
Как проверить сварочный аппарат мультиметром
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.


Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.

Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
 Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.

 Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.Рекомендации по самостоятельному ремонту
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.

 Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.

Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Вопрос:
Ответ:
Все зависит от того, что вы подразумеваете под словами «проверить сварочный трансформатор».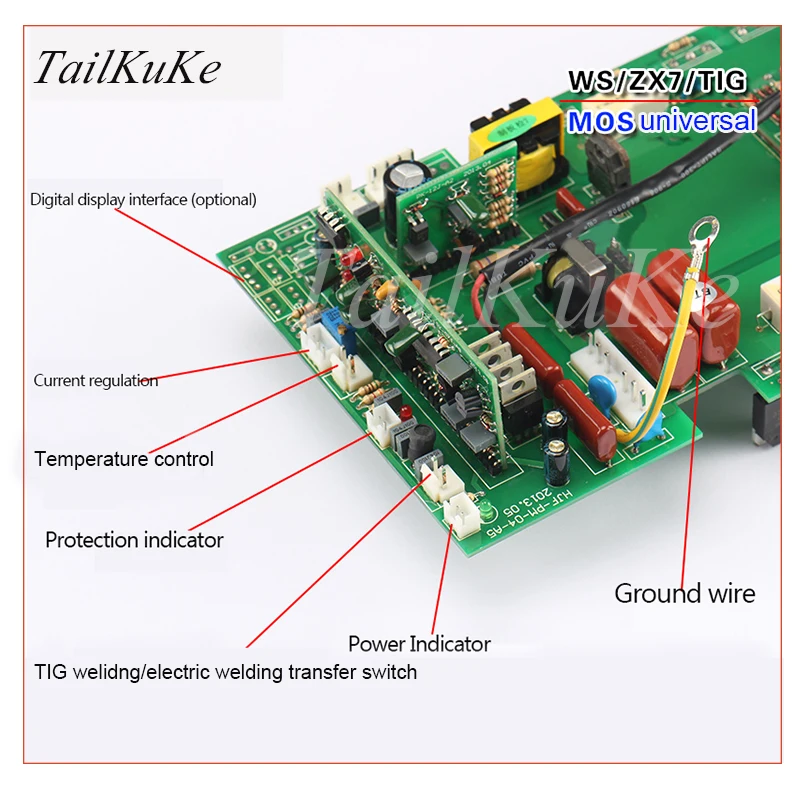 Если вас интересует, как проверить работоспособность аппарата при покупке, то тут можно сказать, что манипуляций по проверке может быть не слишком много. Для начала включите аппарат и послушайте звук его работы. Сварочный трансформатор не должен слишком сильно гудеть. О том, что должны включаться все индикаторы (если они есть) и другие «признаки жизни» аппарата, мы и не говорим, это и так понятно по умолчанию.
Если вас интересует, как проверить работоспособность аппарата при покупке, то тут можно сказать, что манипуляций по проверке может быть не слишком много. Для начала включите аппарат и послушайте звук его работы. Сварочный трансформатор не должен слишком сильно гудеть. О том, что должны включаться все индикаторы (если они есть) и другие «признаки жизни» аппарата, мы и не говорим, это и так понятно по умолчанию.
Если есть возможность, то неплохо было бы проверить, не пробивает ли первичная обмотка на корпус и другие важные части сварочного аппарата. Впрочем, такие вещи могут случиться только в том случае, если вы приобретаете оборудование от неизвестных производителей, не заработавших репутации на рынке. Как бы там ни было, обязательно покупайте только те аппараты, на которые предоставляется гарантия. Кстати, в нашем магазине гарантийным талоном сопровождается абсолютно всё сварочное оборудование.
Если же у вас возникла какая-то неисправность, то в данной ситуации стоит учитывать следующее: сварочный трансформатор – это крайне простое оборудование и причины неисправности часто можно обнаружить и без специализированного тестирования. Например, ощутимый нагрев аппарата свидетельствует либо о замыкании в первичной обмотке, либо о плохом контакте соединений.
Например, ощутимый нагрев аппарата свидетельствует либо о замыкании в первичной обмотке, либо о плохом контакте соединений.
Если ваш трансформатор выдает сварочный ток, показатель которого слишком велик и не совпадает с выставленным по шкале значением, то такая проблема свидетельствует о наличии замыкания либо в обмотке регулятора тока, либо во вторичной обмотке трансформатора. Также бывают ситуации, когда сварочный ток не поддается регулировке путем прокручивания регуляторной ручки. Это свидетельствует о возникновении замыкания или неполадки в зажимах регулятора. Ну а дальше вам придется взять в руки тестер, мерить сопротивление и другие показатели и устранять возникшие проблемы.
Мы крайне не рекомендуем устранять поломки самостоятельно. Это может привести к ещё большим поломкам и проблемам. В некоторых случаях «самолечение» приводит к тому, что сварочный трансформатор приходится выбрасывать и покупать новый. Если у вас закончился гарантийный срок, то лучше обратиться к квалифицированным специалистам, которые починят аппарат быстро, качественно и недорого. Стоимость починки таких инструментов, как сварочные трансформаторы, редко бывает высокой, так как схема этого оборудования удивительно проста и легко поддается починке. Ну а если гарантия ещё действительна, то в аппарат тем более лучше не заглядывать самостоятельно, чтобы не потерять право на бесплатное гарантийное обслуживание.
Стоимость починки таких инструментов, как сварочные трансформаторы, редко бывает высокой, так как схема этого оборудования удивительно проста и легко поддается починке. Ну а если гарантия ещё действительна, то в аппарат тем более лучше не заглядывать самостоятельно, чтобы не потерять право на бесплатное гарантийное обслуживание.
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.

Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
 Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.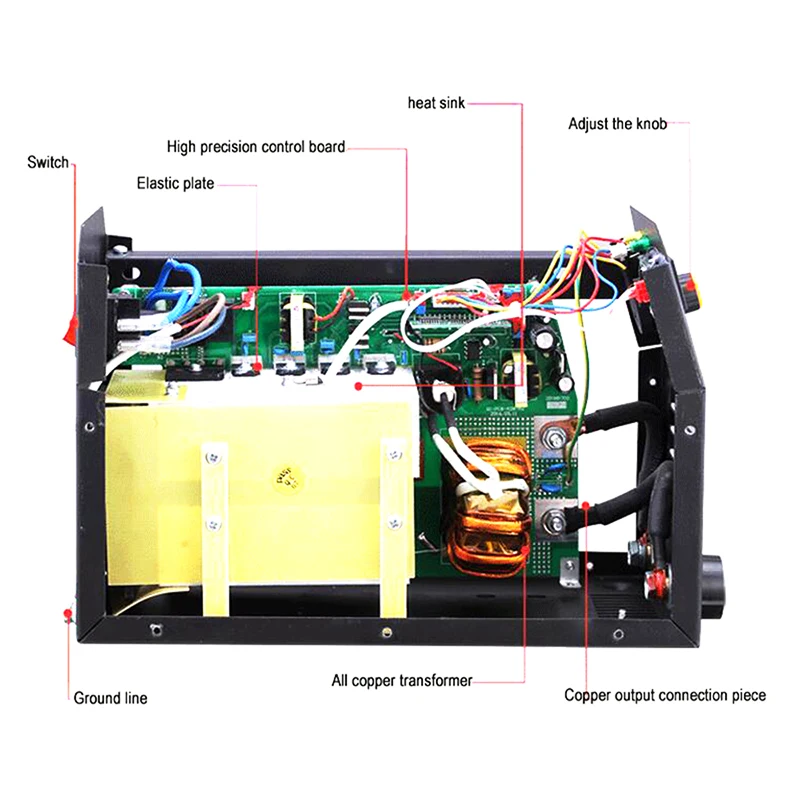
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ)..jpg) Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами.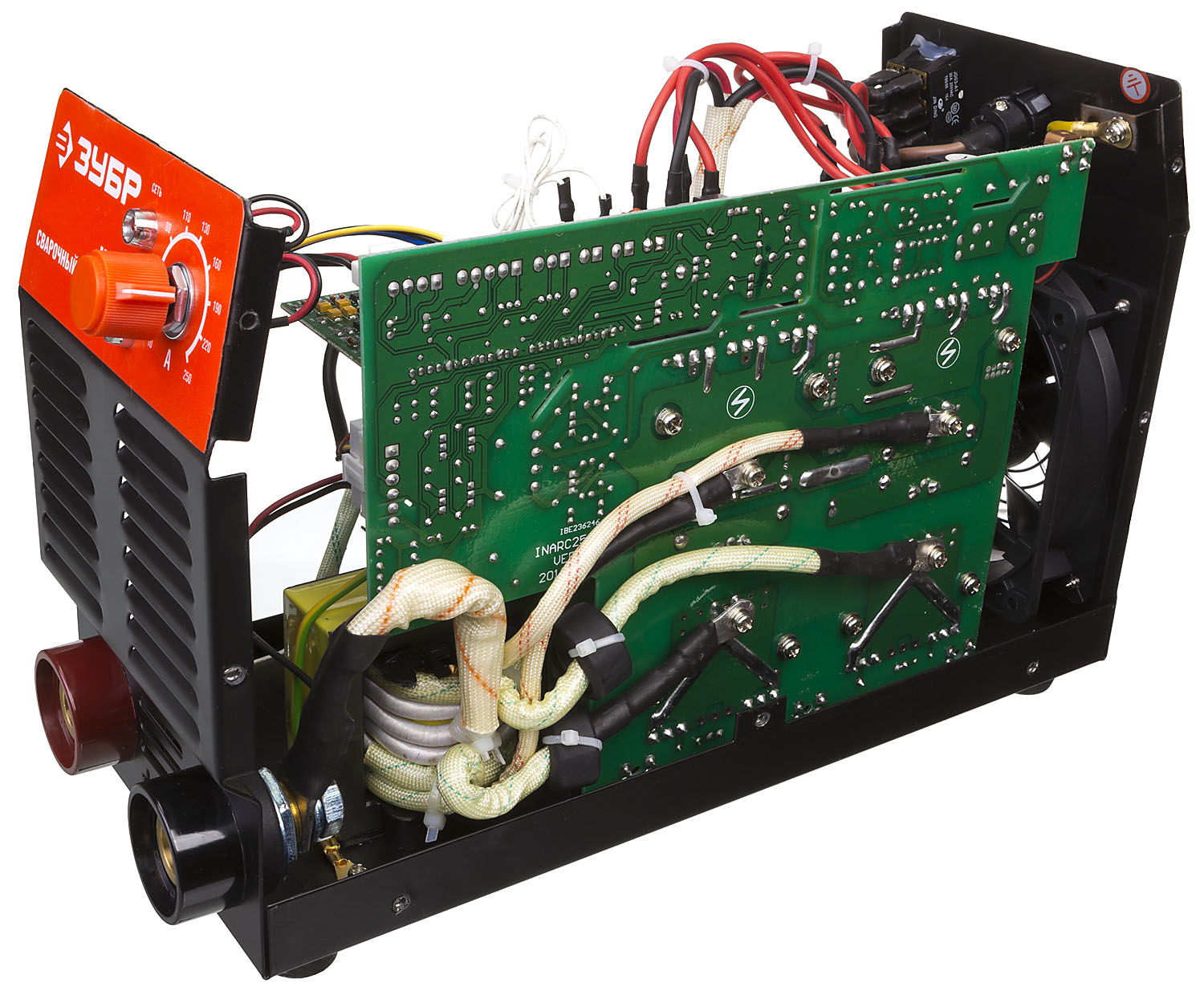 Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
 Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства.
Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Оцените статью: Поделитесь с друзьями!Как измерить ток на выходе инвертора и узнать, а правильно ли он выдаёт? | ММА сварка для начинающих
Вопросом о том, как измерить ток на выходе инвертора чаще всего задаётся в случае каких-то проблем со сварочным аппаратом. Вроде бы и настройки все правильно выставил, и электроды сухие, хорошо прокалённые. А нет, не хочет варить сварочный инвертор.
Вроде бы и настройки все правильно выставил, и электроды сухие, хорошо прокалённые. А нет, не хочет варить сварочный инвертор.
Все дело может быть в токе, а если говорить точнее, в его неправильных параметрах. Ну не хочет выдавать инвертор положенные ему 250 ампер и все. Соответственно и возникают вопросы по поводу измерения сварочного тока.
Как измерить сварочный ток инвертора
Очень часто китайские инверторы не выдают положенный ток сварки. И если на вашем инверторе написано красивыми буквами 250 А, то это еще не значит, что инвертор выдаст именно такой ток. Часто проблема может быть и в некачественном, сильно пониженном напряжении. Тогда и о качестве сварочного тока, говорить не приходится.
Как в домашних условиях можно измерить ток на выходе сварочного инвертора? Здесь все просто и можно воспользоваться специальными клещами или так называемым датчиком Холла. Однако самым действенным способом замерять параметры сварочного тока на выходе из инвертора, является использование мощного амперметра.
При всем этом, нельзя подключать амперметр напрямую к инвертору, поскольку он либо сгорит, либо не сможет показать действительно реальные параметры сварочного тока. Амперметр к инвертору следует подключать только через шунт, номиналом не менее чем в 200 А, или другой, в зависимости от мощности инвертора.
Таким образом, можно произвести замеры реального тока, который выдаёт инвертор. Поверьте, вы можете быть неприятно удивлены, узнав, что вместо положенных 200 А, сварочный инвертор выдаёт всего 170 или того ниже.
Какие могут быть проблемы из-за неправильного сварочного тока
Проблемы, которые возникают по вине заниженного или наоборот, завышенного сварочного тока, заключаются в следующем.
