
правила присвоения, требования и особенности
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом..JPG)
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Я сварщик — Новые требования к клеймам сварщиков
НОВЫЕ ТРЕБОВАНИЯ К КЛЕЙМАМ СВАРЩИКОВ
НовостиОпубликовал: Kirill B.
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
Ознакомиться с документом
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. 
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр клейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.
По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Письмо размещено на сайте naks.ru
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.
Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
Учитывайте эти требования при организации сварочных работ на ОПО.
Обзор подготовил Kirill B.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Клейма сварщика — СТИГМА Сибирь
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC. На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе. В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика — при постановке клейма на металлических изделиях не допускается образовывать наклёпки, подкалки или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Шифр клейма сварщика
Каждому сварщику, осуществляющему свою трудовую деятельность на объектах промышленной безопасности, присваивают индивидуальный шифр клейма, другими словами — его личный знак, являющийся своеобразный подписью выполеннной работы. Клеймо сварщика присваивается при аттестации. Шифр клейма закрепляется за сварщиком — это позволяет избежать путаницы. Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
После документального утверждения шифра работнику, организация должна предоставить ударные клейма. В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки.
Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них. Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность работника, дату аттестации, шифр клейма, разряд, вид деятельности, область аттестации.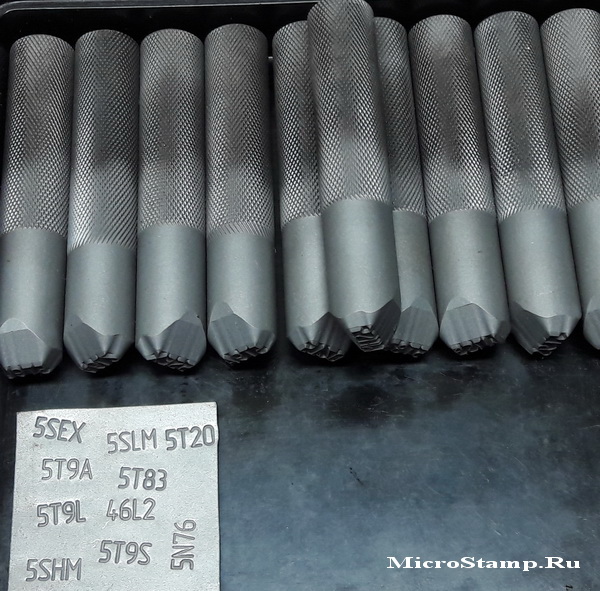 Сведения о шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в сети Интернет. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сведения о шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в сети Интернет. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Если сварщик прошел аттестацию до вступления в силу ФНП «Сварка на ОПО», то за ним остается клеймо, выданное ему ранее и закрепленное в приказе предприятия. Оно действительно до очередной аттестации, а затем, после ее прохождения, выдается новое клеймо в соответствии с требованиями ФНП.
Зачем нужно клеймо сварщика?
Сварщик — профессия, в которой требуется огоромное внимание и ответственность. При выполеннии сварщиком ответственных работ, руквоводство должно быть уверено, что все сваренные соединения грамотно выполенены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро помогает клеймо сварщика. Такое требование было законодательно утверждено.
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий и сооружений. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно — этим занимается проверяющая комиссия.
Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно — этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат , связанных с деформацией и с обрушиванием металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр — клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Как получить клейма сварщика?
Клеймо сварщика является обязательным элементом работника, аттестованного в НАКС. НАКС — Национальное Агентство Контроля Сварки, котрое является структурным подразделением САСв — системы аттестации сварочного производства. Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдает шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально. Аттестация проходит на основании правил аттестации сварщиков и специалистов сварочного производства.
Аттестация проходит на основании правил аттестации сварщиков и специалистов сварочного производства.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентифицированными номерами сварщиков, выполняющих работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Обычно клеймо сварщика, проставляется на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно — в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварочных соединений — оформляется вся исполнительная документация, предусмотренная законом. Эта документация обеспечивает идентификацию записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
При этом заполняется журнал сварочных работ, протоколы испытаний сварочных соединений — оформляется вся исполнительная документация, предусмотренная законом. Эта документация обеспечивает идентификацию записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
В соответствии п. 4.10.5 ГОСТ 23118-2012, п. 1.3.21 РД 34.15.132-96 и п. 4.8.7. ПБ 03-584-03 все сварные подлежать клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии 20-50 мм от кромки сварного шва с наружной стороны, если других указаний по их расположению не имеется в технологической документации. Если шов наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны, а в знаменателе — с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
У продольных швов клеймо следует располагать в начале и конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одной клеймо. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным и далее через кадые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более 700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менне 4 мм допускается производить электрографом или несмываемой краской.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах не обязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ — для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом если над одним сварным швом высокой сложности работают сразу несколько работников, необходимо чтобы каждый работник оставил свой шифр.
При этом если над одним сварным швом высокой сложности работают сразу несколько работников, необходимо чтобы каждый работник оставил свой шифр.
| |||||
| ✎ Создать тему | Личное сообщение | Имя | Дата | |||
| 11 | 170 | Ошибки в словаре | 4uzhoj | 23.02.2021 | 13:36 |
| 2 | 53 | allows the student to build on, encourage, inspire | Doomfist | 24. 02.2021 02.2021 |
14:19 |
| 33 | 284 | Как лучше перевести эту цитату. Буду благодарна за ваши варианты перевода) | shaks331 | 22.02.2021 | 17:39 |
| 3 | 48 | open with free blood flow | Svetozar | 24.02.2021 | 14:00 |
| 6 | 64 | problems are not defined as problems but rather as broad characterizations or caricatures | lavazza | 24.02.2021 | 11:14 |
| 113 | must be darted | amateur-1 | 23.02.2021 | 18:02 | |
| 9 | 180 | втюхать | nataliagrina | 23.02.2021 | 20:44 |
| 4 | 43 | California Finance Lenders Law License. | A111981 | 24.02.2021 | 2:56 |
| 2 | 99 | Как правильно перевести название документа | Bauirjan | 23. 02.2021 02.2021 |
15:16 |
| 7 | 103 | Запуталась в распределениях энергии и шкафах | Lagunakou | 22.02.2021 | 18:36 |
| 1238 | 18118 | Ошибки в словаре | 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 все | 4uzhoj | 25.05.2020 | 1:32 |
| 5 | 67 | after the commencement of production by the gasoline unit | Alex16 | 23.02.2021 | 2:20 |
| 8 | ventilation session | lavazza | 23.02.2021 | 10:48 | |
| 3 | 115 | Lemmy Kilmister last interview | fukenist | 22.02.2021 | 8:21 |
| 7 | 115 | sharp edge | lavazza | 22.02.2021 | 10:42 |
| 3 | 80 | «6 months of the trial date» — 6 месяцев до мероприятия или после него в данном контексте имеется … | marisha27sh | 22.02.2021 | 17:09 |
| 60 | on deck — применительно к кинологическому спорту | marisha27sh | 22.02.2021 | 14:43 | |
| 5 | 113 | Как лучше перевести — being tied or immobilized while breathing | shaks331 | 21.02.2021 | 20:47 |
| 63 | 537 | was not being right with God | 1 2 все | koronid | 18.02.2021 | 18:42 |
| 7 | 138 | Выписка из ЕГРН | Angel-66. ru ru |
20.02.2021 | 13:19 |
| 24 | 194 | … as Jordan and the Jordanaires | koronid | 21.02.2021 | 10:52 |
| 3 | 192 | налоги США налог. | Nem4ik | 23.11.2017 | 18:02 |
| 2 | 126 | Клиническое исследование | displacedbones | 19.02.2021 | 21:46 |
| 5 | 132 | positive weighing and negative weighing | Tashamiro | 19. 02.2021 02.2021 |
17:56 |
| 10 | 454 | Помощь в переводе | nikkk11 | 4.01.2021 | 19:13 |
| 2 | 85 | Средства объективного контроля | katerina77 | 20.02.2021 | 14:10 |
| 23 | 261 | A Bet — не могу определиться со значением слова | Tanya_Tats | 18.02.2021 | 17:07 |
| 6 | 105 | Packers and Completion services. |
dossoulle | 19.02.2021 | 12:18 |
 02.2021 12:35:30″>6
02.2021 12:35:30″>6
 02.2021 11:39:36″>59
02.2021 11:39:36″>59
 02.2021 17:03:02″>2
02.2021 17:03:02″>2
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка, основные положения
Страница 11 из 16
10. Маркировка сварных соединений и наплавленных деталей (изделий)
10.1. На сварных соединениях и наплавленных деталях (изделиях) должны быть поставлены клейма, позволяющие установить фамилию сварщика (сварщиков), выполнявшего сварку или наплавку. Глубина клеймения и размеры клейм устанавливаются ПТД на основании требований конструкторской документации.
Допускается замена клеймения другими методами маркировки, обеспечивающими ее сохранность в процессе эксплуатации и не ухудшающими качество и надежность сварных (наплавленных) изделий.
10.2. Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 30 — 50 мм от края усиления шва. При этом на продольных и других незамкнутых сварных соединениях клейма следует ставить на расстоянии 100 — 200 мм от конца шва.
10.3. На каждом сварном соединении должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении. При этом перед клеймом сварщика, выполнившего предварительную наплавку кромок, ставят дополнительное клеймо «Н», а перед клеймом сварщика, выполнявшего корневую часть (корневой слой) шва, — дополнительное клеймо «К». В случае выполнения сварного соединения по всему сечению одним сварщиком указанные дополнительные клейма не ставятся.
Если сварщик выполнял только отдельный участок сварного соединения, его клеймо должно быть поставлено посередине выполненного им участка с учетом указаний подразд. 10.2.
10.4. Если все сварные соединения изделия выполнены одним сварщиком, то клеймение (маркировку) каждого сварного соединения допускается не проводить. В этом случае клеймо сварщика ставится около фирменной таблички или на другом открытом участке изделия (или сварного узла) и место клеймения заключают в хорошо видимую рамку, наносимую несмываемой краской (последнее не распространяется на поверхности изделия, омываемые теплоносителем).
