начала подробно рассказывается в видео. Смотрите для примера видео о сварке титана аргоном, приведенное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для этого используется неплавящийся электрод (РАД). Имя говорит само за себя. Материал для добавки и аппарат находится в руках сварщика. Дуга снимается с горелки, нажимается кнопка и начинается подача аргона.С другой стороны, сварщик подает присадочный материал в дугу. Освоить этот вид работы несложно. На примере видео «Сварка алюминия аргоном» можно понять, насколько прост этот вид работ.
- Автоматическая аргонная сварка. В нем используется неплавящийся электрод (AAD).
- Аргонодуговая автоматическая сварка плавящимся электродом (AADP).
При покупке персонального прибора обратите внимание на маркировку … Обозначение «TIG» указывает на то, что прибор работает с вольфрамовыми электродами.Именно такой прибор подойдет начинающим мастерам.
Начинающим сварщикам лучше начинать сварку с аргонных деталей или конструкций из однородного материала. Когда уже есть некоторый опыт, сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Сварка TIG в специально подготовленном видео расскажет об основных этапах работы для начинающих. Освещено этапов сварочного процесса:
- Подготовительный.Как и чем обработать заготовки, чтобы швы были ровными и надежными. На этом этапе используется шлифовальный станок и химикаты.
- К соединяемым деталям прикрепляется масса. Для каждого размера детали используются разные способы крепления массы. И снова на помощь приходят специальные таблицы и видеоролики по аргонной сварке.
- Сначала подается газ, а затем создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал плавными движениями подается в зону сварки. Не допускайте попадания брызг на металл.
- Перемещение горелки и присадочного материала осуществляется только по шву. Поперечные движения повреждают заготовки, делают шов слабым и некачественным.
- Присадочная проволока подается перед горелкой. Их нужно держать под углом. Такая корма наиболее удобна для получения качественного шва.
Умение соединять две детали из сложных сплавов — полезный навык, который может пригодиться в самых разных ситуациях.Овладеть этим навыком несложно, просмотр ряда уроков и небольшая тренировка позволят вам начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Правильное экранирование нержавеющей стали для сварки
Сварка нержавеющей стали требует выбора защитных газов, которые сохраняют ее металлургический состав и связанные с ним физико-механические свойства.Обычные элементы защитного газа для нержавеющей стали включают аргон, гелий, кислород, двуокись углерода, азот и водород (см. , рисунок 1, ). Эти газы комбинируются в различных пропорциях, чтобы удовлетворить потребности различных режимов переноса, типов проволоки, основных сплавов, желаемого профиля валика и скорости перемещения.
Газы для переноса короткого замыкания GMAW
Из-за плохой теплопроводности нержавеющей стали и относительно «холодного» характера дуговой сварки металла с переносом газа короткого замыкания (GMAW) для этого процесса требуется газ «тримикс», содержащий смесь от 85 до 90 процентов гелия (He), до 10 процентов аргона (Ar) и от 2 до 5 процентов диоксида углерода (CO 2 ).Обычная трехкомпонентная смесь содержит 90% He, 7-1 / 2% Ar и 2-1 / 2% CO 2 . Высокий потенциал ионизации гелия способствует зажиганию дуги после короткого замыкания; В сочетании с его высокой теплопроводностью использование He увеличивает текучесть сварочной ванны. Компонент Ar в тримиксе обеспечивает общую защиту сварочной ванны, в то время как CO 2 действует как реактивный компонент для стабилизации дуги (см., Как различные защитные газы влияют на профиль валика на рисунке 2).
Некоторые тримиксы могут использовать кислород в качестве стабилизатора, в то время как другие используют смесь He / CO 2 / N 2 для достижения тех же результатов. У некоторых газораспределителей есть собственные газовые смеси, которые могут принести обещанные выгоды. Дистрибьюторы также рекомендуют эти смеси для других режимов переноса с такими же результатами.
Самая большая ошибка производителей — это попытка короткого замыкания нержавеющей стали GMAW той же газовой смесью, которую они используют для низкоуглеродистой стали (75 Ar / 25 CO 2 ), обычно потому, что им не нужен дополнительный цилиндр для управления. .Эта смесь содержит слишком много углерода. Фактически, любой защитный газ для использования с одножильными проводами должен содержать максимум 5% CO 2 . Использование большего количества дает металлургический продукт, который больше не может считаться сплавом марки L (марка L содержит менее 0,03% углерода). Избыток углерода в защитном газе может привести к образованию карбидов хрома, что снизит коррозионную стойкость и механические свойства. Поверхность сварного шва также будет покрыта сажей.