При заниженном сварочном токе:
- Затруднительный розжиг сварочной дуги и её нестабильное горение;
- Металл будет быстро остывать;
- Малая сварочная ванна;
- Чрезмерно выпуклый сварочный шов;
- Постоянное прилипание электрода к металлу.
Признаками того, что сварочный ток имеет сильно завышенное значение, является:
- Разбрызгивание металла при сварке;
- Небольшая выпуклость сварочного шва и даже возникновение впадины;
- Чрезмерно большой расход электродов, также говорит о том, что сварочный ток сильно завышен;
- Сильное шипение при сварке, которое опытный специалист может отличить на слух.

При этом важно понимать, что многие из вышеперечисленных проблем характерны и при использовании сырых электродов, а также при недостаточно хорошей подготовки поверхности металла.
В любом случае, если сварка «не идёт» или возникают различного рода проблемы, лучше будет сразу проверить сварочный инвертор и узнать, а правильные ли параметры тока он выдаёт.
Еще статьи про сварку:Как проверить igbt транзистор сварочного инвертора
Принцип работы IGBT транзисторов основан на применении n-канального МОП-транзистора малой мощности для управления мощным биполярным транзистором. Таким образом, удалось совместить достоинства биполярного и полевого транзистора. Малая управляющая мощность, высокое входное сопротивление, большой уровень пробивных напряжений, малое сопротивление в открытом состоянии – позволяют применять IGBT в цепях с высокими напряжениями и большими токами.
Биполярные транзисторы с изолированным затвором (IGBT или БТИЗ) целесообразно использовать в сильноточных, высоковольтных ключевых схемах. Сварочные аппараты, источники бесперебойного питания, приводы электрических двигателей, мощные преобразователи напряжения – вот сфера применения таких элементов.
Сварочные аппараты, источники бесперебойного питания, приводы электрических двигателей, мощные преобразователи напряжения – вот сфера применения таких элементов.
Названия выводов IGBT: затвор, эмиттер, коллектор.
Биполярные транзисторы с изолированным затвором способны коммутировать токи в тысячи ампер, напряжение эмиттер-коллектор может достигать несколько киловольт. Но частота работы этих транзисторов значительно ниже, чем частота полевых транзисторов.
Как проверить IGBT транзистор мультиметром
Проверяется IGBT FGh50N60SFD. IGBT часто пробиваются накоротко, такие неисправные транзисторы легко выявить с помощью мультиметра. Перед проверкой IGBT транзистора мультиметром, необходимо обратиться к справочным данным и выяснить назначение его выводов.
Затем произвести следующие действия:
1. Переключить мультиметр в режим «прозвонка». Произвести измерение между затвором и эмиттером для выявления возможного замыкания.
2. Произвести измерение между затвором и коллектором для выявления возможного замыкания.
Произвести измерение между затвором и коллектором для выявления возможного замыкания.
3. На секунду замкнуть пинцетом или перемычкой эмиттер и затвор. После этого транзистор будет гарантированно закрыт.
4. Соединить щуп мультиметра «V/Ω» с эмиттером, щуп «СОМ» с коллектором. Мультиметр должен показать падение напряжения на внутреннем диоде.
5. Соединить щуп мультиметра «V/Ω» с коллектором, щуп «СОМ» с эмиттером. Мультиметр должен показать отсутствие замыкания и утечки.
Для более надежной проверки IGBT транзистора можно собрать следующую схему:
При замыкании контактов кнопки лампочка должна загораться, при размыкании – тухнуть.
В этом видео показано как проверить IGBT мультиметром:
Перед началом ремонта электронного прибора или сборки схемы стоит убедиться в исправном состоянии всех элементов,…
Перед началом ремонта электронного прибора или сборки схемы стоит убедиться в исправном состоянии всех элементов, которые будут устанавливаться.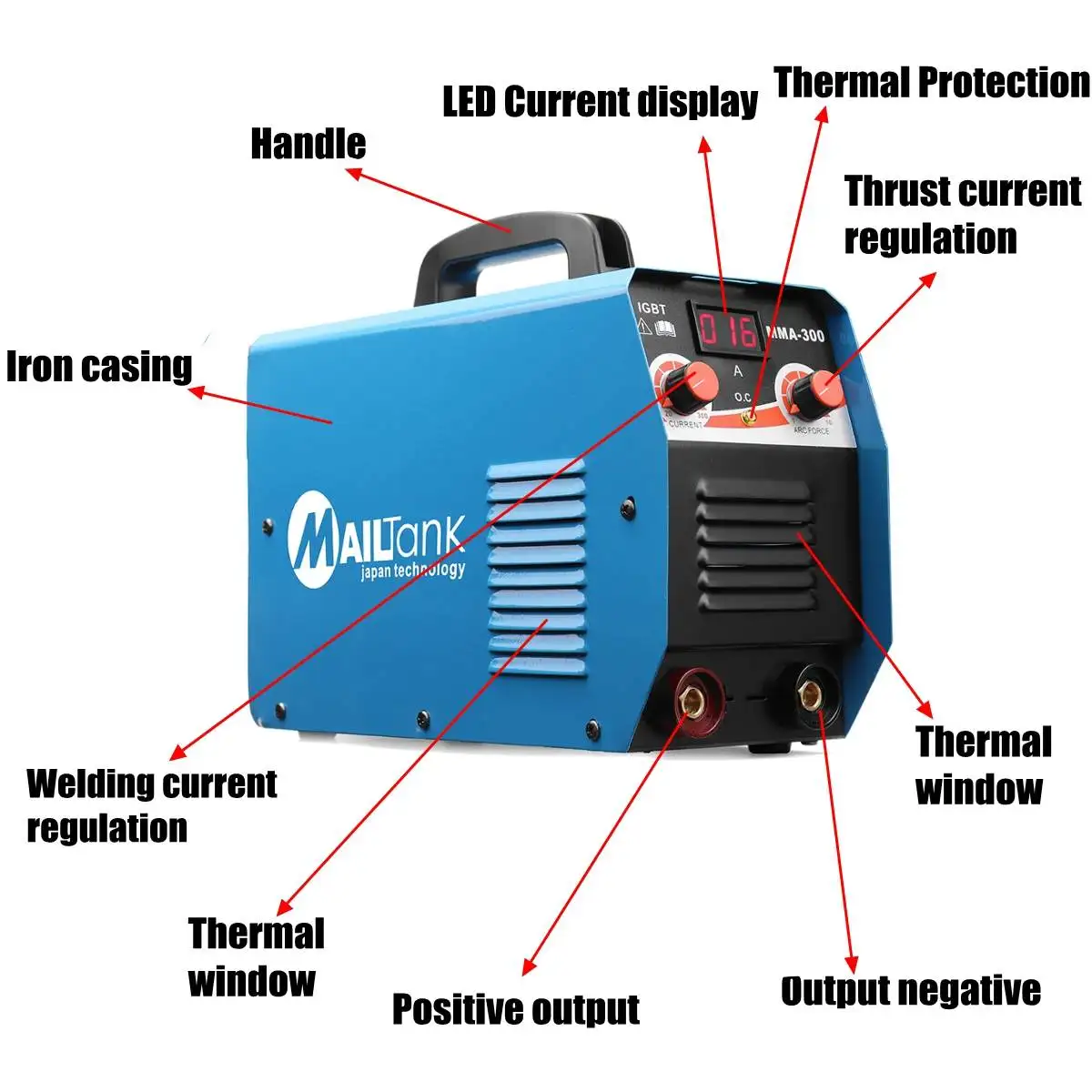 Если используются новые детали, необходимо убедиться в их работоспособности. Транзистор является одним из главных составляющих элементов многих электросхем, поэтому его следует прозвонить в первую очередь. Как проверить мультиметром транзистор подробно расскажет данная статья.
Если используются новые детали, необходимо убедиться в их работоспособности. Транзистор является одним из главных составляющих элементов многих электросхем, поэтому его следует прозвонить в первую очередь. Как проверить мультиметром транзистор подробно расскажет данная статья.
Проверка транзисторов — обязательный шаг при диагностике и ремонте микросхем
Что такое транзистор
Главным компонентом в любой электросхеме является транзистор, который под влиянием внешнего сигнала управляет током в электрической цепи. Транзисторы делятся на два вида: полевые и биполярные.
Транзистор один из основных компонентов микросхем и электрических схем
Биполярный транзистор имеет три вывода: база, эмиттер и коллектор. На базу подается ток небольшой величины, который вызывает изменение в зоне эмиттер-коллектор сопротивления, что приводит к изменению протекающего тока. Ток протекает в одном направлении, которое определяется типом перехода и соответствует полярности подключения.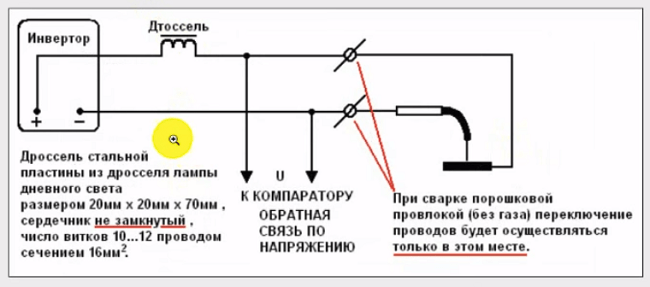
Транзистор данного типа оснащен двумя p-n переходами. Когда в крайней области прибора преобладает электронная проводимость (n), а в средней — дырочная (p), то транзистор называется n-p-n (обратная проводимость). Если наоборот, тогда прибор именуется транзистором типа p-n-p (прямая проводимость).
Полевые транзисторы имеют характерные отличия от биполярных. Они оснащены двумя рабочими выводами — истоком и стоком и одним управляющим (затвором). В данном случае на затвор воздействует напряжение, а не ток, что характерно для биполярного типа. Электрический ток проходит между истоком и стоком с определенной интенсивностью, которая зависит от сигнала. Этот сигнал формируется между затвором и истоком или затвором и стоком. Транзистор такого типа может быть с управляющим p-n переходом или с изолированным затвором. В первом случае рабочие выводы подключаются к полупроводниковой пластине, которая может быть p- или n-типа.
Принцип работы полевого транзистора
Главной особенностью полевых транзисторов является то, что их управление обеспечивается не при помощи тока, а напряжения. Минимальное использование электроэнергии позволяет его применять в радиодеталях с тихими и компактными источниками питания. Такие устройства могут иметь разную полярность.
Минимальное использование электроэнергии позволяет его применять в радиодеталях с тихими и компактными источниками питания. Такие устройства могут иметь разную полярность.
Как проверить мультиметром транзистор
Многие современные тестеры оснащены специализированными коннекторами, которые используются для проверки работоспособности радиодеталей, в том числе и транзисторов.
Чтобы определить рабочее состояние полупроводникового прибора, необходимо протестировать каждый его элемент. Биполярный транзистор имеет два р-n перехода в виде диодов (полупроводников), которые встречно подключены к базе. Отсюда один полупроводник образовывается выводами коллектора и базы, а другой эмиттера и базы.
Используя транзистор для сборки монтажной платы необходимо четко знать назначение каждого вывода. Неправильное размещение элемента может привести к его перегоранию. При помощи тестера можно узнать назначение каждого вывода.
Чтобы определить состояние транзистора, необходимо протестировать каждый его элемент
Важно! Данная процедура возможна лишь для исправного транзистора.

Для этого прибор переводится в режим измерения сопротивления на максимальный предел. Красным щупом следует коснуться левого контакта и измерить сопротивление на правом и среднем выводах. Например, на дисплее отобразились значения 1 и 817 Ом.
Затем красный щуп следует перенести на середину, и с помощью черного измерить сопротивления на правом и левом выводах. Здесь результат может быть: бесконечность и 806 Ом. Красный щуп перевести на правый контакт и произвести замеры оставшейся комбинации. Здесь в обоих случаях на дисплее отобразится значение 1 Ом.
Делая вывод из всех замеров, база располагается на правом выводе. Теперь для определения других выводов необходимо черный щуп установить на базу. На одном выводе показалось значение 817 Ом – это эмиттерный переход, другой соответствует 806 Ом, коллекторный переход.
Схема проверки транзисторов с помощью мультиметра
Важно! Сопротивление эмиттерного перехода всегда будет больше, чем коллекторного.
Как прозвонить мультиметром транзистор
Чтобы убедиться в исправном состоянии устройства достаточно узнать прямое и обратное сопротивление его полупроводников. Для этого тестер переводится в режим измерения сопротивления и устанавливается на предел 2000. Далее следует прозвонить каждую пару контактов в обоих направлениях. Так выполняется шесть измерений:
- соединение «база-коллектор» должно проводить электрический ток в одном направлении;
- соединение «база-эмиттер» проводит электрический ток в одном направлении;
- соединение «эмиттер-коллектор» не проводит электрический ток в любом направлении.
Как прозванивать мультиметром транзисторы, проводимость которых p-n-p (стрелка эмиттерного перехода направлена к базе)? Для этого необходимо черным щупом прикоснуться к базе, а красным поочередно касаться эмиттерного и коллекторного переходов. Если они исправны, то на экране тестера будет отображаться прямое сопротивление 500-1200 Ом.
Точки проверки транзистора p-n-p
Для проверки обратного сопротивления красным щупом следует прикоснуться к базе, а черным поочередно к выводам эмиттера и коллектора. Теперь прибор должен показать на обоих переходах большое значение сопротивления, отобразив на экране «1». Значит, оба перехода исправны, а транзистор не поврежден.