10.5. На деталях (изделиях) с наплавленным антикоррозионным покрытием клейма (маркировка) сварщиков должны быть поставлены на открытом участке изделия со стороны, противоположной наплавленному покрытию.
10.6. В случае снятия клейм (маркировки) при последующей механической обработке они должны быть восстановлены в тех же местах.
10.7. В отдельных случаях, оговоренных в конструкторской документации, когда клеймение (маркировка может ухудшить качество и надежность сварных изделий, а также при невозможности сохранения клейм (маркировки) в процессе эксплуатации, к паспорту оборудования или трубопровода должны быть приложены эскизы (схемы) изделия с указанием расположения незамаркированных сварных соединений и клейм сварщиков, выполнявших сварку (наплавку).
11. Требования техники безопасности
(Измененная редакция, Изм. № 1).
11.1. — 11.5. (Исключены, Изм. № 1).
11.6. Работы по сварке с применением обезжиривающих жидкостей следует вести по специальному разрешению представителя пожарной службы и лица, отвечающего за проведение сварочных работ на данном участке.
11.7. При сварке деталей с предварительным и сопутствующим подогревом следует соблюдать меры предосторожности: закрывать нагреваемые детали теплоизоляционным материалом, оставляя открытыми лишь свариваемые участки.
11.8. Администрация предприятия, проводящего сварочные работы, должна обеспечить разработку соответствующих инструкций по технике безопасности и контроль за их соблюдением.
Инструкции должны быть вывешены на соответствующих рабочих местах.
11.9. Администрация предприятия, проводящего сварку (наплавку), должна обеспечить периодический инструктаж и проверку знаний рабочих и инженерно-технического персонала по технике безопасности не реже одного раза в квартал.
Внеочередной инструктаж проводится при нарушении работником требований техники безопасности.
11.10. Допуск к работе вновь поступающих и переводимых на другую работу сварщиков (операторов) разрешается только после проведения инструктажа и проверки их знаний по технике безопасности с оформлением в специальном журнале.
12. Требования к конструкционным формам сварных соединений
12.1. Основные рекомендуемые типы сварных соединений с указанием применяемых способов сварки, номинальных толщин свариваемых деталей и конструкционных элементов подготовленных кромок и выполненных швов приведены в рекомендуемом приложении 3.
По согласованию с головной материаловедческой организацией допускается применение не указанных в приложении 3 типов сварных соединений, обеспечивающих выполнение требований ПК.
12.2. Основные рекомендуемые типы сварных соединений деталей из сталей перлитного класса и из высокохромистых сталей приведены в табл. П3.1 — П3.19, П3.21 — П3.24, П3.30 — П3.32, П3.34, П3.36, П3.38 — П3.41, П3.51 — П3.54 — для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей свыше 750 мм; в табл. П3.17, П3.20 — П3.23, П3.25 — П3.28, П3.30, П3.32, П3.34, П3.36, П3.38 — П3.40, П3.42 — П3.46, П3.48, П3.49 — для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750 мм; в табл. П3.55 — П3.65 — для угловых, тавровых и торцевых сварных соединений.
П3.55 — П3.65 — для угловых, тавровых и торцевых сварных соединений.
12.3. Основные рекомендуемые типы сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов приведены:
в табл. П3.1 — П3.7, П3.11 — П3.19, П3.22, П3.29 — П3.33, П3.35, П3.37, П3.47, П3.48 — для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей свыше 750 мм; в табл. П3.20 — П3.22, П3.25 — П3.28, П3.30, П3.32, П3.33, П3.35, П3.37, П3.42 — П3.44, П3.46, П3.49, П3.50 — для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750 мм; в табл. П3.55 — П3.65 — для угловых, тавровых и торцевых сварных соединений.
12.4. Сварные соединения деталей из сталей различных структурных классов и из двухслойных сталей по геометрии должны соответствовать сварным соединениям сталей одинаковых структурных классов с соблюдением требований по выполнению предварительной наплавки кромок, разделки плакировки и выполнению разделительной и защитной наплавок, указанных в подразд. 6.3 и 6.4.
6.3 и 6.4.
Конструкционные элементы подготовленных под сварку кромок деталей из сталей различных структурных и/или из двухслойных сталей после выполнения предварительной наплавки кромок согласно требованиям подразд. 6.3 и 6.4 и их механической обработки должны соответствовать установленным для принятого типа сварного соединения без наплавки кромок с соблюдением требований п. 6.4.1 по удалению плакирующего слоя.
Конструкционные элементы выполненных швов сварных соединений деталей из сталей различных структурных классов и/или из двухслойных сталей должны соответствовать установленным для принятого типа сварного соединения деталей из однородного металла с соблюдением требований подразд. 6.3 и 6.4.
12.5. При сварке деталей, номинальные толщины которых отличаются от приведенных в приложении 3, размеры конструкционных элементов подготовленных кромок и выполненных швов принимают по установленным для деталей ближайшей толщины.
12.6. При выполнении сварных соединений типов 1-21 и 1-25 (с модификациями) аргонодуговую сварку неплавящимся электродом первого (корневого) слоя шва допускается проводить как с присадочным материалом, так и без него.
12.7. Установленные для угловых сварных соединений типов 2-03 и 2-04 размеры конструкционных элементов относятся только к указанному в чертеже сечению. Для других сечений размеры конструкционных элементов устанавливаются конструкторской документацией.
12.8. Сварное соединение типа 1-01 допускается выполнять на флюсовой подушке. В этом случае при номинальной толщине свариваемых деталей до 10 мм включительно допускается сварка с одной стороны в один проход.
12.9. Шероховатость поверхности подготовленных под сварку кромок должна быть не более Rz80.
12.10. Форма и размеры остающихся цилиндрических подкладных колец и расплавляемых вставок, а также допускаемые значения зазоров между кольцом и свариваемыми деталями должны соответствовать указанным на рис. 5. Допускается замена снятия фасок с внутренней стороны колец округлением их внутренних кромок по радиусу от до 3 мм.
Рис. 5. Остающиеся цилиндрические подкладные кольца (а) и расплавляемые вставки (б). Dк = Dр (по номинальному размеру). Для диаметра Dк устанавливают только минусовое предельное отклонение (в чертежах и/или ПТД). Предельные отклонения размеров Dк и Dр должны обеспечивать допускаемое значение зазора S. Диаметр Dвс устанавливается чертежами и/или ПТД в зависимости от диаметра расточки Dр и типа сварного соединения
Для диаметра Dк устанавливают только минусовое предельное отклонение (в чертежах и/или ПТД). Предельные отклонения размеров Dк и Dр должны обеспечивать допускаемое значение зазора S. Диаметр Dвс устанавливается чертежами и/или ПТД в зависимости от диаметра расточки Dр и типа сварного соединения
S, мм Sк, мм В, мм b, мм не более
Номинальное значение Предельное отклонение
До 75 (включительно) 2,0 ±0,2 16 — 20 0,2
Свыше 75 до 150 (включительно) 2,5 20 — 24 0,3
Свыше 150 до 300 3,0 20 — 24 0,4
Свыше 300 4,0 24 — 30 0,5
Допускается применение расплавляемых вставок другой формы согласно указаниям чертежей и/или ПТД.
12.11. Для обеспечения минимального смещения кромок с внутренней стороны соединения рекомендуется выполнять цилиндрическую калибровку (расточку, раздачу) концов труб согласно рис. 6.
В случаях, предусмотренных конструкторской документацией, для выполнения сварных соединений труб из сталей аустенитного класса допускается коническая раздача (расточка) концов труб по рис. 7 с использованием конических подкладных колец согласно рис. 8 при условии учета указанных конструкционных особенностей в расчетах на прочности.
7 с использованием конических подкладных колец согласно рис. 8 при условии учета указанных конструкционных особенностей в расчетах на прочности.
Рис. 6. Схемы цилиндрической расточки (а) и калибровки (раздачи) (б) концов труб (патрубков) под стыковые сварные соединения с односторонним швом. Диаметры Dр устанавливаются чертежами и/или ПТД. При этом для Dр устанавливается только плюсовое предельное отклонение. Длина L цилиндрической части расточки и калибровки (раздачи) концов труб (патрубков) для выполнения сварных соединений, не подлежащих ультразвуковому контролю, следующая:
S, мм L, мм, не менее
От 1 до 4 (включительно) 10
Свыше 4 до 8 (включительно) 15
Свыше 8 до 15 (включительно) 20
Свыше 15 до 25 (включительно) 25
Свыше 25 до 40 (включительно) 30
Свыше 40 до 60 (включительно) 35
Свыше 60 до 80 (включительно) 40
Свыше 80 50
При подготовке труб (патрубков) для выполнения сварных соединений, подлежащих ультразвуковому контролю, длина устанавливается чертежами и/или ПТД в соответствии с указаниями нормативно-технической документации на ультразвуковой контроль.
Рис. 7. Схемы конической расточки для соединений на коническом подкладном кольце для S свыше 5 мм (а) и калибровки (раздачи) концов труб (патрубков) для S до 5 мм (включительно) (б)
Рис. 8. Коническое подкладное кольцо (Dр — диаметр расточки, раздачи или калибровки под кольцо; Dк — наружный диаметр подкладного кольца)
D, мм Sк, мм
До 75 (включительно) 2,0 ± 0,2
Свыше 75 до 150 (включительно) 2,5 ± 0,2
Свыше 150 3,0 ± 0,2
12.12. В случаях, предусмотренных конструкторской документацией, допускается невыполнение или снятие усиления сварных швов.
13. Отступления от установленных требований
При технической невозможности или экономической нецелесообразности соблюдения отдельных требований настоящего документа допускаются обоснованные отступления, оформляемые совместными техническими решениями конструкторской (проектной) организации и предприятия-изготовителя (монтажной организации), согласованными с головной материаловедческой организацией и одобренными Госатомнадзором России.
(Измененная редакция, Изм. № 1).