В качестве примечания: при выборе металлов для короткого замыкания GMAW на базовых сплавах серии 300 (308, 309, 316, 347) изготовители должны выбирать сплав LSi.Наполнитель LSi имеет низкое содержание углерода (0,02 процента), что делает его особенно рекомендуемым, когда существует риск межкристаллитной коррозии. Более высокое содержание кремния улучшает сварочные свойства, такие как смачивание, что способствует выравниванию вершины сварного шва и способствует сплавлению на носках шва.
Изготовителям следует соблюдать осторожность при использовании процесса передачи короткого замыкания. Поскольку дуга гаснет, это может привести к неполному сварке, что сделает процесс непригодным для критических применений. В условиях высокой производительности импульсный перенос распылением был бы лучшим вариантом, если бы материал мог выдерживать подвод тепла (≥ 1/16 дюйма.это самый тонкий из возможных материалов для сварки в импульсном режиме распыления). Если толщина материала и положение сварки поддерживают это, предпочтительнее использовать GMAW с переносом распылением, поскольку он обеспечивает более стабильное сплавление.
Газы для режимов распыления
Эти режимы с более высокой теплопередачей не требуют использования защитных газов с He. Для сварки распылением сплавов серии 300 обычно выбирают 98% Ar и 2% активных элементов, таких как CO 2 или O 2 .Некоторые газовые смеси могут также включать небольшое количество N 2 . Обладая более высоким потенциалом ионизации и теплопроводностью, N 2 способствует смачиванию и может обеспечить более высокие скорости движения или улучшить проникновение; это также может уменьшить искажения.
Для импульсного распыления GMAW приемлемым выбором может быть 100% Ar. Поскольку импульсный ток стабилизирует дугу, для газа не всегда требуется активный элемент.
Рис. 1: Газы для нержавеющей стали и их свойства.
Ферритные нержавеющие стали и дуплексные нержавеющие стали (с балансом феррита и аустенита 50/50) имеют более медленную лужу. Для этих сплавов смесь газов, такая как ~ 70% Ar / ~ 30% He / 2% CO 2 , будет способствовать лучшему смачиванию и увеличению скорости движения (см. Рисунок 3). Можно использовать аналогичную смесь для сварки никелевых сплавов, но это вызовет образование оксида никеля на поверхности сварного шва (например, добавления 2% CO 2 или O 2 будет достаточно. чтобы увеличить содержание оксидов, поэтому производители должны избегать их или быть готовы потратить много времени на шлифовку, поскольку эти оксиды настолько жесткие, что проволочная щетка обычно не удаляет их).
Газы для порошковой проволоки из нержавеющей стали
Производители используют порошковую нержавеющую проволоку для сварки в нестандартном положении, поскольку шлаковая система в этих проволоках обеспечивает «полку», которая поддерживает сварочную ванну при ее затвердевании. Поскольку флюсовые компоненты могут смягчить влияние CO 2 , порошковая проволока из нержавеющей стали предназначена для использования с газовыми смесями 75% Ar / 25% CO 2 и / или 100% CO 2 . Хотя порошковая проволока может стоить дороже за фунт, стоит отметить, что более высокие скорости сварки во всех положениях и скорость наплавки могут снизить общие затраты на сварку.Кроме того, в порошковой проволоке используется обычный выход постоянного напряжения с постоянным напряжением, а базовые сварочные системы дешевле и менее сложны, чем импульсные системы GMAW.
Газы для GTAW
Для сплавов серий 300 и 400 стандартным выбором для дуговой сварки вольфрамовым электродом (GTAW) остается 100% -ный аргон. Во время GTAW некоторых никелевых сплавов, особенно при механизированном процессе, может быть добавлено небольшое количество водорода (до 5 процентов) для повышения скорости движения (обратите внимание, что никелевые сплавы, в отличие от углеродистых сталей, не подвержены водородному растрескиванию. ).
Для сварки супердуплексных и гипердуплексных нержавеющих сталей хорошим выбором будут 98% Ar / 2% N 2 и 98% Ar / 3% N 2 соответственно. Гелий также может быть добавлен для улучшения смачивания примерно на 30%. При сварке супердуплексной или гипердуплексной нержавеющей стали целью является получение соединения со сбалансированной микроструктурой, состоящей примерно из 50% феррита и 50% аустенита. Поскольку формирование микроструктуры зависит от скорости охлаждения, а сварочная ванна TIG быстро охлаждается, при использовании 100% Ar останется слишком много феррита.Когда используется газовая смесь с компонентом N 2 , N 2 примешивается к сварочной ванне и способствует образованию аустенита.
Поддерживающие газы
Нержавеющая сталь требует защиты обеих сторон стыка для получения готовых сварных швов с максимальной коррозионной стойкостью. Отсутствие защиты обратной стороны приводит к «засахариванию» или чрезмерному окислению, которое может вызвать разрушение сварного шва.