Такая методика позволяет решить вопрос: как проверить мультиметром транзистор, не выпаивая его из платы. Это возможно благодаря тому, что переходы устройства не зашунтированы низкоомными резисторами. Однако, если в ходе замеров тестер будет показывать слишком маленькие значения прямого и обратного сопротивления эммитерного и коллекторного переходов, транзистор придется выпаять из схемы.
Перед тем как проверить мультиметром n-p-n транзистор (стрелка эмиттерного перехода направлена от базы), красный щуп тестера для определения прямого сопротивления подключается к базе. Работоспособность устройства проверяется таким же методом, что и транзистор с проводимостью p-n-p.
О неисправности транзистора свидетельствует обрыв одного из переходов, где обнаружено большое значение прямого или обратного сопротивления. Если это значение равно 0, переход находится в обрыве и транзистор неисправен.
Принцип работы биполярного транзистора
Такая методика подходит исключительно для биполярных транзисторов. Поэтому перед проверкой необходимо убедиться, не относиться ли он к составному или полевому устройству. Далее необходимо проверить между эмиттером и коллектором сопротивление. Замыканий здесь быть не должно.
Если для сборки электрической схемы необходимо использовать транзистор, имеющий приближенный по величине тока коэффициент усиления, с помощью тестера можно определить необходимый элемент. Для этого тестер переводится в режим hFE. Транзистор подключается в соответствующий для конкретного типа устройства разъем, расположенный на приборе. На экране мультиметра должна отобразиться величина параметра h31.
Как проверить мультиметром тиристор? Он оснащен тремя p-n переходами, чем отличается от биполярного транзистора. Здесь структуры чередуются между собой на манер зебры. Главных отличием его от транзистора является то, что режим после попадания управляющего импульса остается неизменным. Тиристор будет оставаться открытым до того момента, пока ток в нем не упадет до определенного значения, которое называется током удержания. Использование тиристора позволяет собирать более экономичные электросхемы.
Здесь структуры чередуются между собой на манер зебры. Главных отличием его от транзистора является то, что режим после попадания управляющего импульса остается неизменным. Тиристор будет оставаться открытым до того момента, пока ток в нем не упадет до определенного значения, которое называется током удержания. Использование тиристора позволяет собирать более экономичные электросхемы.
Схема проверки тиристора мультиметром
Мультиметр выставляется на шкалу измерения сопротивления в диапазон 2000 Ом. Для открытия тиристора черный щуп присоединяется к катоду, а красный к аноду. Следует помнить, что тиристор может открываться положительным и отрицательным импульсом. Поэтому в обоих случаях сопротивление устройства будет меньше 1. Тиристор остается открытым, если ток управляющего сигнала превышает порог удержания. Если ток меньше, то ключ закроется.
Как проверить мультиметром транзистор IGBT
Биполярный транзистор с изолированным затвором (IGBT) является трехэлектродным силовым полупроводниковым прибором, в котором по принципу каскадного включения соединены два транзистора в одной структуре: полевой и биполярный. Первый образует канал управления, а второй – силовой канал.
Первый образует канал управления, а второй – силовой канал.
Чтобы проверить транзистор, мультиметр необходимо перевести в режим проверки полупроводников. После этого при помощи щупов измерить сопротивление между эмиттером и затвором в прямом и обратном направлении для выявления замыкания.
IGBT-транзисторы с напряжением коллектор-эмиттер
Теперь красный провод прибора соединить с эмиттером, а черным коснуться кратковременно затвора. Произойдет заряд затвора отрицательным напряжением, что позволит транзистору оставаться закрытым.
Важно! Если транзистор оснащен встроенным встречно-параллельным диодом, который анодом подключен к эмиттеру транзистора, а катодом к коллектору, то его необходимо прозвонить соответствующим образом.
Теперь необходимо убедиться в функциональности транзистора. Сначала стоит зарядить положительным напряжением входную емкость затвор-эмиттер. С этой целью одновременно и кратковременно красным щупом следует прикоснуться к затвору, а черным к эмиттеру.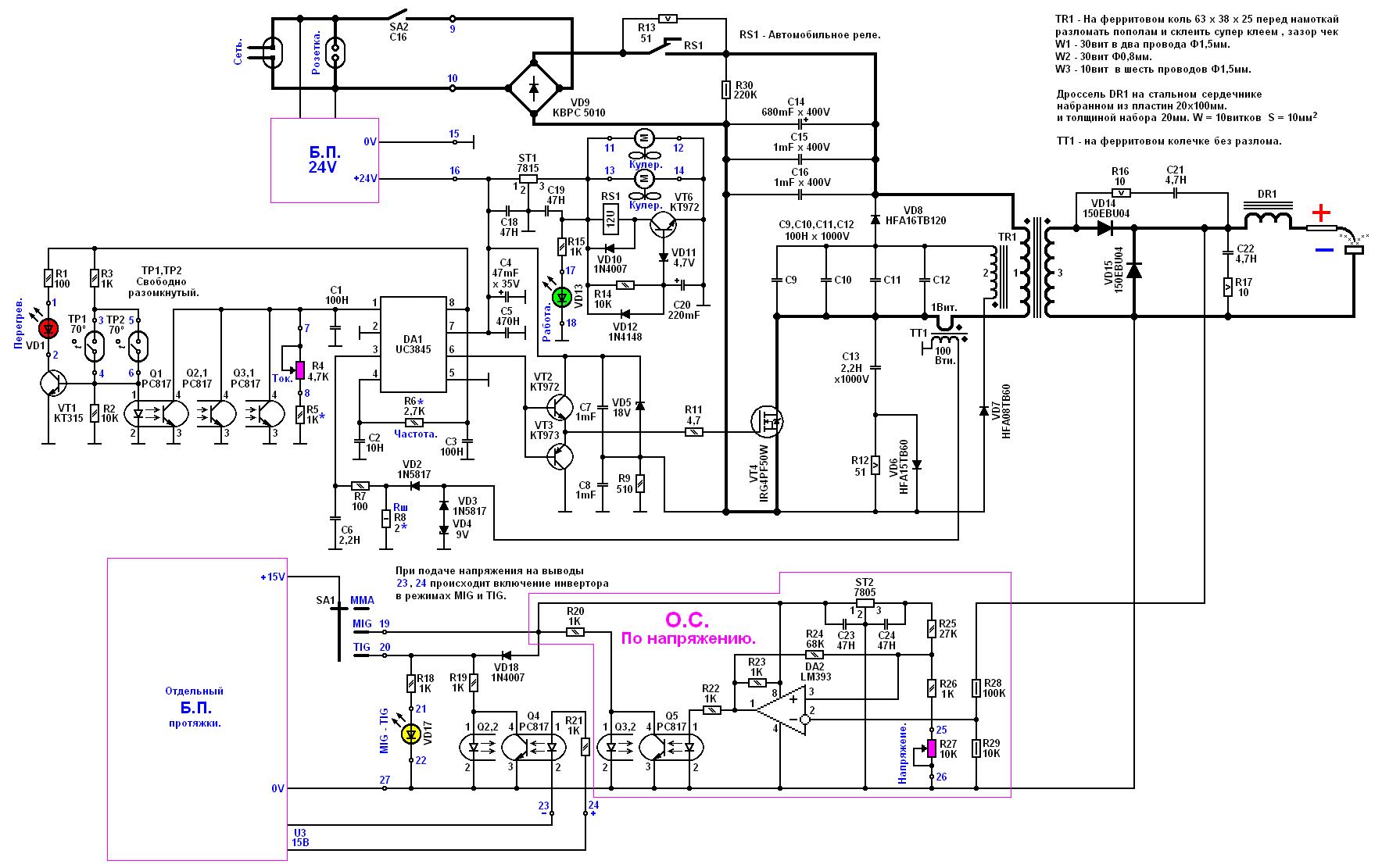 Теперь необходимо проверить переход коллектор-эмиттер, подключив черный щуп к эмиттеру, а красный к коллектору. На экране мультиметра должно отобразиться незначительное падение напряжения в 0,5-1,5 В. Эта величина на протяжении нескольких секунд должна оставаться стабильной. Это свидетельствует о том, что во входной емкости транзистора утечки нет.
Теперь необходимо проверить переход коллектор-эмиттер, подключив черный щуп к эмиттеру, а красный к коллектору. На экране мультиметра должно отобразиться незначительное падение напряжения в 0,5-1,5 В. Эта величина на протяжении нескольких секунд должна оставаться стабильной. Это свидетельствует о том, что во входной емкости транзистора утечки нет.
Проверка транзистора мультиметром без выпаивания из микросхемы
Полезный совет! Если напряжения мультиметра недостаточно для открытия IGBT транзистора, тогда для заряда его входной емкости можно использовать источник постоянного напряжения в 9-15 В.
Как проверить мультиметром полевой транзистор
Полевые транзисторы проявляют высокую чувствительность к статическому электричеству, поэтому предварительно требуется организация заземления.
Перед тем как приступить к проверке полевого транзистора, следует определить его цоколевку. На импортных приборах обычно наносятся метки, которые определяют выводы устройства. Буквой S обозначается исток прибора, буква D соответствует стоку, а буква G – затвор. Если цоколевка отсутствует, тогда необходимо воспользоваться документацией к прибору.
Буквой S обозначается исток прибора, буква D соответствует стоку, а буква G – затвор. Если цоколевка отсутствует, тогда необходимо воспользоваться документацией к прибору.
Перед проверкой исправного состояния транзистора, стоит учесть, что современные радиодетали типа MOSFET имеют дополнительный диод, расположенный между истоком и стоком, который обязательно нанесен на схему прибора. Полярность диода полностью зависит от вида транзистора.
Полезный совет! Обезопасить себя от накопления статических зарядов можно при помощи антистатического заземляющего браслета, который надевается на руку, или прикоснуться рукой к батарее.
Устройство полевого транзистора с N-каналом
Основная задача, как проверить мультиметром полевой транзистор, не выпаивая его из платы, состоит из следующих действий:
- Необходимо снять с транзистора статическое электричество.
- Переключить измерительный прибор в режим проверки полупроводников.
- Подключить красный щуп к разъему прибора «+», а черный «-».
- Коснуться красным проводом истока, а черным стока транзистора. Если устройство находится в рабочем состоянии на дисплее измерительного прибора отобразиться напряжение 0,5-0,7 В.
- Черный щуп подключить к истоку транзистора, а красный к стоку. На экране должна отобразиться бесконечность, что свидетельствует об исправном состоянии прибора.
- Открыть транзистор, подключив красный щуп к затвору, а черный – к истоку.
- Не меняя положение черного провода, присоединить красный щуп к стоку. Если транзистор исправен, тогда тестер покажет напряжение в диапазоне 0-800 мВ.
- Изменив полярность проводов, показания напряжения должны остаться неизменными.
- Выполнить закрытие транзистора, подключив черный щуп к затвору, а красный – к истоку транзистора.

Пошаговая проверка полевого транзистора мультиметром
Говорить об исправном состоянии транзистора можно исходя из того, как он при помощи постоянного напряжения с тестера имеет возможность открываться и закрываться. В связи с тем, что полевой транзистор обладает большой входной емкостью, для ее разрядки потребуется некоторое время. Эта характеристика имеет значение, когда транзистор вначале открывается с помощью создаваемого тестером напряжения (см. п. 6), и на протяжении небольшого количества времени проводятся измерения (см. п.7 и 8).
В связи с тем, что полевой транзистор обладает большой входной емкостью, для ее разрядки потребуется некоторое время. Эта характеристика имеет значение, когда транзистор вначале открывается с помощью создаваемого тестером напряжения (см. п. 6), и на протяжении небольшого количества времени проводятся измерения (см. п.7 и 8).
Проверка мультиметром рабочего состояния р-канального полевого транзистора осуществляется таким же методом, как и n-канального. Только начинать измерения следует, подключив красный щуп к минусу, а черный – к плюсу, т. е. изменить полярность присоединения проводов тестера на обратную.
Исправность любого транзистора, независимо от типа устройства, можно проверить с помощью простого мультиметра. Для этого следует четко знать тип элемента и определить маркировку его выводов. Далее, в режиме прозвонки диодов или измерения сопротивления узнать прямое и обратное сопротивление его переходов. Исходя из полученных результатов, судить об исправном состоянии транзистора.
Как проверить мультиметром транзистор: видео инструкция
“>
Ремонт сварочного инвертора. Нет опорного напряжения
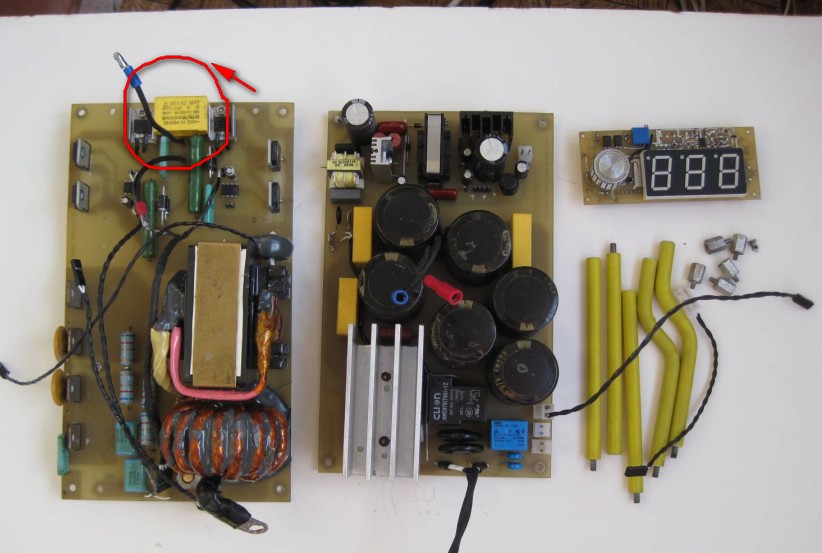
Привет друзья. Сегодня речь опять о сварочном инверторе, со слов товарища инвертор долго стоял и при подаче питания не подал признаков жизни, хотя до этого проблем никаких не было. Ставлю кофе и пора взяться за работу
Ну первым делом разбираю сварку и освобождаю плату для изучения. Хотя че там изучать, все как обычно: ИОН, ШИМ, драйвер и силовая часть:-) Так же обнаружилось, что сварка уже была в ремонте, это видно по двум стабилитронам припаянных снизу платы
Включаю вилку в сеть, реле почему то не щелкнуло, а после диодного моста 310В, что уже радует
А вот на источнике опорного напряжения ноль и значит копать нужно сюда.