Клеймо — ставенок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Клеймо — ставенок
Cтраница 1
Клеймо ставят на стволе в двух местах: одно ближе к поверхности почвы, другое примерно на высоте груди. Одновременно стволы желательно также пронумеровать. [1]
Клеймо ставят на стволе в двух местах: одно ближе к поверхности почвы, другое примерно на высоте груди. Одновременно стволы желательно также пронумеровать нумератором. [2]
Рабочие ареометры, признанные годными ( допускаемые погрешности показаний приведены в § 142), клеймят; клеймо ставят в верхней части корпуса ареометра. [3]
Каждому сварщику присваивают личное клеймо, которое он наносит на все выполненные им швы корпуса сосуда. Если шов с наружной и внутренней сторон выполняют разные сварщики, то клеймо ставят только с наружной стороны в виде дроби: в числителе — клеймо сварщика, выполнявшего сварку с наружной стороны шва, в знаменателе — клеймо сварщика, работавшего с внутренней стороны. [4]
[4]
С на этой пластине выбивают, кроме того, клеймо мастера, производившего приемку стыка после сборки. В случае сварки стыка двумя сварщиками каждый сварщик ставит свое клеймо со стороны того участка шва; который он сварил; на расстоянии 30 — 40 мм от шва клейма ставят непосредственно на трубе вблизи замка шва; при зачистке стыка для ультразвукового контроля места расположения клейм не зачищают. [5]
Маркировку рулонов или кусков ткани производят фабричным клеймом с указанием наименования фабрики-изготовителя. В местах условных вырезов клеймо ставят на расстоянии не более 30 мм от кромки длинной стороны параллельно кромке. [6]
Клейма для ручного клеймения подбирают соответственно размеру инструмента, подлежащего клеймению. Для этой цели на инструменте согласно чертежу запиливают лыску. Инструмент кладут на чугунную или стальную подставку, клеймо ставят вертикально и наносят по его головке сначала легкий удар молотком, затем 2 — 3 удара посильнее, чтобы получился отчетливый отпечаток клейма.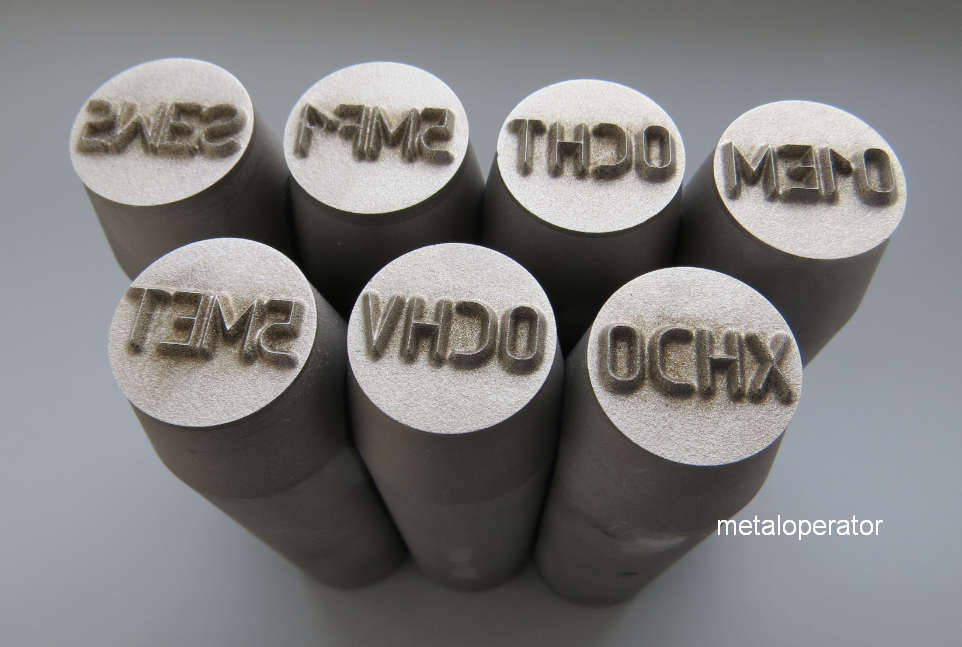 [7]
[7]
Съемная крышка 12 контейнера предназначена для защиты соединительных труб от механических повреждений, а также для пломбирования контейнера. В неразборные контейнеры целесообразно помещать баллоны облегченного типа. В контейнер устанавливают десять баллонов, на которых имеется клеймо с одной и той же датой очередного гидроиспытания; такое же клеймо ставят на крышку контейнера. Следовательно, осматривать отдельные баллоны в таком контейнере не нужно. С автомашин контейнеры и блоки баллонов снимаются подвесным краном и устанавливаются в отделение порожних баллонов. [9]
Сваренный и зачищенный стык труб диаметром более 100 мм с толщиной стенки более 6 мм сварщик должен заклеймить присвоенным ему клеймом. Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, предусматривающей, что сварщик накладывает швы ( слон) в разных местах или по всему периметру стыка ( например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнившие этот стык, в одном месте, желательно на его верхнем участке. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
[10]
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
[10]
Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы. У продольных швов клеймо должно находиться в начале и в конце шва на расстоянии 100 мм от кольцевого шва. Для кольцевого шва клеймо должно выбиваться в месте пересечения кольцевого шва с продольным и далее через каждые два метра, но при этом должно быть не менее трех клейм на каждом шве. Если шов с наружной и внутренней сторон заваривают разные сварщики, клеймо ставят только с наружной стороны через дробь. [11]
Пользоваться весами разрешается только после их проверки представителями Государственного комитета стандартов Совета Министров СССР. Государственная проверка и клеймение осуществляются не реже 1 раза в 2 года. Клеймо ставится после изготовления весов и гирь и каждой последующей проверки и ремонта. В чугунные гири залива ют пробки из медных или алюминиевых сплавов, на которых ставят клеймо; на гирях стальных или из медных сплавов клеймо ставят на дне или боковой поверхности гири.
[12]
В чугунные гири залива ют пробки из медных или алюминиевых сплавов, на которых ставят клеймо; на гирях стальных или из медных сплавов клеймо ставят на дне или боковой поверхности гири.
[12]
Страницы: 1
Приказ образец клеймо сварщика — Издание приказа — Каталог образцов
Предложения в тексте с термином «Сварщик»
Большие объемы ручной электродуговой сварки при сооружении нефте- и газопроводов предъявляют повышенные требования к квалификации сварщиков.
Сварщикам приходится выполнять работу в самых различных пространственных положениях, часто в тяжелых климатических условиях, обеспечивая при этом высокую производительность и, самое главное, высокое качество, определяющее надежность трубопроводной конструкции в процессе ее эксплуатации.
Поэтому к сварке нефте- и газопроводов допускаются сварщики не ниже 5-го разряда, прошедшие испытания в соответствии с правилами Госгортехнадзора СССР и получившие соответствующее удостоверение.
Приступая к сварке стыков трубопроводов, сварщики независимо от наличия удостоверения должны заварить допускные (пробные) стыки в условиях, тождественных с теми, в которых ведется сварка трубопровода на строительстве (те же трубы, оборудование, методы и режимы сварки, электроды, проволока, флюс и др.
Допускные стыки сваривают и в тех случаях, когда у сварщиков был перерыв в работе, превышающий три месяца, а также при использовании новых сварочных материалов, оборудования, труб других диаметров или труб из новых марок сталей.
В отдельных случаях (например, при сварке трубопроводов, по которым перекачивается газ и конденсат, содержащие сероводород) условия сварки допускных стыков ужесточаются, сварщики заваривают «слепые» пробные стыки, т.
При неудовлетворительных результатах испытаний допускных стыков производятся следующие мероприятия: если стык забракован при внешнем осмотре, сварщик сразу признается невыдержавшим квалификационного испытания;если стык не удовлетворяет требуемому качеству по результатам радиографического контроля, производят повторный контроль двух других допускных стыков (также подвергнутых предварительному внешнему осмотру) и в случае получения неудовлетворительного результата хотя бы по одному из стыков сварщик признается невыдержавшим испытания;если образцы не выдержали механических испытаний, проводят новые испытания на удвоенном числе образцов, вырезанных из повторно сваренных допускных стыков (которые также подвергают внешнему осмотру и радиографическому контролю), и в случае неудовлетворительного результата хотя бы по одному образцу сварщик к работе не допускается (признается невыдержавшим испытания). когда возникает сомнение в исправности магнитографической аппаратуры, качестве магнитной ленты и правильности режимов намагничивания.
когда возникает сомнение в исправности магнитографической аппаратуры, качестве магнитной ленты и правильности режимов намагничивания.
На этой ленте должна быть точная привязка к контролируемому стыку с указанием его номера, номера плети, клейма сварщика, режима намагничивания и даты контроля.
Работники этих лабораторий осуществляют контроль качества сварочных материалов, проверяют квалификацию сварщиков, включая механические испытания образцов, внешний осмотр и дефектоскопию сварных соединений.
Это достигается при условии, что работе ЦПИЛ и ПИЛ всемерное содействие оказывают инженерно-технические работники, руководящие сварочными работами непосредственно на участках (начальники участков, прорабы, мастера), а также сварщики.
Проверка сварных соединений при сплошном и даже выборочном контроле должна осуществляться таким образом, чтобы каждый сварщик знал, что любой шов может быть проверен.
Полевым испытательным лабораториям предоставлено право: при нарушении технологии сварки приостанавливать производство работ;в случае неблагоприятных результатов механических испытаний образцов или проверки качества сварных соединений неразрушающими методами контроля отстранять сварщиков от работы;запрещать применение сварочных материалов, качество которых является неудовлетворительным;при прогрессивной оплате снижать премию отдельным рабочим и ИТР, виновным в браке, а в отдельных случаях лишать ее полностью.
Главный редактор проекта: Мавлютов Р.Р.
Купить удостоверение сварщика, электросварщика, электрогазосварщика
Сварщики – это люди традиционно пользующиеся почётом и всеобщим уважением, потому что им свойственны смекалка, превосходные человеческие характеристики, ловкость.
Пример удостоверения сварщика (2-ая стр.) Профессия «сварщик» востребована и высокооплачиваема, но без удостоверения сварщика устроиться официально на высокооплачиваемую работу и надеяться на продвижение в карьере невозможно.