Плотно стыковые соединения с последовательно превосходной отделкой вверх или ситуациями, когда задняя частью сустава плотно содержащемуся не может требовать защитного газа.Здесь основная проблема заключается в том, чтобы не допустить чрезмерного обесцвечивания зоны термического влияния из-за отложений оксида, который затем потребуется механическое удаление. Технически, если температура на задней стороне превышает 500 градусов по Фаренгейту, требуется защитный газ. Однако более консервативный подход — 300 градусов по Фаренгейту в качестве порога. В идеале подложка должна быть ниже 30 частей на миллион O 2 . Исключением будет случай, если обратная сторона сварного шва будет выдолблена, отшлифована и приварена для получения сварного шва с полным проплавлением.
Два предпочтительных защитных газа: N 2 (наименее дорогой) и Ar (более дорогой). Для небольших компонентов или когда источник Ar легко доступен, использование этого газа может быть более удобным и не стоит экономии средств в размере N 2 . Для уменьшения окисления можно добавить до 5% водорода. Доступно множество коммерческих вариантов, но распространены самодельные опорные устройства и продувочные дамбы.
Рис. 2: Элементы защитного газа из нержавеющей стали и их влияние на профиль валика.
Добавление 10,5% или более хрома — вот что придает нержавеющей стали ее нержавеющие свойства. Сохранение этих свойств требует выбора правильного защитного газа для сварки и правильных методов защиты обратной стороны соединения. Нержавеющая сталь стоит дорого, и ее используют не зря. Нет смысла пытаться срезать углы, когда дело касается защитных газов или при выборе присадочного металла в этом отношении. Поэтому при выборе газов и присадочных материалов для сварки нержавеющей стали всегда имеет смысл обратиться к опытному газораспределителю и специалисту по присадочным металлам.
Мартин Дено (Martin Denault) является специалистом по применению специальных сплавов ESAB , компания CWI.
Наконечники для сварки MIG
Наконечники для сварки MIG
Всегда читайте и соблюдайте меры безопасности и инструкции по эксплуатации, приведенные в руководстве пользователя.
1. Сохраняйте вылет от 1/4 до 3/8 дюйма (электрод выступает от конца контактной трубки).
| Слишком коротко | Нормальный | Слишком длинный |
3. Используйте правильный тип проволоки для свариваемого основного металла. Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Для более тонких сталей используйте 75% аргона / 25% CO2.Для алюминия используйте только аргон. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стальной проволоки используются два распространенных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной экономичной сварки. Используйте проволоку ER70S-6, если для сварки грязной или ржавой стали требуется больше раскислителей. (См. Схему 6. Сварочная проволока).
| Твердая углеродистая сталь ER70S-6 |
|
| Сталь с порошковым флюсом / углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|
6.Для наилучшего контроля сварного шва направляйте проволоку к передней кромке сварочной ванны.
7. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварного шва и используйте проволоку наименьшего диаметра, который вы можете.
8. Убедитесь, что контактная трубка, футеровка пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Периодически очищайте футеровку пистолета и приводные ролики и держите сопло пистолета чистым от брызг. Замените контактный наконечник, если он заблокирован или плохо подается.
10. Во время сварки держите горелку прямо, чтобы избежать плохой подачи проволоки.
11. Обеими руками удерживайте пистолет во время сварки. По возможности делайте это. (Это также относится к сварке палкой и TIG, а также плазменной резке).
12. Поддерживайте натяжение ступицы механизма подачи проволоки и давление приводного ролика достаточно сильными, чтобы подавать проволоку, но не перетягивайте.
13. Храните проволоку в чистом, сухом месте, когда она не сварка, чтобы избежать накопления загрязнений, которые приводят к плохому сварному шву.
14.Используйте DCEP (обратную полярность) на источнике питания.
15. Техника перетаскивания или вытягивания даст вам немного больше проникновения и более узкий борт. Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий валик. Влияние расположения электродов и техники сварки
16. При сварке углового шва сторона шва должна быть равна толщине свариваемых деталей.
17. Сравните ваш сварной шов с нашими фотографиями, чтобы определить правильные настройки.
Поддержание коррозионной стойкости и повышение производительности
(Примечание читателя: из журнала The Welding Journal (Американское сварочное общество)).
Когда дело доходит до сварки труб и труб из нержавеющей стали, тут нет вуду — правильный выбор присадочных металлов, подготовка стыков, чистота и сварочные процессы помогают гарантировать, что конечный продукт соответствует установленным стандартам качества и сохраняет свои заданные свойства устойчивости к коррозии. Тем не менее, есть эволюция хорошо зарекомендовавших себя процессов и технологий, которые позволяют производителям труб повысить производительность без ущерба для коррозионной стойкости нержавеющей стали.