Для удобства доступа выпаял один конденсатор по силовой, одного для проверок вполне хватит
ИОН собран на UC3843B и полез в сеть за схемой, хотя бы с приблизительной обвязкой
Запускается преобразователь через пусковой резистор 56кОм, в моем случае это резистор 150кОм. И на 7 ноге 3843 в момент подачи питания должно появиться хоть какое то напряжение, но его там нет.
И на 7 ноге 3843 в момент подачи питания должно появиться хоть какое то напряжение, но его там нет.
Оказалось пусковой резистор в обрыве, но и его замена не принесла плодов, блок питания как молчал так и молчит. Ладно воевать так воевать и принялся проверять все детали на плате, почти все SMD. Даже саму микросхему заменил, не поленился выпаять транзистор, но и с ним все в порядке. На Осциллографе все равно тихо и глухо.
А потом задумался о том, что сварка уже была в ремонте, два стабилитрона это доработка предыдущего мастера и стоит проверить установленные им стабилитрончики. Смешно стало когда я оказался прав и один из стабилитронов, который стоит по питанию микры, в коротком замыкании и изза этого нет импульса для старта. После замены стабилитрончика на микре появились искомые 18В, релюшка удачно щелкнула и включился вентилятор
После проверки опорного должно появиться напряжение на выходе основного инвертора и оно появилось, значит ничего горевшего нет и можно собрать все в корпус.
В овал выделен тот самый резистор который пришлось заменить, это МЛТ-2 на 150кОм.
Короче подвожу итог того что произошло. Закоротил стабилитрон, возможно от перегрева, через пусковой резистор пошел большей ток, резистор не удержался и подло сгорел, не подав внешних признаков. На счет микросхемы не уверен, но на всякий случай оставил 100% проверенную.
Во время ремонта пользовался китайскими приборами: мультиметром UNIT UT136B вот ссылка на него, а так же пользовался вторым мультиметром ESR T-4 ссылка на описание этого прибора и его доработку
На этом в принципе все, если нравятся статьи рекомендую подписаться на обновления в Вконтакте или Одноклассниках, что бы не пропустить последние обновления. Так же можно подписаться на рассылку электронной почтой, просто введите свой почтовый ящик в боковом меню этой страницы
С ув. Эдуард
Как проверить сварочный аппарат
Как Проверить Сварочный Инвертор
Сварочные инверторы – это сложные электронные устройства, предназначенные для проведения, как обычных, так и специальных сварочных работ. При правильной эксплуатации, они довольно надежны и безотказны. Но, в процессе их использования, иногда, возникают такие обстоятельства, когда ремонт сварочных инверторов бывает просто необходим.
При правильной эксплуатации, они довольно надежны и безотказны. Но, в процессе их использования, иногда, возникают такие обстоятельства, когда ремонт сварочных инверторов бывает просто необходим.
В сравнении со сварочным трансформатором, который является электротехническим устройством, сварочные инверторы, в большей степени электронные устройства. Поэтому, ремонт такого прибора предполагает собой, выявление не работоспособных стабилитронов, диодов, транзисторов, резисторов и других элементов, составляющих основу электронных приборов. Для этой работы необходимы навыки работы с осциллографом, вольтметром, мультиметром и другой электроизмерительной техникой.
Основной трудностью ремонта инвертора, является невозможность определения неработоспособного элемента, по характеру неисправности, что приводит к последовательной проверке всех элементов схемы. Учитывая все вышесказанное, становится понятным, что для того, что бы осуществить ремонт сварочного инвертора своими руками, необходимы познания в области электронных устройств и, хотя бы, начальные знания в чтении электросхем, знания устройства инвертора и принципа его действия. Если этого нет, то самостоятельный ремонт, лучше не начинать.
Если этого нет, то самостоятельный ремонт, лучше не начинать.
Устройство и принцип работы инвертора
Общеизвестно, что работа сварочного инвертора – это преобразование электрического импульса, осуществляемое в несколько этапов:
Первый этап – переменный ток питающей сети, выпрямляется на входном выпрямителе,
Второй этап – выпрямленный ток, преобразовывается в инверторном модуле в высокочастотный переменный ток,
Третий этап – высокочастотное напряжение, понижается до сварочного при помощи силового трансформатора, гораздо меньшего размера, чем обычный трансформатор, благодаря высокой частоте понижаемого напряжения.
Каждый этап происходит в соответствующем электронном модуле инвертора, в выпрямителе входного напряжения, в плате управления ключам (полевыми транзисторами) и так далее. Следует заметить, что в инверторах разных производителей, основные модули, входящие в конструкцию, компонуются по-разному.
Проверяем полевые транзисторы
Обычно, ремонт сварочных инверторов начинается с проверки транзисторов, так как они, являются самым уязвимым местом инверторов.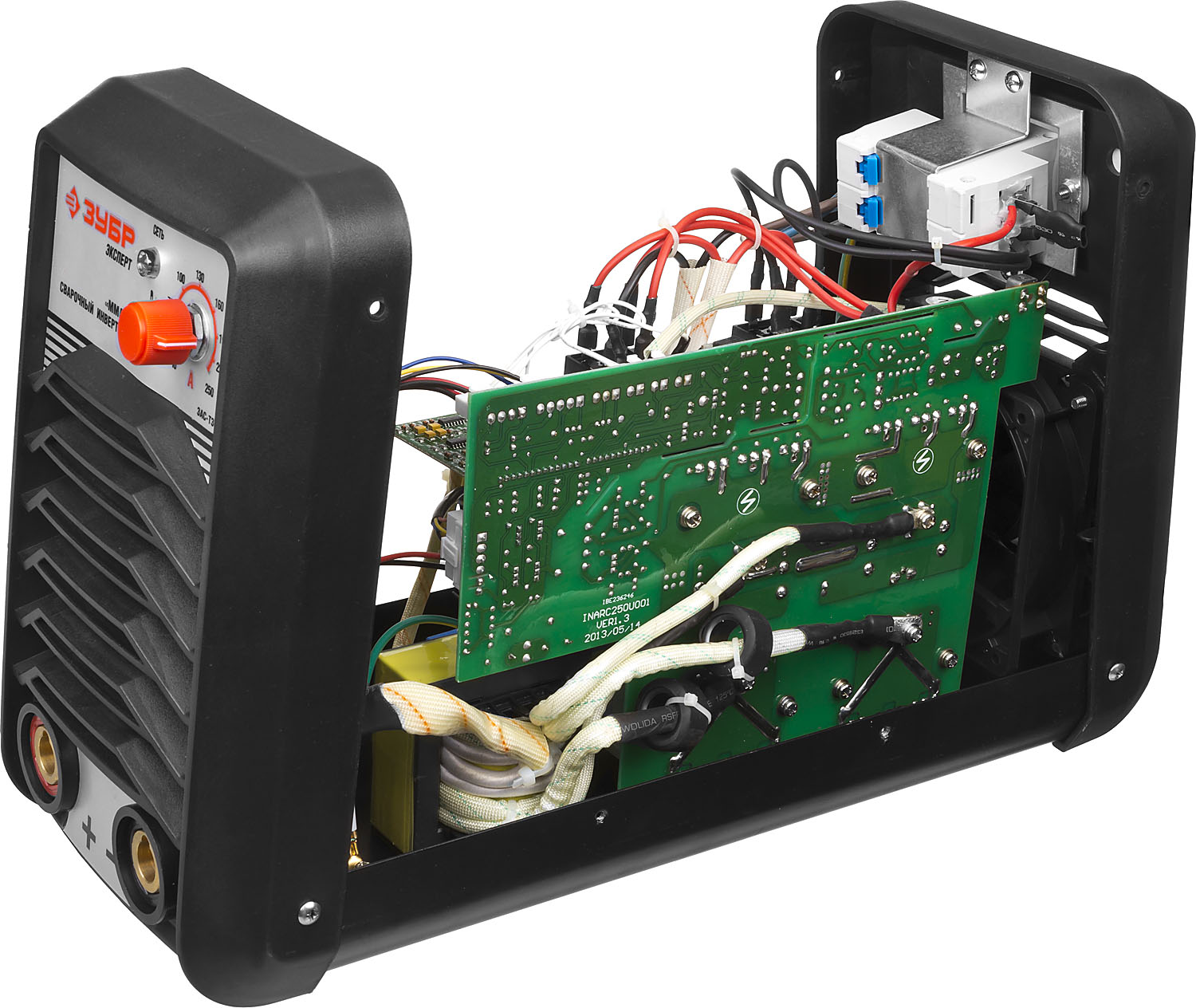 Бывает, транзистор, вышедший из строя, можно определить визуально – лопнувший или треснувший корпус, оплавленные или обгоревшие выводы. Это самый простой вид определения неисправности, обычно, внешние признаки, у вышедших из строя транзисторов, бывают редко. Поэтому, для того, что бы найти сгоревшие транзисторы, необходимо произвести последовательную прозвонку с помощь мультиметра, всех этих элементов.
Бывает, транзистор, вышедший из строя, можно определить визуально – лопнувший или треснувший корпус, оплавленные или обгоревшие выводы. Это самый простой вид определения неисправности, обычно, внешние признаки, у вышедших из строя транзисторов, бывают редко. Поэтому, для того, что бы найти сгоревшие транзисторы, необходимо произвести последовательную прозвонку с помощь мультиметра, всех этих элементов.
Как проверить качество сварки
Сварка пользуется большой популярностью в тех случаях, когда необходимо соединить вместе металлические элементы какой-нибудь конструкции, причем образующееся соединение должно быть неразъемным.
Существует большое количество разновидностей данного технологического процесса, но все условно делятся на две большие категории. В первом случае расплавление основного металла в процессе образования шва будет происходить, во втором – нет.
Но какой бы способ ни был выбран, контроль качества сварных соединений выполнить необходимо обязательно. Это будет являться гарантией качества и долговечности готового изделия
Это будет являться гарантией качества и долговечности готового изделия
Контроль качества сварных соединений всегда производится в полном соответствии с нормативными актами, к которым, в зависимости от назначения конструкции, относятся ГОСТ или СНИП, регламентирующие порядок и требования к последовательности выполнения данного вида работ.
Как правило, он состоит из двух этапов:
- Предупреждение образования возможных дефектов. На данном этапе контролируется основной металл, все виды сварочных материалов, соблюдение технологии подготовки деталей к проведению сварочных работ. Чаще всего здесь применяется метод визуального контроля. Также проверяется оборудование и квалификация сварщика. Особенно в тех случаях, когда производится изготовление ответственных конструкций.
- Выявление дефектов. Здесь чаще всего применяется неразрушающий метод контроля, который позволяет выявить всевозможные недостатки у сварного шва без нарушения его целостности.
Последний этап мы рассмотрим более подробно. Очевидно, что контроль качества сварных швов производится для того, чтобы выявить наружные, внутренние и сквозные дефекты. Для начала путем внешнего осмотра выявляются:
Очевидно, что контроль качества сварных швов производится для того, чтобы выявить наружные, внутренние и сквозные дефекты. Для начала путем внешнего осмотра выявляются:
- неровности, образовавшиеся в обеих плоскостях,
- непровар, при котором отсутствует соединение между частями основного металла, основой и слоем (или слоями),
- неполномерность,
- шлаковые включения,
- видимые трещины,
- подрезы,
- крупные поры.
Даже если сварной шов полностью соответствует предъявляемым к нему требованиям, то есть плавно переходит в основной металл, имеет мелкочешуйчатую или гладкую поверхность без характерных дефектов, то контроль качества сварных соединений внешним осмотром готового изделия не заканчивается. Основная опасность может скрываться внутри шва. Такие дефекты визуально увидеть невозможно, но именно они могут стать основной причиной неожиданного повреждения сварной конструкции.
Внутренние дефекты швов можно выявить, например, с помощью ультразвуковой или цветной дефектоскопии. В первом случае используется специальные прибор, принцип работы которого основан испускании ультразвуковых волн, которые, дойдя до трещины либо поры, отражаются и создают определенное изображение на экране прибора. Во втором случае наносится вещество, которое при некачественном выполнении шва проникает на противоположную сторону изделия и проявляется с помощью второго вещества. Данным способом можно выявить трещины даже очень небольшого размера.
Также контроль качества сварных соединений может производиться путем проверки качества пробных образцов, изготовленных из тех же материалов, что и готовые изделия. В данном случае в лабораторных условиях испытываются механические свойства наплавленного металла шва, которые должны удовлетворять определенным критериям. В частности, помимо предела прочности, твердости и относительного удлинения, определяется угол загиба и ударная вязкость. Также готовятся шлифы, позволяющие достаточно точно определить качество провара корня и выявить внутренние дефекты шва.
Ремонт сварочного инвертора своими руками
Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.

Как самостоятельно сделать ремонт
устройство
схема сварочного инвертора
- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы – банальная перепайка всех поврежденных контактов и элементов схемы. Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате. Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
 Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Видео о ремонте сварочного инвертора в двух частях.