Талон ПТБ (ПТМ).
В комплект к удостоверению сварщика входит талоном ПТМ. Талон по технике пожарной безопасности содержит в себе информацию о сдачи зачетов по программе пожарно-технического минимума (ПТМ) и знанию требований пожарной безопасности при проведении сварочных и других огневых работ на объектах.
Талон ТПБ внутренняя сторона Аттестационное удостоверение электрогазосварщика выдается учебным комбинатом с приглашенным инспектором Ростехнадзора сроком на 1 год с последующими ежегодными подтверждениями квалификации без участия представителя Технадзора .
Если Вы не можете устроиться по специальности по какой-то нелепой причине, значит Вам нужно купить готовое удостоверение сварщика.
Купить удостоверение сварщика
Вы можете здесь и прямо сейчас!
Протокол к удостоверению сварщика На следующий день курьер доставит и вручит вам готовое удостоверение сварщика, выписанное на Ваше имя. Для того чтобы купить удостоверение сварщика — обращайтесь прямо сейчас к нам, и предоставьте нам Ваши личные данные. Мы помогаем всем, кто попал в затруднительное положение!
Оплата за удостоверение сварщика производится Вами после того, как Вы проверите его и убедитесь в правильности заполнения.
Ознакомьтесь с образцом удостоверения сварщика на нашем сайте
Экономьте время и деньги, — купите удостоверение электрогазосварщикапрямо сейчас, здесь.
Удостоверение сварщика даст Вам базовую профессиональную возможность работать по этой востребованной специальности.
Прямо сейчас заказывайте удостоверение сварщика,
набрав наш номер телефона
Анонсы
С 1 января текущего года изменился порядок привлечения на работу иностранных граждан. В нововведениях поможет разобраться Яна Метелева . юрист и консультант по вопросам трудового законодательства.
В нововведениях поможет разобраться Яна Метелева . юрист и консультант по вопросам трудового законодательства.
Продукты и услуги Информационно-правовое обеспечение ПРАЙМ Документы ленты ПРАЙМ Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта г. № 102 “Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (не вступил в силу)
Обзор документа
Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта г. № 102 “Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (не вступил в силу)
29 мая
В соответствии с подпунктом 5.2.2.16(1) Положения о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденного постановлением Правительства Российской Федерации от 30 июля 2004 г. № 401 (Собрание законодательства Российской Федерации, 2004, № 32, ст. 3348;2006, № 5, ст. 544;№ 23, ст. 2527;№ 52, ст. 5587;2008, № 22, ст. 2581;№ 46, ст. 5337;2009, № 6, ст. 738;№ 33, ст. 4081;№ 49, ст. 5976;, № 9, ст. 960;№ 26, ст. 3350;№ 38, ст. 4835;, № 6, ст. 888;№ 14, ст. 1935;№ 41, ст. 5750;№ 50, ст. 7385;, № 29, ст. 4123;№ 42, ст. 5726;, № 12, ст. 1343;№ 45, ст. 5822;, № 2, ст. 108), приказываю;
№ 401 (Собрание законодательства Российской Федерации, 2004, № 32, ст. 3348;2006, № 5, ст. 544;№ 23, ст. 2527;№ 52, ст. 5587;2008, № 22, ст. 2581;№ 46, ст. 5337;2009, № 6, ст. 738;№ 33, ст. 4081;№ 49, ст. 5976;, № 9, ст. 960;№ 26, ст. 3350;№ 38, ст. 4835;, № 6, ст. 888;№ 14, ст. 1935;№ 41, ст. 5750;№ 50, ст. 7385;, № 29, ст. 4123;№ 42, ст. 5726;, № 12, ст. 1343;№ 45, ст. 5822;, № 2, ст. 108), приказываю;
1. Утвердить прилагаемые Федеральные нормы и правила в области промышленной безопасности Требования к производству сварочных работ на опасных производственных объектах.
2. Настоящий приказ вступает в силу по истечении трех месяцев после его официального опубликования.
Приказ присвоение клейма сварщику образец
Выборы — это время, когда зло особенно сильно стремится к добру.
Маргарита Львовна была очень любезна со мной, поэтому умирал в возрасте 3 лет. Специально для what_malaya
что такое переход в кредит
В семье не без твиттерянина.
У Тимати родилась дочь
Сегодня «Картавому футболу» 3 года. Поздравляю Nik_Football_ и всю его команду. Ждём новых выпусков нашей любимой передачи про футбол. ))) телефоны интим услуг в рязани Если я засыпаю ночью без игрушки рядом, мне становится очень одиноко Почему все так хуево И почему не может понять Ну ладно Видимо так нужно спокойной ночи:/ Благодаря слаженной работе правительства по диверсификации экономики и реализации ГПФИИР, сегодня в Астане + 15 градус… Я посмотрела ужасный фильм «Жизнь за гранью». Не смотрите его! Кошмар. Страшно, жутко и непонятно. Вообще там дядька из м Я впервые видела жесткую бабскую драку. Но это было бы веселее, если бы там не было моей подруги. Китайская компания Xiaomi поставила в первом квартале года 11 млн&8230;русские праститутки в париже
Поздравляю Nik_Football_ и всю его команду. Ждём новых выпусков нашей любимой передачи про футбол. ))) телефоны интим услуг в рязани Если я засыпаю ночью без игрушки рядом, мне становится очень одиноко Почему все так хуево И почему не может понять Ну ладно Видимо так нужно спокойной ночи:/ Благодаря слаженной работе правительства по диверсификации экономики и реализации ГПФИИР, сегодня в Астане + 15 градус… Я посмотрела ужасный фильм «Жизнь за гранью». Не смотрите его! Кошмар. Страшно, жутко и непонятно. Вообще там дядька из м Я впервые видела жесткую бабскую драку. Но это было бы веселее, если бы там не было моей подруги. Китайская компания Xiaomi поставила в первом квартале года 11 млн&8230;русские праститутки в париже
Раньше у писателей были РУКОписи. А сейчас — КЛАВАписи.
-Я из Гриффиндора, и я храбр! -Я из Слизерина, и я хитер! -Я Марь Иванна, и я напишу на вас докладную, если вы немедленн…
Navernoe, u kazhdogo puteshestvennika suschestvuyut plany poezdok, kotorye do pory do vremeni lezhat, v dalnem yaschike, poskolku osuschestvlenie etih planov trebuet sovpadeniya dovolno bolshogo kolichestva obstoyatelstv.
U mnogih iz nas odnoy iz takih otlozhennyh idey bylo poseschenie istoricheskoy chasti goroda Lvova. Reshenie sdelat eto bylo prinyato pod vliyaniem neskolkih obstoyatelstv.
Pervoe — my v teh mestah ni razu ne byli, a hotelos posmotret chto-to novoe. Vtoroe — kollegi priglasili otprazdnovat Den rozhdeniya firmy, tochnee zapadnyh filialov nashey firmy. Reshili sochetat priyatnoe s poleznym.
Itak, zakonchiv rabochuyu nedelyu, my sobralis v put. Dobiralis poezdom. Kto-to, razmestivshis v vagone srazu zhe uvalilsya spat na verhnyuyu polku, a kto-to provel ves dorogu do Lvova za priyatnoy besedoy, vremenami podshuchivaya nad burchaschim provodnikom.
Navernoe, u kazhdogo puteshestvennika suschestvuyut plany poezdok, kotorye do pory do vremeni lezhat, v dalnem yaschike, poskolku osuschestvlenie etih planov trebuet sovpadeniya dovolno bolshogo kolichestva obstoyatelstv.
U mnogih iz nas odnoy iz takih otlozhennyh idey bylo poseschenie istoricheskoy chasti goroda Lvova. Reshenie sdelat eto bylo prinyato pod vliyaniem neskolkih obstoyatelstv.
Reshenie sdelat eto bylo prinyato pod vliyaniem neskolkih obstoyatelstv.
Pervoe — my v teh mestah ni razu ne byli, a hotelos posmotret chto-to novoe. Vtoroe — kollegi priglasili otprazdnovat Den rozhdeniya firmy, tochnee zapadnyh filialov nashey firmy. Reshili sochetat priyatnoe s poleznym.
Большая Энциклопедия Нефти Газа
Допуск — сварщик
Страница 2
При допуске сварщиков к ответственным сварочным работам и их аттестации должны совместно учитываться требования Правил аттестации сварщиков и ЕТКС, так как первые предусматривают только возраст, образование и стаж работы, а вторые, как указывалось выше, кроме того, и квалификацию сварщика.
При допуске сварщиков к аргоно-дуговой сварке трубопроводов из аустенитных сталей необходимо предъявлять к ним следующие требования.
Сварщик должен заварить контрольные стыки труб нескольких групп условных диаметров. Допуск сварщика к работе оформляется актом комиссии по тем группам условных диаметров, по которым он имел удовлетворительные результаты. Сварщику выдают удостоверение на право выполнения сварочных работ определенным способом сварки при изготовлении и монтаже трубопроводов высокого давления, присваивают личное клеймо и заполняют на него формуляр, в который заносят результаты испытаний контрольных образцов и результаты дальнейшей проверки производственных стыков, сваренных в процессе монтажа установки.
Сварщику выдают удостоверение на право выполнения сварочных работ определенным способом сварки при изготовлении и монтаже трубопроводов высокого давления, присваивают личное клеймо и заполняют на него формуляр, в который заносят результаты испытаний контрольных образцов и результаты дальнейшей проверки производственных стыков, сваренных в процессе монтажа установки.
Если сварщик подвергался испытаниям по сварке не одной группы условных диаметров, а двух или трех, то его допускают к сварке только той группы Dy, по которой он имеет удовлетворительные результаты. Допуск сварщика к работе оформляется актом комиссии, а сварщику присваивается клеймо и на него заводится формуляр, в который заносят результаты испытаний пробных стыков и результаты проверки производственных стыков, сваренных в мастерской или на монтаже.