В этой статье будут рассмотрены основы сварки труб из нержавеющей стали для различных применений, от продуктов питания и напитков высокой чистоты, фармацевтических и нефтехимических труб до нефтегазовых приложений. В рамках этих основ мы представим передовой опыт и новые особенности установленных методов, которые могут помочь повысить производительность вашего цеха при одновременном улучшении или поддержании желаемой коррозионной стойкости.
В качестве примечания: критические приложения, в которых процессы сертифицированы, не должны изменяться без прохождения соответствующих процессов сертификации.Каждый процесс, описанный в этой статье, был сертифицирован для критических приложений и призван стимулировать идеи о том, как продвигать ваши собственные методы сварки.
Выбор присадочного металла имеет решающее значение для контроля уровня углерода
Выбор присадочного металла для труб из нержавеющей стали связан с улучшением свойств сварного шва и соответствием требованиям применения. Присадочные металлы с обозначением «L», такие как ER308L, обеспечивают более низкое максимальное содержание углерода, что может помочь сохранить коррозионную стойкость в низкоуглеродистых нержавеющих сплавах.В качестве примера: если вы сварите основной металл 304L со стандартным присадочным металлом 308, вы фактически увеличите содержание углерода в этом соединении и увеличите вероятность коррозии. В областях применения высокой чистоты — пищевых продуктов, напитков, фармацевтики — это низкое содержание углерода имеет решающее значение для поддержания коррозионной стойкости. Напротив, присадочный металл с обозначением «H» обеспечивает более высокое содержание углерода для применений, требующих большей прочности, особенно при высоких температурах. Присадочные металлы с более высоким содержанием кремния, такие как ER309LSi, увеличивают текучесть сварочной ванны, улучшают врезку и увеличивают скорость перемещения для повышения производительности.Присадочные металлы серии 309 также особенно хорошо подходят для соединения разнородных нержавеющих сталей и для наплавки.
При сварке нержавеющих сталей также важно выбирать присадочный металл с низким содержанием следов (или «попутных») элементов. Это остаточные элементы в сырье, используемом для изготовления присадочных металлов. Они включают олово, сурьму, мышьяк, фосфор и серу и могут оказывать сильное влияние на коррозионную стойкость.
Контроль сенсибилизации с помощью присадочных металлов, контроль температуры между проходами
Сенсибилизация является основной причиной потери коррозионной стойкости и зависит от химического состава основного материала и присадочного металла, а также от температуры, при которой сварной шов остывает.Оксид хрома — это «нержавеющий» слой нержавеющей стали. Если вы повысите уровень углерода в сварном шве и в соседней зоне термического влияния, он образует карбиды хрома, которые связывают хром, предотвращая образование оксида хрома. Это, в свою очередь, приводит к коррозии стали, иначе она не будет иметь желаемой коррозионной стойкости.
Существует три основных способа борьбы с сенсибилизацией: первый — это использование низкоуглеродистой основы и присадочного металла для уменьшения или устранения углерода при сварке.Однако этот метод не всегда практичен, поскольку углерод является жизненно важным легирующим ингредиентом в некоторых областях применения.
Второй — минимизировать время, в течение которого сварной шов и зона термического влияния проводят при температурах, способствующих сенсибилизации. Этот диапазон будет варьироваться в зависимости от того, кого вы спросите, но по общему мнению, этот диапазон составляет от 500 до 800 градусов по Цельсию. Чем короче время нахождения в этой температурной зоне, тем меньше повреждений от тепла сварки. Таким образом, важно соблюдать максимальные температуры между проходами, указанные в процедурах сварки.Целью многопроходных приложений должно быть использование как можно меньшего количества проходов и сварка с минимально возможным тепловложением для достижения более быстрого охлаждения.
В-третьих, использовать присадочные металлы со специальными легирующими ингредиентами для предотвращения образования карбидов хрома. Например, титан и ниобий могут быть добавлены в присадочный металл и помогают предотвратить реакции между хромом и углеродом. Эти элементы также сильно влияют на прочность и ударную вязкость, ограничивая области применения, в которых они могут быть использованы.Они также не приносят никакой пользы в наиболее удаленных от сварных швов областях в зоне термического влияния.
Защитный газ, критически важный для сохранения коррозионной стойкости
Для сварки труб и труб из нержавеющей стали традиционно требуется продувка обратным потоком аргона. В некритических случаях применения, когда стоимость является определяющим фактором, азот также можно использовать в качестве обратной продувки, но это может привести к образованию некоторых нитридных соединений в корне шва, что снижает некоторую коррозионную стойкость.Это может быть приемлемым компромиссом в таких приложениях, как трубопроводы из нержавеющей стали для больших систем сжатого воздуха и гидравлических жидкостных систем, где вода обычно не присутствует внутри труб и риск коррозии изнутри невелик.
