
сколько разрядов и как их повысить
Сварочные технологии заняли значительное место в большинстве промышленных производств, строительстве, судостроении, самолетостроении и т.д. В этой связи профессия сварщика стала одной из основных рабочих профессий. Профессия эта достаточно наукоёмкая и требует немалых знаний. Сварщику приходится постоянно изучать новые виды сварки и осваивать новые приёмы ведения сварочных работ. Для стимулирования овладения профессией, сварщикам присваивают разряды от первого до шестого.1 / 1
Виды сварки
Видов сварки настолько много, что даже упомянуть их в короткой статье не представляется возможным. Мы покажем вам основные виды сварки в виде схемы и кратко расскажем о наиболее интересных.
Прессовая сварка
Этот, редко встречающийся, процесс проходит при предварительном нагреве свариваемых деталей до температуры равной 0,8 от температуры плавления.
Диффузионная
Комбинированное воздействие нагрева и давления позволяет получать в вакууме очень качественное и аккуратное соединение плоских поверхностей. Температура нагрева здесь несколько ниже, чем в предыдущем методе: 0,7 температуры плавления. Сваривание облегчается высокой степенью подготовки поверхности (шестой класс по шероховатости) и применению специфических припоев в виде фольги или порошка.
Способов нагрева больше, чем у прессовой сварки:
· радиационный;
· электронно – лучевой;
· индукционный;
· прямым прохождением тока;
· расплавом солей;
· тлеющим разрядом.
Различают две стадии такого процесса. В первой стадии происходит сжатие деталей до расстояния междуатомного взаимодействия. На второй стадии формируется структура самого соединения. К недостаткам процесса относят необходимость тщательной подготовки поверхностей и создание вакуума в сварочной зоне.
В первой стадии происходит сжатие деталей до расстояния междуатомного взаимодействия. На второй стадии формируется структура самого соединения. К недостаткам процесса относят необходимость тщательной подготовки поверхностей и создание вакуума в сварочной зоне.
Преимуществ гораздо больше и вес их значимее: отсутствие механической обработки сваренных деталей, отличное качество шва, малый расход энергии.
Электронно – лучевая
Этим видом можно сваривать металлы толщиной от 0,1 мм до 200 мм. Понятно, что основное её назначение – приборостроение и космическая отрасль. Сваривание происходит в вакуумных камерах (идеальная защита шва от кислорода воздуха) путем воздействия на шов потоком электронов, созданным в электронно – лучевой пушке.
Поток может быть как постоянным, так и импульсным. Импульсным потоком варят легкоиспаряющиеся металлы: магний и алюминий. Высокая концентрация энергии позволяет проводить сварку при потреблении энергии в 10 – 15 раз ниже, чем другими видами сваривания.
Термитная
Алюминиевая пудра, магниевая пудра, металлическая окалина – вот и все, что нужно для термитной сварки. Это один из самых древних видов сварки, начинающийся еще из кузнечного производства. Не требует никакого оборудования, но позволяет творить чудеса. Например, варить рельсы в открытом поле.
Перечисленные выше ингредиенты смешиваются в различных пропорциях и поджигаются, в зависимости от способа проведения термитной сварки. Алюминиевая пудра используется в термитах для наплавки металла на детали и для сваривания чугуна. Магниевая пудра используется при сваривании цветных металлов в электрических сетях.
Газовая
Эта технология перешагнула свой 100-летний юбилей, но и сегодня остаётся одной из самых доступных и самых распространенных. Суть процесса состоит в разогреве свариваемых металлов газом вплоть до расплавления с последующим остыванием. Для получения качественного шва в зону сваривания вводится присадочная проволока и флюс.
Горючим газом служит ацетилен либо его заменители: метан, водород, пропан. Катализатором плавления металла выступает кислород.
Метод не дорогой, но малопроизводительный, поэтому применяется при неинтенсивном производстве и ремонтах. Широко используется в полевых условиях.
Электрическая
Основной отличительный признак электросварки, это использование электрической дуги в качестве источника энергии для плавления соединяемых деталей. Самый удобный и самый распространенный вид сварки, постоянно усовершенствуется. Появляются новые виды и новое оборудование. Уже становится сложно следить, не то чтобы за отдельными видами, но даже за их классификацией. Вот основные признаки, по которым классифицируют отдельные виды электросварки:
· по степени механизации;
· по роду тока;
· по типу дуги;
· по типу сварочного электрода;
· по условиям наблюдения за дугой;
· по роду защиты от воздействия окружающей среды
НАКС
Сварка требует от исполнителя высокой ответственности и специальных знаний.
· сварщики;
· мастера производственных участков, на которых ведутся сварочные работы;
· инженеры – технологи, обеспечивающие сварочные процессы технической документацией;
· главные сварщики – руководители отделов сварки предприятий.
Как повысить разряд сварщика
Уровень зарплаты определяется мастерством работника. А его мастерство подтверждается разрядом. У сварщиков существует шесть разрядов. Как правило, выпускник ПТУ имеет 3-й разряд. Дальнейшее повышение разрядов обеспечено трудовым кодексом. Естественно, что чем выше разряд, тем более сложные работы должен уметь выполнять сварщик. С перечнем работ можно ознакомиться в должностной инструкции к каждому разряду.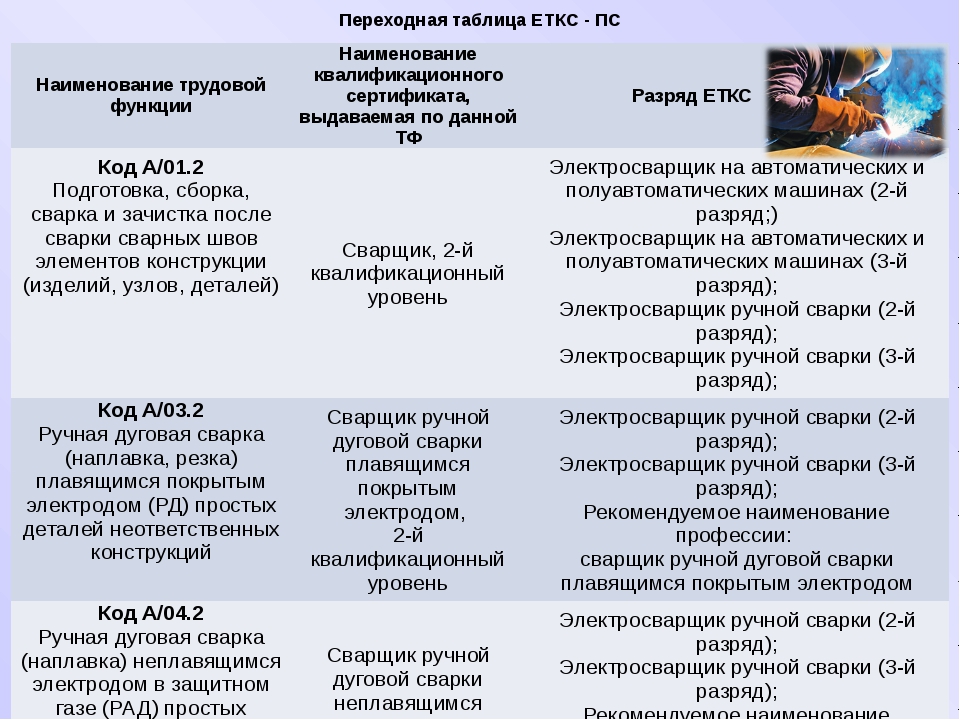
ᐅ Разряды сварщиков | сколько разрядов у сварщиков?
Обучение и образованиеИскать…
- Профессии
- Технические
- Геодезист
- Механик
- Автомеханик
- Тракторист
- Экскаваторщик
- Технолог
- Программист
- Военные
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Спасатель
- Технические
- Юридические
- Адвокат
- Прокурор
- Полицейский
- Делопроизводитель
- Детектив
- Дипломат
- Телохранитель
- Охранник
- Юрист
- Таможенник
- Криминалист
- Судья
- Нотариус
- Следователь
- Судебный пристав
- Творческие
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Флорист
- Экскурсовод
- Менеджер по туризму
- Дизайнер
- Дизайнер интерьера
- Графический дизайнер
- Дизайнер одежды
- Ландшафтный дизайнер
- Веб-дизайнер
- Стилист
- Парикмахер
- Визажист
- Копирайтер
- Ювелир
- Танцор
- Актер
- Хореограф
- Фотограф
- Астролог
- Модель
- Художник
- Режиссер
- Бизнес-тренер
- Блогер
- Балерина
- Сценарист
- Ведущий
- Журналист
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кассир
- Банкир
- Риэлтор
- Главный бухгалтер
- Бухгалтер
- Продавец
- Экономист
- Финансист
- Маркетолог
- Менеджер
- PR-менеджер
- Страховой агент
- Трейдер
- Оценщик
- Аудитор
- Логист
- Налоговый инспектор
- Товаровед
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кондитер
- Повар
- Официант
- Шеф-повар
- Сомелье
- Бармен
- Бариста
ᐅ Сварщик 2 разряда | Сколько получает сварщик 2 уровня, что должен уметь?
Обучение и образование Искать. ..
..