Часть 1:
Часть 2:
 youtube.com/embed/pLpqjfGs1I0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/pLpqjfGs1I0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера. Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе. Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы. Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.

Основные неисправности
- Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока. Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока.
- Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается. В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства. Возможные причины:
- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке. Причинами могут быть:
- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.

 К числу причин замыкания можно также отнести:
К числу причин замыкания можно также отнести:
Статья была полезна?
0,00 (оценок: 0)
Загрузка…Понравилась статья? Поделиться с друзьями:
Лучший инверторный сварочный аппарат для печатных плат — Выгодные предложения на инверторный сварочный аппарат для печатных плат от глобальных продавцов инверторных сварочных аппаратов для печатных плат
Отличные новости !!! Вы попали в нужное место, чтобы приобрести инверторный сварочный аппарат для печатных плат. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот инверторный сварочный аппарат для печатных плат должен в кратчайшие сроки стать одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили инверторный сварочный аппарат для печатных плат на AliExpress. С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в инверторном сварочном аппарате для печатных плат и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инверторный сварочный аппарат для печатных плат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучшие сварщики, которые появятся у вас в мастерской в 2021 году
Фото: amazon.com
Сварщик известен своим требованием к дорогостоящему оборудованию, высоким уровнем навыков и подготовки. Хотя исторически это могло быть правдой, многие современные сварочные аппараты MIG вполне доступны и проще в использовании, чем когда-либо. Новички могут не получить идеальные сварные швы в первый раз, но опытные сварщики могут помочь новичкам на удивление быстро научиться.
Сварочный цех построить проще, чем можно было подумать. Эффективные рабочие фары недороги, как и место для хранения инструментов и расходных материалов. Обладая подходящим сварщиком и инструментами, сварщики-любители могут начать заниматься такими проектами, как ремонт автомобильных кузовов или прицепов, или могут направить свое творчество на изготовление декоративных ворот или скульптурных изделий. А со временем сварка может даже стать прибыльным занятием.
Обладая подходящим сварщиком и инструментами, сварщики-любители могут начать заниматься такими проектами, как ремонт автомобильных кузовов или прицепов, или могут направить свое творчество на изготовление декоративных ворот или скульптурных изделий. А со временем сварка может даже стать прибыльным занятием.
Это руководство ориентировано на лучших сварщиков для начинающих, а также на сварщиков TIG и стержневых сварок для тех, кто хочет улучшить свои навыки или планирует карьеру в области сварки.
- НАИЛУЧШИЙ В ЦЕЛОМ: Weldpro, 200 A, инверторный сварочный аппарат для нескольких процессов
- НАИЛУЧШИЙ УДАР ДЛЯ БАКА: Forney Easy Weld 261, 140 FC-i Weld, 120 В
- НАИЛУЧШИЙ ДЛЯ НАЧИНАЮЩИХ: Lincoln Electric K2185-1 Handy MIG Welder
- НАИЛУЧШИЙ ДЛЯ ПРОФИ: 2018 AHP AlphaTIG 200X 200 Amp IGBT AC DC Tig / Stick
- НАИЛУЧШИЙ ПОРТАТИВНЫЙ: DEKOPRO 110 / 220V MMA Welder, 160A ARC Welder
- BEST PLASMA COMBO: LOTOS — 04-ZVGR-0O8D LTPDC2000D Плазменный резак
Фото: amazon. com
com
Три основных типа сварочных аппаратов — это MIG, TIG и Stick. Внутри этих категорий есть обширный, а иногда и сбивающий с толку выбор с точки зрения технических характеристик, производительности и цены. При выборе сварочного аппарата, который лучше всего подходит для ваших нужд, следует внимательно изучить следующие ключевые особенности.
Тип MIG (инертный газ для металла), TIG (инертный газ вольфрам) и сварочные аппараты (также называемые дугой) используют электрический ток для создания тепла, достаточного для плавления металла и, таким образом, создания сварного шва.Ток проходит по электроду, который сделан либо из гибкой проволоки, либо из жесткого стержня (отсюда и общее название). При сварке MIG и сваркой электродом плавится сварной шов. При сварке TIG этого не происходит; сварка производится отдельной присадочной проволокой. Это немного медленнее, но в квалифицированных руках сварка TIG позволяет получить более аккуратные и точные сварные швы, которые практически не требуют очистки.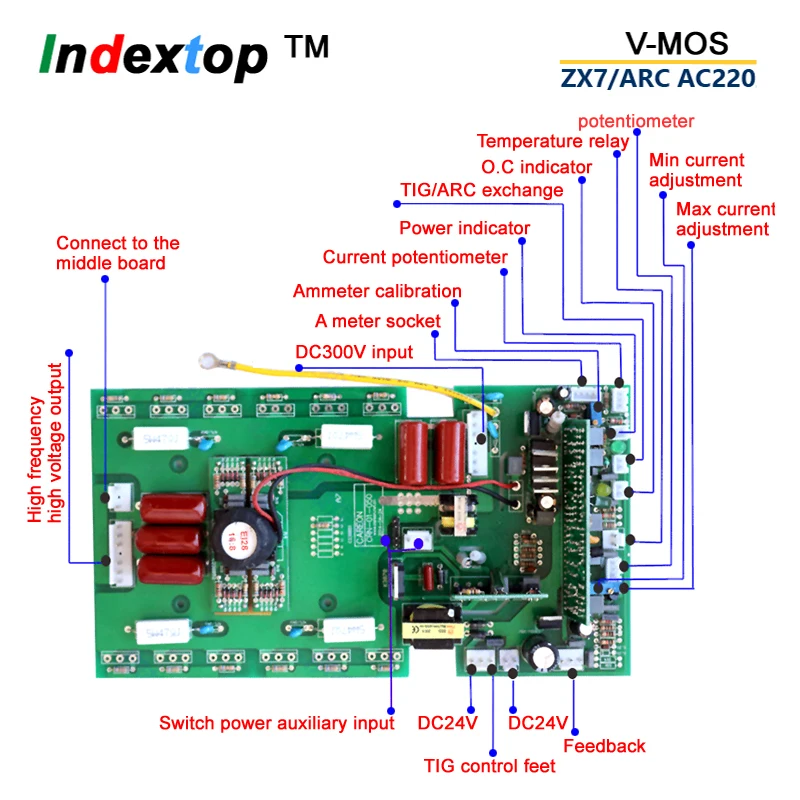
Для предотвращения попадания примесей в сварной шов и ослабления его удерживания сварщик создает газовый пузырь, называемый экраном.Сварщики MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер нарушает защиту щита.
Есть два способа решить эту проблему. Первый — использовать сварочный аппарат MIG с электродом с флюсовым сердечником. Этот сердечник создает собственный экран при плавлении электрода, поэтому сварщику не нужен газ. Подобным же образом сварка палкой создает защитный экран. Однако при сварке сердечником и стержневой сваркой образуется больше «шлака» — брызг расплавленного металла, — для очистки которых требуется дополнительная работа.
Задачи мастерской Низкоуглеродистая сталь, пожалуй, самый популярный металл, используемый при сварке, и многие задачи мастерской связаны с этим материалом. Нержавеющая сталь, которая содержит хром для предотвращения ржавчины, может работать при сварке, но требует большей осторожности из-за того, как нержавеющая сталь сохраняет тепло. Оба этих металла отлично работают при использовании MIG, TIG или стержневого типа.
Оба этих металла отлично работают при использовании MIG, TIG или стержневого типа.
Алюминий — еще один популярный материал для мастерских. Он редко бывает чистым, обычно это сплав цинка или меди. Его точка плавления ниже, чем у стали, поэтому, хотя многие сварщики MIG могут работать с алюминием, рекомендуется сварка TIG, поскольку она обеспечивает больший контроль.
Для сварки штучной сваркой доступны специальные алюминиевые электроды, хотя использование этого типа с алюминием не является обычной практикой. TIG также рекомендуется как лучший сварочный аппарат для меди и медных сплавов, а также для более экзотических материалов, таких как титан.
Требования к питаниюУ сварщиков разные требования к питанию. Чем толще материал, тем больше тока требуется для инструмента. Однако требования сварщиков часто понимают неправильно.
Обычно в заголовке стоит напряжение.Многие из них работают от 110 до 120 вольт, а это значит, что их можно подключить дома. Высокопроизводительным машинам может потребоваться от 220 до 240 вольт. Некоторые из них переключаемые, что обеспечивает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В.
Высокопроизводительным машинам может потребоваться от 220 до 240 вольт. Некоторые из них переключаемые, что обеспечивает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В.
Хотя напряжение влияет на форму сварного шва, сила тока определяет, насколько глубоко проникает сварной шов, и, следовательно, толщину материала, с которым может работать машина. Машина на 110 В может работать от стандартного бытового выключателя на 15 или 20 ампер, но другим может потребоваться 50 или 60 ампер.Модернизировать схему несложно, но это важно знать перед покупкой сварочного аппарата, чтобы подготовить мастерскую. Обязательно проверяйте входные усилители, а не выходные. Последнее относится к тому, что может произвести сварщик, а не к тому, что ему требуется для работы.
Рабочий цикл Неудивительно, что сварщикам становится очень жарко. На практике это часто ограничивает продолжительность непрерывной работы машины. Им нужны регулярные перерывы, чтобы они могли остыть. Время, в течение которого они могут работать без перерыва, называется рабочим циклом, который варьируется в зависимости от требований к мощности.При сварке тонкого металла аппарат потребляет меньше энергии, поэтому рабочий цикл больше, чем при сварке толстого металла.
Время, в течение которого они могут работать без перерыва, называется рабочим циклом, который варьируется в зависимости от требований к мощности.При сварке тонкого металла аппарат потребляет меньше энергии, поэтому рабочий цикл больше, чем при сварке толстого металла.
Это может сбивать с толку. Чтобы дать стандартную точку отсчета: рабочий цикл обычно дается для 10-минутного периода (иногда в течение пятиминутных периодов, так что хорошо проверить). Цифра представляет собой процент выходной мощности при заданной силе тока. Так, например, сварщик-любитель может иметь рабочий цикл 30 процентов при 90 ампер. Сварщик, работающий в тяжелых условиях, может процитировать 60 процентов при 200 ампер.Последний не только работает дольше, но и производит значительно больше энергии.
Требования к сжатому газу Для создания защиты, необходимой во время сварки MIG и TIG, требуется подача газа. Бутылки варьируются от 20 кубических футов (CF) до 300 CF, и их можно купить или взять напрокат. Бутылки большего размера обычно более экономичны для тех, кто часто сваривает.
Бутылки большего размера обычно более экономичны для тех, кто часто сваривает.
Фактические газы, которые используют сварщики, могут значительно различаться. Двуокись углерода популярна при сварке MIG и часто лучше всего подходит для начинающих.Сварщики TIG часто используют аргон. Также могут быть добавлены кислород, гелий и азот. Химический состав может повлиять на сформированный шов. Например, двуокись углерода имеет относительно низкую стоимость и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с диоксидом углерода. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими разными смесями, чтобы лучше понять их свойства.
Как упоминалось выше, сварка стержнем из флюса и стержневой сваркой создает защиту от присадочного материала по мере его плавления и поэтому не требует подачи газа.
Простота использования Использование плавящегося проволочного электрода, который подается автоматически с заданной скоростью, упрощает обучение сварке MIG. Оператору нужна только одна рука, и он может лучше сосредоточить внимание на сварном шве.
Оператору нужна только одна рука, и он может лучше сосредоточить внимание на сварном шве.
Для сварки TIG требуется обе руки, одной рукой подавать проволоку, а другой управлять горелкой. Сварка стержнем, как и MIG, требует только одной руки, но жесткая рукоять означает, что рукоятка находится дальше от сварного шва. Точно установить его непросто, и это может привести к образованию грязных сварных швов при обучении.
МобильностьДля различных проектов полезно иметь возможность перемещать сварщика по цеху, и большинство из них оснащено какой-либо ручкой для переноски. Однако вес может быть проблемой при использовании сварочного аппарата в разных местах или на стройплощадках. Переносные сварочные аппараты могут весить всего 20 фунтов, но другие сварщики в мастерских могут весить 60 или 70 фунтов.
Для MIG и TIG есть еще газовый баллон. Стандартные баллоны высокого давления варьируются от 11 фунтов до почти 139 фунтов.Переносные сварочные аппараты могут весить менее 20 фунтов и, конечно же, не требуют газа. Они также являются самым простым типом для сварки на открытом воздухе.
Они также являются самым простым типом для сварки на открытом воздухе.
Теперь, когда понимание основных характеристик завершено, пора сосредоточиться на лучшем сварщике по категории. Эти выборы уделяют должное внимание важным элементам, рассмотренным до сих пор, а также учитывают надежность, стоимость и репутацию производителя.
Фото: amazon.com
Этот многопроцессорный сварочный аппарат на 200 ампер от Weldpro предлагает MIG (включая флюсовую сердцевину), TIG и ручную сварку в одном аппарате, что обеспечивает отличную универсальность.Для новичков он предлагает возможность изучить практически все виды сварки за одну покупку. Это также позволяет подрядчикам предлагать решения для различных требований клиентов. Учитывая, что требуются сравнительно скромные инвестиции, это хорошая ценность.
Имея максимальную выходную мощность 200 А, Weldpro обладает большой мощностью и может сваривать низкоуглеродистую сталь от 24 до ¼ дюйма. Он может работать от источника питания 110 или 220 В. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной).Этот прочный блок также имеет двойной цифровой дисплей для удобства использования.
