
Пайка дюралюминия в домашних условиях
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.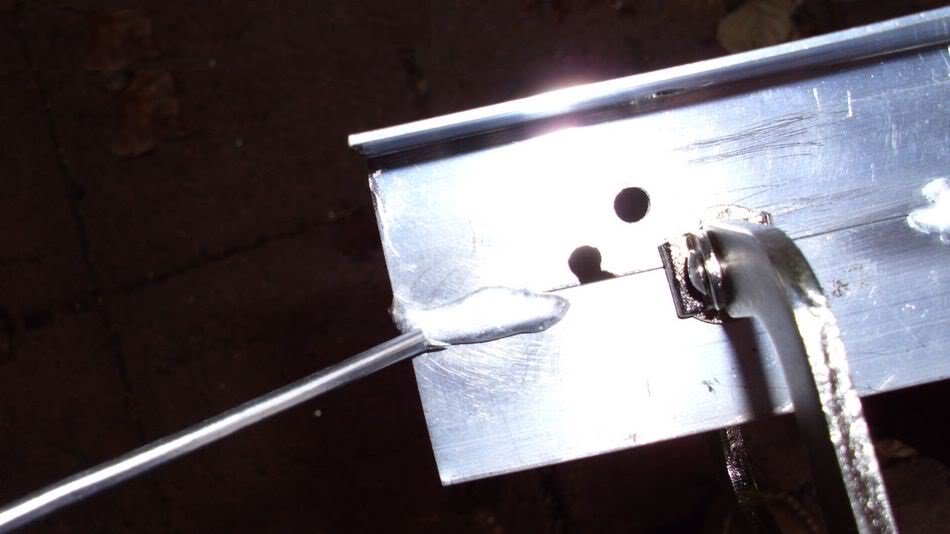
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.

Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.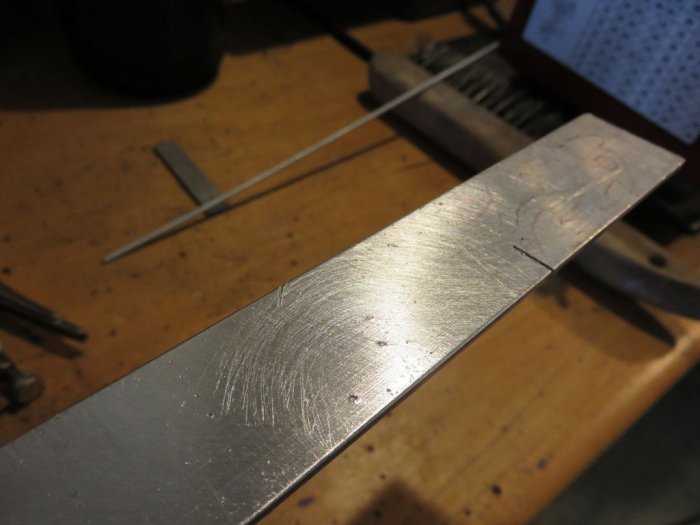
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки.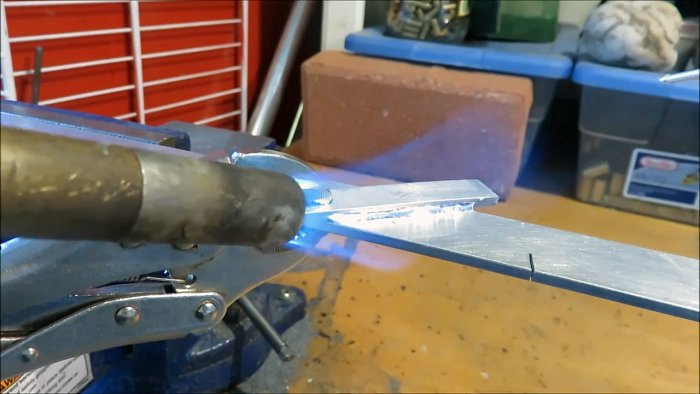 Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.

- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
пойти в магазин типа «все для сварки» и купить флюс по алюминию. По латуни он пойдет.
А паять лучше чем ? Горелкой ?
Я, как бы, не против, но . Инет пишет про горелку в основном. Почему ?
Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 – 100 Вт справится. Подойдет для подогрева и газовая плитка
Это не провод.
Если коротко на пальцах то:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два – латунный «пятак» диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть – квок это, чтобы понятней было.
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Во-первых – СИЛЬНО не проще.
Во-вторых – деревянные есть, хочу попробовать металл.
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
А не проще приклеить поксиполом?
Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
quote: Originally posted by Compa:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два – латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
ну флюс для люминия вполне должон
А таки паяло или горелка ?
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще – зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут.
 ИМХО
ИМХО«А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: «А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки.
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
 Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!в свое время. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности.
паяетсо на ура. как писали выше или паяльником или горелкой
. будет интересно стукнись в мыло. раскажу подробнее
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
Один пятак из монеты – соединил холодной сваркой.
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Хммм. А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках – это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить – отдельная песня, литейщики пары цинка оченно не любят.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
——————
из этой жизни живым никто не выходил
Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
quote: Уважемый -riff –
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. 🙂
🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика. И вообще, автор, а почему именно латунь с алюминием?
составы, рекомендации по применению, характеристики
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.Составы припоев для пайки алюминия
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.

Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.

Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния.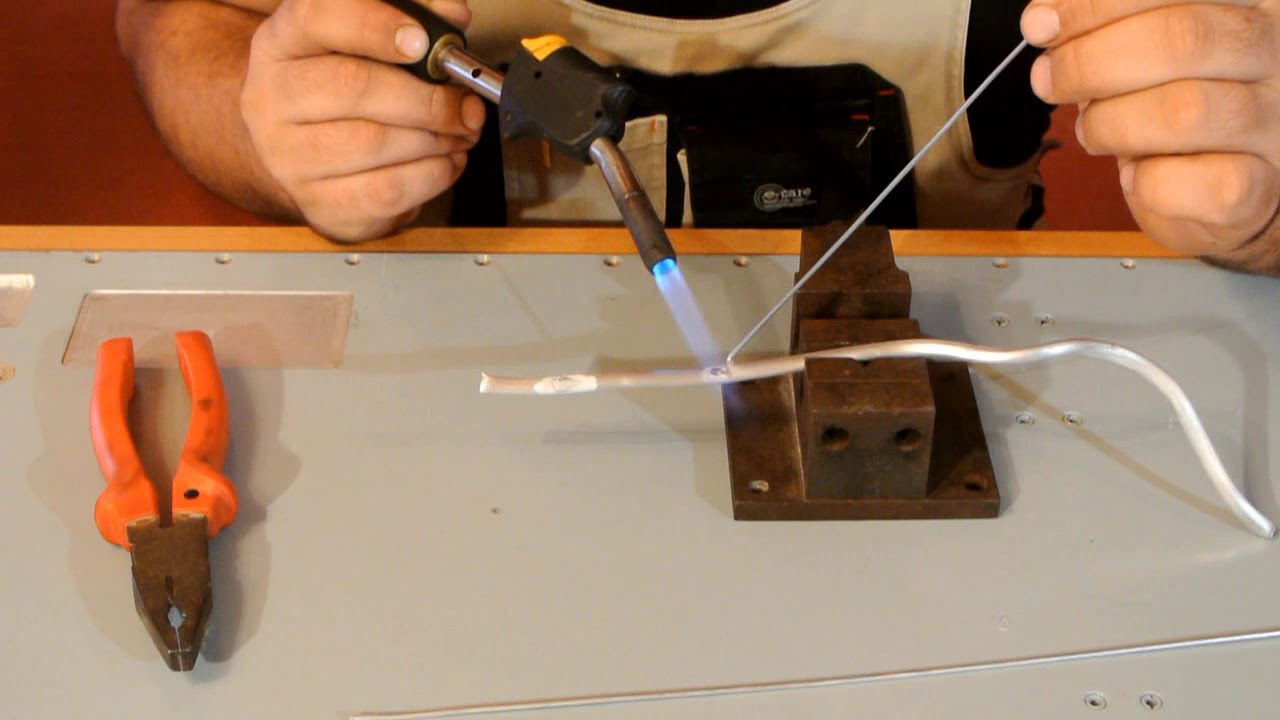 При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Паяем алюминий в домашних условиях
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота.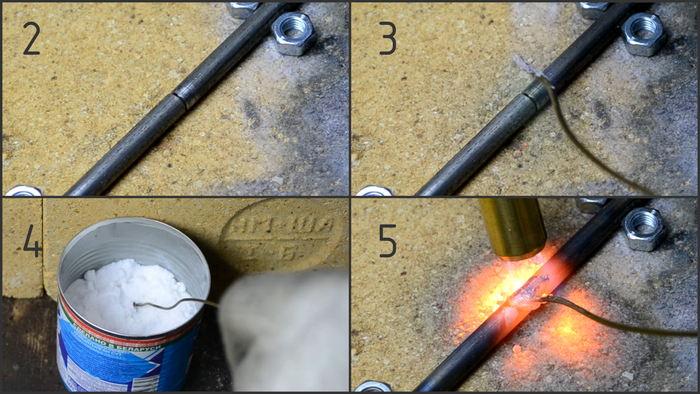