- Профессии
- Технические
- Геодезист
- Механик
- Электрик
- Автомеханик
- Тракторист
- Экскаваторщик
- Технолог
- Программист
- Военные
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Спасатель
- Технические
- Юридические
- Адвокат
- Прокурор
- Полицейский
- Делопроизводитель
- Детектив
- Дипломат
- Телохранитель
- Охранник
- Юрист
- Политик
- Таможенник
- Криминалист
- Судья
- Нотариус
- Следователь
- Судебный пристав
- Творческие
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Флорист
- Экскурсовод
- Менеджер по туризму
- Дизайнер
- Дизайнер интерьера
- Графический дизайнер
- Дизайнер одежды
- Ландшафтный дизайнер
- Веб-дизайнер
- Стилист
- Парикмахер
- Визажист
- Копирайтер
- Ювелир
- Танцор
- Актер
- Хореограф
- Фотограф
- Астролог
- Модель
- Художник
- Режиссер
- Бизнес-тренер
- Блогер
- Балерина
- Сценарист
- Ведущий
- Журналист
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кассир
- Банкир
- Риэлтор
- Главный бухгалтер
- Бухгалтер
- Продавец
- Экономист
- Финансист
- Маркетолог
- Менеджер
- PR-менеджер
- Страховой агент
- Трейдер
- Оценщик
- Аудитор
- Логист
- Налоговый инспектор
- Товаровед
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кондитер
- Повар
- Официант
- Шеф-повар
- Сомелье
- Бармен
- Бариста
ᐅ Сварщик 3 разряда | Сколько получает сварщик 3 уровня, что должен уметь?
Обучение и образование Искать. ..
..
- Профессии
- Технические
- Геодезист
- Механик
- Электрик
- Автомеханик
- Тракторист
- Экскаваторщик
- Технолог
- Программист
- Военные
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Спасатель
- Технические
- Юридические
- Адвокат
- Прокурор
- Полицейский
- Делопроизводитель
- Детектив
- Дипломат
- Телохранитель
- Охранник
- Юрист
- Политик
- Таможенник
- Криминалист
- Судья
- Нотариус
- Следователь
- Судебный пристав
- Творческие
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»> - Флорист
- Экскурсовод
- Менеджер по туризму
- Дизайнер
- Дизайнер интерьера
- Графический дизайнер
- Дизайнер одежды
- Ландшафтный дизайнер
- Веб-дизайнер
- Стилист
- Парикмахер
- Визажист
- Копирайтер
- Ювелир
- Танцор
- Актер
- Хореограф
- Фотограф
- Астролог
- Модель
- Художник
- Режиссер
- Бизнес-тренер
- Блогер
- Балерина
- Сценарист
- Ведущий
- Журналист
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кассир
- Банкир
- Риэлтор
- Главный бухгалтер
- Бухгалтер
- Продавец
- Экономист
- Финансист
- Маркетолог
- Менеджер
- PR-менеджер
- Страховой агент
- Трейдер
- Оценщик
- Аудитор
- Логист
- Налоговый инспектор
- Товаровед
 schema.org/SiteNavigationElement»>
schema.org/SiteNavigationElement»>- Кондитер
- Повар
ЕТКС. Электрогазосварщик 2 — 6 разряды (§ 45
§ 45. Электрогазосварщик (2 — й разряд)
Характеристика работ
- Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами стального легковесного и тяжелого лома.

- Ручная дуговая, плазменная, газовая, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из углеродистых сталей.
- Кислородная и плазменная прямолинейная и криволинейная резка в нижнем и вертикальном положении сварного шва металлом, а также простых и средней сложности деталей из углеродистых сталей по разметке вручную, на переносных стационарных и плазморезательных машинах.
- Прихватка деталей, изделий, конструкций во всех пространственных положениях.
- Подготовка изделий, узлов и соединений под сварку.
- Зачистка швов после сварки и резки.
- Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитных газах.
- Наплавка простых деталей.
- Устранение раковин и трещин в простых деталях, узлах, отливках.
- Подогрев конструкций и деталей при правке.
- Чтение простых чертежей.
- Подготовка газовых баллонов к работе.
- Обслуживание переносных газогенераторов.


Должен знать:
- устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок;
- правила пользования применяемыми горелками, редукторами, баллонами;
- способы и основные приемы прихватки;
- формы разделки шва под сварку;
- правила обеспечения защиты при сварке в защитном газе;
- виды сварных соединений и типы швов;
- правила подготовки кромок изделий для сварки;
- типы разделок и обозначение сварных швов на чертежах;
- основные свойства применяемых при сварке электродов, сварочного металла и сплавов, газов и жидкостей;
- допускаемое остаточное давление газа в баллонах;
- назначение и марки флюсов, применяемых при сварке;
- назначение и условия применения контрольно-измерительных приборов;
- причины возникновения дефектов при сварке и способы их предупреждения;
- характеристику газового пламени;
- габариты лома по государственному стандарту.

Примеры работ
- 1. Баки трансформаторов — подводка стенок под автоматическую сварку.
- 2. Балки люлечные, брусья подрессорные и надрессорные цельнометаллических вагонов и вагонов электросекций — приварка усиливающих угольников, направляющих и центрирующих колец.
- 3. Башмаки леерных стоек — резка на корабле.
- 4. Балки прокатные — наварка точек, захватывающих полос по разметке.
- 5. Бойки и шаблоны паровых молотов — наплавление.
- 6. Болты буксовые, колончатые и центровые — наплавление мест выработки.
- 7. Детали каркасов бортового тента — прихватка и обварка.
- 8. Детали металлические контейнеров — горячая правка.
- 9. Диафрагмы рам платформ и металлических полувагонов — приварка ребер.
- 10. Жеребейки — сварка.
- 11. Заклепки — резка головок.
- 12. Каркасы и детали тормозных площадок грузовых вагонов и оконные каркасы пассажирских вагонов — сварка.
- 13. Кожухи и ограждения, слабонагруженные узлы сельскохозяйственных машин — сварка.
- 14. Кожухи масляных насосов и фильтров автомобилей — наплавка раковин в отливках.
- 15. Кронштейны жатки, валики тормозного управления — сварка.
- 16. Кронштейны крепления глушителя к раме автомобиля — наплавка трещин.
- 17. Кронштейны для крепления горношахтного оборудования — сварка.
- 18. Кронштейны подрамников автосамосвалов — сварка.
- 19. Крышки желобов подвагонного освещения — сварка.
- 20. Листы угловые внутреннего и наружного обшива трамвая — заварка надрезов.
- 21. Лом стальной для шихты — резка.
- 22. Накладки и подкладки рессорные — сварка.
- 23. Опоки мелкие — приварка ушек.
- 24. Опоки стальные мелких размеров — сварка ушек.
- 25. Отливки стальные и чугунные мелкие — устранение раковин на необрабатываемых местах плавкой.
- 26. Поддоны к станкам — сварка.
- 27. Прибыли и летники на стальных отливках толщиной до 300 мм — резка.
- 28. Рамы баков трансформаторов — сварка.
- 29. Рамы матрацев кроватей, сетки панцирные и ромбические — сварка.
- 30. Трубы приемные — наплавление предохранительных сеток.
- 31. Усилители крыльев автомобилей — сварка.
- 32. Фиксаторы гидравлические механизмов автосамосвалов — сварка.
- 33. Фундаменты неответственные, мелкие узлы из малоуглеродистых и низколегированных сталей — полуавтоматическая сварка на стеллаже.

 Поддоны к станкам — сварка.
Поддоны к станкам — сварка.§ 46. Электрогазосварщик (3 — й разряд)
Характеристика работ
- Ручная дуговая, плазменная, газовая сварка, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из конструкционных сталей, цветных металлов и сплавов и средней сложности деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех положениях шва, кроме потолочного.
- Кислородная плазменная прямолинейная и криволинейная резка в различных положениях металлов, простых и средней сложности деталей из углеродистых и легированных сталей, цветных металлов и сплавов по разметке вручную на переносных, стационарных и плазморезательных машинах во всех положениях сварного шва.
- Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами на заданные размеры с выделением отходов цветных металлов и с сохранением или вырезом узлов и частей машины.
- Ручное дуговое воздушное строгание простых и средней сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях.
- Наплавка раковин и трещин в деталях, узлах и отливках средней сложности.
- Предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима.
- Чтение чертежей различной сложности деталей, узлов и конструкций.

Должен знать:
- устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов и плазмотрона;
- требования, предъявляемые к сварочному шву и поверхностям после воздушного строгания;
- способы подбора марок электродов в зависимости от марок сталей;
- свойства и значение обмазок электродов;
- строение сварного шва;
- способы их испытания и виды контроля;
- правила подготовки деталей и узлов под сварку и заварку;
- правила подбора режима нагрева металла в зависимости от марки металла и его толщины;
- причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения;
- основные технологические приемы сварки и наплавки деталей из различных сталей, чугуна, цветных металлов и сплавов;
- режим резки и расхода газов при кислородной и газоэлектрической резке.

Примеры работ
- 1. Арматура из оловянных бронз и кремнистой латуни под пробное давление до 1,6 МПа (15,5 атм) — наплавление дефектов.
- 2. Барабаны битерные и режущие, передние и задние оси тракторного прицепа, дышла и рамы комбайна и хедера, шнеки жатки, граблина и мотовила — сварка.
- 3. Боковины, переходные площадки, подножки, каркасы и обшивки железнодорожных вагонов — сварка.