Он может работать от источника питания 110 или 220 В. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной).Этот прочный блок также имеет двойной цифровой дисплей для удобства использования.
Фото: amazon.com
Задача малобюджетных сварщиков — найти сварщика, который не ограничивал бы разнообразие выполняемых им работ. Это не проблема с моделью Forney Easy Weld 261. Он может сваривать низкоуглеродистую сталь до ¼ дюйма, поэтому подходит для многих более крупных и дорогих моделей. Простые в использовании регуляторы напряжения и скорости проволоки обеспечивают хороший контроль глубины сварного шва.
Это физически компактный сварочный аппарат, который весит всего 19 фунтов.Сварщик может использовать только сердечник из флюса, но не газовый MIG, но это накладывает некоторые ограничения на общий ремонт и производственные задачи. Это также означает, что он может работать как в помещении, так и на улице, имея доступ к обычной домашней розетке.
Фото: amazon.com
Lincoln Electric предлагает несколько моделей из линейки Handy, в том числе сварочный аппарат K2185-1 MIG. Несмотря на то, что это сварщик начального уровня, он, тем не менее, предлагает возможность сварки MIG или сердечником из флюса. Мощность скромная, с диапазоном выходных сигналов от 35 до 88 ампер.Однако этого достаточно, чтобы справиться со стальным листом толщиной до дюйма, чего достаточно для многих сварочных проектов.
Этот недорогой пакет действительно впечатляет своим всеобъемлющим содержанием. Покупка включает газовый регулятор, базовую ручную сварочную маску, катушки MIG и проволоки с флюсовым сердечником, расходные сварочные сопла и даже отбойный молоток и щетку для очистки сварных швов. Добавьте газовый баллон, подключите его к стандартной розетке, и он готов к работе.
Фото: amazon.com
TIG часто выбирают профессиональные сварщики из-за чистых и точных сварных швов.Этот универсальный аппарат на 200 А от AHP также предлагает функцию ручной сварки для использования на открытом воздухе. Возможность сваривать низкоуглеродистую сталь толщиной до дюйма предполагает высокие требования к мощности, но переключаемое напряжение — от 110 до 220 вольт — позволяет использовать стандартную розетку. Впечатляющий контроль снижает риск прожечь более тонкий материал.
Возможность сваривать низкоуглеродистую сталь толщиной до дюйма предполагает высокие требования к мощности, но переключаемое напряжение — от 110 до 220 вольт — позволяет использовать стандартную розетку. Впечатляющий контроль снижает риск прожечь более тонкий материал.
Эта модель весит 69 фунтов, так что это не самый портативный сварочный аппарат. Но максимальная выходная мощность 200 ампер и рабочий цикл 100 процентов при 150 А обеспечивают производительность, необходимую для коммерческого использования.У него также есть ножная педаль для регулировки силы тока — ценная функция профессионального уровня, которая редко встречается в машинах этого ценового диапазона.
Фото: amazon.com
При удивительно низкой цене билета и весе всего 12 фунтов на первый взгляд может показаться, что сварочный аппарат DEKOPRO 110/120 В MMA мало что может предложить серьезному сварщику. Однако выходной диапазон от 10 до 160 ампер подходит для низкоуглеродистой стали толщиной до дюйма. С правильным сварочным стержнем можно работать также с алюминием и чугуном. Устройство будет работать от напряжения 110 или 220 вольт и, как и все сварочные аппараты, работает в помещении или на улице.
С правильным сварочным стержнем можно работать также с алюминием и чугуном. Устройство будет работать от напряжения 110 или 220 вольт и, как и все сварочные аппараты, работает в помещении или на улице.
Входящий в комплект вентилятор охлаждает сварщика и помогает удерживать грязь и мусор, что полезно при транспортировке аппарата или сварке на открытом воздухе. Благодаря простой функции, нет необходимости настраивать газ, только один диск для регулировки силы тока. Возможно, он не подойдет сварщику для деликатных или точных работ, но его сложно превзойти с точки зрения портативности, а также для базового домашнего, сельскохозяйственного или рабочего использования.
Фото: amazon.com
В большинстве случаев сварщик соединяет металлы. Но иногда операторы хотят разрезать их на части или, возможно, вырезать отверстие или конструкцию.Плазменный резак, пожалуй, самый эффективный способ сделать это. Обычно это означает покупку отдельного аппарата, но с этим необычным сварочным аппаратом LOTOS он входит в комплект. Таким образом, в дополнение к TIG и сварке электродом толщиной до дюйма сварщик может резать низкоуглеродистую сталь до впечатляющей толщины дюйма.
Таким образом, в дополнение к TIG и сварке электродом толщиной до дюйма сварщик может резать низкоуглеродистую сталь до впечатляющей толщины дюйма.
Функция сварки обеспечивает хорошую гибкость при токе от 15 до 200 ампер. Несмотря на возможность переключения с 110 на 220 вольт, этому сварочному аппарату требуется 50 ампер питания, поэтому он не будет работать от стандартной бытовой розетки без модернизации.Покупка дополнительной ножной педали (не входит в комплект) может помочь улучшить контроль.
Часто задаваемые вопросы о сварщикахСоветы и рекомендации в этом руководстве, вероятно, расширили ваши знания о том, как работают различные сварщики. Это также должно было дать ценную информацию для выбора лучшего сварщика для задач, которые вам необходимо выполнить. Тем не менее, у вас все еще могут быть вопросы. В следующем разделе рассматриваются те, которые возникают чаще всего.
В. В чем разница между сваркой, пайкой и пайкой? Сварка использует высокие температуры для фактического плавления металла соединяемых деталей, создавая максимально прочную связь. Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для обработки таких материалов, как титан, которые сложно сваривать. Пайка использует сплавы с низкой температурой плавления, как правило, в качестве постоянного приспособления для электрических соединений.
Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для обработки таких материалов, как титан, которые сложно сваривать. Пайка использует сплавы с низкой температурой плавления, как правило, в качестве постоянного приспособления для электрических соединений.
Сварка MIG проста в освоении и позволяет решать самые разные задачи. Именно с этого начинается большинство людей.Сварка TIG обеспечивает большую точность и контроль. Палка лучше всего подходит для улицы. Некоторые сварщики с несколькими процессами предлагают все три.
В. Сварочный аппарат какого размера мне следует купить? Как обсуждалось выше, тип задачи и рабочий цикл будут основными соображениями при определении требований к мощности. Будьте осторожны, чтобы не недооценивать. Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к ухудшению сварных швов.
Сварочные аппараты, предназначенные для любительской и легкой сварки, могут работать в обычных бытовых розетках.Сварщикам высокого напряжения (от 220 до 240 вольт) потребуется модернизированный прерыватель и, возможно, кабель большего диаметра. В случае сомнений проконсультируйтесь с квалифицированным подрядчиком по электрике.
В. Законно ли сваривать дома?Безусловно, если то, над чем вы работаете, предназначено для вашего собственного использования. Не забывайте об общей безопасности в мастерской. Если вы начнете брать плату за сварку, вы все равно сможете работать из дома, но вам нужно будет проверить правила зонирования.
В. Какое еще оборудование мне понадобится для сварки? Сварочный шлем жизненно необходим для защиты глаз и лица.Никогда не сваривайте без него. Защитные очки отлично подходят для многих задач в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки.
Вам также понадобится сварочный фартук и подходящие сварочные перчатки.
Проверка целостности сварного шва
Лэнг отметил, что внутренний борт может вместить гораздо более широкие допуски на посадку, чем внешний борт, поэтому это приводит к лучшему качественный корневой бисер. Он также обеспечивает большую производительность, чем внешний бусина с медной опорой.Первые три головки на внутренней машине обожгите в положении «12 часов» и сварите по часовой стрелке до 6 часов.Остальные три головки, теперь в положении «12 часов», зажигают и сваривают против часовой стрелки. до отметки 6 часов (т.е. каждая головка сваривает треть от половины труба). Зажим до завершения корневого валика занимает менее двух минут.
Внутренний сварочный аппарат питается от три инверторных источника сварочного тока, установленные на прихватке. Если одна сварка Голова или инвертор пропускают зажигание, оператор использует четвертый инвертор для ремонта точка пропуска зажигания с SMAW.
Далее идет горячий пас.
 Первая установка, вроде
девять, которые следуют, имеют два инвертора и боковой кран, который поднимает
сварочная хижина. Хижина предотвращает воздействие ветра на защитный газ
и предоставляет платформу для двух сварщиков и двух помощников сварщика.
Первая установка, вроде
девять, которые следуют, имеют два инвертора и боковой кран, который поднимает
сварочная хижина. Хижина предотвращает воздействие ветра на защитный газ
и предоставляет платформу для двух сварщиков и двух помощников сварщика. Помощник прижимает механизированного жука к лента прикрепляется к трубе и, при необходимости, зажимает сварочную проволоку длина. Затем первый сварщик нажимает кнопку контактора, которая предварительная подача газа. Затем сварщик нажимает кнопку запуска дуги, и ошибка начинает движение вниз с позиции 12 часов (рис.4) на базе двигатель постоянного тока 24 В постоянного тока. Поскольку полоса не может быть идеально параллельной к стыку оператор должен внимательно следить за бортом, используя горизонтальный Ручка регулировки для центрирования сварочной головки на скосе (при необходимости).
После первой ошибки очищает верхнюю часть pipe, операторы на противоположной стороне трубы повторяют процесс, с завершением бусинки около 6 часов.

Хижины 2 и 3 введены с первым заполнением проходить; лачуги 4 и 5 положить во вторую заливку; лачуги 6 и 7 сваривают третья заливка; и лачуги 8 и 9 приваривают колпак.Хижина 10 — запасная.
Каждая из этих лачуг сваривает все остальные стыки. Две станции увеличивают производство. Ошибка горячего прохода перемещается быстро (44,5 до 50,5 дюймов / мин) по сравнению с заливкой и колпачком. Эти последние проходы требуют более низкие скорости движения, потому что они откладывают больше присадочного металла и потому что горелка колеблется, заполняя шов и позволяя сварочной ванне немного остыть.
Во время этих проходов сварщик также может управлять шириной колебаний резака и расстоянием от резака до заготовки. (длина дуги), при необходимости отрегулировав валик.
Проверка целостности сварного шва
Для обеспечения качества все сварные швы обрабатываются ультразвуком.
протестированы (первая также крупная трубопроводная технология США). Ультразвуковой контроль
(UT) дает возможность рассмотреть сварной шов в сложных деталях, отправив
звуковая волна в трубу и компьютерное отображение эха. Где рентген
может занять до 10 минут на стык, УЗ занимает около 90 секунд, чтобы проверить и интерпретировать
сварной шов.
Где рентген
может занять до 10 минут на стык, УЗ занимает около 90 секунд, чтобы проверить и интерпретировать
сварной шов.
«Рентгенологическое исследование показывает только длину
дефект, а не глубина.С помощью UT мы можем определить глубину, высоту и
длина с точностью до 0,0040 дюйма «, — сказал сотрудник Shaw Pipeline Services,
Ltd., которая проводит испытания трубопровода Alliance Pipeline. «Это может помочь снизить
расценки на ремонт. Инженеры, которые немного занимались математикой и присадочным металлом
анализ показал, что мы можем принять более длинные дефекты, если они меньше
в высоту. Точность UT также позволяет нам сказать ремонтной бригаде, какие именно
pass содержит дефекты, и им это просто нравится. Далее UT обнаруживает
очень мелкие дефекты, недоступные рентгеновскому излучению, в частности, холодные перегибы (неполное сплавление) «,
он продолжил.
Победы в легком весе
Примерно до 1995 года стандартный источник питания
на буровой установке был трансформатор-выпрямитель постоянного тока на 500 фунтов. Сегодня все, кроме двух
механизированные сварочные системы на трубопроводе Альянса оснащены инверторным
машина.
Сегодня все, кроме двух
механизированные сварочные системы на трубопроводе Альянса оснащены инверторным
машина.
Инверторы были выбраны из-за их
компактный дизайн и легкий вес. Если машина нуждается в обслуживании, четыре болта
ослабьте его, и два человека смогут снять его с буровой установки.
Люди, занятые в конвейерном бизнесе, признают
это оборудование не вечно.«С точки зрения технического обслуживания на местах»
— сказал Лэнг, — «вы должны исходить из того, что когда-нибудь все оборудование
необходимо обслуживание. Основная причина использования инвертора заключается в том, что
его намного проще заменить, чем трансформаторный выпрямитель на 500 фунтов. Те
тяжелые сварочные аппараты были надежны, но когда один ломался, нужен был кран, чтобы
замени это. Это еще одно транспортное средство, на которое проезжая часть дороги не распространяется.
необходимость.»
Laing также отметил, что надежность
инверторы «превзошли первоначальные ожидания.Первоначальное беспокойство было
смогут ли они выдержать вибрации трактора. После четырехлетнего опыта работы с ними (на оборудовании для сварки трубопроводов
в Канаде), их производительность, безусловно, была приемлемой с точки зрения надежности
точка зрения.»
После четырехлетнего опыта работы с ними (на оборудовании для сварки трубопроводов
в Канаде), их производительность, безусловно, была приемлемой с точки зрения надежности
точка зрения.»
Необходимые станки CC / CV
«Использование комбинации SMAW и FCAW для ремонта
и изготовление также представляет собой еще одно «первое» для трубопровода Альянса «,
— отметил Дэйв Бикель, менеджер по работе с клиентами Miller Electric.«Как механизированная сварка,
это увеличивает производительность. Также требуется замена традиционных генераторов постоянного тока.
и их выход CC с новой технологией, такой как инверторы с приводом от двигателя
с выходом CC / CV «.