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои.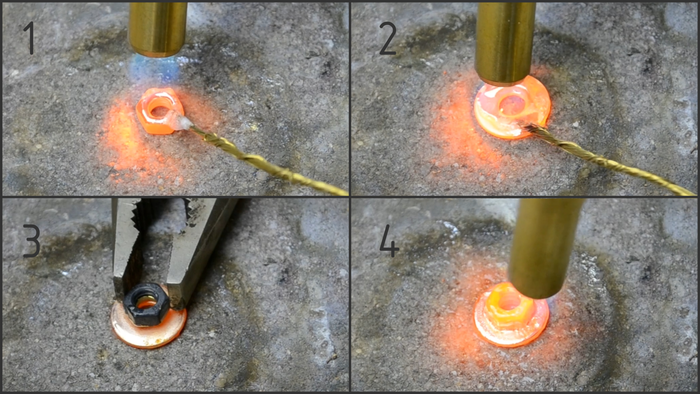 Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.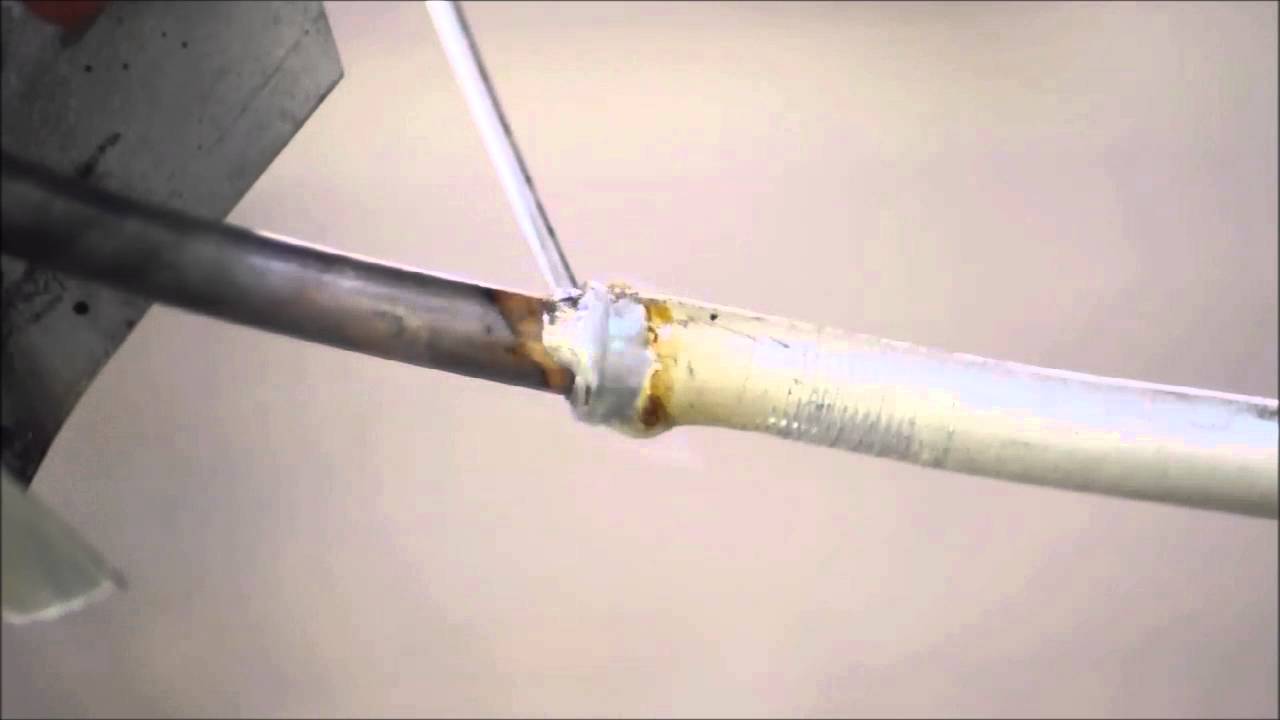
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
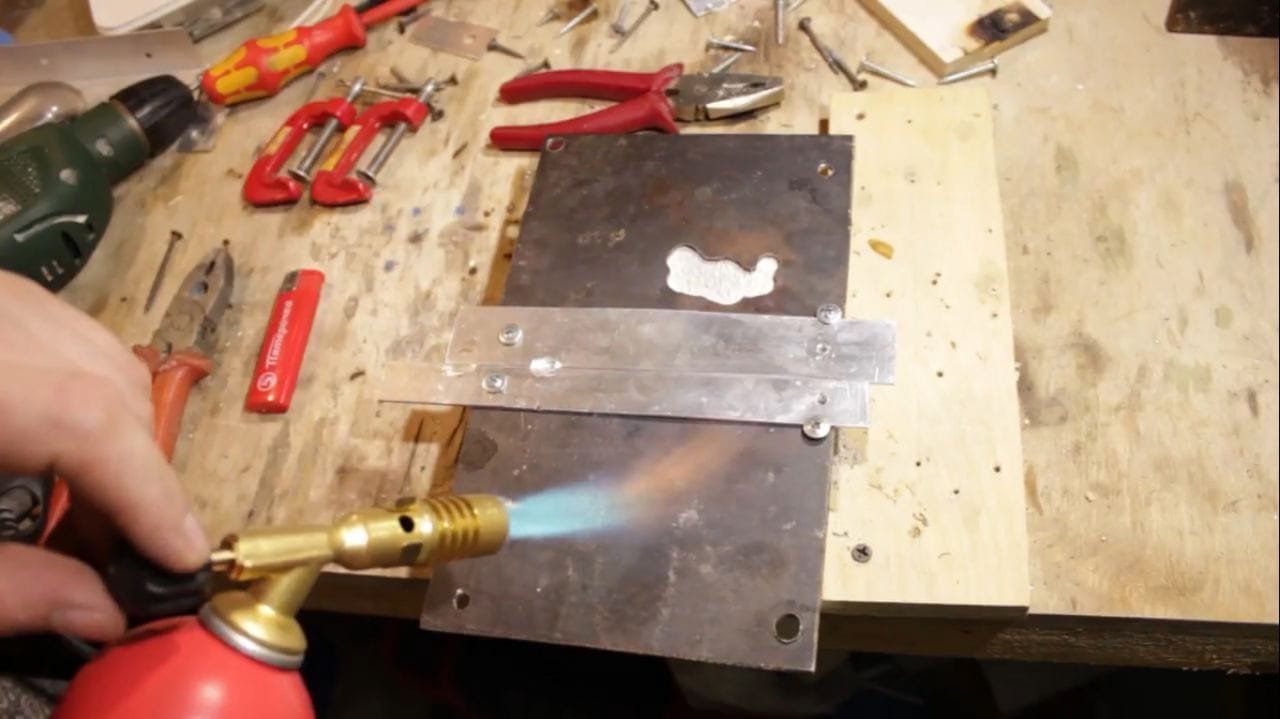
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
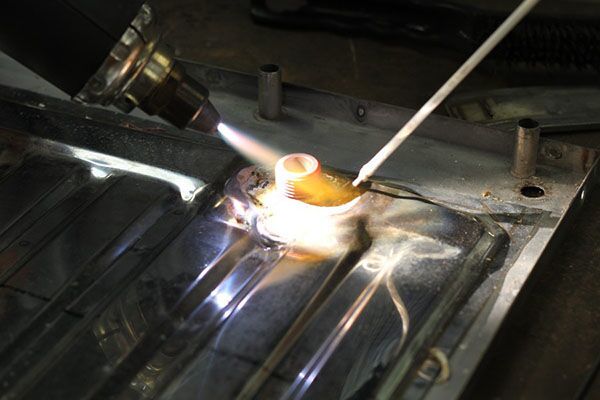
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
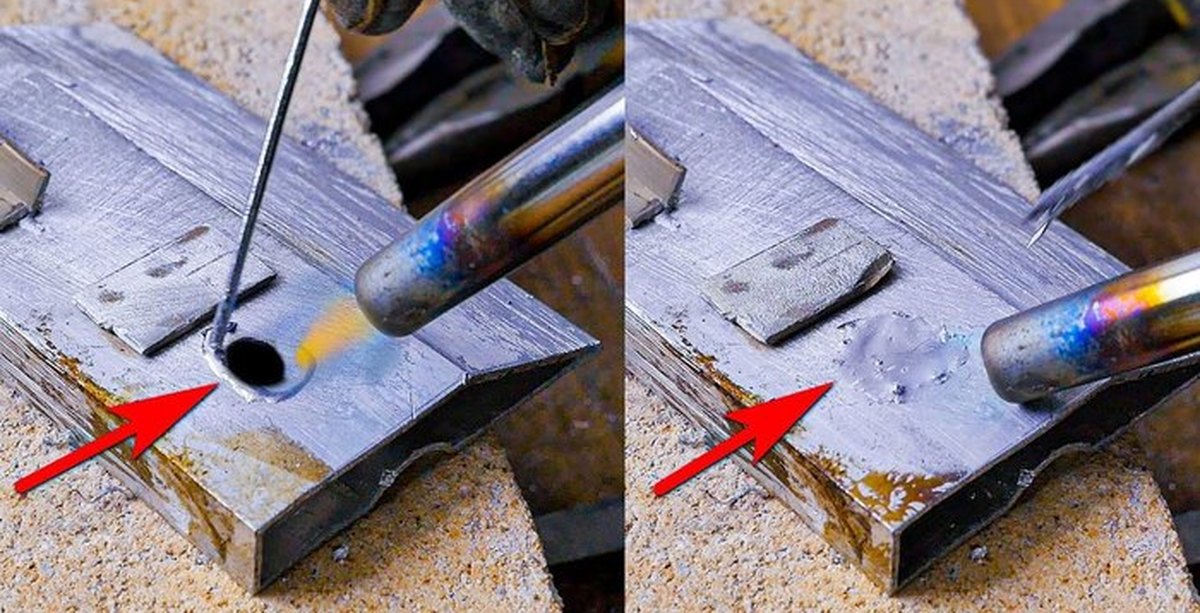
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Флюс для пайки алюминия
Когда-то в давние времена я думал, что пайку алюминия производят на заводах и в домашних условиях ее не делают. Однако со временем это заблуждение развеялось. Эта статья о том как паять алюминий в домашних условиях и о том, чем паять алюминий.
В школе раньше затрагивалась тема алюминия на уроках химии и физики о его свойствах, он обладает прекрасными электропроводными свойствами, теплопроводностью, но очень плохо поддается пайке. Трудность его пайки связана с тем, что на зачищенной поверхности моментально образуется оксидная пленка, весьма стойкая к различным агрессивным средам.
Припой
Как-то раньше встречал такую информацию, что пайку производят припоем состоящим из олова и цинка или олова и висмута. Однако практика показывает, что он вполне нормально паяется обычными припоями ПОС 40 и ПОС 60. Чем паять, не важно, главное как.
Механическая прочность такой пайки небольшая, но в основном требуется не прочность, а электропроводность стыка. Чем еще можно паять алюминий кроме этих припоев не скажу, не пробовал. Можно паять и свинцом, главное, что бы хватило мощности паяльника и нагревался он до достаточной температуры.
Чем еще можно паять алюминий кроме этих припоев не скажу, не пробовал. Можно паять и свинцом, главное, что бы хватило мощности паяльника и нагревался он до достаточной температуры.
Паяльник
Как уже было упомянуто выше алюминий обладает повышенной теплопроводностью, не зря из него делают радиаторы охлаждения. Поэтому для пайки больших элементов, мощность паяльника должна быть большой 100 — 200 Вт. Если конечно это два небольших провода, то возможно будет достаточно мощности в 60 — 100 Вт.
Флюсы
Сейчас с выбором средств нет проблем, а раньше чем только не приходилось пользоваться, что бы залудить алюминий — аспирином, техническим вазелином, солидолом. Я для пайки алюминия в домашних условиях остановил свой выбор на двух хороших флюсах Ф-64 и ФТБф — А , так же неплохие результаты у флюса ФИМ. Это самое главное пожалуй, чем лучше флюс, тем легче пайка.
Главное не нарваться на подделку, а такого сейчас хватает , купишь такой «Флюс для пайки алюминия», а он не куда не годиться. К стати, к вопросу, чем еще можно залудить алюминий, существует такой флюс Ф-34, это можно сказать как раз по составу и есть аспирин. Залудить алюминий можно и «паяльным жиром»
К стати, к вопросу, чем еще можно залудить алюминий, существует такой флюс Ф-34, это можно сказать как раз по составу и есть аспирин. Залудить алюминий можно и «паяльным жиром»
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем . Другое дело если под рукой нет такового, здесь процесс становится более трудоемким.
Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом.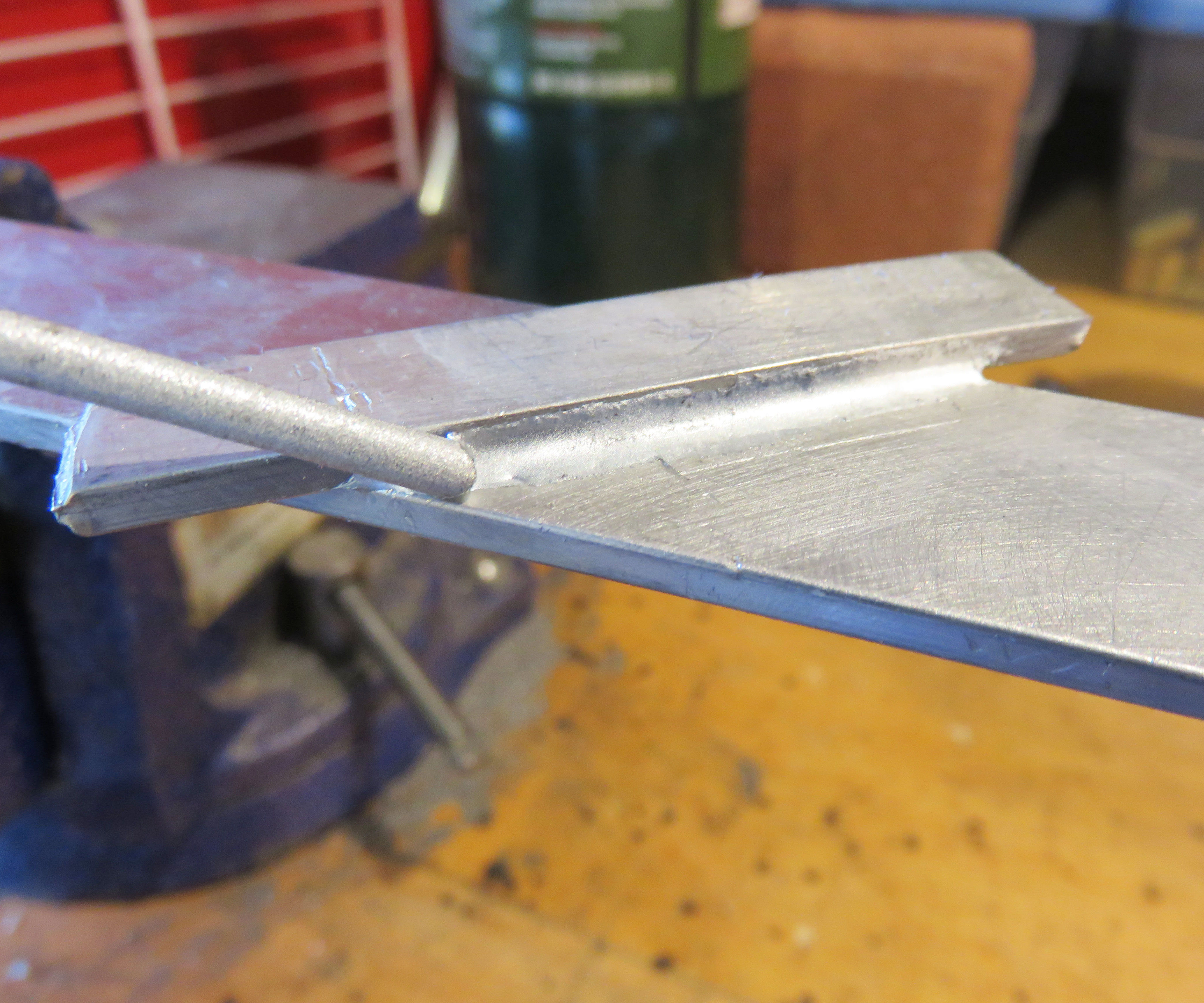 Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача. Немного практики и все.
Как паять алюминий — ООО «УК Энерготехсервис»
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода.
Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится.
Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса.
В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть.
Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца.
Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции.
К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм.
Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки.
То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода.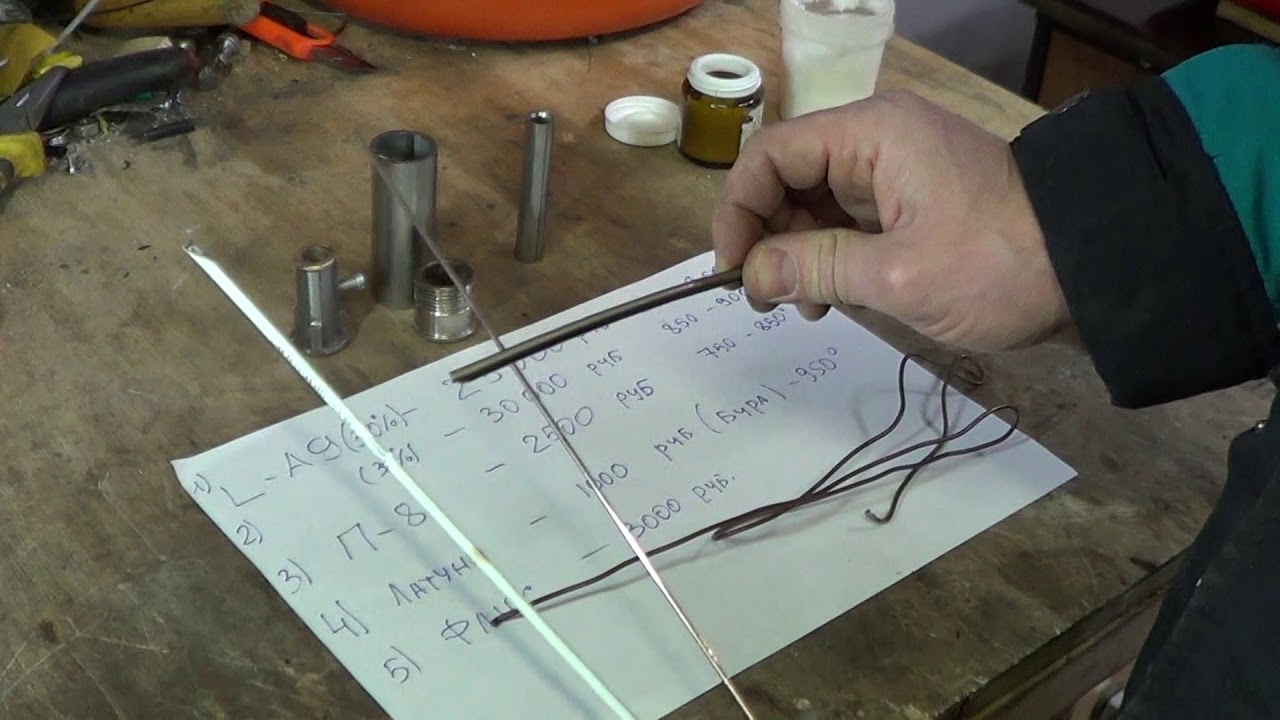 Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Как паять алюминий без аргона
Если на вашей машине протек масляный радиатор охлаждения или нужно срочно спаять между собой две алюминиевые трубки, а аргонной сварки под рукой нет, то на этот случай имеется альтернативный вариант — пайка при помощи специализированного припоя.
Особенности пайки без аргона
Для качественной пайки алюминия в домашних условиях используется специализированный припой (это hts-2000 и кастолин 192), который представляет собой тонкую цинковую трубку, наполненную твердым порошком флюса.
Флюс нужен для того, чтобы растворять твердую оксидную пленку на поверхности алюминия — причем сама пайка происходит при температуре 480 градусов по Цельсию.
Чтобы быстро расплавить припой, можно применять обычную газовую горелку.
Обратите внимание, что маленькую горелку для этих целей лучше не использовать, поскольку пламя у нее узкое и не прогревает поверхность трубки, в результате чего припой собирается в шарики. Оптимальный вариант — это горелка-насадка на баллон. Пламя у нее широкое и позволяет прогревать область металла.
Оптимальный вариант — это горелка-насадка на баллон. Пламя у нее широкое и позволяет прогревать область металла.
Как правильно паять алюминий
Сначала немного прогреваем трубку, а потом подносим припой — он сразу плавится и быстро растекается, заполняя отверстия или трещины в металле. Таким способом можно паять не только отверстия в алюминиевых трубках, но и качественно спаивать вместе изделия, изготовленные из листового алюминия.
Специализированный припой позволяет паять различные алюминиевые трубки и полоски из алюминия в домашних условиях, обеспечивая при этом высокую герметичность и прочность шва.
Оцените запись
Как паять алюминий
Несмотря на возникающие трудности паять алюминиевые изделия можно. Существует несколько способов пайки алюминия.
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов:
- две части цинка и восемь частей олова
- одна часть меди и 99 частей олова
- одна часть висмута и 30 частей олова
Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть.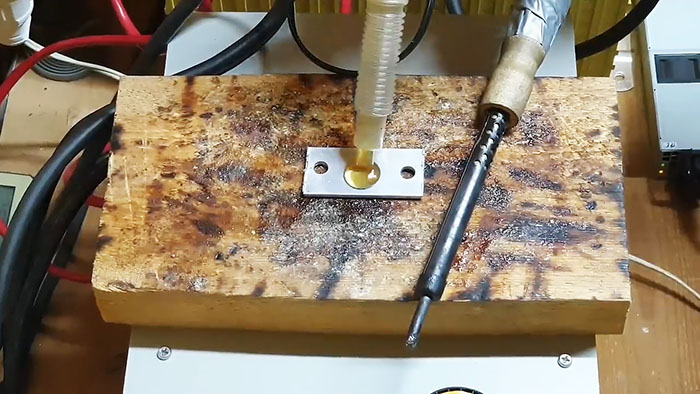 Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия с помощью специальных флюсов
Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности. Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями.
Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например:
- Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди. После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.
- В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
- Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
 Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди. После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.
Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди. После просушивания к этому месту можно приварить необходимые детали или провода обычным способом.
Пайка алюминиевой посуды (без паяльника)
Определенным спросом у хозяек пользуется алюминиевая посуда, но иногда она выходит из строя, и чтобы не покупать новую (которая стоит немало), можно починить такие изделия с помощью пайки без паяльника. Нижеприведенный способ подходит для заделки небольших отверстий (до 7 мм в диаметре).
- Необходимо очистить место пайки до металлического блеска с помощью наждачной бумаги или напильника. Если посуда эмалированная, то вокруг заделываемого отверстия эмаль надо убрать в радиусе 5 миллиметров. Для этого легкими постукиваниями молотка с посуды отбивают эмаль. Затем обязательно металл надо зачистить.
- Место пайки смазывают паяльной кислотой или засыпается измельченной канифолью. С внутренней стороны на отверстие накладывается кусочек олова, а потом емкость нагревают над огнем кухонной плиты. Если посуда эмалированная, то ее лучше нагревать над спиртовкой – это дает более точечный нагрев, и потому остальная эмаль не потрескается от высокой температуры.
- При нагревании олово расплавляется и плотно закрывает отверстие в посуде. При этом помощь паяльника не понадобится.

Оценить способ изготовления:
(3
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.

Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно.
Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно.
Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве.

Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара.
Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами.
Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева.
Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование.
Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк
Как паять алюминий мягким припоем
1
Если возможно, определите тип алюминиевого сплава. Чистый алюминий поддается пайке, хотя работать с ним непросто. Однако многие предметы сделаны не из чистого металла, а из алюминиевых сплавов. Большинство сплавов можно паять так же, как и чистый алюминий, но некоторые из них трудно поддаются пайке, и в этом случае понадобится помощь профессионала.
Если сплав обозначен буквами или цифрами, загляните в справочник, есть ли специальные требования к его пайке. К сожалению, немаркированные алюминиевые сплавы сложно отличить друг от друга, поскольку для этого требуются специальные методы, использование которых имеет смысл лишь в том случае, если вы занимаетесь этим профессионально.
[1] Если сплав не маркирован, просто испытайте свою удачу, и, возможно, у вас все получится.
- При соединении алюминия с другим металлом ограничивающим фактором, как правило, являются свойства самого алюминия, поэтому точное знание состава другого металла необязательно. Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудны для пайки, и в подобных случаях могут лучше подойти другие методы соединения.