Прямой аргон рекомендуется для дуговой сварки газом вольфрамовым электродом (TIG) труб и труб из нержавеющей стали. Выбор защитного газа для проволочных процессов более сложен.
Традиционно для сварки MIG используются смеси аргона и диоксида углерода, аргона и кислорода, а также 3 газовые смеси на основе гелия, аргона и диоксида углерода.Эти смеси обычно содержат в основном аргон или гелий, при этом диоксид углерода составляет менее 5 процентов от общей газовой смеси. Это потому, что диоксид углерода может разлагаться в дуге и вносить углерод в сварочную ванну, создавая чувствительный сварной шов, уязвимый для коррозии. Чистый аргон не используется в процессах MIG, потому что он не поддерживает стабильную сварочную дугу. Эту роль могут выполнять и другие следовые составляющие, такие как диоксид углерода и кислород. Смеси газов аргона и кислорода можно использовать только для сварки в плоском положении, поскольку кислород создает очень жидкую сварочную ванну.Аргон / диоксид углерода в сочетании с импульсной сваркой MIG можно использовать для сварки в любом положении, как и смеси защитных газов Tri-Mix.
Порошковая проволокадля сварки нержавеющей стали предназначена для работы на традиционных смесях аргона и диоксида углерода на 75/25 процентов. Ингредиенты флюса предотвращают загрязнение сварного шва углеродом, вносимым защитным газом, а флюсирующее действие шлакового покрытия улавливает излишки углерода и предотвращает его попадание в отложения сварного шва. Нержавеющую сталь 304 можно успешно сваривать с использованием процесса регулируемого осаждения металла (RMD ™) без обратной продувки.Это не относится к дуплексным нержавеющим сталям. Их необходимо продуть инертным газом, например аргоном.
Подготовка к сварке и важность подгонки
Обсуждение сварки труб из нержавеющей стали не будет полным без обсуждения подготовки стыков. Применяются обычные атрибуты сварки нержавеющей стали: используйте специальные щетки, напильники и шлифовальные машины, которые никогда не касаются углеродистой стали или алюминия. Чистота имеет решающее значение. Даже микроэлементы посторонних материалов, попавшие в сварное соединение, могут вызвать дефекты и привести к снижению коррозионной стойкости и прочности.Поскольку нержавеющая сталь настолько чувствительна к тепловыделению, чтобы сохранять свои свойства — как по форме, так и по стойкости к коррозии, — способ резки и фаски трубы также может отрицательно сказаться на сварном шве. Любой зазор или отсутствие подгонки требует, чтобы сварщик добавил больше присадочного металла, что может замедлить процесс сварки, что приведет к накоплению тепла в пораженной области. Вы хотите максимально приблизиться к идеальной подгонке, особенно на санитарных трубках и трубах высокой чистоты.
Управление подводом тепла и скоростью определяет эволюцию процесса
Сам процесс сварки также играет решающую роль в регулировании подводимого тепла и охлаждения, а значит, и в сопротивлении коррозии и деформации.Сварка TIG традиционно используется для сварки труб и труб из нержавеющей стали и остается оптимальным решением для чрезвычайно высокой чистоты труб или труб диаметром 6 дюймов или меньше и толщиной стенки 10. Предпочтительным методом обработки пищевой нержавеющей стали высокой чистоты является сварка встык квадратным сварным швом методом TIG методом автогенной сварки. Возможность плавления трубы без добавления присадочного металла помогает снизить нагрев и исключает любые химические изменения, которые могут быть вызваны добавлением присадочного металла. Эта практика обычно работает с любой трубкой или трубой тоньше 1/8 дюйма.толстый. По мере того, как труба становится толще — в диапазоне от 10 до 40 — возникает необходимость в фаске трубы и добавлении присадочного металла. Существуют трубы меньшего диаметра с более толстыми стенками, например, диаметр 2 дюйма, сортамент 80, для которых TIG остается идеальным вариантом, поскольку переход на проволочный процесс на трубах такого малого диаметра нецелесообразен.
Современные инверторы для сварки TIG отлично справляются с этой задачей, так как импульсные возможности значительно улучшились со времен более крупных трансформаторных машин и помогают снизить подвод тепла.Старая технология сварки TIG ограничивалась импульсной частотой около 20 импульсов в секунду. Более новая инверторная технология TIG, такая как Maxstar® 200, позволяет производить высокоскоростную сварку TIG на постоянном токе со скоростью до 500 импульсов в секунду. Возможность управления импульсами в этом диапазоне позволяет сварщикам значительно снизить среднюю силу тока и тепловложение, что помогает контролировать проплавление и уменьшать искажения. Импульсы на этих более высоких частотах увеличивают фокус дуги за счет быстрых пульсаций между высоким пиковым и низким фоновым током, что позволяет получить большее проникновение, двигаться быстрее и уменьшить зону термического влияния.Испытания показали, что пульсация от 250 до 400 импульсов в секунду увеличивает скорость перемещения до 35 процентов без ущерба для проплавления сварного шва.