Pro Spot :: Поддержка
Подтверждение напряжения питания сварщика
Инверторные сварочные аппараты используют 208–240 В или 440–480 В. Важно знать, о каком уровне идет речь. Посмотрите на бирку с серийным номером на задней панели шкафа, чтобы определить правильное напряжение для данного сварочного аппарата. Они могут работать на максимальной мощности, используя трехфазное питание или двухфазное питание (также известное как однофазное). Индикаторы на передней панели будут гореть в соответствии с доступной мощностью. Если индикаторная лампа фазы загорелась, это не указывает на надлежащий уровень напряжения — имеется только это напряжение. Установите выключатель на заводской панели в положение ВКЛ, а выключатель сварщика — в положение ВЫКЛ. Обратите внимание на расположение выступов на вилке сварочного аппарата. Посмотрите на три выступа, которые выглядят одинаково, и на цилиндрический штифт, который отличается. Проушина штифта будет заземлена.Выполните следующие шаги:
Они могут работать на максимальной мощности, используя трехфазное питание или двухфазное питание (также известное как однофазное). Индикаторы на передней панели будут гореть в соответствии с доступной мощностью. Если индикаторная лампа фазы загорелась, это не указывает на надлежащий уровень напряжения — имеется только это напряжение. Установите выключатель на заводской панели в положение ВКЛ, а выключатель сварщика — в положение ВЫКЛ. Обратите внимание на расположение выступов на вилке сварочного аппарата. Посмотрите на три выступа, которые выглядят одинаково, и на цилиндрический штифт, который отличается. Проушина штифта будет заземлена.Выполните следующие шаги:
- Настройте измерительный прибор для измерения переменного напряжения.
- Подключите сварочный аппарат к розетке магазина.
- Удалите заглушку ровно настолько, чтобы получить доступ к проушинам заглушки с измерительными зондами.
- Измерьте от 1 до 2, от 1 до 3 и от 2 до 3.
- Запишите три показания на бумагу. Они должны быть близко друг к другу и на уровне 208В или выше. Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.
- Позвоните квалифицированному техническому специалисту или электрику для дальнейшего тестирования, если не удается быстро найти успешный результат.
 Они должны быть близко друг к другу и на уровне 208В или выше. Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.
Они должны быть близко друг к другу и на уровне 208В или выше. Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.Поиск и устранение неисправностей пистолета для точечного отжима
Двусторонний точечный пистолет подключается к вторичной обмотке сварочного трансформатора и по существу замыкает выходной сигнал во время цикла сварки. Пистолет создает очень высокое давление сжатия между электродами, что важно для качественной контактной точечной сварки. Стандартный «сжимающий» пистолет может создавать давление более 500 фунтов, а пистолет высокого давления может создавать более 1200 фунтов на концах сварных швов за счет использования большого воздушного цилиндра внутри пистолета.Каждый конец цилиндра подключен к воздуховоду, который проходит до нижней части пистолета через командный кабель. (Командный кабель — это управляющая связь между шкафом и пистолетом.)
(Командный кабель — это управляющая связь между шкафом и пистолетом.)
Электрическое соединение с пистолетом представляет собой трехпроводную конфигурацию, в которой два триггера имеют общий общий (-24 В постоянного тока). Провод проходит через командный кабель. Круглый металлический 4-контактный разъем используется на передней панели, а продолговатый 3-контактный пластиковый разъем используется внутри пистолета. Специальный жгут передает сигналы напрямую от триггерных переключателей на 3-контактный разъем, обратно в шкаф и, наконец, на печатную плату.
Отказ или плохой сварной шов
Отказ при сварке и плохая сварка из-за неисправности пистолета могут произойти двумя способами. Во-первых, пистолет может выйти из строя из-за удаленной электрической или механической проблемы, а во-вторых, из-за локальной проблемы с наконечниками сварных швов.
Подтвердите следующее: давление сжатия (от 65 до 80 фунтов на кв. Дюйм), цепь срабатывания (непрерывность на разъемах кабеля управления), соединения сварочного кабеля (затянуты с обоих концов) и точки контакта хода (втулка и уплотнительные кольца поршня в хорошем состоянии) . Наконечники должны быть чистыми, новыми или заправленными и иметь правильные стойки и рукоятки для работы. Командные кабели обычно не ремонтируются, так как компоненты нагреваются и обматываются под давлением.
Наконечники должны быть чистыми, новыми или заправленными и иметь правильные стойки и рукоятки для работы. Командные кабели обычно не ремонтируются, так как компоненты нагреваются и обматываются под давлением.
Пистолет не реверсирует
Если пистолет не открывается, проверьте цепь спускового крючка. Проверьте целостность на пистолете и кабельных разъемах. Убедитесь, что поток воздуха достигает цилиндра пистолета. Возможно, был зажат воздушный шланг. Убедитесь, что стяжки кабельного жгута достаточно ослаблены, чтобы обеспечить поток.
Подтвердите поток через авиалинии к пистолету. (Отсоедините авиалинии: 1) у шкафа и нажмите триггеры, чтобы открыть соленоид — услышите воздушный поток, затем снова подключите и 2) у пистолета и снова нажмите триггеры — снова услышите взрыв. Замените все непроточные линии. (Обычно командный кабель заменяется в сборе, когда в нем есть проблемы.) Прямое действие пистолета очень надежно, поскольку задняя воздушная камера с обоих концов герметизирована уплотнительными кольцами.
Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.Убедитесь, что следующие условия не являются причиной проблемы: оплавленная втулка, слишком затянутые установочные винты наконечника, плохая смазка внутреннего уплотнительного кольца, отсутствие воздуха REV.
 Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.
Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.Низкое давление сжатия
Когда возникает вопрос о давлении сжатия:
Проверить давление воздуха по манометру на панели.
Проверьте, не пережат ли воздушный шланг.
Убедитесь, что установлены электроды правильной длины.
- Пистолет передний воздушный
- Проволока спускового крючка для пистолета
- пистолет обратный воздушный
- Проволока спускового крючка пистолета для удаления вмятин
- Выключатель охлаждающего насоса
Уходит инсульт? Качество отжима гарантируется, когда в игре есть соответствующее давление воздуха и плавный ход. Эту ситуацию создают эффективные проверки и настройка оружия.
Эту ситуацию создают эффективные проверки и настройка оружия.
Окно сервисной панели — Индикаторы состояния системы управления
Расположение: внутри лотка для инструментов и принадлежностей i4 и PR-2000 (под резиновым ковриком).
Назначение: Быстро определить состояние многих внутренних систем, не открывая сварочный аппарат. Сварщик должен быть включен. Посмотрите в окно. Есть несколько огней, на которые стоит обратить внимание. Окна индикаторов напряжения имеют по три светодиодных индикатора в каждом окне, в то время как окна IGBT и шинопровода имеют только один индикатор на окно.
ПРИМЕЧАНИЕ: D означает диод, а число определяет расположение платы устройства.
Лампы состояния системы управления окнами служебной панели
Поднимите резиновый коврик в лотке для инструментов, чтобы открыть окно сервисной панели.
Высокое напряжение шины в норме: светодиоды 1 и 2 показывают наличие постоянного тока 300 вольт.
Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка).D06 = присутствует
D26 = присутствует
Система управления IGBT в норме: светодиоды 1, 2, 3, 4 показывают наличие напряжения на каждом затворе IGBT. Каждый светодиод должен оставаться включенным. Светодиод 5 (желтый) показывает управляющее напряжение 15 В постоянного тока и должен гореть постоянно.Эти диоды находятся на отдельной вертикальной мини-плате.
D107 = присутствует
D108 = присутствует
D109 = присутствует
D110 = присутствует
D101 = 15 В присутствует
Вход переменного тока — состояние падения напряжения: светодиоды 4, 5, 6 указывают на проблему, если какой-либо из них загорается во время сварки. Все они ненадолго загораются во время запуска, а затем остаются выключенными.
D23 = Падение первичного напряжения 10%
D22 = Падение первичного напряжения 15%
D21 = Падение первичного напряжения 20%
Индикаторы напряжения постоянного тока, светодиоды 1, 2, 3 указывают на генерируемые и присутствующие логические напряжения.
Они загораются во время запуска и остаются включенными.D10 = 15 В присутствует
D11 = 18 В присутствует
D12 = 24 В присутствует
 Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка).
Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка). Они загораются во время запуска и остаются включенными.
Они загораются во время запуска и остаются включенными.Лучший инверторный сварщик Clarke 2021
Как купить лучший инверторный сварочный аппарат Clarke
Вызывает ли вам стресс покупка инверторного сварочного аппарата best clarke ? Сомнения катятся по голове и сбивают вас с толку? Мы знаем, как это бывает; мы прошли весь путь исследований инверторных сварочных аппаратов Clarke, поскольку составили полный список лучших инверторных сварочных аппаратов Clarke, доступных на рынке в наши дни.Мы провели мозговой штурм по нескольким вопросам, которые могли бы иметь в виду большинство из вас.
Хотя это может быть больше, чем мы предлагаем здесь, для вас важно убедиться, что вы провели эксклюзивное исследование этого продукта, прежде чем покупать его для себя. Вопросы могут включать:
- Стоит ли покупать инверторный сварочный аппарат Clarke ?
- Каковы преимущества при покупке инверторного сварочного аппарата Clarke ?
- Какие факторы следует учитывать перед покупкой лучшего инверторного сварочного аппарата Clarke ?
- Почему важно приобретать инверторный сварочный аппарат Clarke, особенно лучший?
- Какие хорошие инверторные сварочные аппараты Clarke доступны на современном рынке? Или какой лучший инверторный сварщик Clarke 2020, 2019?
И откуда бы вы взяли всю такую информацию? Мы уверены, что у вас может возникнуть еще много вопросов, и лучший способ утолить жажду — решить их все с помощью различных онлайн-ресурсов. Источником может быть что угодно, например интернет-форумы, устная информация, рейтинговые сайты, руководства по покупке и обзоры продуктов. Перед покупкой инверторного сварочного аппарата best clarke для себя необходимо провести надлежащее исследование. Убедитесь, что вы читаете с высоконадежных, заслуживающих доверия веб-сайтов или любых других источников.
Источником может быть что угодно, например интернет-форумы, устная информация, рейтинговые сайты, руководства по покупке и обзоры продуктов. Перед покупкой инверторного сварочного аппарата best clarke для себя необходимо провести надлежащее исследование. Убедитесь, что вы читаете с высоконадежных, заслуживающих доверия веб-сайтов или любых других источников.
Мы предлагаем руководство по покупке инверторного сварочного аппарата Clarke, и мы предоставляем 100% достоверную и объективную информацию. Мы используем большие данные и данные искусственного интеллекта для проверки информации.Как было сделано это руководство по покупке? У нас есть уникально разработанный набор алгоритмов, который позволяет нам составить список из 10 лучших инверторных сварочных аппаратов Clarke , доступных в наши дни на рынке. Наша технология составления списка зависит от таких факторов, как:
- Стоимость бренда
- Особенности и характеристики
- Стоимость продукта
- Отзывы и рейтинги клиентов
- Качество и надежность
Мы не забываем, что поддержание актуальности информации о продуктах является нашим приоритетом; поэтому мы постоянно обновляем наши веб-сайты.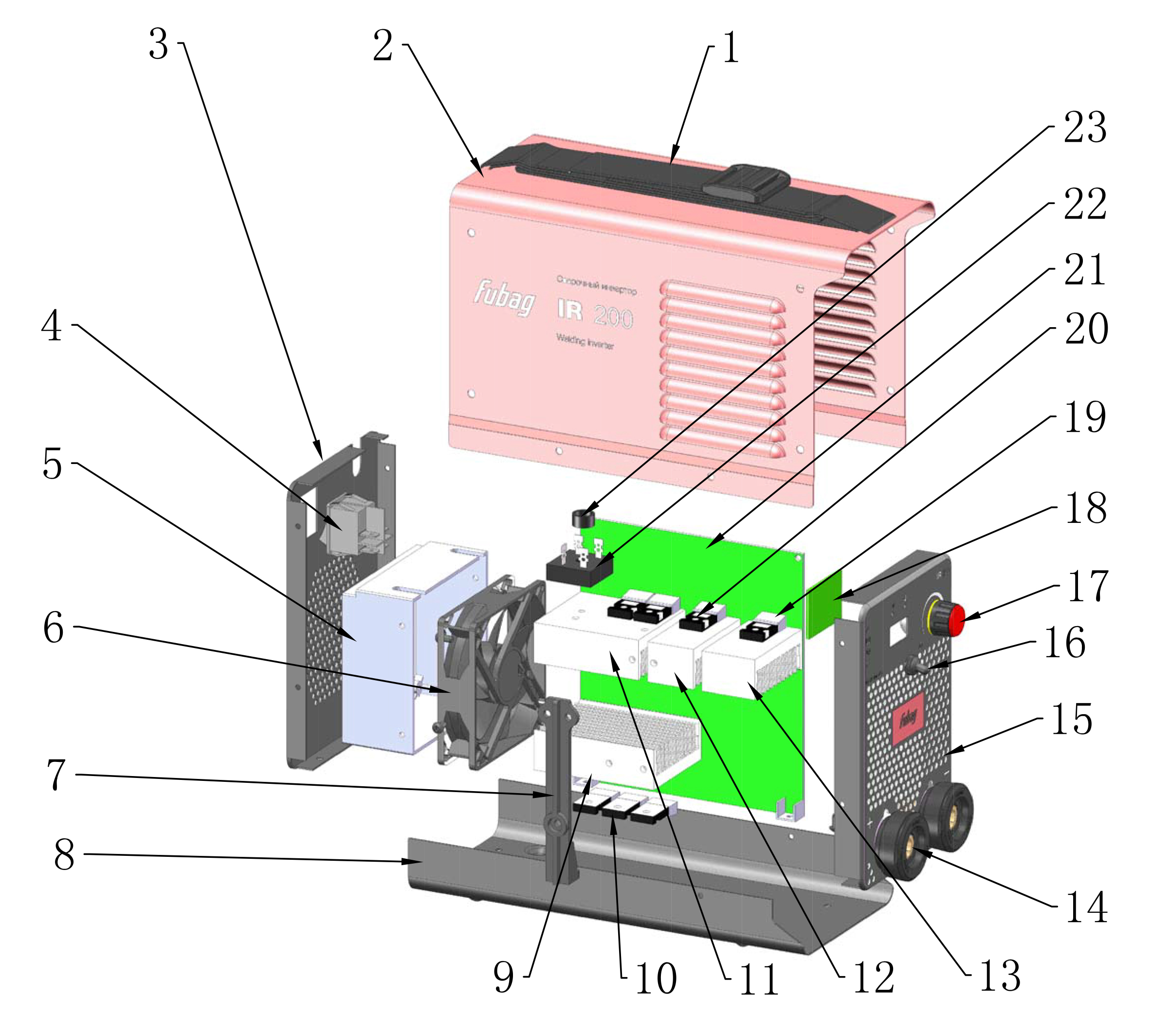 Получите дополнительную информацию о нас из онлайн-источников. Если вы считаете, что представленная здесь информация вводит в заблуждение, неверна или не имеет отношения к фактам, пожалуйста, не стесняйтесь связаться с нами. Мы всегда будем рядом с вами.