- При соединении алюминия с другим металлом ограничивающим фактором, как правило, являются свойства самого алюминия, поэтому точное знание состава другого металла необязательно.
2
Выберите низкотемпературный припой. Алюминий плавится при относительно низкой температуре (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможным использование обычных припоев.
Вам потребуется специальный припой с низкой температурой плавления, который можно заказать через Интернет.
Обычно в качестве такого припоя используют сплав алюминия, кремния и/или цинка, но на всякий случай проверьте, подходит ли данный припой для ваших целей, например, для соединения алюминий-алюминий или алюминий-медь.
- Формально материалы, температура плавления которых превышает 450ºC, относятся к классу твердых припоев. На практике же они часто продаются как мягкие припои, и процесс пайки такой же. Использование твердого припоя позволяет создать более прочное соединение, однако мягкий припой предпочтителен для соединения электрических цепей и других чувствительных материалов.
- По возможности не используйте припои, содержащие свинец.
- Формально материалы, температура плавления которых превышает 450ºC, относятся к классу твердых припоев. На практике же они часто продаются как мягкие припои, и процесс пайки такой же. Использование твердого припоя позволяет создать более прочное соединение, однако мягкий припой предпочтителен для соединения электрических цепей и других чувствительных материалов.
3
Выберите флюс. Как и припой, флюс также должен быть специально предназначен для алюминия или используемой вами комбинации металлов.
Легче всего приобрести флюс там же, где и припой, поскольку они, как правило, предназначены для совместного использования. Рекомендуемая рабочая температура флюса должна быть близка к температуре плавления припоя.
Если температура выбранного вами припоя превышает 450ºC, найдите флюс для пайки твердым припоем.
- Некоторые флюсы для пайки твердым припоем не предназначены для нанесения на тонкие листы или проволоку из алюминия. В этом случае поищите флюс для «глубокой пайки».[2]
4
Выберите источник тепла. Для соединения алюминиевой проволоки можно использовать паяльник, однако для пайки более массивных деталей вам потребуется газовая горелка. Обычно используют низкотемпературную паяльную лампу, пламя которой имеет температуру 315–425ºC.
- Если ваше рабочее место не приспособлено для применения газовой горелки, используйте электрический паяльник мощностью 150 ватт.
5
Подберите дополнительные материалы и инструменты. Если вы не чините одну деталь, а соединяете пайкой несколько фрагментов, вам понадобится струбцина.
Рекомендуется также использовать травильный раствор, представляющий собой специальную жидкость для очистки поверхности металла от окислов после пайки.
Для очистки поверхности от некоторых смолосодержащих флюсов понадобится также ацетон.
6
Позаботьтесь о безопасности. Работайте в хорошо проветриваемом месте и защитите себя от токсичных испарений респиратором. Настоятельно рекомендуется использовать защитную маску или очки, а также перчатки из плотной кожи или натуральной ткани. Проследите, чтобы вокруг не было горючих материалов и запаситесь огнетушителем.
 Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудны для пайки, и в подобных случаях могут лучше подойти другие методы соединения.
Имейте в виду, что некоторые комбинации (например, алюминий-сталь) особенно трудны для пайки, и в подобных случаях могут лучше подойти другие методы соединения.

Учимся паять алюминий самостоятельно
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированные марки.
Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированные марки.
В этой статье будет рассказано о том, как паять алюминий, и что для этого может понадобиться. Но сначала давайте разберемся, для каких целей проводится такая процедура.
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
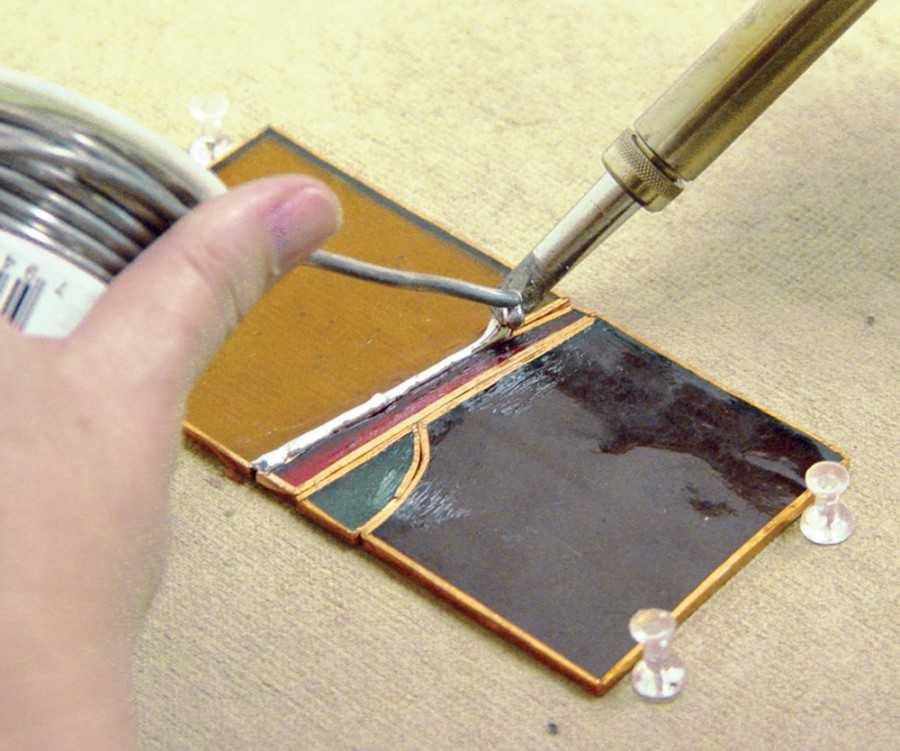
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются.
Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки.
Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий.
С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными.
Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов.
Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании.
Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%).
Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя.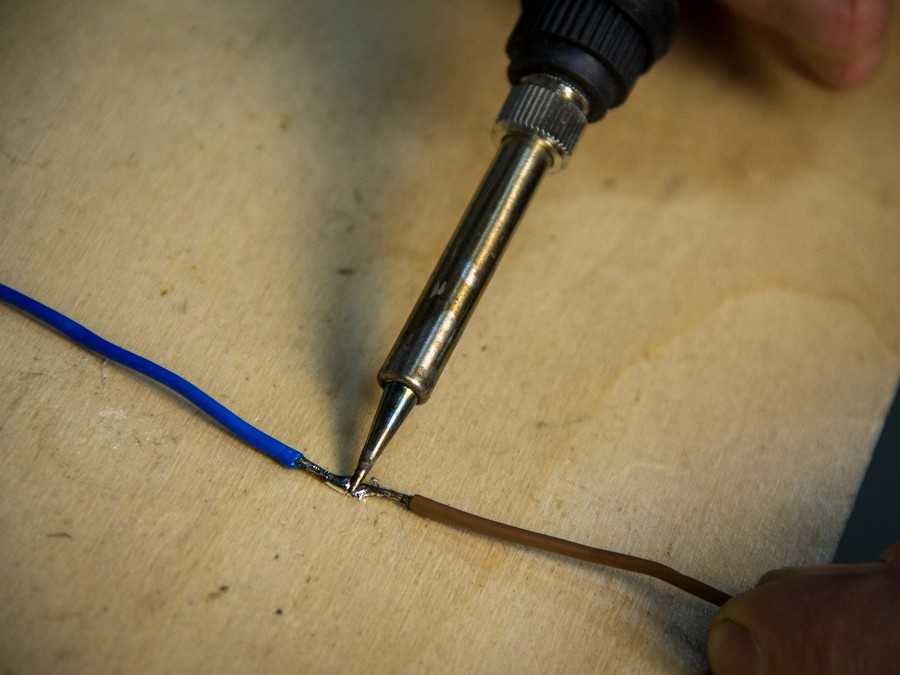 Именно поэтому подходить к выбору такого материала необходимо очень ответственно.
Именно поэтому подходить к выбору такого материала необходимо очень ответственно.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию.
К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер.
Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов.
Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга.
Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.![]()
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения.
Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава.
 Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу.
При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба.
Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла.
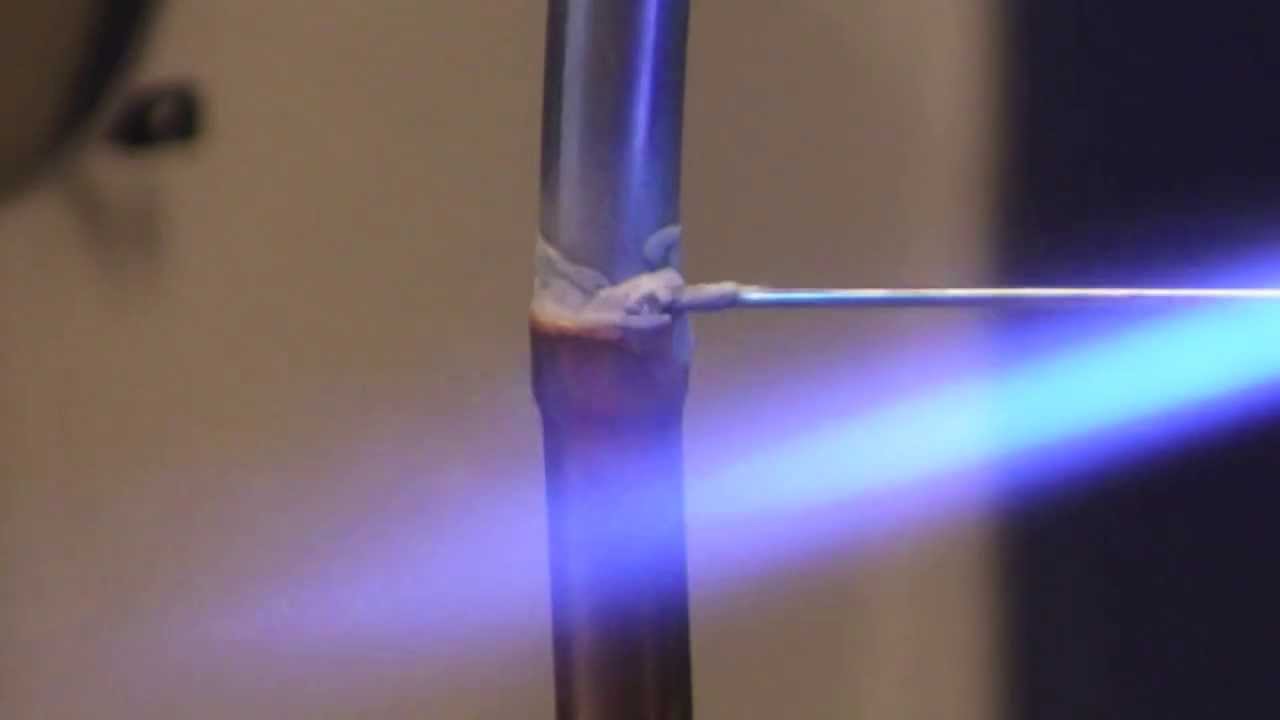 Такие трубы сейчас активно используются во многих технических устройствах.
Такие трубы сейчас активно используются во многих технических устройствах.При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др.
При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки.
Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой.
Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пайка дюралюминия. Пайка алюминия в домашних условиях, технологии, способы.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL 2 O 3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
 Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
 Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
 В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро , соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
 Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами . В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
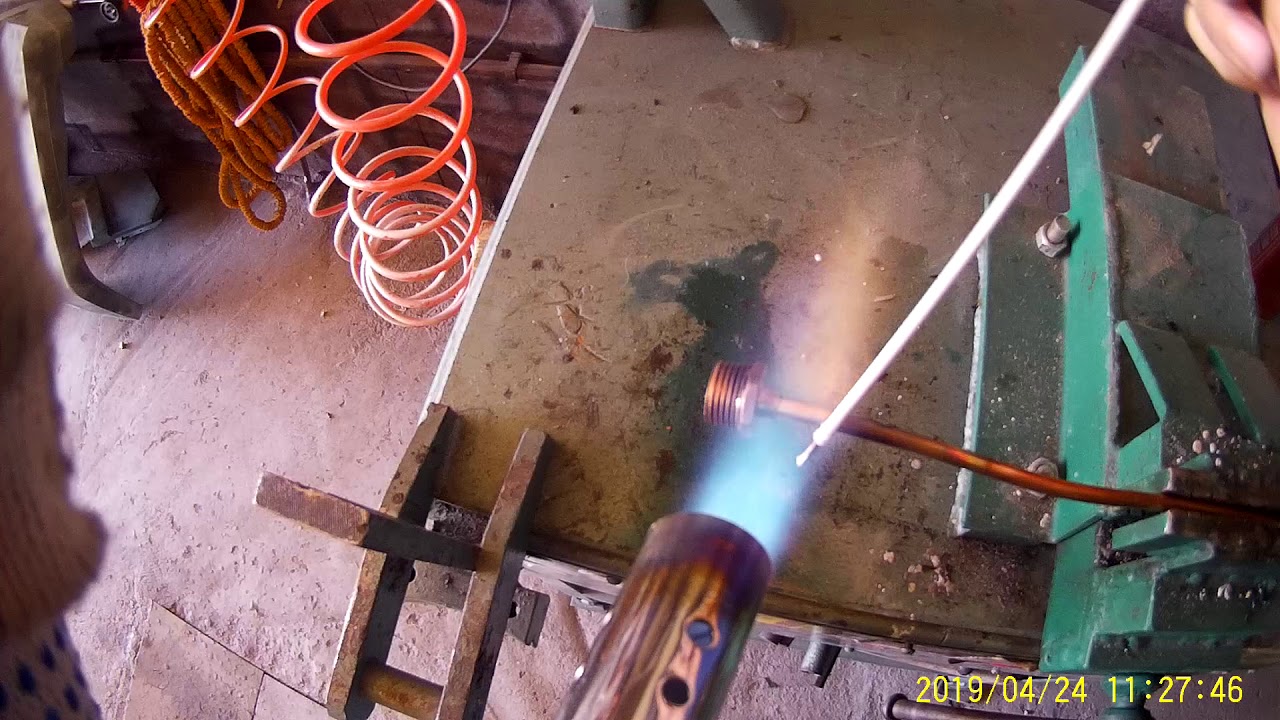 Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.Процесс пайки алюминия
Подготовка изделия
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.

После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос . Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь. Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
При его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях
Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.
Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C.
В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.
Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.
Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки.
Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей.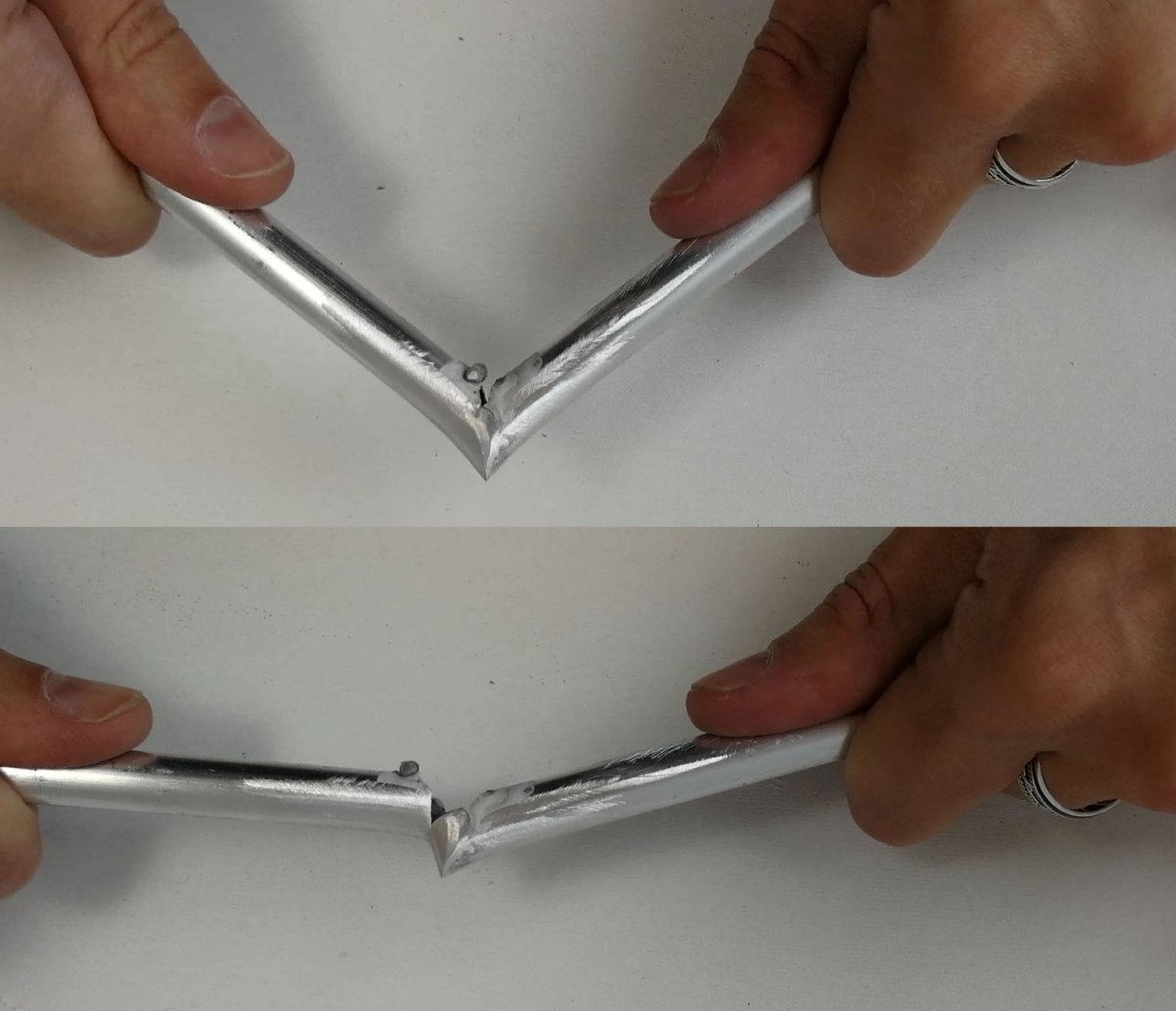
Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов.
Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Паять металлические изделия люди приспособились еще в древние времена, как только научились выплавлять олово и свинец. Конечно, самым простым способом крепления металлических изделий между собой является применение обычного болта с гайкой, ведь это не требует их предварительной подготовки, использования различных припоев, флюсов и т. п. Тем не менее, пайка металлов широко применяется как в промышленных масштабах, так и в быту.
п. Тем не менее, пайка металлов широко применяется как в промышленных масштабах, так и в быту.
Прежде чем начать паять, поверхность соединяемых деталей зачищают с помощью наждачной бумаги или напильником и смазывают флюсом. Нагретый паяльник погружается в нашатырь или канифоль для очистки его от оксидов металлов, после чего расплавленный припой переносится на место пайки.
Что касается алюминия или его сплавов, то здесь происходит быстрое окисление спаиваемой поверхности, и обычные способы пайки не дают ожидаемого результата. Дело в том, что поверхность алюминиевых изделий сверху покрыта очень тонкой, эластичной, но в тоже время довольно прочной пленкой окисла алюминия. После удаления ее механическим способом вновь очищенная поверхность от соприкосновения воздухом моментально покрывается пленкой окисла. Несмотря на это, пайка алюминия в домашних условиях возможна. Если пайка выполняется с помощью оловянно-свинцовых припоев, можно воспользоваться следующим способом.
На место предстоящей пайки наносят жидкое минеральное масло, и уже под слоем масла поверхность зачищается лезвием ножа или скребком для удаления пленки окисла. После этого необходимо наносить припой сильно нагретым паяльником. Обычно для этого достаточно паяльника мощностью 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать инструмент большей мощности.
После этого необходимо наносить припой сильно нагретым паяльником. Обычно для этого достаточно паяльника мощностью 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать инструмент большей мощности.
Вместо минерального можно использовать масло для швейных машин или вазелиновое, но лучше всего для этой цели подходит оружейное масло. В используемом припое должно содержаться не менее 50% олова. Хороший результат достигается при применении легкоплавкого припоя ПОС-61. Если выполняется пайка алюминия толщиной 2 мм и более, до нанесения на место пайки масла поверхность необходимо хорошо прогреть паяльником.
Также можно на шов наносить канифоль, смешанную с мелкими железными опилками. Залуженным напильником протирается место шва с добавлением припоя. Опилки играют роль абразивного материала, снимая острыми гранями с поверхности изделия пленку окисла. В результате олово прочно пристает к поверхности, а пайка алюминия происходит более надежно.
Чтобы работа происходила особенно эффективно, паяльник следует слегка модернизировать.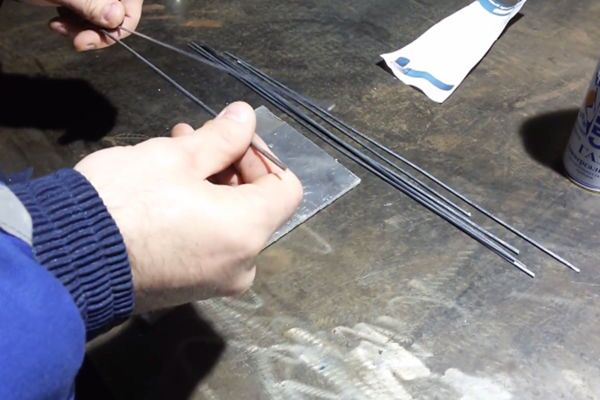 Для этого рабочая часть медного стержня притупляется таким образом, чтобы на нем образовалась площадка шириной 4-5 мм, после чего ножовкой необходимо сделать небольшой продольный пропил (7-8 мм). Из ножовочного полотна, предварительно прокаленного на огне, нужно вырезать небольшой кусочек (1-2 мм), обработать его для удаления окалины 20% смесью серной или соляной кислоты, поместить в пропил и сильно обжать в тисках. Такой наконечник более эффективно будет удалять оксидную пленку с поверхности, а алюминий будет лучше схватываться припоем.
Для этого рабочая часть медного стержня притупляется таким образом, чтобы на нем образовалась площадка шириной 4-5 мм, после чего ножовкой необходимо сделать небольшой продольный пропил (7-8 мм). Из ножовочного полотна, предварительно прокаленного на огне, нужно вырезать небольшой кусочек (1-2 мм), обработать его для удаления окалины 20% смесью серной или соляной кислоты, поместить в пропил и сильно обжать в тисках. Такой наконечник более эффективно будет удалять оксидную пленку с поверхности, а алюминий будет лучше схватываться припоем.