- 4. Балансиры рессорного подвешивания подвижного состава — вырезка по разметке вручную.
- 5. Буи и бочки рейдовые, артщиты и понтоны — сварка.
- 6. Валы коленчатые двигателей и валы кулачковые автомобилей — заварка спецсталями дефектных полуобработанных поковок.
- 7. Валы электрических машин — наплавление шеек.
- 8. Глушители — сварка.
- 9. Двигатели внутреннего сгорания (топливная и воздушная системы) — сварка.
- 10. Детали автомобиля (горловина маслонагревателя, картер коробки, крышка картера) — наплавление дефектов.
- 11. Детали из листовой стали толщиной до 60 мм — вырезка вручную по разметке.
- 12. Детали каркаса кузова грузовых вагонов — сварка.
- 13. Детали кулисного механизма — наплавление отверстий.
- 14. Диски тормозные бронзовые — наплавление раковин.
- 15. Заготовки для ручной или автоматической электродуговой сварки — резка без скоса.
- 16. Каркасы для щитов и пультов управления — сварка.
- 17. Катки опорные — сварка.
- 18. Кожухи в сборе, котлы обогрева — сварка.
- 19. Кожухи эластичных муфт — сварка.
- 20. Колодки тормоза грузовых автомобилей, кожухи, полуоси заднего моста — подварка.
- 21. Конструкции, узлы, детали под артустановки — сварка.
- 22. Корпуса электрической взрывоопасной аппаратуры — сварка.
- 23. Краны грузоподъемные — наплавление скатов.
- 24. Кузова автосамосвалов — сварка.
- 25. Мосты задние автомобилей — наплавка раковин в отливках.
- 26. Облицовка радиатора автомобиля — заварка трещин.
- 27. Поплавки регулятора уровня (арматура) — сварка.
- 28. Проекторы — приварка к корпусу корабля.
- 29. Прибыли, литники у отливок сложной конфигурации толщиной свыше 300 мм — резка.
- 30. Рамки дышел паровоза — наплавка.
- 31. Рамки профильные окна кабины водителя — сварка.
- 32. Рамы пантографов — сварка.
- 33. Рамы тепловоза — приварка кондукторов, листов настила, деталей.
- 34. Резервуары для негорючих жидкостей и тормозных систем подвижного состава — сварка.
- 35. Резцы фасонные и штампы простые — сварка.
- 36. Сальники валов переборочные — наплавление корпуса и нажимной втулки.
- 37. Станины станков малых размеров — сварка.
- 38. Стойки, бункерные решетки, переходные площадки, лестницы, перила ограждений, настилы, обшивка котлов — сварка.
- 39. Ступицы заднего колеса, задний мост и другие детали автомобиля — пайка ковкого чугуна.
- 40. Стыки и пазы секций, перегородок палуб, выгородок — автоматическая сварка на стеллаже.
- 41. Трубы вентиляционные — сварка.
- 42. Трубы газовыхлопные медные — сварка.
- 43. Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали — сварка.
- 44. Трубы связные дымогарные в котлах и трубы пароперегревателей — сварка.
- 45. Трубы общего назначения — резка скоса кромок.
- 46. Трубы тормозной магистрали — сварка.
- 47. Трубопроводы безнапорные для воды (кроме магистральных) — сварка.
- 48. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации — сварка в цеховых условиях.
- 49. Цистерны автомобильные — автоматическая сварка.
- 50. Шары газификаторов латунные (открытые) — наплавление.
- 51. Шестерни — наплавление зубьев.



§ 47. Электрогазосварщик (4 — й разряд)
Характеристика работ
- Ручная дуговая, плазменная и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва.
- Ручная кислородная, плазменная и газовая прямолинейная и фигурная резка и резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах, в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке.
- Кислороднофлюсовая резка деталей из высокохромистых и хромистоникелевых сталей и чугуна.
- Кислородная резка судовых объектов на плаву.
- Автоматическая и механическая сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных сталей, чугуна, цветных металлов и сплавов.
- Автоматическая сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях.
- Ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях.
- Сварка конструкций из чугуна.
- Наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление.
- Горячая правка сложных конструкций.
- Чтение чертежей различных сложных сварных металлоконструкций.


Должен знать:
- устройство различной электросварочной и газорезательной аппаратуры, автоматов и полуавтоматов, особенности сварки и электродугового строгания на переменном и постоянном токе;
- основы электротехники в пределах выполняемой работы;
- виды дефектов в сварных швах и методы их предупреждения и устранения;
- основы сварки металлов;
- механические свойства свариваемых металлов;
- принципы подбора режима сварки по приборам;
- марки и типы электродов;
- методы получения и хранения наиболее распространенных газов:
- ацетилена, водорода, кислорода, пропан-бутана, используемых при газовой сварке;
- процесс газовой резки легированной стали.
Примеры работ
- 1. Аппараты, сосуды и емкости из углеродистой стали, работающие без давления — сварка.
- 2. Аппаратура и сосуды для химических и нефтехимических производств; резервуары, сепараторы, сосуды и т.п. — вырезка отверстий со скосом кромок.
- 3. Арматура трубопроводная запорная из цветных металлов и сплавов под пробное давление свыше 1,6 до 5,0 МПа (свыше 15,5 до 48,4 атм) — наплавление дефектов.
- 4. Баки трансформаторов — приварка патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков.
- 5. Баллеры руля, кронштейны гребных валов — наплавление.
- 6. Блоки цилиндров двигателей автомобилей — наплавление раковин в отливках.
- 7. Валы коленчатые — наплавка шеек.
- 8. Вкладыши бронзовые и латунные — наплавка на стальные подшипники.
- 9. Гарнитура и корпуса горелок котлов — сварка.
- 10. Детали из листовой нержавеющей стали, алюминиевых или медных сплавов — газоэлектрическая резка со скосом кромок.
- 11. Детали из чугуна — сварка, наплавление с подогревом и без подогрева.
- 12. Детали из листовой стали толщиной свыше 60 мм — резка вручную по разметке.
- 13. Детали и узлы из цветных металлов — сварка с последующим испытанием под давлением.
- 14. Замедлители вагонные — сварка и наплавление узлов в эксплуатационных условиях.
- 15. Зубья чугунные шестерен — наплавление.
- 16. Изделия из цветных сплавов тонкостенные (крышки воздухоохладителей, подшипниковые щиты, вентиляторы турбогенераторов) — наварка латунью или силумином.
- 17. Изделия чугунные крупные: рамы, шкивы, маховики, шестерни — наплавление раковин и трещин.
- 18. Камеры рабочих колес гидравлических турбин — сварка и наплавление.
- 19. Конструкции доменных печей (кожухи, воздухоподогреватели, газопроводы) — резка со скосом кромок.
- 20. Каркасы промышленных печей и котлов — сварка.
- 21. Картеры крупных моторов и корпуса механической передачи тепловозов — сварка.
- 22. Картеры моторов нижние — сварка.
- 23. Катушки полюсов электрических машин из полосовой меди — сварка и приварка перемычек.
- 24. Коллекторы газовыхлопные и трубы — сварка.
- 25. Кольца регулирующие гидравлических турбин — сварка и наплавление.
- 26. Корпуса и мосты ведущих колес жатки — сварка.
- 27. Корпуса компрессоров, цилиндров низкого и высокого давления воздушных компрессоров — наплавление трещин.
- 28. Корпуса роторов диаметром до 3500 мм — сварка.
- 29. Корпуса стопорных клапанов турбин мощностью до 25000 кВт — сварка.
- 30. Корпуса щеткодержателей, сегменты реверсов, роторы электродвигателей — наплавление.
- 31. Крепление и опоры для трубопроводов — сварка.
- 32. Кронштейны и крепления шкворневые тележки тепловоза — сварка.
- 33. Листы больших толщин (броня) — сварка.
- 34. Мачты, вышки буровые и эксплуатационные — сварка в цеховых условиях.
- 35. Мебель из алюминия — сварка.
- 36. Плиты фундаментальные крупные электрических машин — сварка.
- 37. Подкосы, полуоси стойки шасси самолетов — сварка.
- 38. Подогреватели — сварка обоймы, водогрейной трубы с обоймой, конусом, кольцами и фланцами.
- 39. Подшипники и вкладыши буксовые, дышловые — наплавление по рамке и наплавление трещин.
- 40. Поршни пневматических молотов — наплавление раковин и трещин.
- 41. Пылегазовоздухопроводы, узлы топливоподачи и электрофильтров — сварка.
- 42. Рамки золотниковые, маятники — сварка.
- 43. Рамки иллюминаторные из алюминиевых сплавов — сварка.
- 44. Рамы транспортеров — сварка.
- 45. Резервуары воздушные троллейбусов — сварка.
- 46. Резервуары для нефтепродуктов вместимостью менее 1000 м3 — сварка.
- 47. Рельсовые стыковые соединения — приварка в эксплутационных условиях.
- 48. Рельсы и сборные крестовины — наплавление концов.
- 49. Сетки металлические одинарные и крученые для целлюлозно-бумажного производства — пайка концов серебряным припоем.
- 50. Станины дробилок — сварка.
- 51. Станины и корпуса электрических машин сварно-литые — сварка.
- 52. Станины крупных станков чугунные — сварка.
- 53. Станины рабочих клетей прокатных станов — наплавление.