Получите дополнительную информацию о нас из онлайн-источников. Если вы считаете, что представленная здесь информация вводит в заблуждение, неверна или не имеет отношения к фактам, пожалуйста, не стесняйтесь связаться с нами. Мы всегда будем рядом с вами.
Завод Инжиниринг | Техническое обслуживание позволяет избежать поломок сварочного аппарата
Сварка и техническое обслуживание
Билл Батлер, инженер по продажам / применению, Miller Electric Mfg. Co., Appleton, WI, Марк Джеклин, Interstate Welding Sales Corp., Маринетт, Висконсин
Ключевые концепции
Сварочные аппараты в плохом ремонте тратить деньги
Аутсорсинг обеспечивает квалифицированное обслуживание
Из-за своей прочности и длительного срока службы сварочные аппараты иногда не требуют регулярного обслуживания. Для некоторых компаний сломанный сварочный аппарат — незначительное вмешательство. Для тех, кто сильно полагается на сварку, сломанный аппарат может вызвать серьезные головные боли.Обычно это означает потерю дорогостоящего производства. Сварочные аппараты с неустойчивой дугой также тратят энергию. Ремонт сварных швов, не прошедших рентгеновские, ультразвуковые или другие испытания, требует больших затрат.
Для тех, кто сильно полагается на сварку, сломанный аппарат может вызвать серьезные головные боли.Обычно это означает потерю дорогостоящего производства. Сварочные аппараты с неустойчивой дугой также тратят энергию. Ремонт сварных швов, не прошедших рентгеновские, ультразвуковые или другие испытания, требует больших затрат.
Серьезные отказы, такие как взорванные печатные платы или электрически «поджаренные» компоненты, непредсказуемы. Однако владельцы сварочного оборудования могут напрямую контролировать «мягкие отказы», ремонтируя изношенные детали, такие как кабели, соединения, внутреннюю проводку, системы приводных роликов, пистолеты, горелки и расходные материалы. Предотвращение мягких отказов также включает удаление коррозии и переносимых воздухом загрязнений из машины, которые приводят к перегреву и отказу печатной платы.
Сжатые сроки и другие приоритеты часто вызывают задержки в обслуживании, пока не станет слишком поздно. В таком случае настоятельно рекомендуется передать обслуживание на аутсорсинг квалифицированному источнику.
Предотвратимая экономическая эффективность
Предпосылка аутсорсинга технического обслуживания заключается в том, что производители могут не иметь внутренних ресурсов для выполнения технического обслуживания или их внутренние ресурсы уже перегружены более насущными проблемами технического обслуживания.
В то время как некоторые люди могут колебаться в отношении передачи работы на аутсорсинг, поскольку считают, что это стоит дороже, расчет предотвращаемой экономической эффективности (PCE) может решить проблему с помощью реальных цифр.PCE — это фактор стоимости простоя производства в час и стоимости обслуживания в час. Следующий расчет иллюстрирует потенциальную экономию:
PCE = Стоимость обслуживания / час
Если поставщик услуг взимает 75 долларов в час за обслуживание, а время простоя стоит 500 долларов в час, то PCE составляет 15%. Другими словами, потратьте 15 долларов на профилактическое обслуживание сейчас или заплатите 85 долларов, чтобы исправить это позже. Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Эксперты по обслуживанию считают, что профилактическое обслуживание обычно снижает вероятность серьезных отказов до 50%.
Контрольный список системы
Перед обслуживанием оборудования отключите его от сети; сюда входят все вилки 115 В от фидеров и охладителей воды. Всегда соблюдайте установленные процедуры блокировки / маркировки и следуйте инструкциям по безопасности, приведенным в руководстве оператора. В случае сомнений обратитесь к производителю.
Ниже приводится основной список сервисных мероприятий для большинства сварочных систем. Полный и подробный список можно найти в руководстве пользователя или у авторизованного поставщика услуг.
Рис.1. Сварочные аппараты необходимо регулярно продувать для обеспечения надежной работы.
Источники питания. Примерно каждые шесть месяцев продувайте внутреннюю часть машины чистым сухим воздухом. В тяжелых условиях эксплуатации может потребоваться ежемесячная или еженедельная чистка (рис. 1). Для машин инверторного типа оставьте крышку и направьте поток воздуха через переднюю часть машины. Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электричества и преждевременному износу.
1). Для машин инверторного типа оставьте крышку и направьте поток воздуха через переднюю часть машины. Если не продуть машину, это может привести к перегреву, нестабильной работе дуги, отказу платы или электричества и преждевременному износу.
Тестирование банка нагрузки. Испытайте каждую машину под нагрузкой, чтобы убедиться, что мощность сварки точна, это необходимо для соответствия ISO.
Кабельные соединения, кабели и держатели электродов. Плохое соединение сварочного контура может вызвать множество проблем. Это включает в себя чрезмерное сопротивление в сварочной цепи, что, в свою очередь, приводит к блужданию дуги, дуге, которая не зажигается, или дуге, которую трудно запустить.
Рис. 2. Осмотрите кабели, чтобы убедиться, что они не повреждены.
Часто проверяйте все части цепи.Затяните ослабленные соединения и осмотрите кабели, держатели электродов и заземляющие провода на предмет износа, трещин и повреждений (рис. 2). Немедленно замените те, которые сильно изношены или повреждены. Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивые дуги и дрейф параметров сварного шва. Используйте быстроразъемные соединения, чтобы добавить или убрать кабель по мере необходимости, чтобы избежать этих проблем.
Обратите внимание, что избыточная длина кабеля и наматывание кабеля вокруг черного металла, такого как ножка стола или труба, также вызывают неустойчивые дуги и дрейф параметров сварного шва. Используйте быстроразъемные соединения, чтобы добавить или убрать кабель по мере необходимости, чтобы избежать этих проблем.
Пистолеты. Пистолет — это не молоток, но операторы часто используют его как один. Стук может ослабить соединения внутри пистолета и привести к возникновению нестабильной дуги.Осматривайте пистолеты каждые шесть месяцев, затягивайте ослабленные соединения и выдувайте все частицы.
Кабели и лайнеры. Очищайте кабельную сборку после обработки катушки с проволокой или примерно два раза в неделю. Отсоедините кабель от устройства подачи и проверьте надежность соединения. Продуть кабель, направляя воздух на конец контактной трубки. Постучите по кабелю через каждые несколько футов, чтобы удалить остатки, застрявшие в лайнере, и снова выдуйте его.
Без регулярной очистки лайнер со временем забивается и заедает проволоку. Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к подгоранию проволоки обратно к контактной трубке. Это может привести к появлению птичьего гнезда на приводных роликах. Если лайнер очищен, но проблемы с подачей проволоки все еще остаются, вероятно, лайнер изношен и нуждается в замене.
Это вызывает проблемы с подачей, обычно соскальзывание, что может привести к подгоранию проволоки обратно к контактной трубке. Это может привести к появлению птичьего гнезда на приводных роликах. Если лайнер очищен, но проблемы с подачей проволоки все еще остаются, вероятно, лайнер изношен и нуждается в замене.
Приводные ролики. Осмотрите приводные ролики после очистки кабеля. В случае загрязнения удалите их и очистите металлической щеткой. Если деформированы, замените их. Кроме того, проверьте входные и выходные направляющие и замените их, если они деформированы из-за износа проволоки.Более выраженный износ входной направляющей может указывать на необходимость переустановки узла ступицы катушки с проволокой.
Кулеры для воды. Поддерживайте надлежащий уровень охлаждающей жидкости. Вместо воды используйте смешанную охлаждающую жидкость от производителя. Он решает проблемы, связанные с накоплением шлама и вспениванием.
Шланги газовые. Пористость сварного шва и плохой цвет валика могут быть результатом недостаточного покрытия защитным газом. Регулярно проверяйте шланги на предмет утечек, износа и ослабленных соединений. Погрузите шланг под давлением в воду, чтобы проверить герметичность.Отремонтируйте негерметичный или изношенный шланг, вырезав поврежденный участок и срастив его. Не используйте скотч.
Регулярно проверяйте шланги на предмет утечек, износа и ослабленных соединений. Погрузите шланг под давлением в воду, чтобы проверить герметичность.Отремонтируйте негерметичный или изношенный шланг, вырезав поврежденный участок и срастив его. Не используйте скотч.
Регуляторы. После закрытия клапана баллона выведите неисправный регулятор из эксплуатации для ремонта. Внешние утечки газа, чрезмерная ползучесть (когда давление подачи продолжает расти с выходным клапаном закрыт) и неисправными датчиками (указатель не перемещается от стопорного штифта, когда под давлением, и не возвращается к стопорному штифту после сброса давления) указует на неисправность регулятора. Не пытайтесь отремонтировать неисправный регулятор; отправьте его в назначенный производителем ремонтный центр.
Двигатели на сварочных генераторах. Базовое обслуживание включает замену масла, масляного фильтра, воздухоочистителя и топливного фильтра. Информацию об интервалах обслуживания см. В руководстве пользователя, поскольку они сильно различаются для бензиновых и дизельных двигателей.
В руководстве пользователя, поскольку они сильно различаются для бензиновых и дизельных двигателей.
Отредактировал Джозеф Л. Фощ, старший редактор, 630-320-7135
Подробнее
Для получения дополнительной информации по обслуживанию сварочного оборудования посетите веб-сайт компании millerwelds.com.
Лучший инверторный сварочный аппарат Riland 2021
Как купить инверторный сварочный аппарат Best Riland
Вы готовитесь к покупке инверторного сварочного аппарата Riland для себя? У вас кружится голова от этого процесса покупки? Если да, мы точно знаем, как вы себя чувствуете.Мы испытали весь процесс и собрали список лучших инверторных сварочных аппаратов Riland , пользующихся популярностью на рынке в наши дни. Наряду с этими продуктами мы также ответили на несколько из многих вопросов, которые могли возникнуть у вас перед покупкой. Давайте разберемся с этими вопросами:
- Каковы преимущества использования инверторного сварочного аппарата Riland?
- Стоит ли сегодня инвестировать в инверторный сварочный аппарат Riland?
- Какие факторы следует учитывать перед покупкой инверторного сварочного аппарата Riland?
- Почему покупка инверторного сварочного аппарата Riland настолько важна?
- Какие инверторные сварочные аппараты Riland являются лучшими из имеющихся на современном рынке?
Итак, где вы получите всю необходимую информацию о инверторном сварочном аппарате Riland? Да, вы не ослышались — вы получите все это из различных источников онлайн и офлайн. Это может включать все, но не ограничиваясь, отзывами клиентов, молва, интернет-форумами потребителей, руководствами по покупке, сайтами с рейтингами клиентов и т. Д. Эти источники утолят жажду. Искусство состоит в том, чтобы выбирать 100% подлинные, достоверные источники, продвигаясь вперед в своем исследовательском процессе. Надежный и заслуживающий доверия веб-сайт предоставит вам самую свежую и достоверную информацию.
Это может включать все, но не ограничиваясь, отзывами клиентов, молва, интернет-форумами потребителей, руководствами по покупке, сайтами с рейтингами клиентов и т. Д. Эти источники утолят жажду. Искусство состоит в том, чтобы выбирать 100% подлинные, достоверные источники, продвигаясь вперед в своем исследовательском процессе. Надежный и заслуживающий доверия веб-сайт предоставит вам самую свежую и достоверную информацию.
А еще мы можем утолить вашу жажду — и как? У нас есть руководство по покупке, в котором перечислены лучшие инверторные сварочные аппараты Riland , доступные на рынке 2020 года.Наша информация проверяется и проверяется AI-данными и большими данными — авторитетными платформами для корректуры. Следующий вопрос: как мы составили это руководство по покупке? У нас есть технологичный, уникально разработанный набор алгоритмов, основанный на следующих факторах:
- Стоимость бренда
- Стоимость продукта
- Качество и надежность
- Особенности и характеристики
- Отзывы и рейтинги клиентов
Наряду с достоверностью, наш приоритет — предоставить читателю 100% актуальную информацию.