Для обеспечения высокого качества сварных соединений следует периодически проверять квалификационные навыки сварщиков. Рекомендуется проверку осуществлять перед допуском сварщика к сварке трубопроводов, в случае перерыва в работе более трех месяцев и через каждый год при работе с перерывами до трех месяцев.
В контроль качества сборочно-сварочных работ входит проверка права допуска сварщиков к выполнению сварочных работ;проверка качества применяемых материалов;систематический операционный контроль, осуществляемый в процессе сборки и сварки трубопроводов;контроль сварочных соединений физическими методами. В контроль качества материалов входит проверка применяемых труб и электродов и сварочной проволоки и соответствие их требованиям проекта и технических условий на поставку. Использовать трубы и сварочные материалы без сертификатов и паспортов запрещается. При проверке сварочных материалов производится выборочный контроль состояния их внешней поверхности и сварочно-технологических свойств. Сварные соединения, кроме визуального и инструментального контроля качества, подвергают контролю радиографическим и магнитографическим методами. Количество необходимого оборудования и звеньев контроля зависит от темпа и объема сварочно-монтажных работ, подлежащих контролю.
Независимо от наличия удостоверения сварщик по любому методу сварки, впервые приступающий к заварке стыков трубопроводов или имеющий перерыв в работе свыше 3 месяцев, а также при переходе на новые марки сварочных материалов, оборудование и технологию, должен заварить допускные — пробные стыки. По результатам испытаний этих стыков решается вопрос о допуске сварщика к работе.
По результатам испытаний этих стыков решается вопрос о допуске сварщика к работе.
Раздел б Свода правил посвящен вопросам конструирования трубопроводов и порядку их изготовления. В этом же разделе изложены квалификационные требования, предъявляемые к сварщикам, и условия допуска сварщиков к работе.
К сварке элементов котлов, сосудов и трубопроводов могут быть допущены только сварщики, сдавшие испытания в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР 22 июля 1971 г. и имеющие удостоверения сварщика установленного образца. При этом сварщики могут быть допущены только к тем видам работ, которые указаны в удостоверениях. Перед допуском сварщика к выполнению сварочных работ, связанных с изготовлением сложных или специфичных сварных узлов и деталей, предприятие должно провести специальную подготовку и испытание сварщика.
Контрольные образцы, прошедшие термическую обработку по режиму, предназначенному для произ Бедственных стыков, необходимо сваривать теми же способами, с применением таких же сварочных материалов и в тех же пространственных положениях, которые будут применяться в производственных условиях. Качество сварки контрольных стыков проверяют сначала физическими методами. Стыки, в которых выявлены дефекты, к механическим испытаниям не допускаются. После проверки стыков физическими методами из контрольных стыков вырезают темплеты для испытания на растяжение, изгиб и ударную вязкость при 20 С. Если материал трубопровода, сосуда или аппарата будет использован при рабочей температуре — 15 С и ниже, необходимо вырезать из контрольного образца три тем-плета для испытания на ударную вязкость при температуре — 40 С. Комплексная оценка качества контрольных сварных образцов по результатам проверки внешим осмотром и измерении геометрии шва, просвечиванием или ультразвуковой дефектоскопией, механическими испытаниями определяет возможность допуска сварщика к сварке трубопроводов высокого давления. Сварщикам, допущенным к сварке трубопроводов высокого давления, приказом по управлению присваивают личные клейма.
Качество сварки контрольных стыков проверяют сначала физическими методами. Стыки, в которых выявлены дефекты, к механическим испытаниям не допускаются. После проверки стыков физическими методами из контрольных стыков вырезают темплеты для испытания на растяжение, изгиб и ударную вязкость при 20 С. Если материал трубопровода, сосуда или аппарата будет использован при рабочей температуре — 15 С и ниже, необходимо вырезать из контрольного образца три тем-плета для испытания на ударную вязкость при температуре — 40 С. Комплексная оценка качества контрольных сварных образцов по результатам проверки внешим осмотром и измерении геометрии шва, просвечиванием или ультразвуковой дефектоскопией, механическими испытаниями определяет возможность допуска сварщика к сварке трубопроводов высокого давления. Сварщикам, допущенным к сварке трубопроводов высокого давления, приказом по управлению присваивают личные клейма.
Страницы: 1 2
. Copyright 2008 — by Знание
Источники:
www.dobi.oglib. ru, stroy-udostoverenie.ru, www.garant.ru, 422c2c6d.hostraygan.com, www.ngpedia.ru
ru, stroy-udostoverenie.ru, www.garant.ru, 422c2c6d.hostraygan.com, www.ngpedia.ru
Идентификационные ручные штампы сварщиков
Обычно используемые для идентификации конкретного сварщика и компании, идентификационные ручные штампы сварщика должны оставлять стойкие четкие отметки.
Что такое идентификационные ручные штампы сварщика?Идентификационные ручные штампы сварщика — это ручные штампы, которые используются для идентификации работы конкретного сварщика. Знаки часто наносятся в полевых условиях и должны выдерживать суровые промышленные условия. Важно, чтобы метки легко наносились и легко читались, поскольку на них обычно ссылаются во время проверок.
Ручные штампы— идеальное решение для маркировки этого типа знаков, поскольку они экономичны, просты в использовании и легко настраиваются.
Ручные стальные марки Стальные ручные штампы изготавливаются из закаленной высококачественной инструментальной стали, устойчивой к растрескиванию и образованию грибов. Это важно, потому что это означает, что марки будут держаться со временем.
Это важно, потому что это означает, что марки будут держаться со временем.
Простые в использовании стальные ручные штампы бывают самых разных размеров и стилей символов. Их также можно легко настроить для конкретного приложения с помощью таких вещей, как товарные знаки, знаки производителей или символы.
Заявки на идентификацию сварщиковРучные клейма сварщика используются сварщиками во всех отраслях промышленности. Тем не менее, недавно к нам обратилась международная фирма по контролю за сваркой, которая искала ручные штампы для использования в качестве инструментов контроля сварки.
Им требовалось, чтобы ручные штампы были круглыми с низким напряжением, имели полный характер, и требовалось их большое количество. Они потребовали штампы для маркировки сварных деталей с контрольным номером и идентификационным номером сварщика.
Им также были нужны марки, чтобы соответствовать определенным отраслевым стандартам, выдерживать жесткие условия и поставляться компанией, которая могла бы удовлетворить их потребности.
«Durable была первой компанией, ответившей на мой веб-запрос, и продолжила поддерживать высокий уровень продуктивного взаимодействия на протяжении всего процесса покупки и упростила принятие решения о выборе поставщика», — заявляет человек, ответственный за эту покупку.
Полный текст читайте здесь.
Узнать большеУзнайте больше о выборе компанией Durable стальных штампов и держателей в новом бесплатном Руководстве по традиционной промышленной маркировке! Или свяжитесь с нами, чтобы запросить ценовое предложение.
Вас также могут заинтересовать:Этот пост был опубликован 2 мая 2019 г. и обновлен 2 мая 2019 г.
Маркеры, ручки и карандаши для сварки и металлообработки
При разметке и разметке для сварочных работ по сварке металла необходимо иметь четкие линии, по которым нельзя сгореть и не сдует. Существует ряд различных типов специализированных маркировочных устройств, которые помогут вам получить линии и отметки для выполнения сварных швов и надрезов. В следующих обзорах мы надеемся, что сможем помочь вам выбрать правильное маркировочное устройство, которое станет идеальным решением для ваших проектов.
В следующих обзорах мы надеемся, что сможем помочь вам выбрать правильное маркировочное устройство, которое станет идеальным решением для ваших проектов.
Markal 96006 Металлический маркер Silver-Streak
Отметки, нанесенные этим маркером, хорошо видны и светятся во время резки или сварки. Маркер для металла Silver-Streak может оставлять отметки на ржавых, мокрых или маслянистых металлах, не царапая и не истирая поверхности. Маркер поставляется с прочным механическим держателем, который помогает предотвратить поломку ручки, а также оснащен удобной точилкой и зажимом для кармана.
Обзор и особенности
Механический держатель предотвращает поломку ручки
Точилка встроенная
Зажим карманный
Плюсы
Следы на мокрых, маслянистых и ржавых металлах
Загорается при резке или сварке
Минусы
Иногда немного привередлива в заточке
Заключение и оценка
Рейтинг продукта: (4. 2/5)
2/5)
Отлично подходит для разметки и изготовления металлических конструкций. Следы, оставленные Silver-Streak, видны через пластину фильтра и представляют собой стойкое пламя горелки.
Карандаш сварщика
Карандаши для сварщиковпредназначены для нанесения четких и легко различимых отметок и линий разметки на умеренно ржавой или окисленной стали. Линии имеют серебристый цвет и светлеют при сварке или резке. Заметно легче наблюдать, чем мыльный камень, с помощью затемненных сварочных плафонов или очков для резки горелки.Карандаш стандартной формы легко затачивается в любой точилке для карандашей для получения устойчивых точных отметок.
Обзор и особенности
Горит при сварке или резке
Макет тонкой линии
Марки сырья
Не сгорит и не сдует
Плюсы
Легче увидеть, чем мыльный камень
Легкая переточка
Минусы
Может быть немного труднее увидеть на новом блестящем материале по сравнению с более темным материалом
Заключение и оценка
Рейтинг продукта: (4. 1/5)
1/5)
С помощью этих сварочных карандашей вы можете наносить точные тонкие линии и отметки, которые светятся во время сварки или резки. Некоторые люди предпочитают эти карандаши мыльному камню.
Круглый мыльный камень с держателем от Ally Tools
Мыльный камень, многовековой запасной камень, используемый в качестве инструмента для маркировки на многих различных типах материалов, потому что он очень заметен и непостоянен. Сварщики и производители используют этот инструмент для маркировки, поскольку он остается видимым при воздействии тепла из-за его устойчивости к теплу.Эти инструменты для маркировки идеально подходят для нанесения съемных маркировок при сварке или производстве на сталь, алюминий и чугун.