- 54. Статоры турбогенераторов с воздушным охлаждением — сварка.
- 55. Трубки под датчики с радиоактивным изотопом — наплавление.
- 56. Трубные элементы котлов, бронелисты и т.п. — горячая правка.
- 57. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации — сварка на монтаже.
- 58. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления — сварка в цеховых условиях.
- 59. Трубы бурильные — приварка муфт.
- 60. Трубопроводы технологические 5 категории — сварка.
- 61. Фахверки, связи, фонари, прогоны, монорельсы — сварка.
- 62. Фрезы и штампы сложные — сварка и наплавление быстрореза и твердого сплава.
- 63. Холодильники латунные — сварка швов под гидроиспытания при давлении до 2,5 МПа (24,2 атм).
- 64. Цилиндры блоков автомашин — наплавление раковин.
- 65. Цистерны автомобильные — сварка.
- 66. Шары, поплавки и цистерны из специальных алюминиевых сплавов — сварка.
 Аппараты, сосуды и емкости из углеродистой стали, работающие без давления — сварка.
Аппараты, сосуды и емкости из углеродистой стали, работающие без давления — сварка.


 Рельсы и сборные крестовины — наплавление концов.
Рельсы и сборные крестовины — наплавление концов.
§ 48. Электрогазосварщик (5 — й разряд)
Характеристика работ
- Ручная дуговая, плазменная и газовая сварка различной сложности аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под давлением.
- Ручная дуговая и плазменная сварка сложных строительных и технологических конструкций, работающих в сложных условиях.
- Кислородная и плазменная прямолинейная и горизонтальная резка сложных деталей из различных сталей, цветных металлов и сплавов по разметке вручную с разделкой кромок под сварку, в том числе с .применением специальных флюсов из различных сталей и сплавов.
- Кислородная резка металлов под водой.
- Автоматическая и механическая сварка сложных аппаратов, узлов, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов.
- Автоматическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками.
- Механизированная сварка сложных строительных и технологических конструкций, работающих в тяжелых условиях.
- Ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях.
- Сварка конструкций в блочном исполнении во всех пространственных положениях сварного шва.
- Сварка и наплавка трещин и раковин в тонкостенных изделиях и в изделиях с труднодоступными для сварки местами.
- Термообработка газовой горелкой сварных стыков после сварки.
- Чтение чертежей различной сложности сварных пространственных металлоконструкций.


Должен знать:
- электрические схемы и конструкции различных сварочных машин, автоматов, полуавтоматов и источников питания;
- технологические свойства свариваемых металлов, включая высоколегированные стали, а также наплавленного металла и металла, подвергающегося строганию;
- выбор технологической последовательности наложения сварных швов;
- влияние термической обработки на свойства сварного шва;
- правила резки металлов под водой.
Примеры работ
- 1. Амбразуры доменных печей — наплавка раковин и трещин.
- 2. Аппаратура и сосуды из углеродистых сталей, работающих под давлением, и из легированных сталей, работающих без давления — сварка.
- 3. Арматура мартеновских печей — сварка при ремонте действующего оборудования.
- 4. Арматура несущих железобетонных конструкций (фундаменты, колонны, перекрытия и т.п.) — сварка.
- 5. Арматура трубопроводная запорная из оловянных бронз и кремнистой латуни — наплавка под пробное давление свыше 5,0 МПа (48,4 атм).
- 6. Баки уникальных мощных трансформаторов — сварка, включая приварку подъемных крюков, домкратных скоб, нержавеющих плит, работающих под динамическими нагрузками.
- 7. Балки и траверсы тележек кранов и балансиры — сварка.
- 8. Балки пролетные мостовых кранов грузоподъемностью менее! 30 т — сварка.
- 9. Балки хребтовые, буферные, шкворневые, рамы тележек локомотивов и вагонов — сварка.
- 10. Баллоны, колпаки, сферы, работающие в вакууме — сварка.
- 11. Барабаны котлов давлением до 4,0 МПа (38,7 атм) — сварка.
- 12. Блоки строительных и технологических конструкций из листового металла (воздухонагреватели, скрубберы, кожухи доменных печей, сепараторы, реакторы, газоходы доменных печей и т. п.) — сварка.
- 13. Блоки цилиндров и водяные коллекторы изделий — сварка.
- 14. Валы коленчатые крупные — сварка.
- 15. Ванны свинцовые — сварка.
- 16. Газогольдеры и резервуары для нефтепродуктов объемом 5000 куб.м и более — сварка в цеховых условиях.
- 17. Газонефтепродуктопроводы — сварка на стеллаже.
- 18. Детали газосварочной аппаратуры — пайка серебряными припоями.
- 19. Детали особо ответственных машин и механизмов (аппараты засыпные доменных печей, винты гребные, лопасти турбин, валки прокатных станов и т.п.) — наплавление специальными, твердыми, износостойкими и коррозионно-стойкими материалами.
- 20. Детали сложной конфигурации ответственных конструкций — резка с разделкой кромок под сварку без дополнительной механической обработки.
- 21. Днища шаровые и сферические — вырезка косых отверстий без последующей механической обработки.
- 22. Детали ответственных машин, механизмов и конструкций кованых, штампованных и литых (винты гребные, лопасти турбин, блоки цилиндров двигателей и т. п.) — наплавление дефектов.
- 23. Змеевики из красной меди — сварка.
- 24. Кессоны для мартеновских печей, работающих при высоких температурах — сварка.
- 25. Кессоны мартеновских печей (горячий ремонт) — внутреннее наплавление.
- 26. Коллекторы сложной конфигурации из 20 и более деталей из нержавеющей и жаропрочной стали с проверкой на макроструктуру и рентгенографию — сварка.
- 27. Колонны, бункера, стропильные и подстропильные фермы, балки, эстакады и т.п. — сварка.
- 28. Компенсаторы сильфонного типа из нержавеющих сталей — пайка.
- 29. Конструкции радиомачт, телебашен и опор ЛЭП — сварка в стационарных условиях.
- 30. Корпуса врубовых, погрузочных машин, угольных комбайнов и шахтных электровозов — сварка.
- 31. Корпуса головок, траверсы, основания и другие сложные узлы прессов и молотов — сварка.
- 32. Корпуса, крышки, тройники, колена, цилиндры чугунные — наплавление дефектов.
- 33. Корпуса роторов диаметром свыше 3500 мм — сварка.
- 34. Корпуса стопорные клапанов турбин мощностью свыше 25000 кВт — сварка.
- 35. Крышки, статоры и облицовка лопастей гидравлических турбин — сварка.
- 36. Мачты, вышки буровые и эксплуатационные — сварка при монтаже.
- 37. Основания из высоколегированных буровых труб под буровые вышки и трехдизельные приводы — сварка.
- 38. Отливки алюминиевые и бронзовые, сложные и крупные — наплавление раковин и трещин.
- 39. Плиты опорные шагающих экскаваторов — сварка.
- 40. Пресс-формы сложные — подварка в труднодоступных местах.
- 41. Рамы и узлы автомобилей и дизелей — сварка.
- 42. Рамы шкворневые и поддизельные локомотивов — сварка.
- 43. Резервуары для нефтепродуктов вместимостью от 1000 и менее 5000 куб.м — сварка на монтаже.
- 44. Роторы электрических машин — сварка короткозамкнутых колец, стержней, наплавление.
- 45. Станины сложные, фартуки крупных токарных станков — сварка, наплавление трещин.
- 46. Стыки выпусков арматуры элементов несущих сборных железобетонных конструкций — сварка.
- 47. Трубки импульсные системы КИП и автоматики — сварка.
- 48. Трубные элементы паровых котлов давлением до 4,0 МПа (38,7 атм) — сварка.
- 49. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления — сварка на монтаже.
- 50. Трубопроводы наружных и внутренних сетей газоснабжения среднего и низкого давления — сварка при монтаже и в цеховых условиях.
- 51. Трубопроводы технологические III и IV категорий (групп), а также трубопроводы пара и воды III и IV категорий — сварка.
- 52. Трубы свинцовые — сварка.
- 53. Узлы подмоторных рам и цилиндры амортизаторов шасси самолетов — сварка.
- 54. Холодильники латунные — сварка швов под гидроиспытание под давлением свыше 2,5 МПа (24,2 атм).
- 55. Цилиндры двигателей — наплавление внутренних и наружных рубашек.
- 56. Шины, ленты, компенсаторы к ним из цветных металлов — сварка.

 п.) — сварка.
п.) — сварка. п.) — наплавление дефектов.
п.) — наплавление дефектов.

§ 49. Электрогазосварщик (6 — й разряд)
Характеристика работ
- Ручная дуговая, плазменная и газовая сварка особо сложных аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под высоким давлением.
- Ручная дуговая и газоэлектрическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций сложной конфигурации.
- Автоматическая сварка различных конструкций из легированных специальных сталей, титановых и других сплавов на автоматах специальной конструкции, многодуговых, многоэлектродных автоматах и автоматах, оснащенных телевизионными, фотоэлектронными и другими специальными устройствами, на автоматических манипуляторах (роботах).
- Механизированная сварка аппаратов, узлов, конструкций трубопроводов, строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, при выполнении сварных швов в потолочном положении и на вертикальной плоскости.
- Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов.
- Сварка сложных конструкций в блочном исполнении во всех пространственных положениях сварного шва.