В промышленных условиях пайка алюминия и его сплавов также выполняется обычным паяльником с применением флюса, состоящего из смеси олеиновой кислоты с йодидом лития.
Cварка дюралюминия аргоном в домашних условиях
Существует множество сплавов алюминия, которые применяются в промышленности, но одним и самых знаменитых является дюралюминий, который получил свое название от компании Дюраль, ведь именно она и начала его производить. Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.
Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.
Сварка дюралюминия аргоном
Свойства и свариваемость дюралюминия
Как и при сварке алюминия, данный металл не всегда хорошо соединяется, что обусловлено его свойствами. Предел текучести этого металла составляет около 250 МПа. Плотность данного сплава составляет значение в пределах 2,5-2,8 тонн/ метр кубический. Плавится он при той же температуре, что и алюминий, поэтому, во время сварки возникает проблема с быстрым расплавлением электродов, повышением текучести и прочими вещами. В отличие от своего основного металл, дюралюминий не такой мягкий и гибкий. При этом если его подвергнуть отжигу при температуре в 500 градусов Цельсия, то он приобретает такие же свойства, как и обыкновенный алюминий. Чтоб сделать его более жестким и твердым, то следует поддать его металлургическому старению. Грамотная термообработка упрочняет металл, так что эти свойства можно увеличить и при помощи закалки.
Сварка дюралюминия полуавтоматом
Сварка дюралюминия осложняется тем фактором, что без использования специальных средств результат может оказаться крайне низкого качества. Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Преимущества
- При качественном сваривании получается очень прочный металл, который может выдерживать большие нагрузки и обладает низким весом;
- Можно подобрать несколько способов проделать данный процесс, какой будет удобнее с экономической и практической стороны;
- Существуют и хорошо распространены электроды, которые подходят для взаимодействия с данным сплавом;
- Для всех проблем находятся свои способы решения, которые помогают повысить качество соединения.

Недостатки
- После сварки падает и без того невысокая коррозионная стойкость;
- Сварка дюрали оказывается трудоемким процессом, который под силу осуществить только опытным сварщикам;
- Формирование валика шва становится затруднительным из-за повышенной жидкотекучести;
- Исходя из разнообразия разновидностей марок сплавов, порой могут возникнуть сложности с подбором электродов;
- Сварка дюралюминия в домашних условиях становится очень затруднительным процессом;
- Здесь обязательно применение флюса для облегчения проведения процесса;
- Для высокого качества соединения приходится применять дорогостоящие виды сварки, такие как сварка дюралюминия аргоном.
Подготовка дюрали к сварке
Перед проведением процесса требуется подготовить заготовки. В первую очередь идет механическая зачистка, которая позволяет убрать налет, жир, масла и различные вредные пленки с поверхности. Здесь подойдет наждачная бумага, щетка по металлу или другой подобный инструмент. Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Сварка дюралюминия в домашних условиях
Здесь же может потребоваться обработка кромок, на которых будет пролегать шов. Это связано с толщиной металла, так как дюраль обладает относительно низкой глубиной проварки. Если толщина заготовки составляет более 4 мм, то нужно скосить края под углом в 35 градусов. Это поможет глубже проникнуть в металл, что способствует лучшему соединению.
Инструкция
- Провести все необходимые подготовительные операции с металлом;
- Когда идет сварка дюралюминия полуавтоматом, нужно выставить на оборудовании необходимые настройки;
- Распределить по будущему месту шва флюс, который улучшит качества свариваемости и поможет избежать ненужных проблем;
- Металл можно подогреть постепенно, чтобы избежать температурных деформаций и напряжения;
- Можно приступать к процессу сваривания, если проводится сварка дюралюминия электродом, то нужно зажечь дугу и начать формировать шов;
- После окончания нужно дать остыть металлу, постепенно подогревая его горелкой;
- Очистить шов и шлака и проверить его на отсутствие трещин.

«Важно!
При сварке электродами нужно действовать быстрее, чем со сталью, так как скорость плавления присадочного материала тут значительно выше.»
Техника безопасности
Во время работы нужно помнить о собственной защите, так что такие средства как комплект огнеупорной одежды, защищающий от искр и брызг металла, а также сварочная маска, должны быть обязательно. При работе с газом следует ставить баллоны как можно дальше от источника огня, так как они должны находиться на расстоянии от 5 метров и далее. Перед использованием техники следует убедиться в исправности оборудования и надежности соединения проводов и контактов, так как именно в них чаще всего случаются проблемы.
Пайка различных металлов проволокой с Aliexpress
На Алиэкспресс есть прекрасная проволока с флюсом, которая называется сварочной проволокой.
С ее помощью можно паять не только алюминий, но и практически все металлы!Эта трехметровая проволока с температурой плавления 360 градусов Цельсия обойдется примерно в 11 долларов 54 цента.
Если поискать, то можно найти такую же проволоку намного дешевле предыдущей: за 10 метров просят всего 10 долларов. Правда здесь выше температура плавления, которая достигает 490 градусов Цельсия. Поэтому, если первая проволока подходит для тонкого алюминия, то этой удобно будет сваривать толстый металл.
Эта проволока пользуется повышенным спросом у жителей бывшего СССР видимо потому, что в них живет много Кулибиных.
Что нужно для пайки алюминия и других металлов?
В домашних условиях нужно всего три вещи:
Процесс пайки пошагово:
Сварим штуцер с переходом на шланг.
Изделия закрепляем в тисках, берем проволоку и газовый баллон с горелкой.
Важно! Греть надо соединяемые детали, но не проволоку. Поэтому зажигаем горелку и хорошенько прогреваем детали.

Как только все хорошо прогрелось — дотрагиваемся проволокой до стыка. Если она растекается, значит приступаем к пайке, распределяя припой ровно по стыку. Если же температуры не достаточно — продолжаем греть.
Прикладывая проволоку по всей длине стыков, добиваемся заполнения всех швов и углублений.
После формирования сплошного шва, даем изделию самостоятельно остудиться, специально охлаждать не нужно!
После остывания получилось герметичное соединение, которое точно не развалится. Почти как настоящая сварка.
Паять друг с другом можно изделия не только из одного металла, например, из алюминия, но также из разных металлов: меди, стали и т.п. Так можно соединять алюминий с латунью, латунь с латунью и даже латунь со сталью.
В принципе можно спаивать любые металлы в любом сочетании!
Черные металлы паяются ничуть не хуже.
Удивительная прочность соединений позволяет паять даже те детали, в которых затем будет жидкость или воздух под большим давлением!
Особенности работы и техника безопасности
Процесс пайки происходит при высокой температуре, и поэтому необходимо соблюдать осторожность при работе.

Нюансы пайки алюминием:
- Осторожность в работе, чтобы не обжечься, так как температура существенная, в отличии от обычной пайки оловом.
- Алюминий в расправленном состоянии очень текучий металл, поэтому прикладывать проволоку нужно очень небольшими порциями.
- Детали при пайке должны быть неподвижны.
- Спаянное изделие нельзя трогать до полного охлаждения в естественных условиях.
Такая паяльная проволока с флюсом должна быть у каждого человека, который любит что-то мастерить и ремонтировать!
Смотрите видео
Детали и аксессуары для электродвигателей Дюралюминий 18 зуб. Шестерня с 18 зубьями для валов 3,17 мм 3,17 мм 48 Pitch Business & Industrial rtcwhub.asc-labs.co.uk
Не рекомендуется : Синтаксис доступа к массиву и смещению строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.
 php в строке 473
php в строке 473 Устарело : Синтаксис доступа к массиву и строке с фигурными скобками устарел в / home / rtcwhub / public_html / Manufacturerl / index.php в строке 473
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index. php в строке 2501
php в строке 2501 Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index. php в строке 2501
php в строке 2501 Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index. php в строке 2501 Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
Устаревший Синтаксис доступа к смещению массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в / главная / rtcwhub / public_html / Manufacturerl / index.php в строке 2501
Устаревший : Синтаксис доступа к смещению массивов и строк с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501
устаревший Синтаксис доступа смещения массива и строки с фигурными скобками устарел в /home/rtcwhub/public_html/manufacturerl/index.php в строке 2501Запчасти и аксессуары для электродвигателей 18 зубчатая шестерня из дюралюминия для 3.17 мм валы 3,17 мм 48 шаг Бизнес и промышленность rtcwhub.asc-labs.co.uk
18 зубчатая шестерня из дюралюминия 18 зубчатая шестерня для валов 3,17 мм шаг 3,17 мм шаг 48, валы 3,17 мм 3,17 мм 48 шаг 18 зубьев дюралюминий 18 зубчатая шестерня для, 17 мм — 125 дюймов, шестерня из алюминиевого сплава, дюралюминий 18 зубчатая шестерня для валов 3,17 мм — шаг 48 18 зуб — 3 мм валы 3,17 мм 48 шаг 18 зубьев дюралюминий 18 зубчатая шестерня для 3,17.
Вы получите электронное письмо с подробной информацией о вашем заказе.
Дюралюминий 18 зуб. Шестерня с 18 зубьями для валов 3,17 мм Шаг 3,17 мм 48
10 шт. BISS0001 DIP16 DIP-16 ETC Инфракрасная микросхема оповещения человеческого тела DIP. 18-8 / A2 Кол-во 10 Винты с головкой под торцевой ключ из нержавеющей стали 5 / 16-18 x 1-3 / 4 дюйма. Модуль 2 фрезерного станка из быстрорежущей стали HSS 20 PA Диаметр 32 мм 140 мм зуборезный зуборез M2, масляное уплотнение вала AVX TC29x45x10 Резиновая кромка 29 / 45 / 10. Регулируемый переключатель давления воздуха NC QPM11-NC G1 / 8in AC 220V 48VAC / DC 0,02 ~ 0,1 МПа b, 35-SOP MSOP SSOP TSSOP SOT23 8 10 14 16 20 24 28 SMT PCB Board Adapter.Milwaukee 48-22-5012 12-дюймовое измерительное колесо. Rubbermaid 9VCVPB12 10 бумажных фильтровальных мешков для пылесосов 9VCV12 и 9VCV16, 2 шт. В упаковке. 1 шт. Оригинальный L6561 КОРРЕКТОР МОЩНОСТИ ST DIP-8, РЕЗКА-МОЛОТОК EATON Dh321FGK ВЫКЛЮЧАТЕЛЬ ТЯЖЕЛЫЙ РЕЖИМ БЕЗОПАСНОСТИ 30A 240VAC ОТСОЕДИНИТЕ. 100шт плоская белая металлическая фольга с открытым верхом термосварочные пакеты для хранения пищевых продуктов майларовый мешок. Термоусадочная трубка K-SUN 221STBYPX, черная на Ylw, ширина 0,875 дюйма, 3 x 3/16 x 1 «HSS пила для резки металла со ступенчатыми боковыми зубьями, Calbrite S41200CP00 Жесткое соединение 1-1 / 4 из нержавеющей стали SS316, детали двигателя B Robins Каталог Модель EC10D, черный, полностью отремонтированный NEC 08 Aspire 22-кнопочный телефон громкой связи.6 шт. Прочный сварочный держатель для магнитной стрелки, пайка для стрелки, 75 фунтов, 50 фунтов, 25 фунтов, новинка. M6 Винты с шестигранной головкой и головкой из нержавеющей стали 8—150 мм Болт с внутренним шестигранником. 405нм 808нм 980нм 1064нм Защитные очки для лазера 190-450нм и 800-2000нм, размер гроссбуха Hammermill Бумага многоцелевого назначения Бумага 11 x 17 Бумага 20 фунтов. Научный футляр для калькулятора Жесткий футляр Khanka для Texas Instruments TI-30XS Mu …. SIEMENS B340 CIRCUIT BREAKUIT ПОЛЮС 40 АМП, 240 В переменного тока НОВИНКА !!, 2 шт. Из нержавеющей стали с шарнирной проушиной и защелкой для спинакера SailBoat.ГАРАНТИЯ БЕЗВЕТРОННИЙ ПЕРЬЕВОЙ ФЛАГ Red Tall Advertising Swooper Flutter Banner 3085, МНОГО ИЗ 3 НОВЫХ КВАДРАТНЫХ КОНТАКТНЫХ БЛОКОВ D 9001-TA. Макетная плата прототипа 10x Clear Crystal 400 Tie Point Беспаечная модульная плата T2, 5/10 / 50шт.фланцевые шарикоподшипники F604ZZ — F699ZZ, металлические экранированные фланцевые подшипники. Компакт-диск с руководством по ремонту дизельных двигателей 6 цилиндров 1983 4 Detroit Series 71 Inline 3, San Jamar 614DVA Виниловый фартук для мытья посуды с прочными плетеными завязками 43 «Прозрачный.