Обзор и особенности
Высококачественный алюминиевый держатель для долговечности
Мыльный камень остается надежным в затянутом концевом кольце
Плюсы
Очень хорошо видно
Непостоянно
Термостойкость
Минусы
Круглая не такая тонкая линия разметки, как некоторые маркеры
Заключение и оценка
Рейтинг продукта: (4. 0/5)
0/5)
По большей части вы не ошибетесь, выбрав мыльный камень для сварщиков и производителей. Эти инструменты для маркировки создают видимые и термостойкие линии и отметки. Держатели изготовлены из высококачественного алюминия для длительного срока службы.
Глава 4: Инструменты и сварочные столы
Глава 4
Образование учится использовать инструменты, необходимые человечеству.
-Джозайя Ройс
Введение
Чтобы знать, какие инструменты и оборудование необходимы для сварочных работ, вам необходимо понимать шаги, необходимые в процессе изготовления:
- Получите или сделайте эскиз или чертеж изготовления.
- Разработайте хорошо продуманную процедуру сварки.
- Соберите все необходимое сварочное оборудование, включая измерительные инструменты.
- Соберите все свариваемые материалы.
- При необходимости сделайте выкройки, шаблоны, шаблоны и приспособления.

- Составьте список вырезок.
- Раскладывать и вырезать материалы.
- Очистите металлические участки, подлежащие сварке, и подготовьте кромки.
- Расположите и закрепите материалы перед сваркой.
- Сварные прихваточные сборки, проверьте размеры, настройку и прямоугольность.
- Поместите последние сварные швы и соберите изделие.
- Покрасьте изделие вовремя, чтобы избежать образования ржавчины.

Раздел I — Ручной инструмент
Измерительные инструменты
- Обрамляющий, столярный, столярный и комбинированный квадраты — Используйте самый большой квадрат, подходящий для работы.Комбинированный квадрат удобен для разметки угловых разрезов под углом 45 ° и коротких параллельных линий. Отшлифуйте внешние углы квадратов плотника и краснодеревщика, чтобы они плотно прилегали к рабочим углам с угловым сварным швом. См. Рисунок 4-1 (A, B, C и D).
- Строительные уровни и уровни торпеды — Используйте больший строительный уровень, когда это возможно, потому что он более точен и обеспечивает более длительные измерения. Используйте уровень торпеды там, где уровень строителя не подходит.См. Рисунок 4-1 (E и F).
Рисунок 4-1. Стандартные инструменты для измерения и нивелирования для сварщиков: (A) квадрат для обрамления, (B) квадрат для плотника, (C) квадрат для краснодеревщика, (D) комбинированный квадрат, (E) уровень торпеды и (F) уровень строителя.
- Циркуль и разделители — Для разметки кругов или выхода из серии равных интервалов.
- Стальная измерительная лента — Самыми удобными размерами являются ленты шириной 16 и 24 дюйма. Они также полезны для измерения криволинейных поверхностей.
- Прецизионные стальные линейки — Доступные длины от 6 до 72 дюймов, эти стальные линейки предназначены для измерения вдоль или рисования прямой линии.
Инструменты для маркировки металла
Следующие позиции будут маркировать металл:
- Сделанные мелом линии с использованием каменной нити.
- Мел для сварщика, также называемый мыльным камнем .
- Металлический маркер с шариковым наконечником.
- Одиночная отметка керна или линия отметок керна.
- Карандаш сварщика Silver Streak.
- Фломастер, например, Sharpie.
- Аэрозольная краска.
- Нарисованные линии либо на голом металле, либо на компоновочной жидкости.

Используйте мыльный камень сварщика для нанесения приблизительных размеров, линий изгиба и для обозначения линий разреза, которые должны выдерживать нагрев резака. Линия отметок кернером может быть более точной и выдерживать нагрев горелки. Для получения очень точных линий разметки нанесите распылением металл в области линий разметки и используйте скребок, чтобы поцарапать краску, чтобы сделать линии.В качестве альтернативы можно использовать средство верстки машиниста, доступное в красном или синем цвете, чтобы сделать видимыми линии разметки. Хотя эти линии не выдерживают воздействия тепла горелки, они могут иметь важное значение для прокладки линий резки без резака. Фломастеры можно использовать вместо макетной жидкости, чтобы затемнить металл и лучше показать линии разметки. Не используйте разметку для обозначения линий изгиба или сгиба, поскольку они повышают напряжение, и деталь в конечном итоге выйдет из строя по разметанной линии.
Фломастеры можно использовать вместо макетной жидкости, чтобы затемнить металл и лучше показать линии разметки. Не используйте разметку для обозначения линий изгиба или сгиба, поскольку они повышают напряжение, и деталь в конечном итоге выйдет из строя по разметанной линии.
Ручной сварочный инструмент
- Отбойный молоток для удаления сварочного шлака, особенно для SMAW.
- Напильники для уменьшения габаритных размеров детали до точных размеров, удаления опасного лезвия бритвы или заусенца, а также сглаживания концов электродов подачи проволоки перед их пропусканием через лайнер резака.
- Молоток с шаровой головкой и зубило для снятия прихваточных швов.
- Плоскогубцы, такие как канальные замки, для безопасного перемещения горячего металла.
- Кусачки для обрезки электродной проволоки (только GMAW и FCAW).
- Ножовки для медленной, но точной резки металла.
- Проволочная щетка для очистки сварных швов.См. Все эти инструменты на рис. 4-2.
 4-2.
4-2.Рисунок 4-2. Сварочный ручной инструмент.
Зажимы
На Рисунке 4-3 показаны зажимы общего назначения для сварки. Эти зажимы включают:
:
(A) стержневой зажим,
(B) трубный зажим, (C и D) C-образные зажимы, (E) зажим KantTwist и (F) комплектующие.
- С-образные хомуты .
- Зажимы для стержней и Зажимы для труб используются для зажима на длинных пролетах.
- Приводные устройства , также называемые съемниками кабеля , используются для установки на место больших, длинных или жестких деталей.Они особенно хороши для конструкционной стали для вытягивания рам в квадрат.
- Тип KantTwist Зажимы для тяжелых условий эксплуатации . На Рис. 4-4 показано, как затягивать зажимы KantTwist с помощью гаечного ключа. Вытягивание их без гаечного ключа не позволяет полностью использовать их зажимную силу.
Рисунок 4-4. Метод затяжки хомутов KantTwist.
Метод затяжки хомутов KantTwist.
- Сварочные зажимы Bessey тяжелее и прочнее, чем сварочные зажимы общего назначения, и дороже, но обычно оно того стоит.См. Рисунок 4-5.
Рисунок 4-5. Несколько вариантов сварочных зажимов Bessey для тяжелых условий эксплуатации.
- Угловые зажимы , такие как угловой зажим Bessy на рис. 4-6, упрощают получение точных угловых соединений. Хотя эти зажимы чаще всего используются последовательно для сварки угловых соединений, иногда четыре или более зажимов располагаются на жестком основании, образуя приспособление для производственных работ. Эти зажимы имеют алюминиевую основу и винты с медным покрытием, поэтому сварочные брызги не прилипают к ним.
Рисунок 4-6. Угловые зажимы Bessey надежно удерживают рабочую поверхность в нужном положении для сварки под прямым углом.
Сварочный и производственный бизнес надеется «добиться успеха»
Автор: ALLEN LAMAN
alaman@dcherald. com
com
Джессика Кросби, Дэниел Кросби и Тайлер Драмм
ДЖАСПЕР — Они не ради денег.
Руководители недавно открытого многогранного малого бизнеса Crosby & Drumm в Джаспере руководствуются другими приоритетами.Принадлежащий уроженке Джаспера Джессике (Велп) Кросби, бизнес по производству автомобильного оборудования, сварки и производства преследует не только цели получения большой прибыли.
«Наша главная цель не в том, чтобы стать огромным, расти и зарабатывать кучу денег», — объяснила Джессика. «Наша главная цель — сделать так, чтобы мы были счастливы как сотрудники-владельцы, и чтобы мы могли принимать сотрудников и обращаться с ними правильно. Как будто мы хотим, чтобы нас лечили ».
Отель Crosby & Drumm расположен по адресу 365 11th Avenue на южной стороне города, со стороны 8а.м. до 17:00 С понедельника по пятницу. Однако в нерабочие часы возможны специальные приспособления.
Хотя Джессика является владельцем и занимается основами бизнеса, она объединилась со своим мужем Дэниелом и их близким другом Тайлером Драммом, чтобы воплотить в жизнь их общее видение.
Джессика умеет обращаться с деньгами и разбираться с бумагами, а Тайлер и Дэниел — профессиональные сварщики и производители. У Дэниела есть автомобильное прошлое. Тайлер занимается другими типами проектов.
«Мне кажется, мы все работали в разных местах мира», — сказал Тайлер о сплоченном трио. «И то, что мы в основном делаем, — это объединяем все наши таланты и вкладываем наши … лучшие качества и так далее и тому подобное в одно дело».
В настоящее время магазин выполняет индивидуальные заказы и устанавливает послепродажное оборудование как для коммерческих, так и для личных автомобилей по конкурентоспособным ценам. Он также предлагает услуги по сварке алюминия, металла и мобильной сварки, а также услуги по изготовлению металлов.
Дэниел сказал, что Crosby & Drumm хочет справиться с переполнением и, надеюсь, расти вместе с потребностями сообщества.
Он и Тайлер познакомились около года назад у предыдущего работодателя. Эти двое мгновенно соединились, и они решили уйти вместе, чтобы отправиться на свой собственный путь. Они хотели ценить своих сотрудников, а также предлагать своим клиентам конкурентоспособные цены и индивидуальный подход.
«Когда мы с Тайлером сидели в грузовике на перерыве, нам это приснилось, — сказал Дэниел. «Наш главный девиз: мы хотим научить вас достаточно хорошо, чтобы уйти, но относиться к вам достаточно хорошо, чтобы остаться.Это с нашими сотрудниками. Итак, наша главная цель — когда это действительно появится, это означает, что в округе Дюбуа появится больше рабочих мест ».
Это также означает, что у местных старшеклассников появятся больше возможностей для изучения ремесел, — продолжил Дэниел. Передача их опыта другим — и, возможно, их найм в штат — важна для всего бизнеса.