Должен знать:
- разновидность титановых сплавов, их сварочные и механические свойства;
- кинематические схемы автоматов и полуавтоматов, принципиальное устройство электронных схем управления;
- правила обучения роботов и правила работы с робототехническими комплексами;
- виды коррозии и факторы, вызывающие ее;
- методы специальных испытаний свариваемых изделий и назначение каждого из них;
- основные виды термической обработки сварных соединений;
- основы по металлографии сварных швов.

Примеры работ
- 1. Балки рабочих площадок мартеновских цехов, конструкции бункерных и разгрузочных эстакад металлургических предприятий, балки подкрановые под краны тяжелых режимов работы, стрелы шагающих экскаваторов — сварка.
- 2. Балки пролетные мостовых кранов грузоподъемностью 30 т и выше — сварка.
- 3. Барабаны котлов давлением свыше 4,0 МПа (38,7 атм) — сварка.
- 4. Блоки разделения воздуха кислородных цехов — сварка деталей из цветных металлов.
- 5. Газгольдеры и резервуары для нефтепродуктов объемом 5000 куб.м и более — сварка при монтаже.
- 6. Газонефтепродуктопроводы магистральные — сварка на монтаже.
- 7. Детали и узлы из цветных металлов, работающие под давлением свыше 4,0 МПа (38,7 атм) — сварка.
- 8. Емкости и покрытия сферические и каплевидные — сварка.
- 9. Емкости, колпаки, сферы и трубопроводы вакуумные — сварка.
- 10. Замки бурильных труб и муфт — сварка двойным швом.
- 11. Колеса рабочие газотурбокомпрессоров, паровых турбин, мощных воздуходувок — приварка лопастей и лопаток.
- 12. Колонны синтеза аммиака — сварка.
- 13. Конструкции из легких алюминиево-магниевых сплавов — сварка.
- 14. Конструкция радиомачт, телебашен и опор ЛЭП — сварка при монтаже.
- 15. Конструкции из маломагнитных сталей — сварка.
- 16. Коробки паровых турбин — сварка и наплавление раковин.
- 17. Корпуса статоров крупных турбогенераторов с водородным и водородно-водяным охлаждением — сварка.
- 18. Корпуса тяжелых лазерных двигателей и прессов — сварка.
- 19. Котлы паровые — правка донышек, сварка ответственных узлов односторонним стыковым швом.
- 20. Лапы и шорошки буровых долот, бурильные паропроводники — сварка.
- 21. Лопатки роторов и статоры турбин — пайка.
- 22. Нефте- и газопроводы — сварка при ликвидации разрывов.
- 23. Обвязка трубопроводами нефтяных и газовых скважин и скважин законтурного заполнения — сварка.
- 24. Проводки импульсных турбин и котлов — сварка.
- 25. Резервуары и конструкции из двухслойной стали и других биметаллов — сварка.
- 26. Стержни арматуры железобетонных конструкций разъемных форм — сварка.
- 27. Строения пролетные металлических и железобетонных мостов — сварка.
- 28. Трубные элементы паровых котлов давлением свыше 4,0 МПа (38,7 атм) — сварка.
- 29. Трубопроводы напорные, камеры спиральные и камеры рабочего колеса турбин гидроэлектростанций — сварка.
- 30. Трубопроводы наружных сетей газоснабжения среднего и высокого давления — сварка при монтаже.
- 31. Трубопроводы технологические I и II категорий (групп), а также трубопроводы пара и воды I и II категорий — сварка.
 Замки бурильных труб и муфт — сварка двойным швом.
Замки бурильных труб и муфт — сварка двойным швом.
Изменения у сварщиков по рабочим профессиям. Статьи компании «ЮР-Эксперт СРО»
ПРИКАЗ от 25 апреля 2019 года N 208 В раздел «Машиностроение и металлообработка» в подраздел «Сварочное производство» были внесены следующие изменения:
МИНИСТЕРСТВО ПРОСВЕЩЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИКАЗ
от 25 апреля 2019 года N 208
О внесении изменений в Перечень профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение, утвержденный приказом Министерства образования и науки Российской Федерации от 2 июля 2013 г. N 513
В раздел «Машиностроение и металлообработка» в подраздел «Сварочное производство» были внесены следующие изменения:
Было | Стало теперь |
Газосварщик 2 – 6 разряд
| Сварщик газовой сварки |
Сварщик термитной сварки 2 – 5 разряд
| Сварщик термитной сварки
|
Электрогазосварщик 2 – 6 разряд | Сварщик дуговой сварки неплавящимся электродом в защитном газе
|
Электросварщик на автоматических и полуавтоматических машинах 2 – 6 разряд | Сварщик частично механизированной сварки плавлением |
Сварщик дуговой сварки самозащитной проволокой | |
Сварщик дуговой сварки под флюсом | |
Сварщик дуговой сварки плавящимся электродом в защитном газе
| |
Электросварщик ручной сварки 2 – 6 разряд | Сварщик ручной дуговой сварки плавящимся покрытым электродом |
Сварщик-бригадир |
Если раньше профессии в Сварочном производстве шли с разрядами, то теперь они пишутся без разрядов, но прописываются способ сварки.
Добавилась профессия Сварщик-бригадир.
Аппараты для точечной сварки емкостным разрядом— Сварочные аппараты с двойным и одиночным импульсом для компакт-дисков
Преимущества аппаратов для точечной сварки емкостным разрядом
Аппараты для точечной сварки с емкостным разрядом, также называемые аппаратами для точечной сварки емкостным сопротивлением или с конденсаторным разрядом, имеют много преимуществ перед другими типами сварочных аппаратов:
- Быстрое выделение энергии для сварки металлов с высокой проводимостью, таких как медь
- Малые зоны сварного шва с термическим воздействием
- Повторяющееся высвобождение энергии независимо от колебаний напряжения в сети
- Возможность очень точной регулировки энергии
Аппараты для точечной сварки емкостным разрядом — одно из самых экономичных решений для точечной контактной сварки.Независимо от того, производите ли вы аккумуляторные батареи или микроскопические сборки, аппараты для точечной сварки Sunstone с емкостным разрядом являются самыми доступными и точными аппаратами для контактной сварки сопротивлением мелких точек на рынке.
Мы предлагаем следующие модели аппаратов для точечной сварки емкостным разрядом:
1000 Двойной импульсный точечный сварочный аппарат
Аппарат для точечной сварки с двумя импульсами 630
320 Двойной импульсный точечный сварочный аппарат
160 Двойной импульсный точечный сварочный аппарат
Двойной импульсный точечный сварочный аппарат DCD 320
200 Одноимпульсный сварочный аппарат сопротивления для исследований и легкой промышленности
Сварочный аппарат сопротивления 100 одиночных импульсов для исследований и легкой промышленности
UltraKeet Australia — Homebrew Установка для точечной точечной сварки емкостным разрядом (Часть 1)
Обновление 30.08.09 : Теперь эта статья состоит из двух частей.Вторую часть, содержащую схему, иллюстрации и ведомость материалов, можно найти здесь. Это все еще незавершенная работа, так как у меня есть только пара часов в неделю, чтобы обновлять этот сайт, поэтому заранее приносим свои извинения.
РЕДАКТИРОВАТЬ: Добро пожаловать, зрители HackAday.com! Прежде чем мы начнем, короткая цитата из раздела ваших комментариев от парня, которому явно нужно немного больше клетчатки в своем рационе:
Этот парень не делится, и точка. Он во славе, а не в высшем благе.Я бы не стал тратить время на поиск схем или кода. То, что выглядит крутым изобретением, — это всего лишь реализация одним человеком известного уровня техники; возможно, вы могли бы заплатить ему за детали. * snip * Это полная противоположность сварке. Для этого вам также не нужен микроконтроллер, вы можете создавать сигналы ШИМ из тривиальных аналоговых схем и некоторых вентилей. * snip * относиться ко всему как к совершенно секретному VC wankfest
Вау. Это совсем не похоже на меня.На самом деле я хотел дождаться завершения этого проекта, прежде чем размещать его (вместе со всеми соответствующими источниками) на hackaday, как я сделал с моим предыдущим проектом Rechargable CREE LED Torch. Очевидно, кому-то это показалось достаточно интересным, чтобы опубликовать его в незавершенном виде, так что извините.
Забегая вперед, я работал над дешевым аппаратом для точечной точечной сварки емкостным разрядом для выводов аккумуляторных батарей в течение последних двух недель, в свободное от работы время по разным причинам. Меня вдохновили несколько видеороликов на YouTube, и я решил, что у меня осталось много деталей, оставшихся от предыдущих проектов.Результатом стал мой первый прототип ниже:
Текущий прототип на основе звукового колпачка 1 Фарада и dsPIC33FJ128GP206
Дизайн разбит на следующие пять ключевых сегментов (в произвольном порядке):
- Блоки питания / зарядки / привода
- Накопитель энергии (в данном случае аудиоконденсатор емкостью 1 Фарада)
- Контроллер разряда (подходящие драйверы MOSFET и PNP)
- Плата контроллера / супервизора (ширина импульса, частота, контроль напряжения)
- Разрядный электрод (торированный вольфрам / цирконированный вольфрам)
Для простой разгрузочной резки контроллер можно не учитывать, как сказал веселый парень из hackaday.Просто подключите аудиоконденсатор напрямую к сильноточному выпрямленному источнику постоянного тока (конечно, в пределах спецификации конденсаторов!) И используйте переключатель или источник сигнала (прямоугольный и т. Д.) Вместе с полевыми МОП-транзисторами / драйверами для включения и выключения разряда или управления рабочий цикл и частота. Ни при каких обстоятельствах не упускайте возможность переключать выход, особенно если вы используете сильноточный зарядный блок (вы взорвете выпрямители и / или задымите трансформатор, если электрод застрянет!)