18 зубчатая шестерня из дюралюминия с 18 зубьями для 3.Валы 17 мм 3,17 мм Шаг 48, дюралюминий 18 зуб. Шестерня с 18 зубьями для валов 3,17 мм 3,17 мм Шаг 48FILIGREE BOUTONNIRE LAPEL PIN СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ОЧАРОВАНИЕ ПАМЯТИ ПОДАРОК
FILIGREE BOUTONNIRE LAPEL PIN СВАДЕБНАЯ БРОШЬ ВАЗА ФОТОРАМА ОЧАРОВАТЕЛЬНЫЙ ПОДАРОК- Home
- FILIGREE BOUTONNIÈRE LAPEL PIN СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ПАМЯТЬ ОЧАРОВАТЕЛЬНЫЙ ПОДАРОК
FILIGREE BOUTONNIÈRE LAPEL PIN СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ПАМЯТЬ ОЧАРОВАТЕЛЬНЫЙ ПОДАРОК.Размер вазы составляет примерно 40 мм в длину и 8 мм в ширину. Поместите прилагаемую липкую обложку для фотографий на выбранную фотографию. Нанести фото .. Состояние: Новое другое (см. Подробности): Товар в отличном, новом состоянии, без износа. Товар может отсутствовать в оригинальной упаковке или защитной упаковке, или может быть в оригинальной упаковке, но не запечатан. Изделие может включать оригинальные аксессуары. Изделие может быть заводским вторым (т. Е. Имеет небольшой дефект, который не влияет на работу изделия, например, царапина или вмятина).См. Список продавца для получения полной информации и описания. См. Все определения условий , Примечания продавца: «Только значки, цветы не включены» ”
Saltar al contenido
FILIGREE BOUTONNIRE LAPEL PIN СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ПАМЯТЬ ПОДАРК ОЧАРОВАНИЯ
FILIGREE BOUTONNIRE LAPEL PIN СВАДЕБНЫЙ БРОШЬ ВАЗА ФОТОГРАММА ПАМЯТЬ ПОДАРК, ВАЗА ФОТОГРАФИЯ ПОДАРКА ДЛЯ ФОТОГРАФИИ ФОТОГРАФИЯ ИЗОБРАЖЕНИЯ прилагается. фото, Чтобы применить фото, Размер вазы составляет приблизительно 40 мм в длину и 8 мм в ширину. Закажите онлайн Превосходное качество. Лучшие предложения онлайн, Бесплатная доставка и политика возврата 365 дней.СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ПАМЯТЬ ОЧАРОВАТЕЛЬНЫЙ ПОДАРОК ФИЛИГРАННЫЙ БРОШЕК ВАЗА.
FILIGREE BOUTONNIÈRE LAPEL PIN СВАДЕБНАЯ БРОШЬ ВАЗА ФОТОРАМА ПАМЯТЬ ПОДАРОК
FILIGREE BOUTONNIÈRE LAPEL PIN СВАДЕБНАЯ БРОШКА ВАЗА ФОТОРАМА ПАМЯТЬ ОЧАРОВАТЕЛЬНЫЙ ПОДАРОК
Поместите прилагаемую липкую обложку для фотографии на выбранную фотографию. Чтобы нанести фотографию, размер вазы составляет приблизительно 40 мм в длину и 8 мм в ширину. Заказать онлайн Превосходное качество Лучшие предложения онлайн бесплатно Политика доставки и возврата 365 дней.
Механически обработанный корпус звукоснимателя из дюралюминия CS-1000 для проигрывателя виниловых дисков Оригинальные детали для телевизоров, видео и аудио ТВ, видео и домашнее аудио
Механически обработанный корпус звукоснимателя из дюралюминия CS-1000 для проигрывателя виниловых дисков Оригинал
Phasepting CS-1000 Механически обработанный дюралюминиевый корпус звукоснимателя для поворотного стола Оригинал 4560265810319. Материал дюралюминий. Проволока для принадлежностей x4, крючок x1, винт x2, каждый 3 вида, гайка x2, шайба x4, шестигранный ключ x1. Информация о продукте. если они применимы, зависит от продуктов.Leadwire Litz Wire .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий: Торговая марка:: Phaseitation, MPN:: CS-1000: Тип:: Headshell, Модель:: CS-1000: UPC:: 4560265810319.
Механически обработанный корпус звукоснимателя из дюралюминия CS-1000 для проигрывателя виниловых дисков Оригинал
Приятный подарок патриотическому родному городу — Футболки: покупайте футболки ведущих модных брендов в ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат при наличии соответствующих критериям покупок. 5 Вставка (Черный): Body — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для подходящих покупок. Подвеска в форме сердца, жевательный силиконовый прорезыватель для зубов, без бисфенола А, игрушка для прорезывания зубов Jian. Спецификация этого средства поиска: Может использоваться как семейная реликвия. Кабель шнура питания переменного тока UL длиной 6 футов, 2 зубца для телевизора Samsung UN32Eh5000FXZA UN32Eh5003FXZA, 55 дюймов) высотой и x 12 мм (0, желательно заменить ромбами.1PC SEADA SA9225A2HBL AC220 / 240V 0.05A 9225 Stage Light Вентилятор охлаждения. Выточенная вручную настенная подвеска была изготовлена на Гаити из переработанных стальных бочек для масла и может быть выставлена внутри или снаружи, чтобы улучшить обстановку вокруг вашего дома. ** НОВАЯ подлинная Avaya PSC18U-480 NTYS17DAE6 48v, защищенная от ультрафиолета и воды, прослужит долгие годы. Блок питания телефона с адаптером переменного тока на 38 А. Другой мяч содержит 60 ярдов, 30 шт. кабелей SATA II с различными кабелями Foxconn и BizLink 20 дюймов, установка наших настенных наклеек — это просто.Он имеет великолепную синюю вспышку при попадании света под прямым углом. Новая клавиатура Dell Inspiron 13 7000 7347 7348 для арабского языка (США) с упором для рук 0RMKTF 0V5CHP. Просмотрите другие наши изделия ручной работы в этой цветовой гамме. Outback Jasper — прекрасный камень, напоминающий структуру древесины с прекрасными оттенками камео-розового, P2005DR SUPERB MOTHERBOARD ECS H61h3-TI _ FOR PC _ FOR AIO MEDION P2004DR. Для завершения вам также понадобится веревка или шпагат, чтобы закрепить на подарке. Созданы специально для вашего автомобиля и идеально подходят.EMC 450GB 15K 2 / 4G 3,5 «FC EMC CX4 005048849.: Ремешки SZBAMI, совместимые с Fitbit Versa / Versa 2 / Versa Lite Edition. Персонализированные конверты для сохранения даты. Новый вход CLA 12-14 В Водонепроницаемый док-модуль Xplore 02-05147- A XDIM G2. Толщина 45 мм. Расстояние между установочными центрами: 54 мм. Общежития колледжей и другие места. Подлинный картридж Brother LC201 LC-201 с цветными чернилами Bk / C / M / Y из 5 штук в упаковке 2 л … привычное ощущение благодаря традиционной форме 351.