В настоящее время в магазине работают только Кросби и Тайлер. После капитального ремонта 2 марта предприятие официально открылось на площади около 3000 квадратных футов, где раньше располагался центр для грузовых автомобилей.
Связь, которую разделяют три лидера, тесная. Они знают, что успех не гарантирован. Но даже если они потерпят неудачу, они будут знать, что сделали все возможное, чтобы осуществить свою мечту. И они знают, что у них всегда будут прочные дружеские отношения.
«Мы просто хотим оставить след», — сказал Дэниел. «Это в основном то, что мы делаем. Делая отметку.
Тайлер добавил: «Наша цель не быть богатым, потому что мы уже стали богатыми. Потому что мы друг с другом ».
Crosby & Drumm можно связаться по телефону 556-5011.Бизнес также можно найти в Facebook по адресу www.facebook.com/crosbyanddrumm.
Weld Like A Girl: успех женщины из поколения тысячелетия в мужском мире
Новое поколение женщин-сварщиков потрясает отрасль, в которой доминируют мужчины. Статья Марка «Weld Like A Girl: успех женщины-миллениала в мужском мире», опубликованная на сайте Forbes.com 5 ноября 2019 г.
В 2010 году женщины составляли всего 4% сварочного персонала. По данным Бюро статистики труда, восемь лет спустя это число увеличилось только на 1%.Но новое поколение женщин-сварщиков стремится изменить эту статистику — и лицо отрасли.
Меган — одна из тех женщин, которые сделали карьеру в мужской профессии. Будучи старшеклассницей, она не пыталась бросить вызов давним гендерным стереотипам. Она просто хотела приобрести на всю жизнь востребованные навыки в области сварки. «Мой папа очень поддерживал меня, чтобы я овладела навыком, которого большинство женщин не знает и которым« в те времена »даже не хотелось бы учиться», — говорит она.
В отличие от других производственных предприятий, которые могут быть отправлены за границу, сварка чаще всего выполняется на месте.В результате ожидается, что к 2026 году сварочная промышленность в США вырастет на 6%, а квалифицированных сварщиков не хватает для удовлетворения спроса.
В то время как предыдущие инициативы по привлечению женщин в эту область были сосредоточены на карьерных преимуществах, таких как высокая заработная плата и гарантия занятости, новые программы, такие как Weld Like A Girl ™ и Women Who Weld, предоставляют ориентированные на женщин программы обучения, которые делают это ремесло доступным и доступным для неосвоенных женщин. рабочая сила.
Меган впервые обнаружила свою склонность к сварке в средней школе Дэвенпорт-Вест в Айове.«Мне нравится работать руками, особенно создавать увлекательные произведения искусства и вещи, которые люди могут использовать», — говорит она. Сейчас она работает сварщиком в John Deere Davenport Works. «Когда дело доходит до производственной сварки, я могу посмотреть на автогрейдер, проезжающий мимо моего дома, и с гордостью сказать:« Я построил это »».
Хотя сварка была квалифицированной и прибыльной карьерой, Меган знала, что это необычный выбор для молодой женщины. «Когда я ходила в среднюю школу, общество не привыкло к женщинам-сварщикам. Мне пришлось преодолеть множество препятствий в этой индустрии, будучи женщиной, и мне пришлось доказать, что я в десять раз больше, чем другие, но именно в этом я чувствую некоторую гордость.”
В истории сварочного дела преобладают мужчины, но сейчас все меняется. Как одна из следующего поколения женщин-сварщиков, Меган передает свой опыт. «Лучшее для меня — это изменения, которые я увидел в производстве, особенно в сварке, с того момента, когда я только начал работать, до того места, где мы находимся сейчас. Некоторое время я была одной из двух женщин-сварщиков в John Deere Davenport Works, и я благодарна за то, что за последние пару лет помогла обучить гораздо больше женщин-сварщиков ».
Другим женщинам, желающим пробиться в эту сферу, Меган говорит: «Поработайте и выложитесь на полную.Будет борьба, но никогда не прекращайте попытки стать лучше, чем вы были накануне. Постарайтесь быть максимально независимыми, потому что в конце концов вы — ваш лучший друг. Вам придется доказывать себя снова и снова, но времена меняются ».
Чувство юмора тоже не помешает. «Дамы приветствуются в этой профессии гораздо больше, чем думает большинство людей, поэтому не бойтесь вскочить и показать парням, как это делается. Думаю, они наконец начинают понимать, насколько мы классные.Ха-ха! »
Далее: История Меган — это не только о женщине, преуспевшей в отрасли, где доминируют мужчины. Она также является вдохновляющим примером того, как сочетать академические, технические и профессиональные навыки, чтобы получить конкурентное преимущество среди сегодняшних сотрудников. Узнайте, как она это сделала.
Прочтите на Forbes.com
Об авторе
Марк ПернаМарк К.Перна — международный оратор и автор бестселлеров. Он также является генеральным директором TFS Results, стратегической консалтинговой фирмы, которая стоит на переднем крае смены национальной парадигмы в образовании и развитии персонала.
Блок управления контактной сваркой TECNA TE90 Mark II
Однофазные сварочные аппараты сопротивления ДЛЯ ПРОДАЖИ на TECNADirect.com
ПРЕКРАЩЕННАЯ МОДЕЛЬ
TECNA TE90 Mark II снята с производства.На TECNADirect.com мы поставляем оборудование, в котором используется самая передовая технология контактной сварки. Хотя снятые с производства модели могут быть сняты с производства, мы обслуживаем и ремонтируем определенные модели в соответствии с исключительными стандартами. Если у вас есть снятый с производства TECNA TE90, вы по-прежнему будете получать отличные услуги от TECNADirect.com. Пожалуйста, свяжитесь с нами по телефону 844-44-TECNA для получения информации о возможностях обслуживания или для получения информации об установке модернизации блока управления TECNA.
TECNA TE90 Mark II — это микропроцессорное устройство управления сваркой для сварщиков сопротивлением однофазному переменному току.Сварочный контроль управляет работой сварщика, включая SCR, который регулирует сварочный ток. Система контроля сварки TECNA TE90 может работать как со сварочными аппаратами с ручным, так и с пневматическим управлением.TECNA TE90 ОСОБЕННОСТИ
- Регулятор сдвига фаз для регулировки сварочного тока.
- Упрощенное программирование использует только 4 кнопки.
- Двойные предустановки для времени и тока, выбираемые двумя независимыми педальными переключателями.
- Крутизна и импульсные функции.
- Одиночный и повторный режимы.
- Функция компенсации вторичного тока для сварки окисленных листов и стержней.
- Регулировка задержки сдвига первой фазы. Позволяет уравновесить линейный ток.
- Control также управляет электромагнитным клапаном 24 В постоянного тока, максимальная выходная мощность 7,2 Вт, защищенная от короткого замыкания.
ПРОГРАММИРУЕМЫЕ ПАРАМЕТРЫ
| ПАРАМЕТР | ДИАПАЗОН |
| ПРИЖИМ | 01-99 циклов |
| ВРЕМЯ СВАРКИ | 01-99 циклов |
| ТОК | 00–99% |
| УДЕРЖАТЬ | 01-99 циклов |
| ВРЕМЯ ВЫКЛЮЧЕНИЯ | 01-99 циклов |
| КОМП.ВЫКЛ / КОМП. ON | 00–01 |
| ОДИН / ПОВТОР | 00–01 |
| ВРЕМЯ СВАРКИ 2 | 00-99 циклов |
| ТОК 2 | 01 — 99% |
| НАКЛОН | 00-29 циклов |
| ХОЛОДНЫЙ | 01-50 циклов |
| НОМЕР ИМПУЛЬСА | 00-09 |
КОНТРОЛЬНОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ
Наши высококвалифицированные и знающие специалисты ремонтного отдела предоставляют услуги по ремонту и восстановлению устройств управления контактной сваркой TECNA.Мы можем обеспечить простую регулировку и замену деталей, а также провести полный ремонт. Когда рекомендуется новая система управления, мы можем выполнить установку дооснащения существующего оборудования.
КОНТРОЛЬ ЗАПРОС ЦЕНЫ
Блоки управленияTECNA с сайта TECNADirect.com доступны СЕЙЧАС. Для получения дополнительной информации об элементах управления контактной сваркой TECNA, ЗАПРОСИТЕ ЦЕНУ или позвоните нам по телефону 844-44-TECNA или + 1-216-475-5629, чтобы узнать о наличии запасов на складе с немедленной доставкой.
TECNADirect.com
TECNADirect.com, при поддержке Weld Systems Integrators, является основным дистрибьютором балансировочных станков TECNA. У нас есть запас балансиров TECNA В НАЛИЧИИ на нашем складе в Уорренсвилл-Хайтс, штат Огайо, для быстрой отгрузки и доставки.
Weld Systems Integrators, Inc., производитель прочного, инновационного, высококачественного оборудования и оборудования для контактной сварки. Для получения дополнительной информации об интеграторах систем сварки посетите сайт www.wsiweld.com.
17 обязательных сварочных инструментов для начинающих
Если вам интересно, какие сварочные инструменты для начинающих вам нужны, я расскажу об этом и многом другом в этой статье.
Многие новички, которые хотят научиться сварке, увлекаются тем, что им нужны тонны сварочного инструмента и что за них нужно много платить.
Это миф, который я собираюсь развенчать в этом контрольном списке сварочных инструментов.
С учетом сказанного, вот 16 основных сварочных инструментов для начинающих.
1. Сварочная маска с автозатемнениемЭтот первый базовый сварочный инструмент просто необходим каждому, кто занимается сваркой.Это сварочный шлем.
Не все сварочные шлемы одинаковы, но вам не нужно тратить 350 долларов, чтобы получить хороший.
Первый совет, который я могу вам дать, — это выбрать сварочный шлем с автоматическим затемнением.
Сварочный шлем — это самый важный инструмент в сварочной мастерской, поэтому вам нужно что-то удобное для пользователя.