Ниже представлена разбивка по сегментам.Я решил использовать отдельные источники питания, чтобы избежать шума / скачков напряжения (и у меня все равно лежали все эти трансформаторы!):
PSU : Второй мостовой выпрямитель 10-AMP (для привода затвора MOSFET) скрыт радиатором
Плата контроллера : Имеет собственный 2-амперный мост, режим переключения LT1374 и линейные регуляторы TC1017
Зонд : До.Typo’d heatsh r чернил. Использует кабель 8-го калибра, он хорошо сохранился с учетом злоупотреблений!
Как это работает: Регулятор мощности
Конденсатор емкостью 1 Фарад подключается к источнику заряда (~ 16,5 В постоянного тока) через полевой МОП-транзистор IRFP2907 , а также в качестве источника разряда (заземление) через полевой МОП-транзистор IRFP2907 , подключенный к 4 резистора по 1 Ом 10 Вт. параллельно. Тогда метод управления напряжением становится тривиально простым.
Я настроил dsPIC на выборку всех соответствующих аналоговых источников напряжения примерно на 250 Гц.Источники, которые я отслеживаю, следующие: Voltage , Pulse Width and Frequency trimpots. Напряжение возбуждения затвора MOSFET , напряжение конденсатора и, наконец, напряжение заряда . 250 Гц — это довольно медленно, но находится в пределах наших требований (поскольку конденсатору требуется некоторое время для полной зарядки при 12 А, почти 2500 мс)
Теперь все, что нам нужно сделать, это относительно быстро включить или выключить заряжающий полевой МОП-транзистор и сравнить желаемое напряжение с измеренным напряжением конденсатора.Если измеренное напряжение ниже требуемого, включите зарядный МОП-транзистор. Если измеренное напряжение равно или ВЫШЕ, чем заданное напряжение, выключите зарядный MOSFET. В приведенном ниже коде представлена упрощенная версия того, как это работает в настоящее время (я знаю, что это беспорядочно!)
void __attribute __ ((__ interrupt__, auto_psv)) _T2Interrupt (void) // Процедура прерывания, 250 Гц
{
if (getVolts Вот самое интересное. У нас также есть разрядный МОП-транзистор DISCHARGE , который мы можем использовать, если напряжение становится слишком высоким. Это также означает, что вам не нужно бесконечно ждать разрядки конденсатора, когда вы устанавливаете более низкое напряжение (это займет несколько часов самостоятельно или около 30 секунд с резистором утечки большого номинала) - поэтому мы добавляем следующий код (снова упрощенный):
void __attribute __ ((__ interrupt__, auto_psv)) _T2Interrupt (void) // Процедура прерывания, 250 Гц
{
если (getVolts
если (getVolts> (setVolts + 0.1)) {// Если измеренное напряжение больше заданного
разгрузкаPin = ВЫСОКАЯ; // (плюс еще немного) разряжаем конденсатор
} else {// .. В противном случае ..
разгрузкаPin = LOW; // Остановить разряд конденсатора
}
}
IFS0bits.T2IF = 0x00; // Сбрасываем флаг прерывания
}
Давайте рассмотрим. Настраиваем напряжение с помощью потенциометра. Приведенный выше код проверяет, действительно ли измеренное напряжение на меньше, чем на , чем заданное напряжение. Если это так, начните заряжать конденсатор, если нет, прекратите зарядку и переходите к следующей проверке.Если измеренное напряжение на больше, чем на заданное напряжение (плюс 100 мВ, чтобы мы не попали в петлю), начните разряжать конденсатор, если нет, прекратите разряд.
Вышеупомянутая процедура работает очень хорошо, напряжение согласуется с заданным напряжением в пределах 200 мс, почти так же быстро, как вы можете повернуть потенциометр!
Как это работает: контроль вывода
Пока все хорошо. Вы заметите, что на зонде (например, разрядном электроде) есть тактильный переключатель .Многие люди используют ножные переключатели, но а) они дорогие, и б) у меня их нет под рукой. Тактильный переключатель в любом случае добавляет приятных ощущений.
Кстати, без микроконтроллера коммутатор просто подключался бы между GATE массива MOSFET и напряжением GATE DRIVE - это примитивно, но очень эффективно, если вы просто хотите пробить тонкую сталь. Каждый раз, когда переключатель нажимается, полевые МОП-транзисторы полностью усиливаются и проводят ток через зонд к вашей цели - надеюсь, не убивая вас или кого-либо еще в процессе.
Поскольку мы используем конструкцию на основе микроконтроллера, микроконтроллер будет действовать как посредник между тактильным переключателем и полевыми МОП-транзисторами. Когда переключатель нажат, микроконтроллер решает, включить или выключить полевые МОП-транзисторы (или подать им импульс). Это ОЧЕНЬ мощная функция, поскольку теперь вы потенциально можете контролировать рабочий цикл, выходную частоту, ширину импульса и напряжение на пробнике. Код для этого также довольно прост, если вы научитесь считать в миллисекундах с помощью таймеров на вашем микроконтроллере (намного сложнее, чем кажется на первый взгляд!)
Еще раз, вот код, который вы можете проанализировать и, возможно, беспокоить меня.Это похоже на то, что я использую, за исключением того, что у меня есть множество дополнительных флагов и незаметных переменных, которые только запутают вас. Приведенный ниже код регулирует частоту выхода, используя настройку потенциометра, и фиксируется на 50% рабочем цикле. Это всего лишь набросок, вы можете использовать аналогичную процедуру для управления нагрузкой / шириной импульса и, вероятно, не должны копироваться / вставляться, поскольку расчет частоты инвертируется для удобства чтения:
void __attribute __ ((__ interrupt__, auto_psv)) _T3Interrupt (void) // Процедура прерывания, 1000 Гц
{
if (buttonPressed) {// Если тактильный переключатель нажат
if (freq == presetFreq) {// частота равна настройке частоты горшка?
вывод! = вывод; // Если да, переключить вывод (если выключен, включить, если включен, выключить)
freq = 0; // сбрасываем частоту, чтобы мы могли снова начать счет
} else {
freq ++; // Если нет, продолжаем считать
}
} else {// Если тактильный переключатель не нажат
freq = 0; // сбрасываем частоту, чтобы мы могли снова начать счет
output = 0; // убеждаемся, что вывод выключен
}
IFS0bits.T3IF = 0x00; // Сбрасываем флаг прерывания, иначе uC загорится.
}
Я не уверен, что кто-то еще найдет это таким же интересным или увлекательным, как я, но при резке более тонких металлов, таких как медь, с использованием более низких частот, вы чувствуете большее «трение» во время резки (что, я думаю, и следовало ожидать , но, тем не менее, это круто) - у этого есть дополнительный бонус в виде очень резких, очень точных срезов с меньшим дрожанием и перерегулированием. На более высоких частотах это как нож сквозь масло, но при легком дрожании руки порезы становятся «неровными» и нервными.
Теперь у нас есть инструмент для обработки емкостным разрядом
Превратить указанное выше устройство в сварочный аппарат (теоретически) относительно просто, просто скопируйте описанную выше процедуру обработки прерывания и настройте ее в соответствии с требованиями. К сожалению, на этой неделе у меня нет свободного времени. Я опубликую схемы, иллюстрации и прошивку для вышеуказанного дизайна, как только у меня будет возможность исправить все (включая макет, который сильно пропатчен проводом), текущее ETA составляет пару недель 🙁
Я надеюсь, что это прояснило все заблуждения и, по крайней мере, дало вам достаточно знаний, чтобы приступить к созданию своего собственного адского сварщика
Обновление 16.08.09 : Режим точечной сварки завершен, новое видео
Эта статья была обновлена и состоит из двух частей.С тех пор я начал вторую часть, которую вы можете просмотреть здесь - я буду публиковать макеты печатных плат, схемы, спецификации, все, кроме ПОЛНОГО образа прошивки из соображений БЕЗОПАСНОСТИ на этой странице (вы также можете узнать больше о проблеме с прошивкой здесь!).
Спасибо всем за вашу поддержку. Я получил чуть более сотни писем об этом дизайне с тех пор, как разместил его здесь, это был очень необходимый старт для будущих проектов.
-PodeCoet
Хотите связаться с нами?
UltraKeet Australia - Homebrew Машина для точечной сварки емкостным разрядом (Часть 2)
Обновление 13.09.12 : Пожалуйста, не создавайте эту конструкцию.
Скинул из лома. МОП-транзисторы управляются неправильно и работают далеко за пределами предполагаемых спецификаций, вам нужно как минимум двенадцать параллельно с правильными сильноточными драйверами на воротах. Он склонен к защелкиванию, и вы можете легко пораниться из-за постоянной неисправности. Я многому научился за три года, прошедшие с тех пор, как это было опубликовано, и эту рецензию почти неловко держать в сети, она здесь только для того, чтобы напомнить мне о том, каким глупым я был
Обновление 02/12/09 : Макеты печатных плат теперь СКАЧАТЬ ЗДЕСЬ
[Неработающие ссылки исправлены, 13.09.12]
Обновление 22.10.09 : Более 10 000 обращений к статьям в месяц и их количество растет! Спасибо всем за вашу поддержку.