MIG-процессы развивают и упрощают производство труб из нержавеющей стали
В то время как остаются более толстые трубы высокой чистоты, для которых по-прежнему требуется корень TIG или горячий проход TIG, корневые проходы MIG на нержавеющей стали регулярно сертифицируются для менее критических применений, а в некоторых случаях более ответственных применений, традиционно выполняемых с использованием TIG.Некоторые приложения даже завершаются без помощи обратной продувки, относительно недавняя разработка, ставшая возможной благодаря модифицированному процессу сварки MIG с коротким замыканием, например RMD, доступному с системой сварки труб PipeWorx — хотя это никогда не должно выполняться в приложениях с высокой степенью чистоты. с дуплексными нержавеющими сталями, такими как фармацевтическая, полупроводниковая или пищевая промышленность. Обычной последовательностью сварки на трубе большего диаметра, такой как 12-дюймовая труба сортамент 40, используемая в нефтегазопереработке, является укладка корня RMD с последующим переключением на импульсную сварку MIG (с использованием того же защитного газа и проволоки, что и для корневой проход) или дуговой сваркой порошковой проволокой (FCAW) для заполняющих и закрывающих проходов, что устраняет необходимость в горячем проходе TIG.
RMD представляет собой усовершенствование по сравнению с традиционной сваркой MIG с коротким замыканием в том, что сварочная система предвидит и контролирует короткое замыкание, а затем снижает сварочный ток для обеспечения постоянного переноса металла. Точно контролируемый перенос металла обеспечивает равномерное осаждение капель и облегчает сварщику управление лужей и, следовательно, подводом тепла и скоростью сварки. Плавный перенос металла компенсирует несоосность между секциями трубы, устраняя несовершенную подгонку трубы в некоторых случаях и создавая более равномерное армирование корня на внутренней стороне трубы.Точно так же защитный газ выходит из пистолета, относительно не нарушенный управляемой передачей, и проталкивается через корневое отверстие, чтобы предотвратить окисление на задней стороне. Эта особенность позволила производителям труб сертифицировать процессы без вспомогательного газа в некоторых областях применения аустенитной нержавеющей стали, полностью исключив значительное время и затраты, связанные с обратной продувкой больших труб.
RMD также значительно упрощает обучение новых сварщиков использованию, так как контролируемый перенос металла облегчает управление сварочной ванной.Этот процесс также поддерживает постоянную длину дуги независимо от вылета электрода и обеспечивает отличный обзор сварочной ванны. В поисках опытных сварщиков эти функции требуют обучения работе с исторически сложным приложением с нескольких недель до нескольких дней.
Этот процесс позволяет производителям труб увеличить скорость и производительность, не нагревая детали, помогая сохранить коррозионную стойкость и механические свойства, обеспечиваемые нержавеющей сталью.Скорость сварки с этим модифицированным процессом короткого замыкания составляет от 6 до 12 дюймов в минуту (дюйм / мин) по сравнению с 3–5 дюймами в минуту при сварке TIG. Такое увеличение скорости, а также возможность исключить горячий проход TIG и, возможно, исключить резервный газ в некоторых приложениях, обеспечивают значительную экономию времени и средств.
Уменьшение тепловложения с помощью RMD также помогает уменьшить деформацию нержавеющей стали по сравнению с другими процессами MIG. Некоторые компании сообщают, что могут использовать процессы изготовления труб, которые раньше были модульными — сборка по частям, а затем объединение для полной сборки для управления подводом тепла — и теперь изготавливать всю конструкцию за один присест из-за более низкого тепловложения и уменьшения деформации.Это упрощает процесс и позволяет собирать его быстрее, значительно сокращая рабочее время.