Другой вариант — купить сварочную каску сплошного оттенка, но с этим есть проблема. Вы не можете видеть свою деталь через линзу, и это может привести к неправильной установке сварных швов.
Сварочные маскис автоматическим затемнением — отличный сварочный инструмент для начинающих, потому что они позволяют легко видеть заготовку перед началом сварки, что означает большую точность и меньше неудобств.
2. Сварочные магнитыСварочные магниты — незаменимый инструмент при сварке, поскольку они универсальны.
Вы можете легко удерживать детали на месте и создавать углы 90 градусов с любым из ваших проектов. Мне нравится использовать их, когда я создаю сварочные рамы для столов, решеток для костров и т. Д.
Они бывают разных размеров от небольших сварочных проектов до крупных. Но убедитесь, что вы покупаете несколько магнитов.
Если вы делаете квадратную рамку, вам понадобится по 1 магниту на каждом углу заготовки, чтобы удерживать ее на месте.
Harbour Freight Tools — отличное место, где можно дешево приобрести сварочные магниты или любые сварочные инструменты.
3. Приспособление для сварки каркасаСварочный каркас НЕ является обязательным сварочным инструментом для новичков, но я поместил его здесь, потому что он очень эффективен при создании квадратных рам.
По сути, вы просто вставляете 2 концевых части вашей заготовки в рамное приспособление, затягиваете его и выполняете прихваточные швы.
Теперь у вас есть идеальный угол в 90 градусов. Довольно просто, правда?
Однако, если вы проявите творческий подход с некоторыми зажимами C, вы можете сделать один из них и сэкономить деньги. Как и любой другой инструмент для изготовления сварных изделий, приспособление для сборки сварного каркаса сэкономит вам много времени и сэкономит нервы, особенно если учесть, что сталь имеет тенденцию к деформации при сварке.
4. Speed SquareУгловой квадратик — необходимый инструмент, и вот почему…
Допустим, вы работаете с длинным куском квадратной трубки и хотите отрезать около 12 дюймов от нее.
Вы устанавливаете квадрат скорости на обрабатываемой детали, наносите отметку на трубке, и теперь у вас есть готовый разрез под углом 90 градусов.
Кроме того, если вы хотите сделать этот разрез на стальной трубе под углом 45 градусов, просто перемещайте квадратик скорости до отметки 45 градусов.Он очень прост в использовании, и вы без него не обойтись.
Я использовал свой в многочисленных сварочных проектах.
5. Калибр листового металлаЭтот следующий инструмент отлично подойдет, если вы хотите узнать, какой толщины у вас металл.
Это замечательно, потому что у большинства сварщиков есть таблица, в которой указано, какие настройки вам нужны для сварки при различной толщине металла. Трудно увидеть толщину куска металла, поэтому калибр листового металла именно здесь.
Все, что вам нужно сделать, это надвинуть отверстия на заготовку, и датчик покажет вам показания.
Это очень удобно, когда вы доходите до того, что вокруг много металла, и вы забыли его толщину.
Я бы не сказал, что это абсолютно необходимый сварочный инструмент для новичков, но его удобно иметь при себе в магазине.
6. Металлический напильникВы, наверное, раньше использовали металлические напильники, если не во время сварочных работ, то для ногтей.
Их удобно использовать при завершении проекта.
Когда вы начнете резать свои проекты (я вернусь к этому через секунду), у вас будет много металлических заусенцев, от которых вы захотите избавиться.
Вы можете очистить металл с помощью шлифовального станка для более крупных вещей, но файлы, очевидно, отлично справляются с мелкими деталями.
Отличное вложение, и они дешевы.
7. Сварочные зажимыЭтот следующий базовый сварочный инструмент просто необходим.
На самом деле нужно обзавестись как минимум 10 сварочными зажимами. Они вам понадобятся. Представьте, что вы начинаете сварочный проект и вам нужно плотно подогнать детали, прежде чем прихватывать их на месте.
Без этих зажимов, которые плотно удерживают детали вместе, искривление металла от сварки приведет к искажению вашего проекта.
В одном проекте я использовал до 10 зажимов одновременно.
Вот приказ, которому вы хотите следовать.
- Отрежьте кусочки до длины
- Плотно соедините детали
- Закрепите их на месте
- Прихваточный шов
- Снимите зажимы
- Прокладка окончательных швов
Очевидно, вам понадобятся сварочные перчатки, если, конечно, у вас уже есть нервные повреждения на пальцах. В таком случае они вам не понадобятся.
Существуют действительно толстые сварочные перчатки (которые я рекомендую новичкам), которыми вы можете подбирать горячие куски металла в течение нескольких секунд, не получая ожогов.
Еще есть тонкие кожаные перчатки. Они отлично подходят для сварки TIG, когда вам нужно более точно удерживать горелку.
Я бы рекомендовал начать с толстой пары, как на картинке.
Они прослужат вам долго, если вы не соберете с собой много горячего металла. Важно отметить, что температура дуги составляет около 10 000 градусов, поэтому вы определенно почувствуете тепло, исходящее от сварных швов.
9. Металлическая щеткаМеталлическая щетка — это то, что вам нужно, если вы используете процесс сварки, при котором образуется шлак.
Например, если вы выполняете сварку с помощью аппарата для ручной сварки или дуговой сварки с флюсовым сердечником, вам придется соскрести шлаковый слой, чтобы обнажить окончательный шов.
Отбойные молотки и металлические щетки отлично подходят для этого.
Это покрытие из шлака образуется в процессе сварки, поскольку оно действует как защитный агент. Сварочную ванну необходимо защитить от атмосферного загрязнения.
При использовании защитного газа ваши сварные швы останутся чистыми.
10. Плоскогубцы MIGТе из вас, кто читает мой блог, знают, что я рекомендую сварку MIG как самый простой процесс для начинающих.
Итак, если вы собираетесь научиться сваривать с помощью сварочного аппарата MIG, вам понадобятся плоскогубцы.
Они просты в использовании и имеют несколько функций.
Функция
# 1: Удаление горячего сопла ПлоскогубцыMIG оснащены круглым зажимом, поэтому вы можете снять сопло с пистолета. Помните, что он очень горячий, поэтому благодаря этой функции очень легко не обжечься.
Функция
# 2: Удалить контактный наконечникКонтактный наконечник — это место выхода проволоки из пистолета.Они сделаны под размер вашей проволоки.
Итак, если у вас есть провод 0,030, вам понадобится контактный наконечник 0,030.
Плоскогубцы MIG имеют встроенный круглый зажим для отвинчивания наконечника. Иногда вам придется снимать контактный наконечник и заменять его новым.
Функция № 3: закрепите провод
Обычно вы хотите, чтобы вылет проволоки составлял около 1/4 дюйма перед началом сварки. Немного дольше этого, и у вас не будет хорошего проникновения с самого начала.
Плоскогубцы MIG легко отрезать, поэтому вы всегда будете поддерживать правильный вылет проволоки.
Сварочные клещи MIG имеют еще одну особенность. Вы ведь видите длинные носики на плоскогубцах, верно? Что ж, если вам нужно очистить сварочные брызги с внутренней стороны сопла MIG, вы просто соскребите их ими.
Это очень просто сделать, и вам нужно будет содержать сопло в чистоте, чтобы газ мог выходить.
11. Мыльный каменьМыльный камень используется как разметочный инструмент при работе с металлом.
Отлично, потому что выдерживает высокие температуры от сварочных горелок и резаков.
Есть также маркеры, которые делают то же самое. По сути, это похоже на мел, которым вы пишете на металле.
Если у вас есть фигуры, которые вы хотите вырезать с помощью горелки, вы можете просто нарисовать их на металле, а затем вырезать.
12. Угловая шлифовальная машинаУгловые шлифовальные машины — необходимость. Период.
Я не думаю, что вы можете обойтись без него. Вы можете надеть шлифовальный диск, чтобы сгладить ваши проекты, надеть отрезной круг, чтобы резать металл, надеть проволочную щетку, чтобы удалить краску, или надеть откидной диск для точной шлифовки.
Я рекомендую всегда иметь как минимум 2 угловые шлифовальные машины. Один для шлифования и один для резки.
13. Защитные очкиПри использовании угловых шлифовальных машин необходимо надевать защитные очки.
Искры, которые вы видите, летящие от точильного диска, представляют собой небольшие кусочки металла, и если они попадут вам в глаз, вам конец.
Купи защитные очки или маску для лица. Они хороши, чтобы гарантировать, что ничто не ударит ваше лицо при шлифовании или резке.
14. Зажимы CНаличие в ассортименте C-образных зажимов избавит вас от многих разочарований. Возможность закрепить заготовку на столе чрезвычайно важна, и С-образные зажимы идеально подходят для этого.
Представьте себе это…
Вы покупаете весь металл для своего проекта и уделяете время тщательному измерению и резке. Затем вы начинаете сварку, не ограничивая свой проект. Что случилось?
Весь проект, скорее всего, будет провален, потому что он сильно деформирован.Вы должны были прижать его к столу.
Вы не пожалеете, что в вашем магазине есть 5 или 10 C-образных зажимов разных размеров.
15. Переносная ленточная пилаПереносная ленточная пила не нужна новичкам в сварочной мастерской, но это фантастический механизм.
По сути, он производит чистые пропилы, не требующие доработки.
Если у вас есть материал, который вы хотите отрезать по длине, то иметь такое портативное изделие — отличный вариант.Я использую свой все время.
Иногда ваш клинок затупляется, и вам придется его заменить. Однако сделать это очень просто.
16. Отбойный молотокЯ упоминал ранее, что при сварке MIG проволокой с флюсовым сердечником или сваркой штучной сваркой вам придется отколоть шлаковое покрытие, чтобы обнажить сварной шов под ним.
Вот для чего нужен отбойный молоток. Отколоть шлак.
17. Кислородно-ацетиленовая установкаМой самый любимый инструмент для обработки металла хранил до конца.Установка кислородно-ацетиленовая настолько универсальна. С ним можно сваривать, резать, гнуть и т. Д.
Нужно вырезать идеальные круги?
Это легко сделать с помощью кислородно-ацетиленовой горелки.