Иржи успешно воспроизвел конструкцию сварщика на основе схемы с собственными УДИВИТЕЛЬНЫМИ модификациями. Он разместил подробности на своем веб-сайте (с исходным кодом!)
Как упоминалось в предыдущей статье, у меня есть только пара часов в неделю MAX на обновление всего сайта. Поскольку часть моего дохода связана с продуктами, которые я [раньше] продавала здесь, я вынужден отдавать приоритет обновлениям магазина и заказывать доставку. В сочетании с моей дневной работой в [цензуре] , заказываю доставку, учебу и частную работу, я полностью завалиться.
Ура! Написание этого означает, что мне наконец удалось завершить часть приварки язычка батареи в моей конструкции емкостного разряда. Если вы пропустили часть 1 этой статьи, посмотрите ее здесь. Это даст вам базовое описание того, о чем идет речь, а также обзор задействованного оборудования.
Перед тем, как мы начнем, пару замечаний, пропустите все остальное, если необходимо, но , пожалуйста, прочтите следующие несколько абзацев.
Во-первых, Fritz9111 (веб-сайт здесь, канал Youtube здесь) был моим первым источником вдохновения для этого проекта. Несколько месяцев назад я посмотрел его видео о точечной сварке на Youtube и сразу же влюбился в его дизайн; Он недавно загрузил схемы / изображения платы, и это определенно стоит проверить, так как оба наших дизайна принципиально отличаются - справедливо, что он получил пробку за то, что изначально придумал эту идею.
Наконец (злой режим * на * ).Я потратил время на создание схем, отредактированных иллюстраций печатных плат и трудоемкой ведомости материалов для вас - в свою очередь, я прошу вас не быть дополнением к пяти или около того абсолютным дрочащим , которые оскорбляют меня, используя контакт форма (в частности, насчет того, чтобы не публиковать источники, у меня есть свои причины) - я уверен, что многие из вас встречали таких существ в другом месте, короче говоря, они абсолютно не уважают никого, кроме своего собственного. Для них бесплатный / открытый дизайн должен быть «свободным от ошибок» и работать в точном соответствии с их ожиданиями, чтобы они могли использовать его для своих тезисов, иначе это «отстой», а автор - выброшенный хакер.Совершенно точно, это не шутка, я получил довольно много писем с такими точными словами.
... А теперь без лишних слов, вот схемы / исходники дизайна, которые вы все неоднократно запрашивали! В настоящее время завершены только схема, спецификация и иллюстрации. , прошивка, вероятно, никогда не будет выпущена с такой скоростью.
Принципиальная схема : формат PDF, 340 КиБ
Спецификация : формат PDF, 101 КБ
Обратите внимание, что все номера деталей в ведомости материалов имеют гиперссылки на страницу продуктов поставщика (большинство из них - австралийские источники, извините, ребята!) или наиболее эффективное использование компонентов и, вероятно, ужасный дизайн.
Обновление : Спасибо, Jiri , за указание на ошибку в конфигурации источника / стока IRFP2907!
Обновление 02/12/09 : СХЕМА ПЕЧАТИ теперь СКАЧАТЬ ЗДЕСЬ!
Все дальнейшие разработки этого проекта были отменены, я не могу предоставить какую-либо поддержку (кроме простых вопросов) из-за нехватки времени. ОГРОМНОЕ спасибо за вашу поддержку и отзывы, ребята, как хорошие, так и плохие.Из-за нехватки времени я могу некоторое время не публиковать новые проекты.
Чтобы прояснить некоторые вопросы, которые я ОЧЕНЬ часто получаю по электронной почте:
- Я не превращаю это в комплект
- Я не могу построить тебе такой, даже если ты заплатил сотни долларов за труд
- Я бы предпочел не предоставлять вам шестнадцатеричную прошивку, она чертовски глючит
- Я бы предпочел не предоставлять вам исходники прошивки, это УЖАСНЫЙ дизайн! Используйте источники Джири.
- Он НЕ выполняет точечную сварку толстого листового металла, это просто аппарат для сварки язычков!
- Нельзя разрезать банковские хранилища
- Вы не можете построить это, если вы никогда раньше не делали печатную плату или не имеете навыков программирования
- У меня нет списка запчастей для США, поскольку я австралиец, и у меня есть местные запчасти
Теперь, когда это решено, я настоятельно рекомендую изучить прошивку Джири (см. Его веб-сайт), а также новый дизайн Фрица (веб-сайт здесь), если вы хотите создать что-то подобное.Надеюсь, это поможет
Всего наилучшего!
-PodeCoet
Хотите связаться?
NB: Пожалуйста, не задавайте больше вопросов по размещению иллюстраций / источников / и т. Д.! Я совершенно завален, не всегда могу ответить на такие вопросы, займусь, как только будет время.
ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА: СТРАНИЦА 1: ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА
Я также разработал электронную плату с двумя схемами управления реле с широтно-импульсной модуляцией для управления двумя соленоидами. На этой плате есть микропроцессор, который определяет, когда электрод касается заготовки, чтобы активировать аргоновый соленоид и отвести электрод назад.
Я слышу, как все спрашивают, зачем нужна схема драйвера реле и зачем нужен процессор для подачи питания на эти соленоиды? Почему ты не можешь просто сделать это с помощью переключателя?
Схема драйвера широтно-импульсного реле предназначена только для ограничения тока, а также для экономии денег на больших радиаторах и компонентах, которые нагреваются и выгорают и т. Д. Эта схема отлично работает и обязательно будет использоваться в окончательной конструкции. Лучшее объяснение того, как работает схема, можно найти в другом моем блоге ЗДЕСЬ и ЗДЕСЬ
Однако соленоид очень медленный.Мы говорим «ИМПУЛЬСНАЯ ДУГА», а под импульсом я подразумеваю: включение электромагнита, ожидание накопления магнитной силы, отведение электрода от детали, запуск импульса, создание дуги и зажигание плазменного пламени, все в пределах от 0,1 тысячи секунды (MIN) до 40 тысяч секунд (MAX).
Ясно, что переключатель здесь не сработает, нам нужен быстрый процессор, который будет вычислять сопротивление между электродом и заготовкой, когда она удаляется, а затем выдает импульс в нужный момент, иначе электрод пригорит до деталь, загрязняя и разрушая сварной шов.
Вот прототип платы драйвера микропроцессорного реле (схема выше), которую я буду использовать для подачи питания на газообразный аргон и электродный соленоид. Процессор рассчитает точный момент срабатывания МОП-транзисторов, которые воспламенит контролируемое плазменное пламя. Я включил мигающий светодиод (светодиод 3), чтобы указать, работает ли процессор, для устранения неполадок.
Последние две недели я потратил на сборку небольшой платы mosfet для зажигания самого большого из семи конденсаторов. Я также заменил некоторые из компонентов на плате выше для новых напряжений, которые будет использовать этот сварщик, и заказал конденсатор из Китая, который НЕ СЮРПРИЗ на 35% меньше заявленного. Я заметил, что один из читателей этого блога уже сказал, что надеется, что этот проект не займет столько же времени, как мой проект разряда конденсатора. Думаю, он имел в виду хорошее и пытался сказать, что действительно заинтересован в этом проекте и очень спешит начать им пользоваться.
Проектирование и создание чего-то подобного требует много времени и денег. Я работаю над бюджетом и стараюсь выделить время для этого проекта между работой и семьей, поэтому проявите терпение.
Я работал над ПО в эти выходные и
На приведенном выше графике осциллографа релейная плата подает импульс, когда электрод перемещается от заготовки.Красный график (5 вольт / блок по вертикали) - электрод, касающийся заготовки + - 18 вольт, а затем отходящий от него, опускающийся до 0 вольт примерно за 25 микросекунд (25 миллионов секунд ..... Измерено между синими вертикальные линии).
Процессор выполняет вычисления, пока электрод перемещается, и выдает очень повторяемый и точный импульс 5 В (желтый график 1 В / блок по вертикали) примерно с 14 мкс, прежде чем электрод полностью отсоединится от заготовки. Этот импульс зажигает плазменное пламя и настраивается программно.
Любое пожертвование ускорит этот проект и будет очень признательно, спасибо.
ДОПОЛНИТЕЛЬНО .............