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший производитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции об орлах, драконах, динозаврах и многом другом. Сварка нержавеющей стали может быть сложной задачей, поскольку она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина.Фактически, всего пять ампер могут иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, есть ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл, не добавив тепла, так что вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления.Поэтому диаметр присадочного металла должен быть меньше диаметра основного металла. Чтобы гарантировать целостность сварного шва, присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Обычные размеры вольфрамовых электродов составляют от 3/32 до 1-1 / 4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конус, не превышающий 2,5 диаметра электрода, создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния. Если электрод имеет конусность более чем в 2,5 раза больше его диаметра, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Пальцевый и ножной блок управления — Ножной блок управления позволяет более точно регулировать силу тока и не мешает руке с фонариком.Однако при сварке на лестницах или неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который вам больше всего подходит. Если ваш сварочный аппарат относительно точен, вам нужно будет лишь немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер лужи — Толщина сварочной ванны должна быть равна толщине основного металла.Если лужа становится слишком большой, используйте кончики пальцев или педаль, чтобы уменьшить тепловложение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа и направляйте его на лужу, пока оранжевый цвет не исчезнет. Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдуть газ от электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы посмотреть учебное пособие по импульсной сварке TIG для начинающих.Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовой дугой (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высоким пиковым током и низким фоновым током. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и выделение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги.Это, в свою очередь, увеличивает проникновение и уменьшает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения своего мастерства неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду), чтобы отсчитывать время движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду.Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали методом TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Руководства по сварке Art
; 9 выпуск, том 2
Основы сварочных газов MIG
Сварка MIG в защитных газах обеспечивает более чистые и быстрые сварные швы и устраняет необходимость часто останавливаться для замены электродов, как при сварке штучной сваркой. Уменьшение степени очистки и повышение эффективности также связано с использованием защитных газов, но это помогает понять роль, которую эти газы играют в процессе сварки, а также различные доступные газы и их особые свойства.
Основная цель использования защитного газа — избежать воздействия на расплавленную сварочную ванну кислорода, водорода и азота в воздухе вокруг вас. Из-за реакции этих элементов в сварочной ванне могут возникнуть различные проблемы, включая чрезмерное разбрызгивание и отверстия в сварном шве, известные как пористость, что приводит к ослаблению сварных швов.
Технически, когда используется углекислый газ или кислород, это больше не сварка MIG или металлическим инертным газом. Тогда это сварка MAG или Metal Active Gas.Это потому, что ни диоксид углерода, ни кислород не являются инертным газом. Сварка MIG использует инертные защитные газы, такие как гелий или аргон, тогда как MAG вместо них использует активные газы.
Выбор подходящего газа
Различные газы играют разные роли в процессе сварки, от проплавления до стабильности дуги и самого готового шва. Выбор расходных материалов, обеспечивающих непрерывную и равномерную подачу газа, также является очень важным аспектом, который следует учитывать при сварке MIG.
Обязательно оцените цели вашего проекта, чтобы выбрать подходящий газ для сварного шва.При выборе следует учитывать стоимость, то, что влечет за собой подготовка, основной материал, который вы будете сваривать, свойства готового сварного шва и то, что необходимо сделать во время очистки после сварки.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это углекислый газ, аргон, кислород и гелий. У каждого есть свои уникальные преимущества и недостатки в любой конкретной реализации.
Конечно, всегда полезно проконсультироваться со своим поставщиком по поводу рекомендаций по газам, которые подходят для сварочной проволоки, которую вы будете использовать.Вы даже можете проконсультироваться с производителем провода для получения предложений. Скорее всего, они предоставят несколько вариантов, начиная от лучшего газового варианта до газового, обеспечивающего минимально допустимые сварные швы, а также их цены. Однако на внутренней панели вашего сварочного аппарата MIG может быть руководство по электродам и газам, в котором будет представлен список из нескольких вариантов.
Двуокись углерода (CO2)
CO2, безусловно, является наиболее распространенным и одним из немногих газов, которые можно использовать в чистом виде без добавления инертного газа, такого как аргон или гелий.По этой причине CO2 является наиболее экономически эффективным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
Pure CO2, также известный как 100% CO2, обеспечивает глубокое проплавление сварных швов, что делает его удобным при сварке толстых материалов. При этом чистый CO2 ограничен только процессом сварки коротким замыканием и дает менее стабильную дугу, а также больше брызг, чем когда он сочетается с другими газами (также известными как «смешанные газы»). Чистый CO2 хорош для проектов, где эстетика сварного шва либо не важна, либо сварной шов не виден, например, на днище автомобиля.Очистка после сварки также требует немного больших усилий.
Аргон
Аргон обеспечивает более узкий проплав, что удобно для стыковых и угловых швов. Он также может похвастаться плавной и относительно плавной дугой. Если вы собираетесь сваривать цветные металлы, такие как титан, алюминий или магний, вам понадобится чистый аргон. Аргон также часто смешивают с водородом, гелием или кислородом. Это помогает усилить характеристики дуги и способствует переносу металла.
Если качество и эстетика шва важны, можно использовать смешанные газы.У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2. Они обеспечивают лучшую стабильность дуги и уменьшают разбрызгивание по сравнению со 100% CO2. Смешанные газы также можно использовать в процессе распыления, что, в свою очередь, обеспечивает более визуально привлекательные сварные швы, а также повышает производительность. Смеси аргона и CO2 хороши для сварки низколегированных, некоторых нержавеющих сталей и углеродистых металлов. Однако имейте в виду, что более высокие уровни CO2 могут вызвать повышенное разбрызгивание.