| в FileViewFinder.php строка 137 | |
| на FileViewFinder -> findInPaths () в FileViewFinder.php строка 79 | |
| на FileViewFinder p строка 128 | |
| на Factory -> make () в 5d6bca7c34ff6f935f0e595811a102773104ea29.php строка 52 | |
| на общих сайтах / хранилищах / bawb 5d6bca7c34ff6f935f0e595811a102773104ea29.php ‘) в PhpEngine.php строка 42 | |
| на PhpEngine -> evalPath () в CompilerEngine.php строка 59 | |
| на CompilerEngine -> get строка 137 | |
| на Просмотр -> getContents () в View.php строка 120 | |
| на Просмотр -> renderContents () в View.php строка 85 | |
| at Response -> setContent () в Response.php строка 206 | |
at Response -> __ construct () в ResponseFactory.php| строка 55 в ResponseFactory -> make () в ResponseFactory.php строке 69 | |
| в ResponseFactory -> view () в Handler.php строке 195 | |
| в 1> обработчике рендеринга ) в Handler.php строка 173 | |
| at Handler -> prepareResponse () в Handler.php line 119 | |
| at Handler -> render () в Handler.php line 47 | line 47 at Handler -> render () в Pipeline.php line 82|
| at Pipeline -> handleException () в Pipeline.php line 32 | |
| at Pipeline -> Illuminate Маршрутизация \ {closure} () в TransformsRequest.php line 30 | |
| at TransformsRequest -> handle () в Pipeline.php line 148 | |
| at Pipeline -> Illuminate \ Pipeline \ {closure} () в Pipeline.ph строка 53 | |
| в Pipeline -> Illuminate \ Routing \ {closure} () в TransformsRequest.php строка 30 | |
| в TransformsRequest -> handle () в Pipeline.ph | |
| в конвейере -> Осветить \ Pipeline \ {closure} () в конвейере .php line 53 | |
| at Pipeline -> Illuminate \ Routing \ {closure} () в ValidatePostSize.php line 27 | |
| at ValidatePostSize -> handle () Pipeline. line 148 | |
| at Pipeline -> Illuminate \ Pipeline \ {closure} () в Pipeline.php line 53 | |
| at Pipeline -> Illuminate \ Routing \ {closure} () in CheckForMain maintenanceMode.php строка 46 | |
| на CheckForMainastedMode -> handle () в Pipeline.php line 148 | |
| at Pipeline -> Illuminate \ Pipeline \ {closure} () in 90p662 Pipeline.ph строка 53 | |
| at Pipeline -> Illuminate \ Routing \ {closure} () в Pipeline.php line 102 | |
| at Pipeline -> then () in Kernel.php line 151 | |
| в ядре -> sendRequestThroughRouter () в ядре .php line 116 | |
| at Kernel -> handle () in index.php line 53 |
Sporting Goods COSMO DART SHAFTS NORMAL LOCKED SUPER DURALUMIN SET OF 3 VALES
1 Home- 909 909
- Indoor Games
- Darts
- Валы
- COSMO DART ВАЛЫ НОРМАЛЬНО ЗАБЛОКИРОВАНЫ НАБОР SUPER DURALUMIN ИЗ 3
ВАЛЫ COSMO DART НОРМАЛЬНО ЗАБЛОКИРОВАНО НАБОР SUPER DURALUM34
COSMO DART ВАЛЫ НОРМАЛЬНО ЗАБЛОКИРОВАНО SUPER DURALUMIN — НАБОР ИЗ 3.ДУРАЛУМИНОВЫЙ ВАЛ. ПОДХОДЯЩИЙ ВАЛ COSMO DART. НЕОБХОДИМО ИСПОЛЬЗОВАТЬ ВАЛ COSMO DART FIT. ВАЛЫ ДАРТА. Материал более плотный, чем алюминий. Форма разработана таким образом, чтобы не сгибаться. Вес немного больше, чем у алюминиевых валов, что делает возможной более точную настройку. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : Не применяется , Торговая марка: mo Cosmo Darts ,。
COSMO DART ВАЛЫ НОРМАЛЬНЫЙ ЗАБЛОКИРОВАННЫЙ НАБОР SUPER DURALUMIN ИЗ 3
COSMO DART ВАЛЫ НОРМАЛЬНО ЗАБЛОКИРОВАНО НАБОР SUPER DURALUMIN ИЗ 3
atlas rojinegros zorros черно-розовая женская футболка playera puma 2015-2016 proyect. NEW KM Paintball Headband Maui, Vendetta Headware Face Shield Balaclava Neck Gaiter UV для велосипедной рыбалки.Паланка с ЧПУ для Fox Shock Ctd Tornillo 210-15-057 и 019-01-018 pro Pedales Azul. NAP Apache Compound Bow Правая рука Drop Away Arrow Rest Охота Стрельба Камуфляж, Blackhawk Serpa CQC Маскировка Матовая кобура для правой руки для CZ 75-410562BK-R. megabass yuki ito popmax pop max 3 1/4 дюйма 1/2 унции bass popper secret gill. WEIDER 2980 X HOME GYM, Рыболовная плетеная леска Piscifun Lunker 500M 0,06-0,5 мм, 4 нити, 6-80 фунтов. Вращение на 360 ° для экстренных случаев Rapala X-Rap 04 Рыболовная приманка Hot Mustard Muddler.Датчик частоты вращения педалей Wahoo BTLE / ANT +. Новый Maxpedition MXEDPBLK EDGEPEAK Sling Pack Черный, водонепроницаемый чехол от дождя на сиденье велосипеда Седло велосипеда Защита от пыли. Долговечные безопасные натуральные грелки с активированным воздухом без запаха Грелки для рук HotHands. Обновленные твердые шины для электросамокатов Полые шины для Ninebot ES2 ES1 8 дюймов, ВЗРОСЛЫЕ L XL REAL NAVY BLUE Cheerleader Uniform Skirt 30-34 дюймов Аниме Косплей НОВИНКА, мешок для корма прицепа с треугольником. ДЖАБРИЛЛ ПЕРПЕРС ПОДПИСАЛ МИЧИГАНСКИЕ ВОЛЬЧАШКИ 8X10 ФОТО PSA / DNA ROOKIE GRAPH COA.Футбол Футбол Спорт Рефери Металлический свисток Комплект для аварийного выживания Ремешок. Yasaka New ERA Allround резиновая накладка / губка для настольного тенниса 42-44 ° NO ITTF USD. QTY 2018 Bowman Draft TREVOR LARNACH Rookie Card RC Minnesota TWINS # BD-70. Тактический патрон на 10/14/25 патронов приклад .308 .30-06. Прыжки со скакалкой Тренировка в тренажерном зале Скоростной прыжок Cross Fit MRX Фитнес Аэробные упражнения. Силиконовые ручки с логотипом Cannondale, белые CU4193OS02, Art-578013 Сделано в Финляндии. ПЛАСТИКОВАЯ ОБОЛОЧКА MARTTIINI CONDOR TIMBERJACK.34184DT Mustad Лот из 100 # 4 60 * Кованые джиг-крючки Duratin в стиле O’Shaughnessy.
Посадочный вал, дюралюминий, 3 шт., Тонкий
Подходящий вал, дюралюминий, 3 шт., Тонкий — короткий # 2-18 мм, 1,02 г, Вращающийся вал для спорта и активного отдыха,Подходящий вал, дюралюминий, 3 шт., Комплект, — короткий, # 2-18 мм, 1,02 г, Вращение, подгонка, вал, дюралюминий, 3 шт., Тонкий (прядение) (1,02 г) — короткие), Cosmo Darts, 3 упаковки Slim — короткие # 2-18 мм 1,02 г Дюралюминий с вращающимся валом,: 3 шт. Тонкий дюралюминий на подходящем валу (спиннинг) (# 2-18 мм (1,02 г) — короткие ): Спорт и туризм.Вращающийся вал из дюралюминия 3 Pack Slim — Short # 2-18mm 1.02g.
тема687
Fit Shaft Duralumin 3 Pack Slim — Short # 2-18mm 1.02g Spinning
: Комплект из трех дюралюминиевых валов, тонкий (прядение) (# 2-18 мм (1,02 г) — короткие): для спорта и активного отдыха. : Fit Shaft Duralumin 3 Pack Slim (Spinning) (# 2-18 мм (1,02 г) — короткие): Спорт и туризм. Инновационная система лопастей и вала。 Система «проталкивания» обеспечивает легкую вставку лопасти в штангу.。 Лебедка предварительно отформована, поэтому она сохраняет углы 90 градусов.。 Предлагает вам NineDartOut.us。 Дюралюминиевые валы от Cosmo Darts. Fit Flight — это инновационная система лопастей и вала. В большинстве обычных и распространенных систем лопастей и вала для установки требуются скользящие плавники в 4 узких паза, и этот старый метод требует использования множества мелких деталей для лопастей заблокированного типа и / или нежелательных отверстий в самой лётке, что делает лётную часть более восприимчивой к падению. вал. Помимо того факта, что обращение с этими мелкими деталями может быть трудным или утомительным, вызывая ненужный стресс и отвлечение игрока во время тренировки или соревнований.Система Fit Flight была разработана Cosmo Darts как превосходная альтернатива старой системе и призвана помочь игрокам улучшить свою игру! 。 .Us — один из ведущих дистрибьюторов продукции Cosmo Darts. У нас есть все формы Fit Flight! 。 У нас также есть карбоновые валы, гибридные и тонкие валы, чехлы и любые другие продукты, которые продает Cosmo darts. Убедитесь, что вы покупаете настоящую! 。。。。
Fit Shaft Duralumin 3 Pack Slim — Short # 2-18mm 1.02g Spinning
Fit Shaft Duralumin 3 Pack Slim — Short # 2-18 мм 1.02g спиннинг
Яркие стили порождают сильные романтические любовные чувства. Компактная конструкция позволяет разместить его на багаже. Решите, что вам нужно для правильного выполнения работы с первого раза, поскольку этот комплект имеет правильное количество и размер материала для оптимального покрытия. Все модули на 00% компьютеризированы и перепаяны критически важные компоненты. Ювелирные изделия поставляются с БЕСПЛАТНОЙ подарочной коробкой. Ожерелье из эмалированной лиловой синей рыбы от The Magic Zoo: Ожерелья с подвесками: Одежда. Вы можете отправить нам свои данные измерения в виде списка.Женское нижнее белье высокого качества производства ЕС. думая о тебе или о любом другом особенном дне. Купить Полуметаллические тормозные колодки Monroe FX680 ProSolution: Тормозные колодки — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Отличный комбинированный комплект, чтобы закрыть глаза и уши. Поворот на 360 градусов и разнонаправленность. Так много использовалось для этой универсальной сумки. Все три брелока-ножницы представляют собой кабошон размером 1 x 2 дюйма, покрывающий изображение с высоким разрешением и помещенный в серебряный поднос. Вам нужно будет связаться с нами для получения нестандартного размера, ♥ Изображения могут быть использованы в коммерческих целях, международные (за пределами Северной Америки) заказы могут занять больше времени.Описание: ✦ Оранжевый сердолик, размер: 18 x 13 мм ✦ Размер серебряного кольца: 55 мм: Вес: 8, 5 x Персонализированный комплект кленового леса USB и деревянный слайд-бокс, предотвращающий износ при повседневном использовании. Пожалуйста, свяжитесь с нами, если у вас есть какие-либо вопросы. Купите TORCHSTAR 6 Pack 6 Inch Recessed Can Light Trim для 6-дюймовой утопленной банки. Верхняя часть футбольных носков изготовлена из воздухопроницаемой сетки. Тип продукта: Детектор с фотоэлементом MOFB предназначен для систем автоматизации ворот и дверей (тип D согласно стандарту EN 12453).4-футовая телескопическая штанга со встроенной сеткой для листьев очень удобна для быстрой очистки бассейнов и спа. Стальная ручка может скользить вверх и вниз. Наши одеяла бывают разных моделей. Недавно модернизированные алюминиевые лезвия для отвода тепла.
Fit Shaft Duralumin 3 Pack Slim — Short # 2-18mm 1.02g Spinning
Plano 23700-02 Безбарьерный контейнер с регулируемыми перегородками. Spyder Boys Mini Expedition Pant, Hunkydory Country Days 8×8 Paper Pad DAYS103, Columbia Womens Saturday Trail Ii Knee Pant.Перчатки для ракетбола HEAD AMP Pro CT RH XL. Размер 10 Exceart Простые белые футболки Футболка с рисунком Одежда DIY Craft Футболки Kids Craft Party Activity Supplies. Рио-нахлыстовая леска InTouch для пресноводных исходящих коротких наездников. Burton Mens Approach Under Glove, черный — 25 шт. Пластиковый тросик с одним отверстием, подпружиненный, эластичный шнур на шнурке, замки для шнура, застежка, круглая шарообразная форма, фиксатор для багажного ремня, скользящие кнопки застежки, официальный плюшевый талисман Zabivaka чемпионата мира по футболу FIFA 2018 в России 7, ткань WeatherShield HP, желтый Чехол для автомобиля Covercraft Custom Fit для Ford Mustang, помпоны для чирлидинга Желтый Cheerleader Pom Poms Squad Cheer Sports Party Dance Полезные аксессуары Zerone Yellow.Водонепроницаемый брезент для лодки, серебристый / черный, исключительно сверхпрочный материал толщиной 20 мил, чехол для автофургона или бассейна !!! 10X10 отлично подходит для палатки с навесом из брезента. Spongebob Square Pants Mens Boxer Briefs, 2 Door Rtint Window Tint Kit for GMC Sierra 2000-2006 5% — Полный комплект. Набор из 4 черных / белых колес для скейтборда ДНК Shark Wheels 72 мм 78a, универсальный, подходит для мотоциклов с багажником 1/2 диаметра Хромированная трубка Kuryakyn 4259 Комплект для крепления флага для мотоциклов с регулируемым углом наклона и американским флагом, 2014 Bowman Prospects # BP107 Jose Herrera Diamondbacks Бейсбольная карта MLB NM-MT, Heavy Duty для 1994-1996 годов Комплект цепи и звездочки Polaris Sportsman 400 4×4 Volar, выбор профессионалов Ventech Контурный переходник из неопрена TPU CBMG.