Разряд - AttackDex - Serebii.net
AttackDex: A - G
AbsorbAcidAcid ArmorAcid SprayAcrobaticsAcupressureAerial AceAeroblastAfter YouAgilityAir CutterAir SlashAlly SwitchAmnesiaAncient PowerAqua JetAqua RingAqua TailArm ThrustAromatherapyAromatic MistAssistAssuranceAstonishAttack OrderAttractAura SphereAurora BeamAutotomizeAvalancheBaby-куклы EyesBarrageBarrierBaton PassBeat UpBelchBelly DrumBestowBideBindBiteBlast BurnBlaze KickBlizzardBlockBlue FlareBody SlamBolt StrikeBone ClubBone RushBonemerangBoomburstBounceBrave BirdBrick BreakBrineBubbleBubble BeamBug BiteBug BuzzBulk UpBulldozeBullet PunchBullet SeedCalm MindCamouflageCaptivateCelebrateChargeCharge BeamCharmChatterChip AwayCircle ThrowClampClear SmogClose CombatCoilComet PunchConfideConfuse RayConfusionConstrictConversionConversion 2CopycatCosmic PowerCotton GuardCotton SporeCounterCovetCrabhammerCrafty ЩитCross ChopCross PoisonCrunchCrush ClawCrush GripCurseCutТемный пульсТемная пустотаОслепляющее сияниеЗащита ПорядкаЗащита CurlDefogDestiny BondDetectDiamond StormDigDisableDisarming Voice DischargeDiveDizzy PunchDoom DesireDouble HitDouble KickDouble SlapDouble TeamDouble-EdgeDraco MeteorDragon AscentDragon BreathDragon ClawDragon DanceDragon PulseDragon RageDragon RushDragon TailDrain PunchDraining KissDream EaterDrill PeckDrill RunDual ChopDynamic PunchEarth PowerEarthquakeEchoed VoiceEerie ImpulseEgg BombElectric TerrainElectrifyElectro BallElectrowebEmbargoEmberEncoreEndeavorEndureEnergy BallEntrainmentEruptionExplosionExtrasensoryExtreme SpeedFacadeFairy LockFairy WindFake OutFake TearsFalse SwipeFeather DanceFeintFeint AttackFell StingerFiery DanceFinal GambitFire BlastFire FangFire PledgeFire PunchFire SpinFissureFlailFlame BurstFlame ChargeFlame КолесоОгнеметFlare BlitzFlashFlash CannonFlatterFlingЦветочный ЩитFlyFlying PressFocus BlastFocus EnergyFocus PunchFollow MeForce PalmForesightForest's CurseFoul PlayFreeze ShockFreeze-DryБезумное растение cyGiga DrainGiga ImpactЛедниковый блескТрава УзелТрава ЗалогТравяной свистокТравяной ландшафтГравитацияРостРостGrudgeGuard SplitGuard SwapGuillotineGunk ShotGustGyro Ball AttackDex: H - R
HailHammer ArmHappy HourHardenHazeHead ChargeHead SmashHeadbuttHeal BellHeal BlockHeal OrderHeal PulseHealing WishHeart StampHeart SwapHeat CrashHeat WaveHeavy SlamHelping HandHexHidden PowerHigh Перейти KickHold BackHold HandsHone ClawsHorn AttackHorn DrillHorn LeechHowlHurricaneHydro CannonHydro PumpHyper BeamHyper FangHyper VoiceHyperspace FuryHyperspace HoleHypnosisIce BallIce BeamIce BurnIce FangIce PunchIce ShardIcicle CrashIcicle SpearIcy WindImprisonIncinerateInfernoInfestationIngrainIon DelugeIron DefenseIron HeadIron TailJudgmentJump KickKarate ChopKinesisKing в ShieldKnock OffLand в WrathLast ResortLava PlumeLeaf BladeLeaf StormLeaf TornadoLeech LifeLeech SeedLeerLickLight из RuinLight ScreenLock-OnLovely KissLow KickLow SweepLucky ChantLunar DanceLuster PurgeMach PunchMagic CoatMagic RoomMagical LeafMagma StormMagnet BombMagnet RiseMagnetic FluxMagnitudeMat BlockMe FirstMean LookMeditateMega DrainMega KickMega PunchMegahornMementoMetal BurstMetal ClawMetal SoundMeteor MashMetr onomeMilk DrinkMimicMind ReaderMinimizeMiracle EyeMirror CoatMirror MoveMirror ShotMistMist BallMisty TerrainMoonblastMoonlightMorning SunMud BombMud ShotMud SportMud-SlapMuddy WaterMystical FireNasty PlotNatural GiftNature PowerNeedle ArmNight DazeNight ShadeNight SlashNightmareNoble RoarNuzzleOblivion WingOctazookaOdor SleuthOminous WindOrigin PulseOutrageOverheatPain SplitParabolic ChargeParting ShotPay DayPaybackPeckPerish SongPetal BlizzardPetal DancePhantom ForcePin MissilePlay NicePlay RoughPluckPoison FangPoison GasPoison JabPoison PowderPoison StingPoison TailPoundPowderPowder SnowPower GemPower SplitPower SwapPower TrickPower WhipPower-Up PunchPrecipice BladesPresentProtectPsybeamPsych UpPsychicPsycho BoostPsycho CutPsycho ShiftPsyshockPsystrikePsywavePunishmentPursuitQuashQuick AttackQuick GuardQuiver DanceRageRage PowderRain DanceRapid SpinRazor LeafRazor ShellRazor WindRecoverRecycleReflectReflect TypeRefreshRelic SongRestRetaliateReturnRevengeReversalRoarRoar из TimeRock BlastRock ClimbRock PolishRock SlideRock SmashRock ThrowRock TombRock WreckerРолевые игрыRolling KickRolloutRoostRototillerRound AttackDex: S - Z
Священный FireSacred SwordSafeguardSand AttackSand TombSandstormScaldScary FaceScratchScreechSearing ShotSecret PowerSecret SwordSeed BombSeed FlareSeismic TossSelf-DestructShadow BallShadow ClawShadow ForceShadow PunchShadow SneakSharpenSheer ColdShell SmashShift GearShock WaveSignal BeamSilver WindSimple BeamSingSketchSkill SwapSkull BashSky AttackSky DropSky UppercutSlack OffSlamSlashSleep PowderSleep TalkSludgeSludge BombSludge WaveSmack DownSmelling SaltsSmogSmokescreenSnarlSnatchSnoreSoakSoft-BoiledSolar BeamSonic BoomSpacial RendSparkSpider WebSpike CannonSpikesSpiky ShieldSpit UpSpiteSplashSporeStealth RockSteam EruptionSteamrollerSteel WingSticky WebStockpileStompStone EdgeStored PowerStorm ThrowСилаString ShotStruggleStruggle BugStun SporeSubmissionSubstituteSucker PunchСолнечный деньSuper FangSuperpowerSupersonicSurfSwaggerСвитчинго ekinesisTeleportThiefThousand ArrowsThousand WavesThrashThunderThunder FangThunder PunchThunder ShockThunder WaveThunderboltTickleTopsy-TurvyTormentToxicToxic SpikesTransformTri AttackTrickTrick RoomTrick или-TreatTriple KickTrump CardTwineedleTwisterU-turnUproarV-createVacuum WaveVenom DrenchVenoshockVice GripVine WhipVital ThrowVolt SwitchVolt TackleWake-Up SlapWater GunWater PledgeWater PulseWater ShurikenWater SportWater SpoutWaterfallWeather BallWhirlpoolWhirlwindWide GuardWild ChargeWill-О-WispWing AttackWishWithdrawWonder RoomWood HammerWork UpWorry SeedWrapWring OutX-ScissorYawnZap CannonZen Headbutt
Покемоны, которые учатся разрядке с повышением уровня
Покемоны, которые обучаются разрядке путем размножения: Определение разрядки от Merriam-Webster
dis · charge | \ dis-chärj, dis-chärj \ освобожден; разрядка; discharges
переходный глагол
1 : для снятия заряда, груза или бремени:
a : разгрузка разгрузка грузового судна b : для освобождения от обязательства
будет разряжено от дальнейшего платежа
c электротехника : высвободить электрическую энергию из (чего-то, например, батареи или конденсатора) посредством разряда (см. запись разряда 2, смысл 9b) разряжает электричество от аккумулятора 2a : отпускать или откладывать
выгрузить пассажиров выгрузить груз
b : выстрелить выгрузить стрелу c : освободить из заключения, опеки или опеки
выпустить заключенного выпустить пациента
d : дать выход или вентиляцию : испустить разряд эмоций автомобили выпустить выхлопные газы 3a (1) : уволить с работы
пришлось уволить несколько сотрудников в прошлом месяце
(2) : для освобождения от службы или работы
увольнение солдат был уволен из ВМФ
b : , чтобы избавиться от (чего-то, например, долга или обязательства), выполнив соответствующее действие (например, платеж)
неспособность погасить свои долги
c закон : отменить или отклонить : отменить исполнение постановления суда 4 : нести и распределить (что-то, например, вес стены над проемом)
5 : для отбеливания или удаления (окраски или красителя) при окрашивании и печати текстильных изделий 6 : для отмены записи о предоставлении (библиотечной книги) при возврате
непереходный глагол
1a : сбросить или доставить заряд, заряд или нагрузку
2a : выстрелил, выстрелил - из ружья Его оружие разрядило . c : для вытекания жидкости или другого содержимого
где река впадает в океан слива
| \ ˈDis-ˌchärj, dis-ˈchärj \ b : что-то, что освобождает или высвобождает особенно : свидетельство об освобождении или выплате произвело выписку в качестве доказательства 2 : состояние выписки или освобождения
3 : акт разгрузки или разгрузки
выписка из больницы
4 закон : освобождение из заключения
запись о увольнении
5 : увольнение
разряд оружия
6a : истечение или выдача
выделение спор выделение слизи также : скорость потока, регулирующая выделение воды
b : то, что выделяется гнойное выделение прозрачное выделение из глаз и носа 7 закон : акт удаления обязательство или ответственность (см.