Кислород
Химически активный газ, кислород обычно используется в небольших количествах при добавлении к защитным газам, обычно между 1-9%.Это улучшает текучесть сварочной ванны, а также стабильность дуги и проплавление нержавеющей стали, низкоуглеродистой и низколегированной стали. Не рекомендуется использовать кислород с алюминием, медью, магнием или другими экзотическими металлами, так как он может вызвать окисление.
Смеси кислород / аргон обычно используются для обработки нержавеющей стали и простых углеродных металлов. Он создает стабильную дугу с ограниченным разбрызгиванием. Однако более высокий уровень кислорода может затруднить сварку в нерабочем положении из-за того, что это повысит текучесть лужи.
Гелий
Обычно используется для обработки цветных металлов, гелий также может применяться для обработки нержавеющей стали. Он хорошо работает с толстыми металлами благодаря своей широкой и глубокой проникающей способности. Обычно его используют в соотношении 25-75% гелия к 75-25% аргона. Регулируя эти соотношения, вы можете изменить глубину проникновения и профиль валика. При использовании на нержавеющих сталях гелий обычно используется в смеси трех газов с CO2 и аргоном. Гелий также используется для предотвращения окисления при сварке таких металлов, как нержавеющая сталь, алюминий, магний и медные сплавы.
Гелий действительно создает более горячую дугу, что обеспечивает более высокую скорость перемещения и, следовательно, повышение производительности. При этом гелий дороже и требует более высокой скорости потока, чем аргон. При рассмотрении вопроса об использовании гелия важно иметь в виду соотношение стоимости газа и производительности.
Другие газы
Водород служит защитным газом при высоких температурах, например, для нержавеющих сталей. Его часто смешивают с аргоном для обработки аустенитной нержавеющей стали.
Азот используется в качестве продувочного газа при сварке труб из нержавеющей стали. Добавленный в небольших количествах к аргону, он также может использоваться в качестве защитного газа для нержавеющих сталей.
Пропан обычно используется на складах металлолома для резки углеродистой стали, где качество резки не имеет значения. Если ваше приложение не требует высокого качества резки, пропан — довольно экономичный вариант.
Расходные материалы
Какие расходные материалы вы прикрепляете к пистолету MIG, так же важно, как и выбор правильного газа для использования.Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от воздуха вокруг вас. Если ваш диффузор забит брызгами или если ваше сопло слишком узкое, вы рискуете, что слишком мало защитного газа будет выходить для защиты сварочной ванны. Это допускает попадание в газ воздушных карманов, что может привести к разбрызгиванию, пористости и даже загрязнению сварных швов.
Убедитесь, что вы выбираете расходные детали для пистолета MIG, которые могут противостоять скоплению брызг, а также имеют достаточно широкое отверстие сопла, чтобы быть уверенным в защите защитного газа.Некоторые производители выпускают форсунки со встроенной защитой от брызг, которая может удвоить диффузию газа, что даст вам гораздо более постоянный поток газа. Выбор расходных материалов требует тщательной оценки деталей, а также текущего проекта и ваших производственных приоритетов.
Основные сведения о сварке защитным газом MIG
Защитный газ может играть важную роль в улучшении или ухудшении сварочных характеристик. СваркаMIG (GMAW) с использованием защитного газа и сплошного проволочного электрода позволяет получить чистый шов без шлака.Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основная цель защитного газа — предотвратить воздействие на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере.Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварных швов, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных деталей для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Для многих сварочных операций MIG можно использовать различные варианты защитного газа. Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши производственные цели.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, диоксид углерода и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Пористость, которую можно увидеть на лицевой и внутренней сторонахсварного шва, может быть вызвана недостаточным количеством защитного газа и может значительно ослабить сварной шов
.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда основным приоритетом являются материальные затраты. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и большее количество брызг, чем при смешивании с другими газами. Он также ограничивается только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварных швов, их внешнему виду и снижению степени очистки швов после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2.Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся реактивным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги при работе с низкоуглеродистой, низколегированной и нержавеющей сталью.Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
На этом графике показано различие, которое расходные детали могут покрыть защитным газом 90–650. Фотография слева показывает хорошее покрытие, тогда как покрытие на фото справа позволяетвоздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору подходящего защитного газа будут потрачены впустую, если ваше оборудование не подает газ на сварной шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
брызговиком внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа.Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному несбалансированному потоку газа. Оба сценария могут допускать попадание воздуха в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые устойчивы к разбрызгиванию и обеспечивают достаточно широкое отверстие сопла для обеспечения достаточного покрытия защитным газом. Некоторые компании предлагают сопла со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.